
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
PETG Ist ein sehr beliebtes Filament für den 3D Druck. Dieses Filament ist sehr belastbar und hat dabei trotzdem nicht so hohe Anforderungen an den 3D Drucker wie manch andere Filamente. Es wird daher oft mit PLA und ABS verglichen und als eine Kombination daraus angesehen.
PETG ist sehr robust, UV-beständig, lebensmittelsicher und sehr gut für den Außenbereich und für praktische Anwendungen geeignet. Es neigt jedoch stark zu Stringing, wodurch die Kalibrierung der wichtigsten Druckeinstellungen sehr wichtig ist.
Solange du einen 3D Drucker besitzt der die Anforderungen für PETG erfüllt (siehe Zusammenfassung) und einige andere Dinge beachtest, wirst du viel Erfolg und Spaß mit diesem Filament haben. Was dies für Dinge sind, auf welche Komplikation und du stoßen könntest und wie du diese lösen kannst, erfährst du in diesem PETG Filament Guide.
Table of Contents:
- 1 Kurz Zusammengefasst
- 2 Vor- & Nachteile von PETG
- 3 Wozu Eignet sich PETG Filament?
- 4 Kann PETG mit jedem 3D Drucker gedruckt werden?
- 5 Die Besten PETG Druckeinstellungen
- 5.1 Welche Drucktemperatur benötigt PETG?
- 5.2 Wie Heiß sollte das Druckbett für PETG sein?
- 5.3 Welche Retraction Einstellungen sind gut für PETG?
- 5.4 Wie hoch darf die Druckgeschwindigkeit bei PETG sein?
- 5.5 Welche Kühlung braucht PETG?
- 5.6 Die Besten Einstellungen für die Erste Schicht mit PETG
- 5.7 Wie Kalibriert man den Drucker für PETG?
- 6 Die Beste Druckbett Haftung für PETG
- 7 Wie Muss PETG Gelagert werden?
- 8 Häufige Probleme beim Druck mit PETG
- 8.1 Wie Vermeidet Man Stringing bei PETG?
- 8.2 PETG Haftet nicht am Druckbett
- 8.3 PETG Haftet zu stark am Druckbett
- 8.4 Kleckse Bilden sich auf der Oberfläche eines PETG Drucks
- 8.5 PETG Supports Lösen Sich Nicht vom Druckobjekt
- 8.6 Wie Vermeidet Man Risse bei PETG?
- 8.7 Feuchtes PETG Führt zu Schlechten Drucken
- 9 PETG Beständigkeit und Eigenschaften
- 10 PETG Umweltverträglichkeit
- 11 PETG Nachbearbeitung
- 12 Fazit
Kurz Zusammengefasst
- Extrem robust, etwas flexibel, perfekt für den Außenbereich oder mechanische Anwendungen
- Drucktemperatur: 240 ± 10 °C
- Druckbett Temperatur: 80 ± 10 °C
- Retraction: 5-7 mm (Bowden) oder 2-4 mm (Direct) bei 20-40 mm/s
- Druckgeschwindigkeit: 40-50 mm/s
- Druckbett: PEI (perfekt), Glas (manchmal zu gute Haftung), Blue Tape, Magigoo
- Gehäuse: kein Gehäuse nötig
- Kühlung: 0-50%
Vor- & Nachteile von PETG
PRO:
- robust
- verbiegt sich bevor es bricht (-> gut für Gebrauchsgegenstände)
- lebensmittelecht
- umweltfreundlich
- hohe Witterungsbeständigkeit
- geruchsneutral
- in vielen Farben erhältlich
- transparente Varianten
- schrumpft und verzieht sich kaum bis gar nicht beim Abkühlen
CON:
- neigt stark zu Stringing
- bunte Filamente nicht zu 100 Prozent UV-beständig (Verfärbungen können auftreten, mechanische Eigenschaften bleiben meist unverändert)
- anfällig für Kratzspuren auf glatten Oberflächen
Wozu Eignet sich PETG Filament?

PETG-Kunststoff ist eine Art von Polyethylenterephthalat (PET), das mit Glykol modifiziert wurde. PETG wird für eine Vielzahl von Anwendungen verwendet, darunter Lebensmittelverpackungen, Wasserflaschen und medizinische Geräte.
PETG ist stark und haltbar und eignet sich daher ideal für Gebrauchsgegenstände. Da es aber etwas schwieriger zu drucken ist als PLA, eignet es sich daher weniger gut für dekorative Zwecke.
PETG vereint die Belastbarkeit von ABS und die einfache Handhabung von PLA, was es zu einem idealen Material für den 3D-Druck macht. Außerdem ist es in vielen Farben erhältlich.
Ein weiterer Vorteil von PETG ist, dass es etwas nachgibt bevor es bricht. Im Gegensatz dazu bricht PLA sofort wenn es seine maximale Belastbarkeit erreicht hat. Daher ist PETG so gut für Gebrauchsgegenstände oder Teile die eine hohe Last aushalten müssen geeignet. Bevor das PETG bricht, warnt es dich durch eine leichte Verformung.
Wenn du zum Beispiel eine Topfpflanze unter die Decke hängen möchtest und dafür einen Karabinerhaken druckst, wirst du beim PETG vorzeitig erkennen ob der Haken das Gewicht aushält und nicht. Bei PLA gibt es keine Vorwarnung – sobald die maximale Last überschritten wurde wird der Haken plötzlich brechen und die Topfpflanze fällt auf den Boden.
Kann PETG mit jedem 3D Drucker gedruckt werden?
PETG-Filament ist ein tolles Material für den 3D-Druck, aber du musst sicherstellen, dass dein Drucker es auch verwenden kann. Nicht alle 3D Drucker erreichen die nötige Temperatur oder bieten eine gute Druckbett Oberfläche.
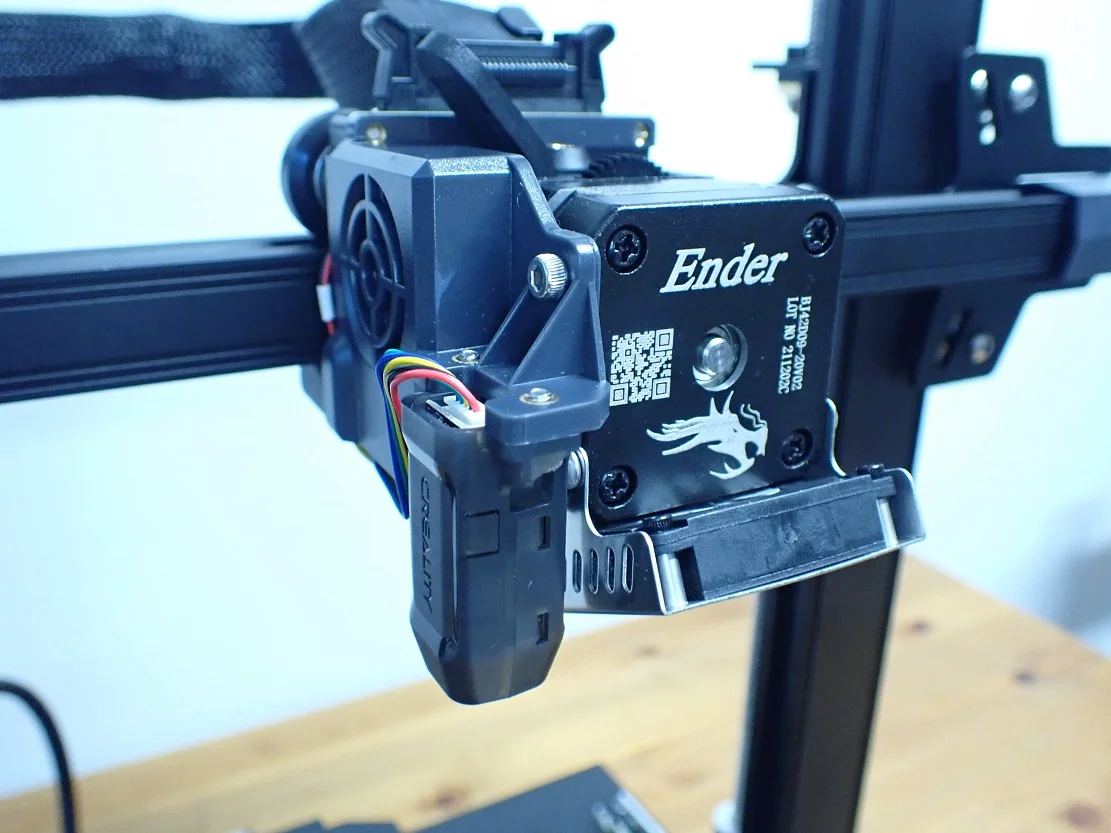
Muss das Hotend für PETG aus Metall sein?
Das Hotend ist eine Komponente im Druckkopfs eines jeden Filament 3D Druckers. Es ist dafür zuständig, das Filament auf seinen Schmelzpunkt zu erhitzen, damit es durch die Düse extrudiert werden kann, um das gewünschte Objekt zu erstellen. Ein All-Metall-Hotend ist für den Druck vieler PETG-Filamente notwendig, da dieses Material einen höheren Schmelzpunkt hat als andere Standardfilamente wie PLA.
PETG wird bei einer Temperatur von 240 ± 10 °C gedruckt. Bei einem Hotend das nicht komplett aus Metall ist, besteht die Verbindung zwischen der Nozzle und dem Kühlkörper meistens aus PTFE (Teflon). PTFE fängt bei 240 °C an sich aufzulösen.
Wenn du mit einer PTFE Verbindung häufig bei 240 °C oder höher druckst, wird sich das Teil mit der Zeit stark abnutzen und muss regelmäßig ausgetauscht werden. Dazu kommt, dass giftige Gase freigesetzt werden. Die einzige Chance die du hast PETG mit einem Extruder mit PTFE Verbindung zu drucken ist es bei nur 230 bis 235 °C zu drucken, das Teil häufig zu tauschen und den Raum in dem der Drucker steht gut zu lüften. Diese Temperatur ist aber bei vielen PETG Filamenten nicht die optimale Drucktemperatur.
Bei den meisten low-budget 3D Druckern ist ein PTFE Teil verbaut. Du kannst es aber meistens durch ein Metallteil austauschen ohne den kompletten Druckkopf bzw. Extruder austauschen zu müssen.
Benötigt PETG einen Direct Drive Extruder?
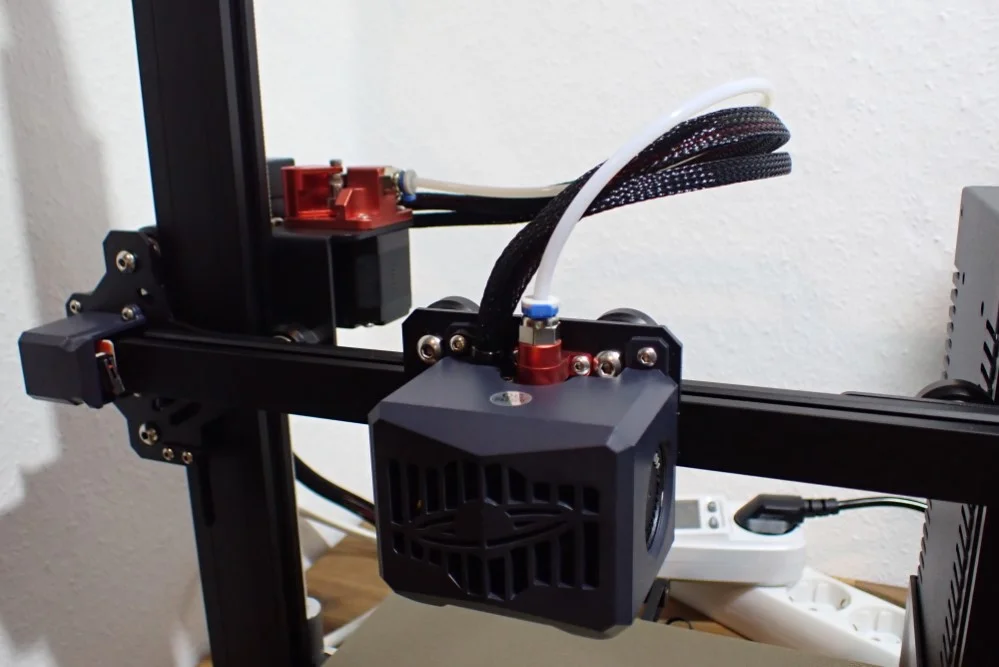
PETG gehört nicht zu den flexiblen Filamenten wie TPU und benötigt daher keinen Direct Drive Extruder für eine präzise Extrusion.
Ein direkt angetriebener Extruder befindet sich direkt über dem Hotend im Druckkopf, wodurch er eine bessere Kontrolle über das Filament hat. Ein Bowden Extruder ist weiter entfernt vom Druckkopf und verwendet ein Schlauch, um das Filament zum Hotend zu führen. Druckköpfe ohne integrierten Direct Drive Extruder sind in der Regel leichter und kompakter als Extruder mit Direktantrieb.
Die meisten 3D-Drucker, die mit flexiblem Filament drucken, verwenden einen Direct Drive Extruder. Der Grund dafür ist, dass Direct Drive Extruder besser für den Druck von flexiblem Filament geeignet sind, da die Strecke die das Filament vom Extruder bis zu Nozzle zurücklegen muss viel kürzer ist. Das reduziert die Wahrscheinlichkeit stark, dass sich das flexible Filament auf dem Weg im Bowden Schlauch verheddern kann. Außerdem ist die Kontrolle über das flexible Filament bei einem Direct Drive Extruder viel besser.
PETG ist nicht flexibel und profitiert daher nicht so stark von einem Direct Drive Extruder wie flexible Filamente. Zwar hat auch hier der Direct Drive Extruder knapp die Nase vorn was die Kontrolle und Extrusionspräzision des Filaments angeht, jedoch kannst du PETG auch hervorragend mit einem Bowden Extruder drucken!
Muss die Nozzle für PETG abriebfest sein?

Normales PETG ist nicht abrasiv. Daher benötigst du hier keine spezielle Nozzle. Sobald jedoch bestimmte Additive im Filament enthalten sind, lohnt sich eine gehärtete Nozzle.
Bei diesen Filament Additiven lohnt sich eine solche Nozzle:
- Carbon
- Holz
- Stein
Eine gehärtete Nozzle ist wichtig für 3D-Drucker, die mit Filamenten drucken, die abrasive Zusätze enthalten. Eine gehärtete Nozzle hilft dabei, dem Verschleiß durch die abrasiven Partikel im Filament zu widerstehen und die Gesamtqualität des Drucks zu verbessern.
Eine abgenutzte Nozzle kann bei einem 3D-Drucker eine Reihe von Problemen verursachen. Eine verschlissene Nozzle kann die Wahrscheinlichkeit erhöhen, dass zwischen den Drucken Fäden gezogen werden, und die Qualität des endgültigen Drucks beeinträchtigen – besonders bei PETG, was sowieso schon zu Stringing neigt, ist dies mehr als suboptimal. Außerdem kann eine verschlissene Nozzle zu einer Verstopfung der Nozzle führen, die schwer zu beseitigen ist.
Falls du vorhast mit PETG Filamenten mit solchen Zusätzen zu drucken, lohnt sich also eine gehärtete Nozzle. Hier findest du die Nozzle die ich gerne für solche Zwecke einsetze*.
Braucht ein 3D Drucker ein Gehäuse für PETG?
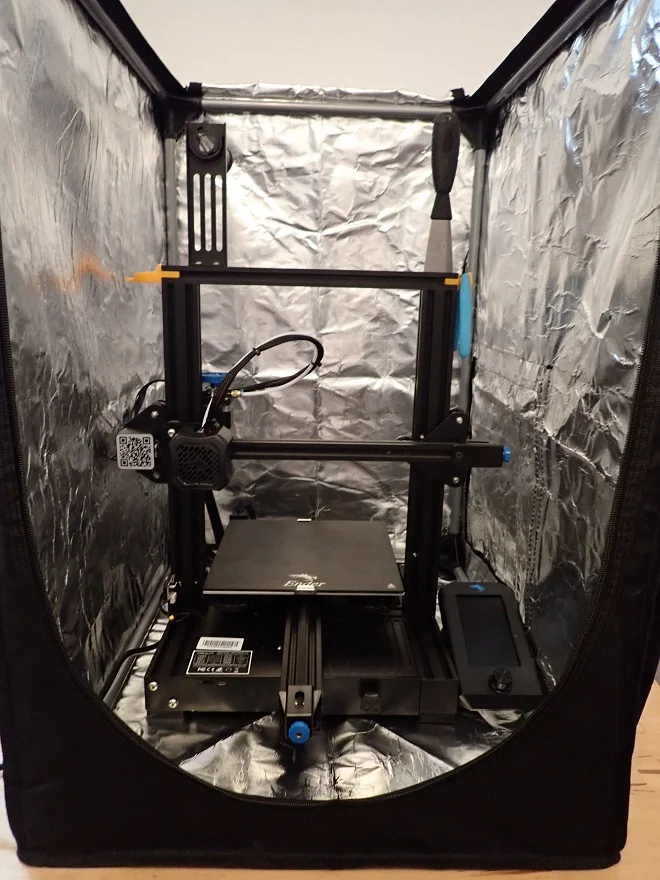

PETG-Filament benötigt kein 3D-Druckergehäuse. ABS benötigt dagegen unbedingt ein passendes 3D-Druckergehäuse. PETG verzieht sich anders als bei ABS beim Abkühlen nur sehr wenig, womit es nur selten zu starkem Warping oder zu Rissen kommt.
Zwar ist es besser bei PETG die Kühlung zu deaktivieren, damit Risse oder Delamination gar nicht mehr auftreten können, eine hohe und homogene Umgebungstemperatur ist aber nicht nötig.
Falls dein 3D Drucker ein Gehäuse hat, wie zum Beispiel der Creality Sermoon V1 Pro, solltest du es soweit es geht öffnen und die Kühlung deaktivieren.
Die Besten PETG Druckeinstellungen
Nachdem du nun welche Eigenschaften PETG hat und was dein Drucker können muss, um es verarbeiten zu können, gehen wir nun auf die richtigen Druckeinstellungen ein.
Welche Drucktemperatur benötigt PETG?

PETG ist ein hervorragendes Filament für den 3D-Druck, aber wenn die falsche Drucktemperatur verwendet wird, kann dies die Qualität des Drucks stark beeinträchtigen. Wenn die Temperatur zu hoch ist, steigt die Wahrscheinlichkeit für Stringing. Wenn die Temperatur zu niedrig ist, haftet das Filament möglicherweise nicht auf dem Druckbett.
Die richtige Drucktemperatur für PETG ist 240 ± 10 °C. Die verschiedenen PETG Filamente unterscheiden sich leicht in ihren Eigenschaften, wodurch sich diese Temperaturspanne ergibt.
Am besten ist es, wenn du bei 240 °C startest und dann in Schritten von 3-5 °C nach oben oder unten korrigierst bis du die perfekte Temperatur gefunden hast.

Wenn die Temperatur zu hoch ist: Bei einer zu hohen Temperatur kann Stringing ein Problem werden. Das liegt daran, dass das geschmolzene Filament flüssiger und klebriger wird. Dadurch bleibt es am Endpunkt der letzten Extrusionsbewegung kleben und zieht zwischen verschiedenen Teilen des Drucks Fäden.
Wenn du dein PETG richtig gelagert hast und es trocken ist, kannst du dir sicher sein, dass dann die Temperatur zu hoch eingestellt ist oder die Retraction Einstellungen nicht korrekt sind. Versuche die Temperatur zu verringern und wenn das nicht funktioniert die Retraction zu kalibrieren. Wie du das machst, erfährst du später in diesem Artikel.
Wenn die Temperatur zu niedrig ist: Bei einer zu niedrigen Temperatur verringert sich die Haftung von PETG. Dies führt zu einer Reihe von Problemen, darunter einer schlechten Druckbett Haftung und der Gefahr, dass die einzelnen Schichten nicht gut aufeinander haften. Dies kann entweder Risse hervorrufen oder erzeugt eine geringe Festigkeit des fertigen Objekts.
Falls du eines dieser Phänomene bemerkst, solltest du die Temperatur erhöhen. Ein sicheres Anzeichen dafür, dass die Temperatur viel zu niedrig ist, ist wenn es zu einer Unter Extrusion kommt. Dann wird zu wenig Filament extrudiert und es kommt zu Löchern oder Rissen die nicht auf mechanische Spannungen zurückzuführen sind, sondern einfach darauf, dass zu wenig Filament extrudiert wurde.
Die beste Strategie um die richtige Drucktemperatur für PETG zu finden ist es also, die Temperatur so hoch wie möglich einzustellen, ohne dass Stringing auftritt. Dann garantierst du eine gute Haftung am Druckbett und zwischen den einzelnen Schichten und bekommst einen sauberen Druck ohne lästige Fäden.
Wie Heiß sollte das Druckbett für PETG sein?

Eines der häufigsten Probleme beim 3D-Druck von PETG ist die Druckbett Haftung. Es ist wichtig, ein beheiztes Bett zu verwenden, wenn du mit PETG druckst, um eine gute Haftung zu gewährleisten. Außerdem muss die Drucktemperatur und die Druckbett Temperatur richtig eingestellt sein, da PETG sonst nicht richtig haften kann.
Die richtige Druckbett Temperatur für PETG liegt im Bereich von 80 ± 10 °C.
Je nachdem wo die perfekte Druckbett Temperatur für dein PETG Filament in diesem Bereich liegt, hängt auch davon ab welche Druckbett Oberfläche du verwendest. Bei manchen Oberflächen ist die Haftung mit PETG deutlich stärker als bei anderen.
Bevor du jedoch an Klebstoffe denkst oder daran dir ein anderes Druckbett zu besorgen, solltest du versuchen die Druckbett Temperatur zu optimieren. Je heißer PETG wird, desto klebriger wird ist. Daher kannst du versuchen die Druckbett Temperatur in kleinen Schritten von 5 °C zu erhöhen.
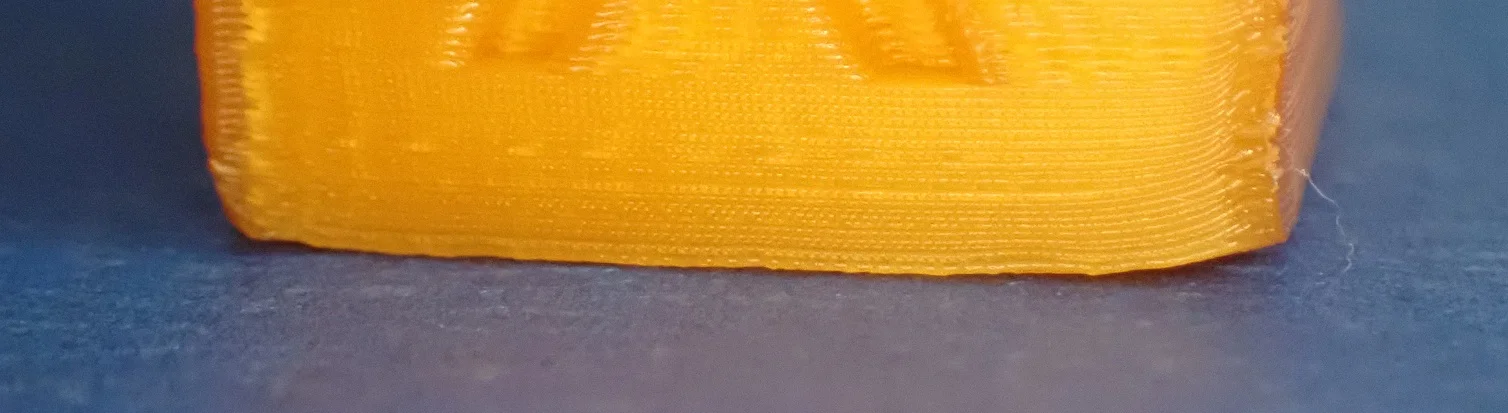
Auch wenn die empfohlene Temperaturspanne für das Druckbett bei PETG bei 90 °C aufhört, kannst du trotzdem versuchen noch etwas höher zu gehen. Dann steigt aber die Gefahr für einen Elefantenfuß, also das Schmelzen der unteren Schichten, was zu einer Verbreiterungen dieser führt.
Welche Retraction Einstellungen sind gut für PETG?
Retraction (Einzug auf Deutsch) bezeichnet den Vorgang des Zurückziehens des Filaments in die Nozzle, wenn es nicht benutzt wird – also nach jeder Extrusion bzw. vor jeder extrusionslosen Bewegung. Das hilft Stringing zu verhindern und deine Drucke sauber aussehen zu lassen. Unterschiedliche Filamente erfordern unterschiedliche Einstellungen für die Retraction. Auch ist die Retraction vom verwendeten Extruder abhängig.
Da PETG stark zu Stringing neigt, sind die richtigen Retraction Einstellungen bei diesem Filament besonders wichtig.
Die Einstellungen für die Retraction spalten sich im Wesentlichen in diese zwei Parameter auf:
- Retraction Distanz: dies ist die Strecke um die das Filament zurück in die Nozzle gezogen wird.
- Retraction Geschwindigkeit: dies ist die Geschwindigkeit mit der das Filament in die Nozzle zurückgezogen wird.
Um die richtigen Einstellungen für beide Parameter zu finden, brauchst du einen guten Startpunkt und etwas Probieren. Der Startpunkt für die Retraction Einstellungen ist teilweise unterschiedlich für Bowden Extruder und Direct Drive Extruder:
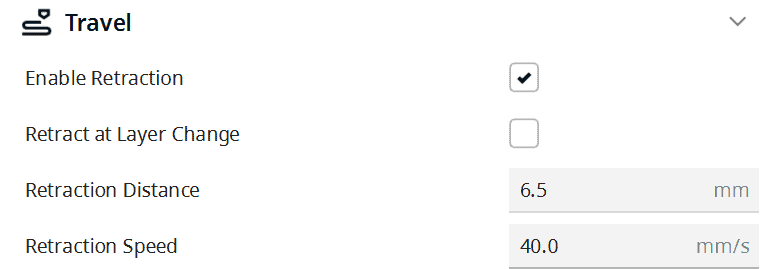
- Bowden: 5-7 mm bei 20-40 mm/s
- Direct: 1-3 mm bei 20-40 mm/s
Die Retraction Geschwindigkeit ist bei PETG etwas langsamer als bei anderen Filamenten wie PLA oder ABS. Sie ist bei PETG auch viel wichtiger als die Retraction Distanz. Daher solltest du beim Ausprobieren mit kleinen Veränderungen der Geschwindigkeit starten um deine Druckergebnisse zu optimieren.
Solltest du weiterhin Stringing beobachten, kannst du die Retraction Geschwindigkeit in kleinen Schritten weiter reduzieren. Dies führt am häufigsten dazu, Stringing zu vermeiden.
Bei der Retraction Distanz kann es sein, dass diese bei deinem Extruder stark unterschiedlich zu den hier angegeben Werten sein kann. Es gibt ein paar neuere Extruder wie dem Sprite Direct Drive Extruder, die mit sehr wenig Retraction Distanz auskommen. Hier können 0,8 bis 1 mm genau richtig sein.
Wie hoch darf die Druckgeschwindigkeit bei PETG sein?

Wenn du beim Drucken mit PETG nicht auf die Druckgeschwindigkeit achtest, kannst du eine Reihe von Problemen mit deinen Drucken verursachen. Wenn die Geschwindigkeit zu schnell ist, kommt es zu einer schlechten Druckqualität mit schlechter Schichthaftung und Unter Extrusion mit Löchern und Spalten.
Wenn die Druckgeschwindigkeit zu langsam ist, kann das flüssige Filament unkontrolliert aus der Nozzle fließen, was zu Oozing und Stringing führt.
Die richtige Druckgeschwindigkeit für PETG liegt im Bereich von 40-50 mm/s.
Falls du die oben beschriebenen Probleme erkennen kannst, solltest du die Geschwindigkeit in kleinen Schritten von 5 mm/s anpassen und das Ergebnis prüfen. Konzentriere dich aber erst auf die Drucktemperatur und die Retraction bevor du die Druckgeschwindigkeit optimierst.
Meistens kannst du bei PETG über die Drucktemperatur und die Retraction am besten die Druckqualität beeinflussen. Die Druckgeschwindigkeit kannst du danach erhöhen bis du wieder auf Probleme stößt. So kannst du dir Zeit beim Drucken sparen und trotzdem hochqualitative Ergebnisse erzielen.
Welche Kühlung braucht PETG?
Je heißer PETG wird, desto besser wird die Schichthaftung und je länger das Filament heiß bleibt, desto besser kann sie sich ausbilden. Daher ist es bei PETG besser so wenig Kühlung wie möglich zu verwenden.
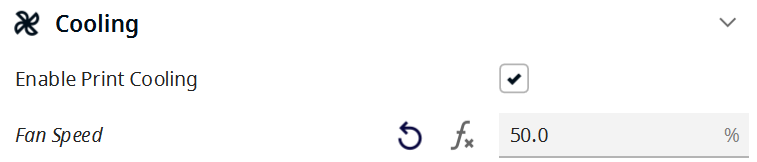
Für die meisten Modelle kannst du die Kühlung komplett ausschalten. Nur bei Modellen mit vielen Details solltest du eine moderate Kühlung von etwa 50% einstellen. Bei Objekten mit vielen Brücken oder Überhängen ist es jedoch wichtig die Kühlung einzuschalten, da das Filament sonst durchhängen kann.
Auch kalte Zugluft kann einem PETG 3D-Druck schaden, weil das Filament dann zu schnell abkühlt und die Schichthaftung verschlechtert. Das kann zu Rissen im fertigen Produkt führen und den Druck möglicherweise ruinieren. Deshalb ist es wichtig, das Objekt vor Luftzügen zu schützen, um zu verhindern, dass die Zugluft die Qualität des Drucks beeinträchtigt.
Trotzdem solltest solltest du am besten kein geschlossenes Gehäuse verwenden. Manchmal ist auch ein Draft Shield genau das richtige, um die ersten Schichten oder den gesamten Druck vor Luftzügen zu schützen.
Die Besten Einstellungen für die Erste Schicht mit PETG

PETG-Filament ist ein großartiges Material für den 3D-Druck, aber es ist wichtig, dass du die erste Schicht richtig machst, um einen erfolgreichen Druck zu gewährleisten. Die Einstellungen, die du für die erste Schicht verwendest, hängen hauptsächlich von deinem Druckbett ab.
Standardmäßig gilt für die erste Schicht bei PETG, dass die Kühlung deaktiviert ist und die Extrusionsbreite und Schichthöhe auf den Standardwerten (also 100%) eingestellt ist.
Falls du Probleme mit der Druckbett Haftung hast, kannst du die Extrusionsbreite und/oder die Schichthöhe erhöhen, um die Haftung zu erhöhen. Das liegt daran, dass mehr Material auf einmal aufgetragen wird, was zu einer stärkeren Verbindung zwischen dem Druckbett und dem Filament führt. Je länger das Filament heiß und flüssig bleibt, desto länger kann es eine gute Verbindung mit dem Druckbett eingehen. Und dickere und/oder breitere Linien führen zu mehr thermischen Masse die träger wird, desto voluminöser sie wird.
Falls du mit diesen Einstellungen immer noch Probleme mit deiner ersten Schicht hast, solltest du das Druckbett noch einmal neu nivellieren. Außerdem sollte der Abstand zwischen der Nozzle und dem Druckbett (der Z-Offset) richtig eingestellt sein, damit die Nozzle nicht zu weit entfernt vom Druckbett ist.
Wie Kalibriert man den Drucker für PETG?
Um einen 3D Drucker für PETG zu kalibrieren sollten mindestens die Drucktemperatur, die Retraction und die Flussrate kalibriert werden. Manchmal ist es notwendig diese Einstellungen mehrfach hintereinander zu kalibrieren, da sie sich gegenseitig beeinflussen können.
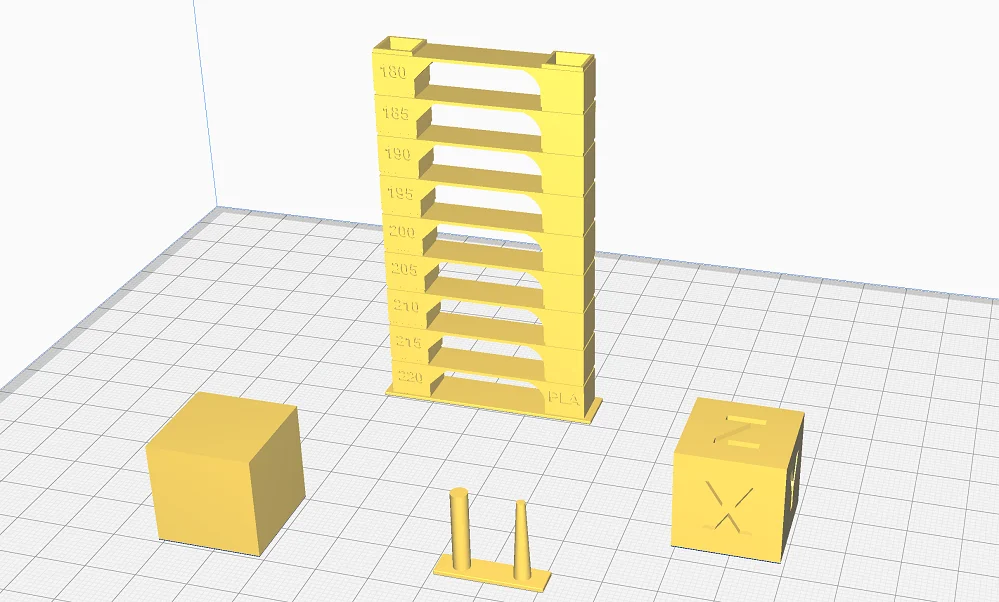
Drucktemperatur kalibrieren: Die Drucktemperatur kannst du am besten mit einem sogenannten Temperatur Turm kalibrieren. Dieses Testobjekt besteht aus mehreren Ebenen die bei verschiedenen Temperaturen gedruckt werden. Normalerweise wird die Temperatur pro Ebene um 5 °C erhöht. Nachdem der Druck fertig ist, kannst du sofort sehen welche Temperatur am besten funktioniert hat. Die Ebene mit dem wenigsten Druckfehlern zeigt dir dies offensichtlich an.
Retraction kalibrieren: Für die Retraction gibt es zahlreiche Testobjekte die du nutzen kannst um Stringing zu provozieren. Da man beim Kalibrieren der Retraction Einstellungen oft mehrere Durchgänge benötigt, verwende ich am liebsten das Kalibrierobjekt aus dem Calibration Shapes Plugin in Cura. Es lässt sich innerhalb von wenigen Minuten drucken, womit die mehreren Durchgänge die du benötigen wirst nicht allzu lange dauern.
Flussrate kalibrieren: Die Flussrate kann relativ einfach mit einem Kalibrierwürfel kalibriert werden. Du musst den Würfel dafür ohne in Infill, also hohl, drucken und ohne obere Schichten. So kannst du nach dem Druck die Wandstärke ganz einfach mit einem Messschieber nachmessen. Wenn die gemessene Wandstärke mit der theoretischen Wandstärke aus dem Slicer übereinstimmt, ist die Flussrate richtig eingestellt. Wenn die gemessene Wandstärke größer ist, musst du die Flussrate verringern – und andersherum.
Noch ein Tipp: Falls du bei einer dieser Einstellungen verzweifelst und die richtigen Werte nicht findest, solltest du dich erst mit dem nächsten befassen. Diese drei Einstellungen sind teilweise voneinander abhängig. Daher ist es manchmal nötig, dass du die drei Einstellungen öfter nacheinander kalibrieren musst, um den jeweils perfekten Wert zu finden.
Die Beste Druckbett Haftung für PETG
PETG haftet generell recht gut auf den meisten Oberflächen. Manche Beschichtungen sind jedoch weniger gut geeignet und können durch bestimmte Hilfsmittel verbessert werden. Es gibt aber auch Druckbett Oberflächen, wie Glas, die zu einer zu hohen Druckbett Haftung führen können.
Welche Druckbett Oberfläche ist am Besten für PETG?
Wenn du durch eine Anpassung der Druckbett Temperatur und der Druckgeschwindigkeit der ersten Schicht keine Verbesserung der Haftung erzielen kannst, solltest du dir überlegen eine andere Druckbett Oberfläche oder Klebstoffe zu verwenden.
Zu den Druckbett Oberflächen, die gut mit PETG funktionieren, gehören solche aus PEI (Polyetherimid).
Diese Oberflächen findet man in der Regel bei 3D-Druckern der mittleren oder oberen Preisklasse. Es gibt aber auch günstige Upgrades in vielen Größen (mit diesem PEI Druckbett habe ich gute Erfahrungen mit PETG gemacht*).
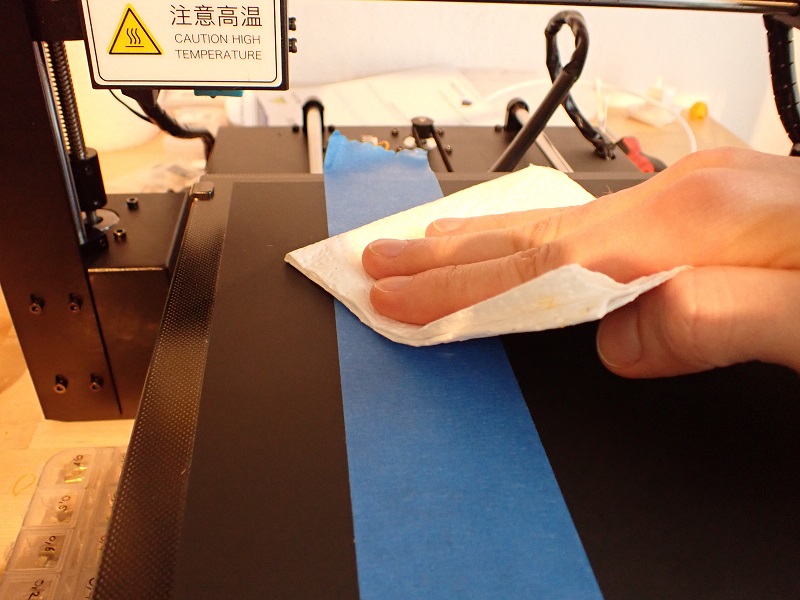
Wenn dein Drucker nicht über eine PEI-Oberfläche verfügt, kannst du PETG trotzdem verwenden, indem du eine Schicht Klebstoff aufträgst. Magigoo eignet sich bei PETG hervorragend als Klebstoff um die Druckbett Haftung zu erhöhen.
Er kann auf vielen verschiedenen Arten von Oberflächen verwendet werden und ist sehr einfach aufzutragen. Reinige einfach das Druckbett und trage dann eine dünne Schicht Magigoo auf die Stelle auf, an der dein Druck haften soll. Lass es ein paar Minuten trocknen und dann kannst du drucken. Mich hat der Preis vor dem Kauf etwas abgeschreckt, jedoch habe ich den Stift nun seit einigen Monaten, drucke täglich und er ist gerade einmal halb leer.
Bei einem Glas Druckbett kann es sogar manchmal sein, dass die Haftung zu groß ist und du das Objekt nicht davon lösen kannst. Dann bietet sich Blue Tape an wenn du nicht in ein PEI Druckbett investieren möchtest. Die Haftung auf Blue Tape ist ziemlich gut und schützt das Glas Druckbett vor Beschädigungen.
Benötigt PETG Klebstoff für eine gute Druckbett Haftung?

PETG-Filament benötigt normalerweise keinen Klebstoff, um gut am Druckbett zu haften. Wenn du die Temperaturen für das Druckbett und die Nozzle richtig eingestellt hast, sollte die Druckbett Haftung normalerweise kein Problem darstellen. Bei manchen Druckbett Oberflächen kann aber auch die richtige Temperatur nicht weiterhelfen.
Wenn du also Schwierigkeiten hast, dass deine Drucke auf dem Bett haften, kannst du versuchen, eine kleine Menge Klebstoff zu verwenden.
Oft wird normaler Klebestift oder Haarspray empfohlen. Ich habe jedoch bisher nur bedingt gute Erfahrungen damit gemacht. Bei PLA hilft ein Klebestift ganz gut auf einem Glas Druckbett. Der beste Klebstoff den ich bisher mit PETG verwendet habe ist Magigoo. In diesem Artikel habe ich ihn gegen einen normalen Klebestift verglichen.
Falls du keinen Klebstoff verwenden möchtest, solltest du dir überlegen einen PEI Druckbett zu besorgen. Darauf haftet PETG sehr gut und lässt sich nach dem Druck auch gut lösen.
Eine weitere Möglichkeit ist Blue Tape. Damit kannst du sowohl die Druckbett Haftung erhöhen als auch verringern. Auf sehr schlecht haftenden Oberflächen erhöht es die Haftung für PETG und auf extrem gut haftenden Oberflächen wie Glas kannst du sie verringern, um das Druckbett und das Druckobjekt vor Schäden zu schützen.
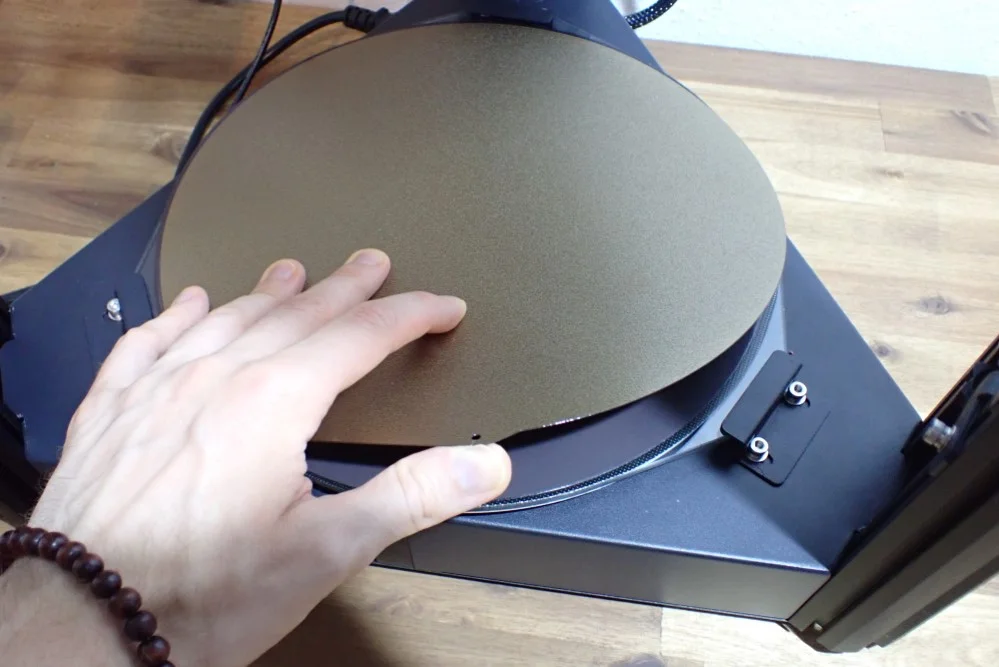
Wie Muss PETG Gelagert werden?

PETG-Filament muss an einem kühlen, trockenen Ort gelagert werden. Wenn es Feuchtigkeit ausgesetzt ist, lässt sich nur schwer drucken. PETG ist hygroskopisch und nimmt mit der Zeit immer mehr Feuchtigkeit aus der Umgebungsluft in sich auf.
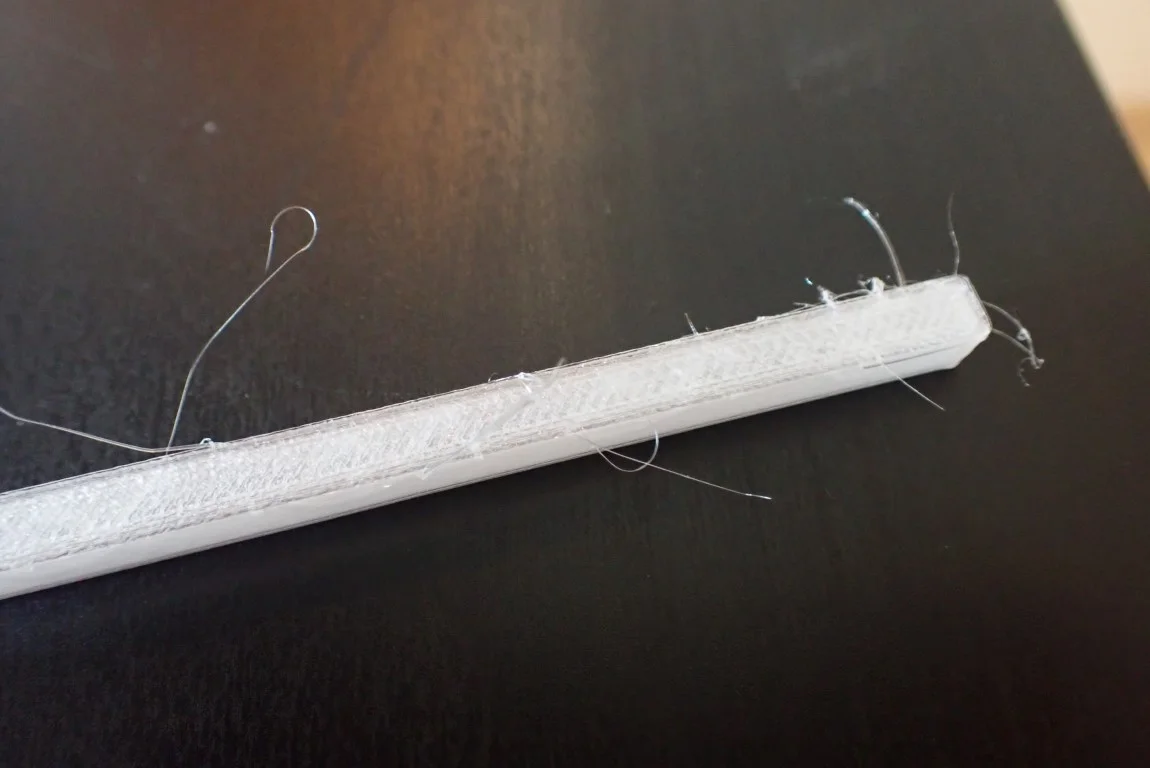
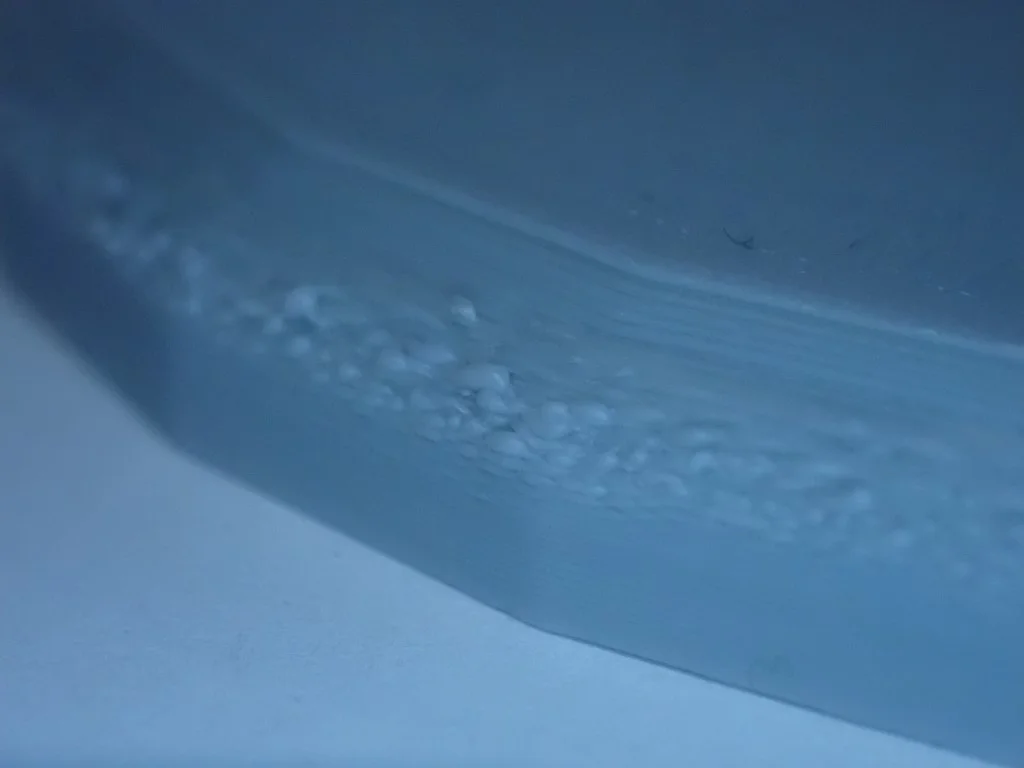
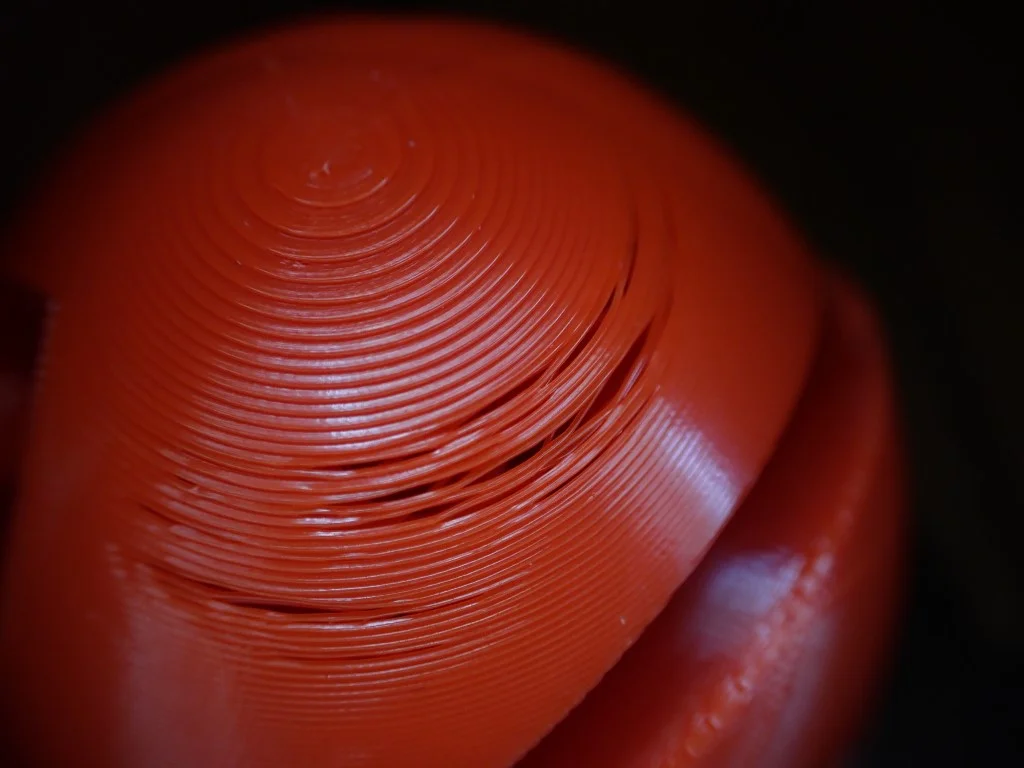
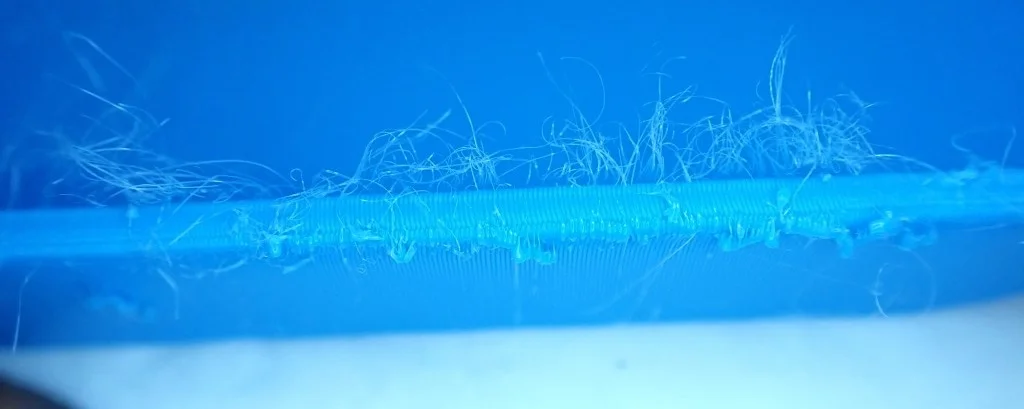
Wenn PETG-Filament feucht ist, dehnt es sich durch die Temperatur in der Nozzle wegen der Feuchtigkeit aus, wodurch es schwer ist, es gleichmäßig zu extrudieren. Dies kann dazu führen, dass das Filament Blasen wirft oder zu stärkerem Stringing neigt. Besonders letzteres ist bei PETG fatal, da es sowieso schon anfällig für Stringing ist.
Bei der Lagerung von PETG-Filament ist es am besten, ein luftdichten Beutel oder Behälter mit einem Trockenmittel zu verwenden. Das Innere eines Zip-Lock-Beutels, aus dem die Luft herausgepresst wurde, funktioniert zur Not auch gut. Du kannst auch spezielle Aufbewahrungsbeutel für Filamente* kaufen, die ein Vakuumventil haben, um die gesamte Luft aus dem Behälter zu entfernen.
Ich selber verwende für die Lagerung passende Plastikbehälter in denen genau eine Spule mit etwas Trockenmittel hinein passt. Diese kann man gut stapeln und ich komme schnell an das Filament. Du solltest das Filament nach jedem Gebrauch wieder sofort trocken einlagern damit es keine unnötige Feuchtigkeit aufsaugen kann.
Falls das Filament schon mit Feuchtigkeit vollgesogen sein sollte, kannst du es wieder trocknen ohne dass das Filament bleibende Schäden davonträgt. Dazu kannst du es einfach bei 60 °C im Ofen lassen. Falls du der Temperaturanzeige deines Ofens nicht traust, bleibe lieber 5 °C darunter, damit das Filament nicht weich wird und aneinander klebt.
Häufige Probleme beim Druck mit PETG
PETG ist relativ einfach zu drucken, jedoch trotzdem schwerer als PLA. Wenn du also bisher hauptsächlich mit PLA gedruckt hast, kann der Umstieg auf PETG etwas holprig sein. Damit der Übergang so geschmeidig wie möglich ist, sind hier die häufigsten Fehler und ihre Lösungen beim Druck mit PETG aufgeführt und erläutert.
Wie Vermeidet Man Stringing bei PETG?
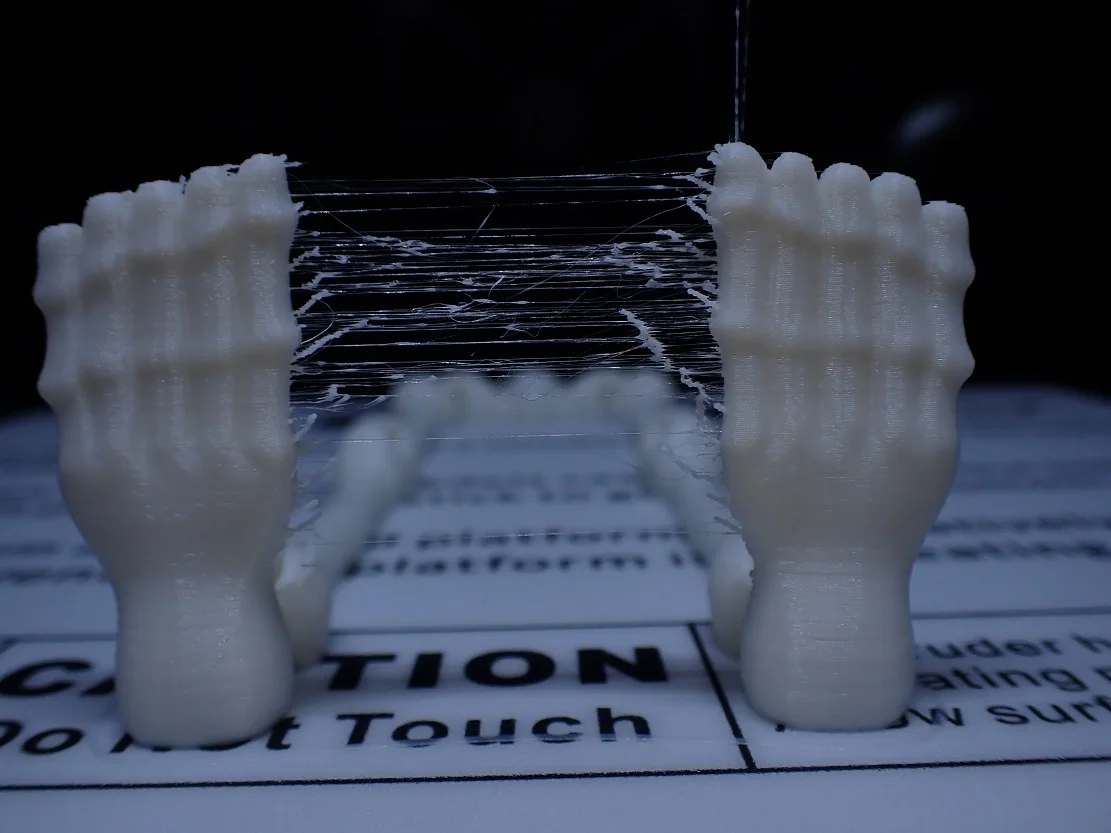
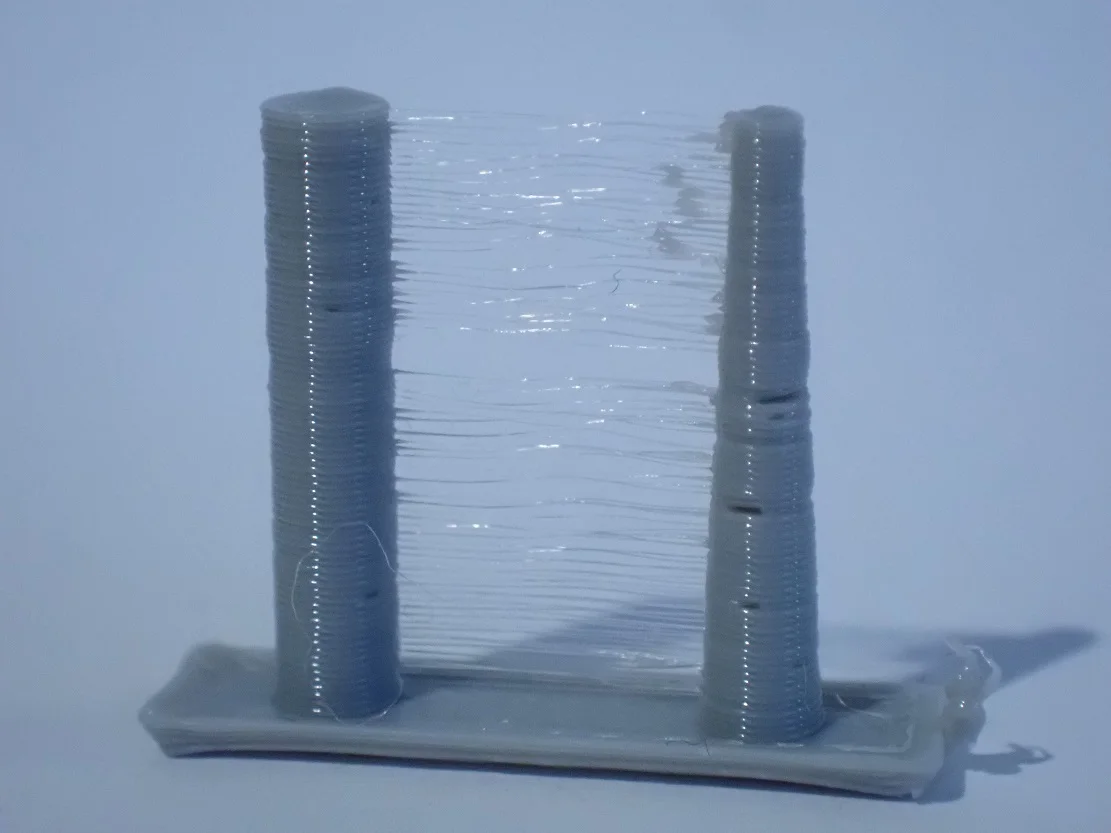
PETG ist dafür bekannt sehr anfällig für Stringing zu sein. Dies kann mehrere Ursachen haben – es gibt aber für jede davon einfache Lösungen.
Stringing wird bei PETG hauptsächlich durch eine falsche Retraction, zu langen Fahrwegen, falschen Temperaturen oder nassem Filament ausgelöst.
Vergrößere die Retraction: Eine längere und schnellere Retraction zieht das PETG Filament weiter in die Nozzle hinein, wodurch es während einer Fahrbewegung nicht so schnell unkontrolliert auslaufen und Stringing erzeugen kann.
Minimiere den Fahrweg: Je weniger Fahrbewegungen vollführt (also die Wege die die Nozzle zwischen zwei Extrusionen zurücklegt ohne dabei Filament zu extrudieren), desto weniger Stringing kann auftauchen. Da Stringing nur bei solchen Fahrbewegungen entstehen kann, reduziert dies den Druckfehler effektiv.
Reduziere die Drucktemperatur: Je niedriger die Drucktemperatur ist, desto weniger flüssig wird das Filament. Und je flüssiger das Filament ist, desto einfacher kann es aus der Nozzle unkontrolliert austreten. Mit einer niedrigeren Drucktemperatur kannst du Stringing also verringern oder sogar ganz vermeiden.
Erhöhe die Fahrgeschwindigkeit: Um PETG noch weniger Chance für Stringing zu geben, kannst du die Bewegungsgeschwindigkeit (also die Bewegungen ohne Extrusion) erhöhen. Dadurch verringert sich die Zeit in der Stringing auftreten kann, das Filament hat weniger Zeit um aus der Nozzle auszulaufen.
Verwende trockenes Filament: Feuchtes PETG Filament ist ein häufiges Problem. PETG zieht die Luftfeuchtigkeit aus der Luft fast magisch an. Diese Feuchtigkeit kann bei der Extrusion zu Blasen führen und Stringing verursachen. Aber auch wenn keine Blasen geworfen werden, kann die Feuchtigkeit zu Stringing führen, da es die Extrusionseigenschaften des Filaments verändert.
PETG Haftet nicht am Druckbett
Auf manchen Druckbett Oberflächen kann die Druckbett Haftung für PETG sehr schlecht sein. Egal was für eine Druckbett Oberfläche du verwendest, es gibt auch dafür eine Lösung.
Eine schlechte Druckbett Haftung bei PETG wird meistens durch ein nicht korrekt nivelliertes Druckbett, feuchtem Filament, oder den falschen Druckeinstellungen wie der Druckbett Temperatur oder der Kühlung der ersten Schicht verursacht.
Korrekte Nivellierung: Der erste Lösungsansatz bei Problemen mit der Druckbett Haftung ist immer das Druckbett neu zu nivellieren. Schon leichte Unterschiede in der Neigung können zu einer schlechten Haftung führen.
Bei PETG ist es aber außerdem sehr wichtig den Abstand der Nozzle zum Druckbett richtig einzustellen. Bei den meisten Filamenten ist es vorteilhaft wenn das Filament etwas auf die Oberfläche gepresst wird. Bei PETG ist dies nicht der Fall. Vergrößere den Abstand etwas und teste die Auswirkungen.
Feuchtes Filament: Feuchtes PETG Filament kann nicht nur zu diversen Druckfehlern führen, es kann auch für eine schlechte Druckbett Haftung verantwortlich sein. Achte immer darauf, dass du dein PETG Filament trocken lagerst und du es nach dem Druck sofort wieder luftdicht und trocken verpackst. Falls es schon feucht ist, gibt es ein paar Methoden um es wieder zu trocknen.
Falsche Druckbett Temperatur: Wie bei anderen Filamenten auch, ist die Druckbett Temperatur entscheidend dafür wie gut es auf der Oberfläche haftet. Orientiere dich an den Standardeinstellungen für PETG (80 ± 10 °C) und den Herstellerangaben. Von da aus kannst du versuchen die Temperatur zu erhöhen.
Kühlung der ersten Schicht: Meistens ist im Slicer schon voreingestellt, dass die Kühlung bei ersten Schicht deaktiviert ist. Dies ist sehr wichtig um dem heißen Filament genügend Zeit zu geben um abzukühlen. Je länger es heiß bleibt, desto länger hat es Zeit sich mit dem Druckbett zu verbinden und eine gute Druckbett Haftung herzustellen.
Sonstige Tipps für eine bessere Druckbett Haftung mit PETG:
- Verwende einen Klebstoff wie Magigoo.
- Vergewissere dich, dass das Druckbett sauber ist. Reinige es im Zweifelsfall.
- Verringere die Druckgeschwindigkeit der ersten Schicht auf 5-10 mm/s.
- Verwende nur hochqualitatives PETG Filament.
PETG Haftet zu stark am Druckbett
Auf bestimmten Druckbett Oberflächen, wie Glas zum Beispiel, kann die Druckbett Haftung von PETG aber auch zu hoch sein.
Beim 3D Druck von PETG auf ein Glas Druckbett, sollte die Druckbett Haftung verringert werden um Schäden am Objekt oder am Druckbett zu vermeiden. Dies kann mit Blue Tape erreicht werden. Andernfalls wäre ein PEI Druckbett ein sinnvolles Upgrade.
Normalerweise möchte man im 3D Druck die Druckbett Haftung erhöhen. Bei bestimmten Kombinationen aus Filament und Druckbett Oberfläche gibt es aber den seltenen Fall, dass sie Druckbett Haftung so groß ist, dass entweder das Objekt oder das Druckbett Schaden nimmt wenn du das fertige Objekt vom Druckbett entfernen möchtest.
Besonders bei der Kombination aus Glas und PETG kann es zu solchen Schäden kommen. Falls du nicht auf einen PEI Druckbett upgraden möchtest, würde sich Blue Tape anbieten. Falls du öfter mit PETG drucken möchtest, würde ich dir aber definitiv zu einem PEI Druckbett raten, da du die Objekte von diesem flexiblen Druckbett sehr einfach lösen kannst und die Druckbett Haftung trotzdem optimal ist.
Kleckse Bilden sich auf der Oberfläche eines PETG Drucks
Hässliche Kleckse auf deinem 3D Druck können ihn ruinieren. Dieser Druckfehler kann leider auch bei PETG auftauchen. Es gibt jedoch ein paar Wege wie du dies verhindern kannst.
Kleckse auf der Oberfläche eines PETG Drucks werden meistens durch eine falsch eingestellte Retraction, nassem Filament, den Druck über einen PC oder durch schlechtes Filament verursacht.
Kalibriere die Retraction: Eine schlecht eingestellte Retraction führt nicht nur zu Stringing. In manchen Fällen können auch hässliche Kleckse entstehen wenn sich die Nozzle zur nächsten Schicht bewegt und dort das ausgetretene Filament als Klecks ablädt. Die Retraction kannst du relativ einfach kalibrieren. Es gibt dazu diverse Testobjekte auf Seiten wie Thingiverse oder im Calibration Shapes Plugin in Cura. In diesem Artikel sind die besten davon aufgelistet. Ändere die einzelnen Einstellungen in kleinen Schritten und taste dich so an den optimalen Wert heran.
Verwende trockenes Filament: Feuchtes Filament kann dazu führen, dass das Filament bei Extrusion Blasen wirft oder zu starkem Stringing führt. Dies kann um klecksen resultieren, obwohl mit einer trockene Lagerung bei PETG besonders wichtig ist.
Drucke per Datenträger: Manchmal kann es vorkommen, dass ein Druck über einem PC zu Klecksen führen kann. Dies liegt dann meistens daran, dass die Datenrate zum Drucker zu gering ist. Stelle dabei sicher, dass dein PC genug Leistung hat um den 3D Drucker so schnell wie nötig mit Daten zu versorgen oder verwende einen mobilen Datenträger für den Druck.
Nutze hochqualitatives Filament: Filament mit einer niedrigen Qualität kann zu Klecksen führen. Dies liegt dann meistens an bestimmten Additiven die die Druckeigenschaften verschlechtern. Achte beim Kauf von PETG Filament darauf, dass es von einem namhaften Hersteller kommt und sich schon auf dem Markt bewährt hat. Am Anfang dieses Artikels findest du zwei meiner Lieblings PETG Filamente, mit denen ich bisher die wenigsten Schwierigkeiten hatte.
PETG Supports Lösen Sich Nicht vom Druckobjekt
PETG hat mit den richtigen Druckeinstellungen eine enorme Schichthaftung. Es haftet also extrem gut auf sich selbst. Dies erschwert jedoch auch das Entfernen von Supports.
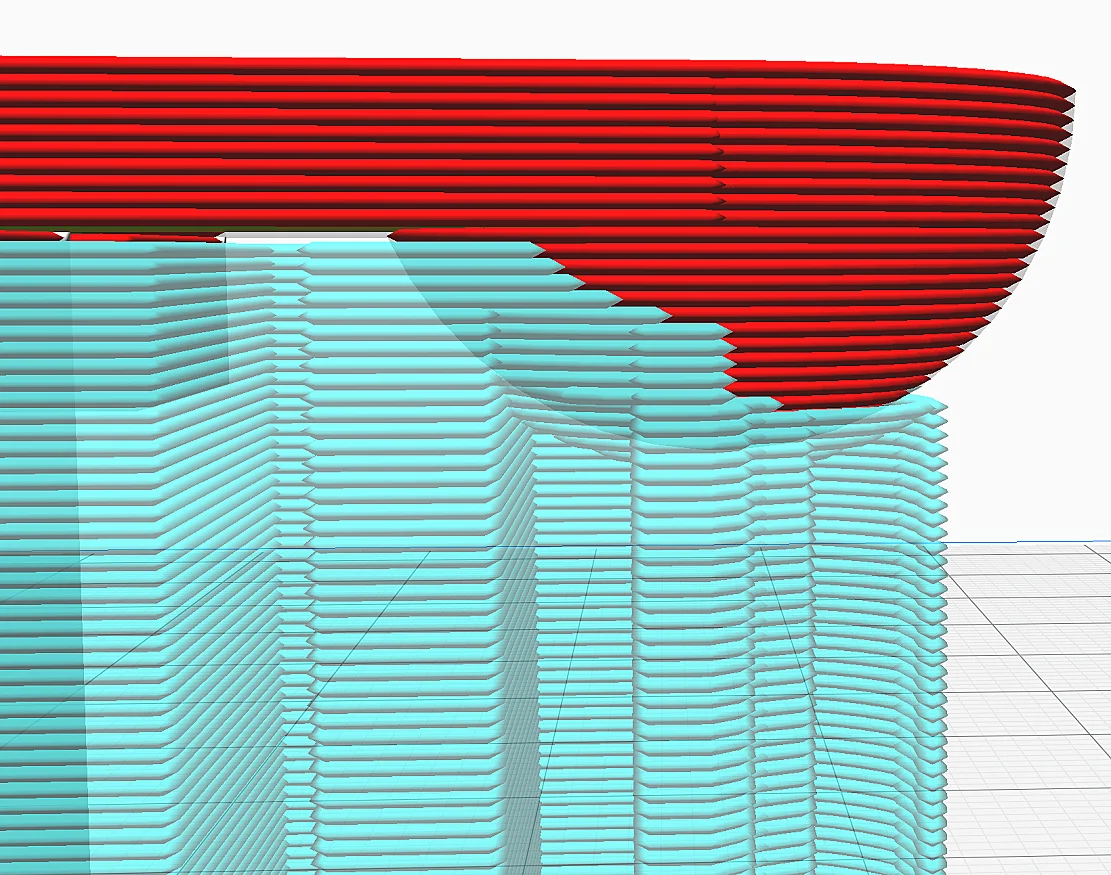
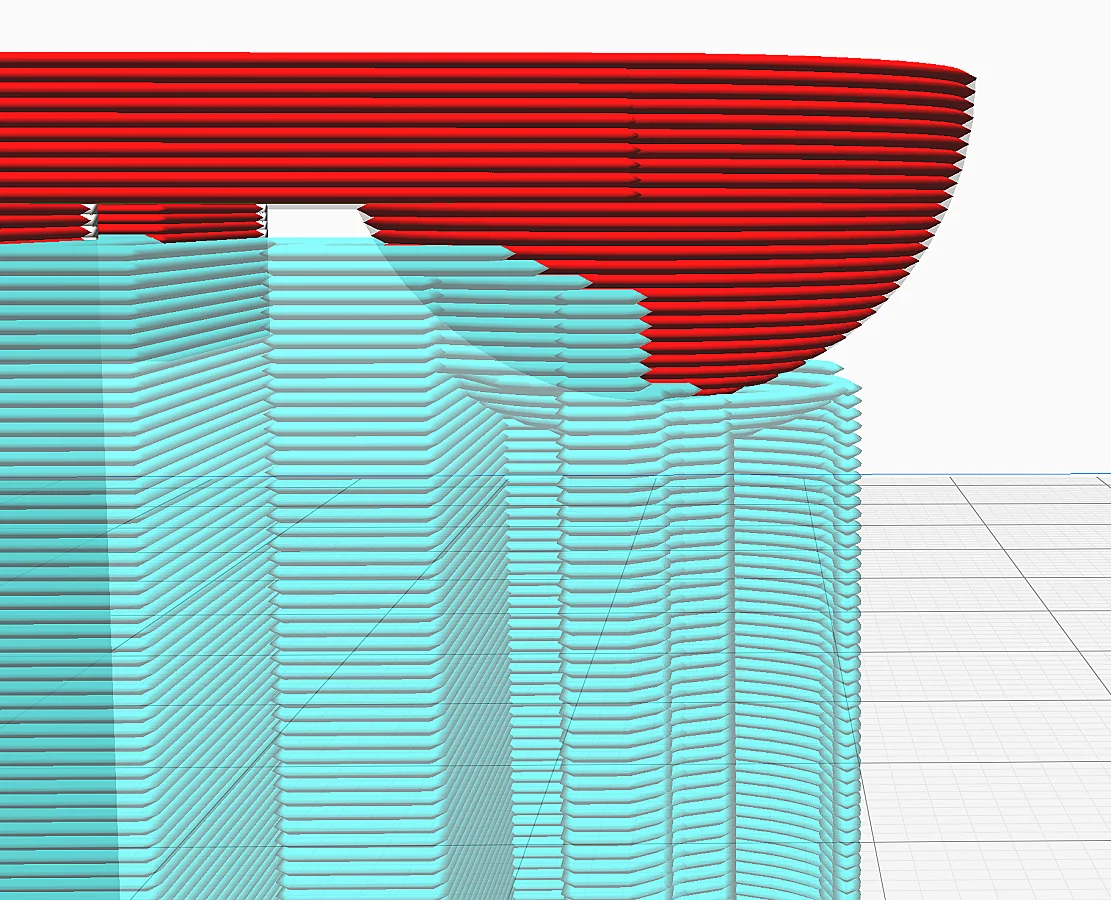
Bei einem 3D Druck mit PETG Filament der Supports benötigt, ist es wichtig den Abstand der Supports zum Objekt groß genug einzustellen. So verringert sich die Haftung zwischen den Supports und dem Objekt, wodurch diese einfacher zu lösen sind.
In Cura heißt diese Option “Support Z Distance”. Pass aber auf, dass du diese Einstellung nicht zu hoch einstellst, da die Supports sonst an Wirkung verlieren. Experimentiere am besten mit einem kleinen Testobjekt, um Filament zu sparen.
Wenn du mehr über dieses Thema wissen möchtest, kannst du in diesen Artikel reinschauen: PETG Supports Schwierig zu Entfernen – Beste Einstellungen
Wie Vermeidet Man Risse bei PETG?
Risse können ein 3D Druck zerstören und sehr frustrierend sein. Besonders bei PETG tritt dieser Fehler häufig auf wenn man vorher hauptsächlich mit PLA gedruckt hat und sich noch nicht an die neuen Druckeinstellungen gewöhnt hat.
Um Risse bei PETG 3D Drucken zu vermeiden, sollte die Kühlung reduziert oder ausgeschaltet werden. So hat das heiße Filament mehr Zeit um sich mit der darunterliegenden Schicht zu verbinden. Bei PETG leidet die Maßgenauigkeit und das Bridging Verhalten nicht darunter.
Besonders bei größeren Objekten können sich falsch eingestellte Kühlraten negativ auswirken und Risse erzeugen. Bei kleineren Objekten macht die Einstellung der Kühlung kaum einen Unterschied.
Feuchtes PETG Führt zu Schlechten Drucken
PETG ist hygroskopisch. Das heißt, dass es die Luftfeuchtigkeit aus der Luft aufsaugt. Dadurch verschlechtern sich die Druckeigenschaften mit der Zeit immer mehr.
Es ist daher wichtig dass du dein PETG Filament trocken lagerst und es vor der Luftfeuchtigkeit schützt. Am besten geht dies in geeigneten Plastikboxen und Silica Beuteln. Mehr zur Lagerung von Filament erfährst du in diesem Artikel.
Falls dein Filament schon feucht ist, kannst du es für mehrere Stunden in einem Ofen bei etwa 60 °C trocknen. Andere Methoden zur Trocknung von Filament erfährst du in diesem Artikel.
PETG Beständigkeit und Eigenschaften
PETG ist dafür bekannt ein Mittelweg aus PLA und ABS zu sein. Es lässt sich relativ einfach drucken, benötigt kein abgeschlossenes Druckvolumen und ist dabei trotzdem sehr beständig und haltbar.
Wie Haltbar ist PETG?
PETG ist sehr haltbar, elastisch, zäh, witterungsbeständig und bruchfest.
Es ist also kein Wunder, dass viele alltägliche Gegenstände die entweder mit Lebensmitteln in Kontakt kommen, einen mechanischen Zweck haben oder im Außenbereich verwendet werden, aus PETG bestehen.
Ist PETG UV-Beständig?
PETG Filament ist UV-beständig. Manche Additive darin können jedoch nicht UV-beständig sein.
Wenn du pures PETG verwendest, wirst du auch nach Jahren im Gebrauch im Außenbereich keine Verschlechterungen der mechanische Eigenschaften spüren. Bei manchen PETG Filamenten mit vielen Additiven, kann dem nicht so sein. Besonders Farben können mit der Zeit ausbleichen.
Ist PETG Chemisch Beständig?

PETG Filament ist beständig gegen Chemikalien. Manche Additive darin können jedoch nicht dagegen beständig sein.
Oft herrscht etwas Verwirrung was die Chemiebeständigkeit von PETG angeht. Eine beliebte Glätt-Methode bei PLA Filament ist es das fertige Objekt mit Aceton Dampf zu glätten. Bei manchen PETG Filamenten funktioniert dies auch. Das sollte aber eigentlich nicht sein, da PETG ja chemiebeständig ist…
Dies liegt aber daran, dass bestimmte Additive (Farbpigmente, etc.) das Filament gegen bestimmte Chemikalien angreifbar macht. Dieser Effekt ist meistens homogen, manchmal aber auch punktuell verschieden. Das heißt, dass du mit dieser Aceton-Glätt-Methode das fertige PETG Objekt gleichmäßig glätten könntest, bei manchen Filamenten aber auch nur ungleichmäßig.
Löst sich PETG in Wasser auf?

PETG löst sich nicht in Wasser auf. Es wird häufig für Lebensmittelverpackungen und andere Behälter die wasserdicht sein müssen verwendet.
Zu den Vorteilen der Verwendung von PETG für Lebensmittelverpackungen gehören seine Haltbarkeit, die dazu beiträgt, dass Lebensmittel frisch und unversehrt bleiben, sowie seine Fähigkeit, sterilisiert zu werden. Außerdem ist PETG ein klarer Kunststoff, der eine einfache Identifizierung des Inhalts ermöglicht.
Ist PETG Spülmaschinenfest?
Da PETG erst bei höheren Temperaturen als sie in einer Spülmaschine auftauchen weich wird, es allgemein sehr strapazierfähig und haltbar ist, eignen sich 3D gedruckte Objekte auch für die Spülmaschine.
Du kannst mit PETG also Lebensmittelverpackungen wie Flaschen oder sonstige Behälter drucken und sie in die Spülmaschine geben. Sei bei der Verwendung mit 3D gedruckten Objekten und Lebensmitteln aber vorsichtig, dass du glatte Oberflächen erzeugst die so wenig Ritzen für die Bildung von Bakterien bieten wie möglich.
Eignet sich PETG für den Außenbereich?
Da PETG Filament sehr haltbar und wetterfest ist, eignet es sich sehr gut für den Außenbereich. Das einzige was bei PETG Filament im Außenbereich passieren kann, ist eine Verfärbung der Farbpigmente durch die Sonne. Das PETG an sich ist jedoch UV-beständig und verändert seine Eigenschaften nicht.
Durch diese Eigenschaften eignet sich PETG ideal im Garten und sogar für sehr feuchte Anwendungen wie in einem Beet. Ich selber beschrifte damit die einzelnen Kräuter in unserem Hochbeet und verwende es für Lösungen aller Art für kleinere Probleme im Außenbereich.

Verwandter Artikel:
PETG Filament im Außenbereich Verwenden | Praktischer Guide
PETG Umweltverträglichkeit
Bei der Herstellung von Plastikteilen ist die Umweltverträglichkeit sehr wichtig. Damit unsere Ozeane und der Rest unserer Umwelt nicht noch mehr von Plastik belastet wird, ist es wichtig zu verstehen wie man mit PETG Filamenten und den damit hergestellten Produkten umgehen muss.
Ist PETG Biologisch Abbaubar?
PETG Filament wird aus Öl-basierten Inhaltsstoffen hergestellt. Es ist daher ein Kunststoff der nicht biologisch abbaubar ist wie PLA Filament zum Beispiel das aus natürlichen Produkten hergestellt wird.
Dies hat einerseits den Vorteil, dass PETG sehr gut für den Außenbereich geeignet ist und sogar in einem Komposthaufen beständig bleibt. Der Nachteil ist jedoch, dass es auch genauso beständig ist wenn du es in die Umwelt wirft. Es kann dort mehrere hundert Jahre dauern bis es sich auflöst!
Kann PETG Recycelt werden?

Richtig entsorgt, kann PETG komplett recycelt werden. Auch wenn es nicht biologisch abbaubar ist, kann dieser negative Effekt durch das Recyclen umgangen werden.
PETG kann relativ gut recycelt werden, selbst wenn es erneut für Filament verwendet wird, werden die Eigenschaften nicht negativ davon beeinflusst.
Ist PETG Lebensmittelsicher?

PET ist ein vielseitiger Kunststoff, der für eine Vielzahl von Anwendungen verwendet werden kann, darunter Lebensmittelverpackungen, Flaschen und andere Behälter. PETG-Filament besteht aus PET mit Glykol und ist somit lebensmittelecht.
Es wird aus Polyethylenterephthalatglykol hergestellt, einer Kunststoffart, die häufig für Lebensmittelverpackungen verwendet wird. Es ist jedoch wichtig zu wissen, dass PETG nicht in Kontakt mit sehr heißen Lebensmitteln oder Getränken verwendet werden sollte, da es Chemikalien in die Lebensmittel auslaugen kann.
Wenn es um Lebensmittelsicherheit geht, ist PETG eine gute Wahl. Es besteht aus lebensmittelechten Materialien und kann sogar in der Spülmaschine oder Mikrowelle gereinigt werden. Es ist jedoch wichtig, dass die Oberfläche des Objekts möglichst glatt ist, damit sich keine Bakterien Nester bilden können.
Der einzige Haken könnten Zusatzstoffe oder Farbstoffe im PETG sein – diese könnten die Lebensmittelsicherheit negativ beeinträchtigen. Wenn du also auf der sicheren Seite sein möchtest, solltest du entweder neutrales PETG verwenden oder dein Objekt im Anschluss mit einem lebensmittelechten Beschichtung versehen.
Als Beschichtung würden sich vor allem lebensmittelechte Epoxidharze und Silikone anbieten.
PETG Nachbearbeitung
Ist dein PETG 3D Druck geglückt, musst du es eventuell noch etwas nacharbeiten. Aber wie klebt und glättet man ein PETG Objekt?
Kann Man PETG Kleben?

PETG kann mit verschiedensten Klebstoffen geklebt werden. Kunststoffkleber eignet sich für kleine Verbindungen, Epoxy Klebstoffe für sehr starke Verbindungen und Heißkleber für schnelle Verbindungen von großen Teilen.
Manche Klebstoffe können jedoch die Kunststoffoberfläche verfärben oder angreifen. Bei PETG ist dies zu 99% nicht der Fall, manche Additive oder Farbpigmente im Filament können aber trotzdem angegriffen werden. Probiere den Klebstoff daher am besten an einem kleinen Probestück aus bevor du ihn an deinem mühevoll produzierten Objekt anwendest.
Wie Glättet Man PETG am Besten?

PETG neigt zu Stringing und in extremen Fällen auch dazu Kleckse an der Oberfläche zu bilden. Solche Stellen lassen sich gut mit einem Seitenschneider entfernen, mit einem Schleifpapier glätten und polieren. Die Oberfläche kann auch mit Kunstharzen oder Farbe geglättet werden.
Wenn du dein PETG Objekt jedoch mit einer Schicht aus Farbe oder einem sonstigen Stoff beschichtest, solltest du aber immer die leichte Flexibilität von PETG nicht vergessen. Entweder du verwendest auch eine flexible Beschichtung oder du darfst das Objekt nicht allzu sehr biegen, da sonst Risse in der Beschichtung entstehen können.
Fazit
PETG eignet sich hervorragend für den 3D Druck. Es ist einfacher zu drucken als ABS und viel beständiger und belastbarer als PLA. Mit den richtigen Druckeinstellungen ist PETG das beste Filament für praktische Zwecke.
Durch seine Wetterfestigkeit und Belastbarkeit ist es auch ideal für den Außenbereich geeignet. Es ist in vielen verschiedenen Farben und auch transparent verfügbar, wodurch du keinen Kompromiss aus mechanischer Festigkeit und deiner Kreativität eingeben musst.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
