
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Eine dreckige oder verstopfte 3D-Drucker-Düse („Nozzle“) kann diverse Druckfehler hervorrufen oder die Extrusion sogar ganz verhindern. Zwangsläufig muss jede Nozzle gereinigt oder ausgetauscht werden.
Je nachdem wie stark die Nozzle deines 3D-Druckers verdreckt oder verstopft ist, zeige ich dir in diesem Artikel die beste Reinigungsmethode dazu.
Am Ende des Artikels findest du noch Präventionsmaßnahmen, um die Nozzle vor Verstopfungen und den umfangreichsten Reinigungsmaßnahmen zu bewahren.
Nozzle Reinigungsmethoden

Es gibt viele Methoden, wie man eine 3D-Drucker Nozzle reinigen kann. Je nachdem wie stark die Nozzle verschmutzt ist, bieten sich jeweils andere Methoden für die Reinigung an. In manchen Fällen musst du die Nozzle sogar ersetzen.
Damit du die richtige Reinigungsmethode so schnell wie möglich findest, habe ich die Reinigungsmethoden nach dem Verschmutzungsgrad der Nozzle sortiert.
ACHTUNG: Achte darauf, dass du die heiße Nozzle nicht mit deinen Fingern berührst. Die Temperaturen sind so heiß, dass es sofort zu Verbrennungen kommen kann.
Papiertuch


Wann einsetzen?
- Vor jedem Druck, falls sich Filament beim Aufheizen an der Nozzle gesammelt hat.
- Nach jedem Druck, falls sich während des Drucks Filament an der Nozzle gesammelt hat.
Wie anwenden?
- Nozzle auf Drucktemperatur des Filaments aufheizen.
- Nozzle mit Papiertuch abputzen (Achtung heiß!)
- Etwas Wasser verstärkt den Effekt.
Symptome und Folgen ohne Reinigung:
- Das flüssige Filament brennt sich auf der Nozzle ein.
- Stärkere Reinigungsmethoden müssen früher und häufiger eingesetzt werden.
- Stringing
Wie verhindern / hinauszögern?
Diese Reinigungsmethode ist relativ selbsterklärend. Pass dabei aber darauf auf, dich nicht zu verbrennen! Papiertücher sind dünn, weshalb du dich auch durch das Tuch verbrennen kannst.
Für eine noch stärkeren Effekt kannst du das Papiertuch etwas anfeuchten. Der entstehende Dampf löst das Filament noch besser.
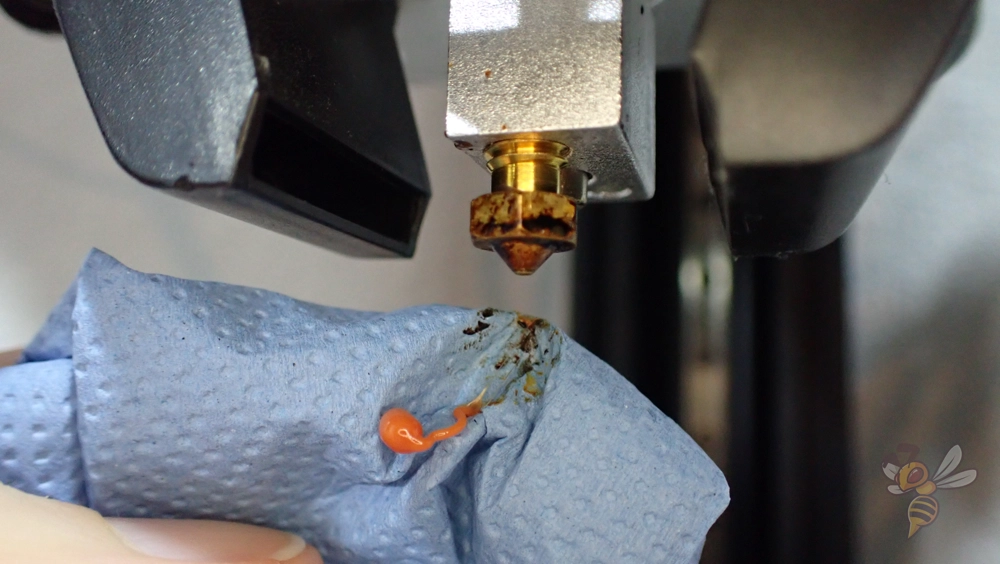
Diese Reinigungsmethode ist gleichzeitig auch die beste Prävention für stärkere Verschmutzungen. Ich habe mir angewöhnt, die Nozzle vor jedem Druck einmal mit einem Papiertuch abzuwischen. Dadurch musst du nur selten stärkere Maßnahmen zur Reinigung anwenden.
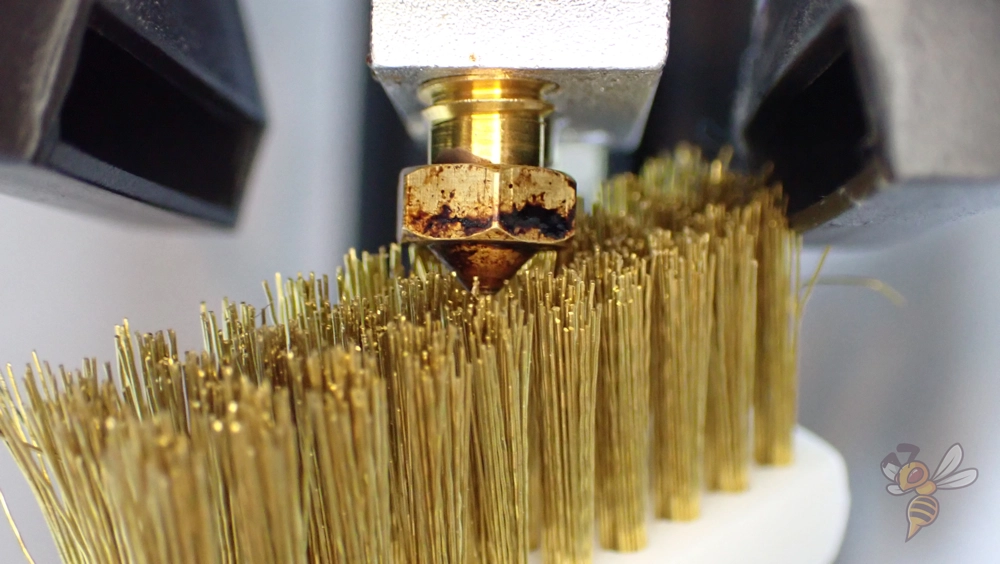
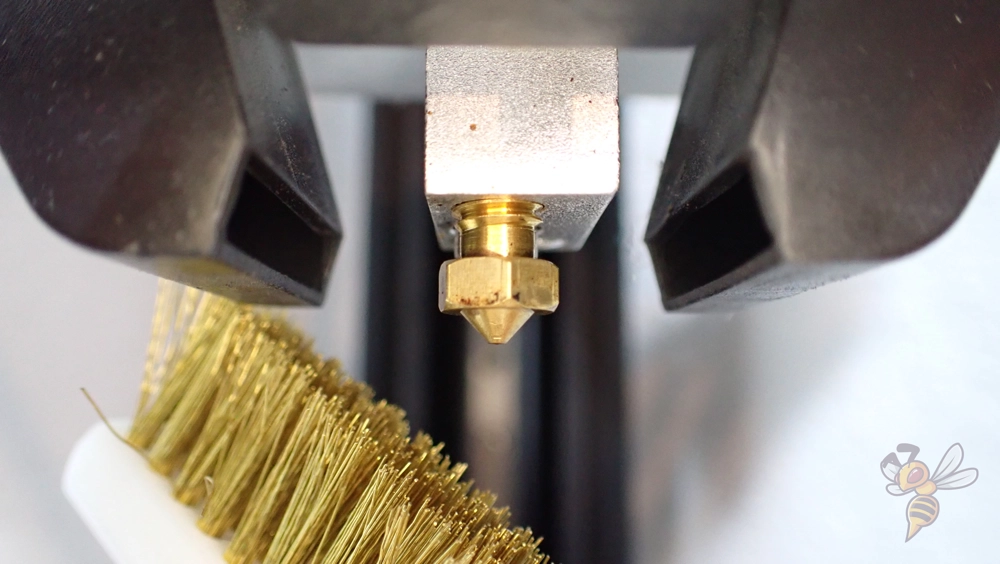
Drahtbürste
Wann einsetzen?
- Bei starken Ablagerungen.
- Falls Stringing häufiger und stärker wird.
Wie anwenden?
- Die Nozzle vorsichtig mit der Drahtbürste von allen Seiten bürsten.
- Nicht übertreiben, da eine Drahtbürste die Nozzle auf Dauer beschädigen kann.
Symptome und Folgen ohne Reinigung:
- Verstopfungen treten häufiger auf.
- Je mehr Ablagerungen, desto mehr Stringing.
- Ablagerungen können sich während der Extrusion ablösen und in das Objekt eingearbeitet werden.
- Abstehende Ablagerungen können mit bereits gedrucktem Filament kollidieren und es mitreißen oder verschieben.
Wie verhindern / hinauszögern?
- Noch flüssiges Filament vor und nach einem Druck von der Nozzle wischen (siehe oben ⇧).
Flüssiges Filament, das auf der heißen Nozzle verbleibt, wird schwarz und lagert sich in dünnen Schichten dort ab. Je nachdem wie stark sie eingebrannt sind, lassen sie sich dann auch nicht mehr mit einem feuchten Tuch entfernen.
Unregelmäßige Ablagerungen auf der Nozzle können zur vermehrtem Stringing führen. Das extrudierte Filament haftet gerne an diesen Ablagerungen und kann dort zum Teil kleben bleiben und Fäden ziehen.
Starke Ablagerungen können mit der Zeit über die Öffnung der Nozzle ragen und diese teilweise oder auch ganz von außen verstopfen. Auch können sich diese Ablagerungen während des Druckens ablösen und unschöne Flecken auf dem Objekt verursachen.
Da eine Drahtbürste aus Metall besteht, können bei zu starker Anwendung auch Kratzer auf der Oberfläche der Nozzle entstehen. Sei daher besonders in der Nähe der Öffnung vorsichtig, damit du keine Kerben erzeugst.
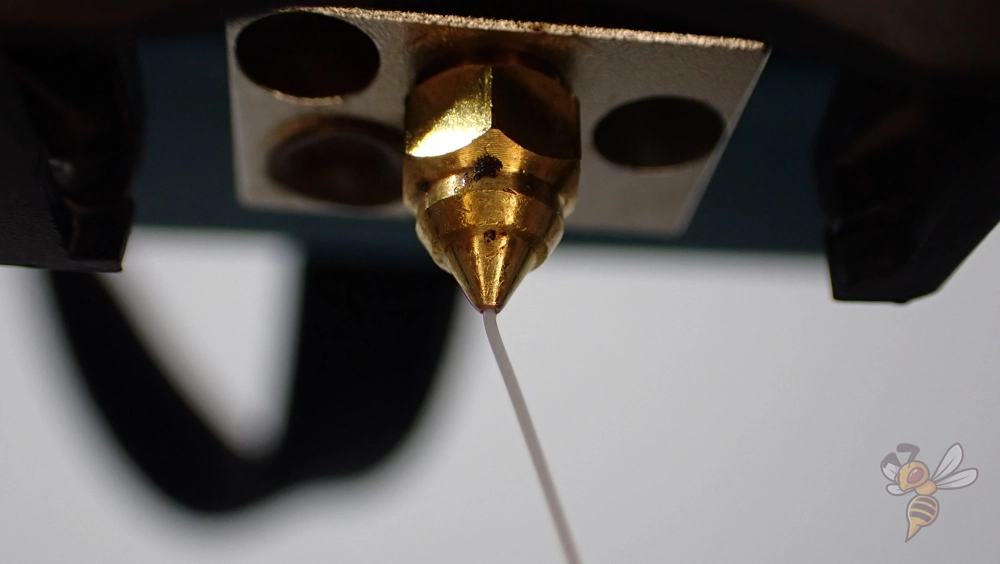
Reinigungsfilament
Wann einsetzen?
- Regelmäßig, um Verstopfungen zu vermeiden.
- Bei Ablagerungen und Verstopfungen.
Wie anwenden?
- Bei wenig Ablagerungen und partiellen Verstopfungen: Reinigungsfilament bei 200 bis 230 °C extrudieren, bis es klar ist.
- Bei kompletten Verstopfungen: Cold-Pull anwenden (siehe unten ⇩).
Symptome und Folgen ohne Reinigung:
- Sich sammelnde Ablagerungen im Inneren der Nozzle können zu Verstopfungen führen.
- Keine Extrusion durch komplette Verstopfung.
- Extruder knackt, wenn eine Verstopfung die Extrusion verhindert oder stark reduziert.
- Unter-Extrusion bei partiellen Verstopfungen, wenn zu wenig Filament extrudiert wird.
- Inkonsistente Extrusion durch sich aufbauenden und spontan lösenden Druck in der Nozzle bei partiellen Verstopfungen.
Wie verhindern / hinauszögern?
- Filament sauber und staubfrei lagern (siehe unten ⇩)
- Hoch-qualitatives Filament verwenden (siehe unten ⇩)
- Nozzle mit größerem Durchmesser verwenden (siehe unten ⇩)
Reinigungsfilament ist ein spezielles Filament, das nicht zum Drucken, sondern nur zum Reinigen der Nozzle verwendet wird. Es hat spezielle Eigenschaften und etwas Klebstoff enthalten, damit es so effektiv wie möglich Ablagerungen im Inneren der Nozzle entfernen kann.
Idealerweise wird es regelmäßig angewendet, um Ablagerungen in der Nozzle zu entfernen. Dabei wird die Nozzle auf 200 bis 230 °C erhitzt und das Reinigungsfilament extrudiert. Sobald das Reinigungsfilament sauber aus der Nozzle kommt, ist die Reinigung abgeschlossen.
Ich verwende fast ausschließlich dieses Reinigungsfilament*.
Du kannst mit Reinigungsfilament aber auch partielle und komplette Verstopfungen lösen. Dazu verwendest du die Cold-Pull-Methode (siehe unten ⇩) mit Reinigungsfilament. Dadurch wird diese Methode noch effektiver, da das Reinigungsfilament noch besser die Ablagerungen in der Nozzle greifen kann als normales Filament.
Ich reinige meinen 3D-Drucker alle paar Wochen mit Reinigungsfilament. Besonders wenn ich Filamente mit Zusätzen verwendet habe, zahlt sich diese Reinigung aus, um Schäden an der Nozzle und Verstopfungen vorzubeugen.
Nadel
Wann einsetzen?
- Bei partiellen oder kompletten Verstopfungen.
Wie anwenden?
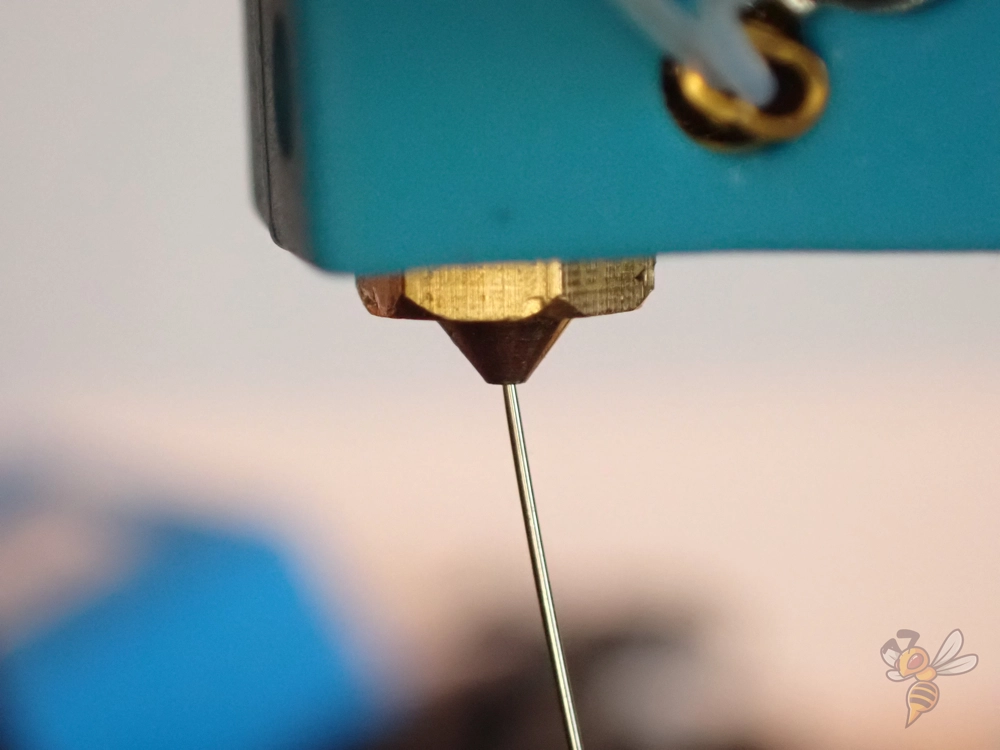
- Führe eine feine Nadel in die Nozzle bei Drucktemperatur ein.
- Bewege die Nadel vorsichtig hin und her, bis sich die Verstopfung löst.
- Die aufgebrochenen Ablagerungen der Verstopfung kommen bei der Extrusion von Filament aus der Nozzle heraus.
- Idealerweise danach Reinigungsfilament verwenden.
Symptome und Folgen ohne Reinigung:
- Keine Extrusion durch komplette Verstopfung.
- Extruder knackt, wenn eine Verstopfung die Extrusion verhindert oder stark reduziert.
- Unter-Extrusion bei partiellen Verstopfungen, wenn zu wenig Filament extrudiert wird.
- Inkonsistente Extrusion durch sich aufbauenden und spontan lösenden Druck in der Nozzle bei partiellen Verstopfungen.
Wie verhindern / hinauszögern?
- Regelmäßig Reinigungsfilament verwenden (siehe oben ⇧)
- Filament sauber und staubfrei lagern (siehe unten ⇩)
- Hoch-qualitatives Filament verwenden (siehe unten ⇩)
- Nozzle mit größerem Durchmesser verwenden (siehe unten ⇩)
Mit einer Nadel lassen sich einfach leichte Verstopfungen lösen. Hitze das Hotend auf die Drucktemperatur des letzten Filaments auf und stochere mit der Nadel so lange in der Nozzle herum, bis du sie einfach durchführen kannst.
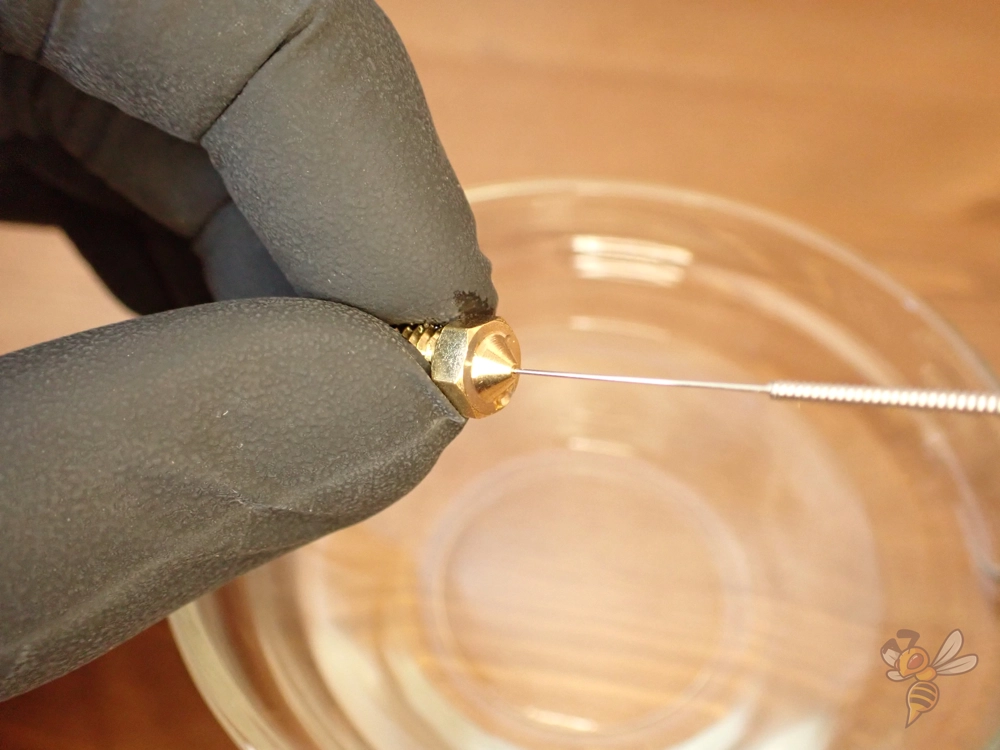
Die Dicke der Nadel muss zum Durchmesser der Nozzle passen. Verwendest du zu dicke Nadeln, könntest du die Nozzle beschädigen. Auch sollte die Nadel lang genug sein, damit du sie weit genug in die Nozzle einführen kannst, ohne sie dabei mit deinen Fingern zu berühren.
Am besten eignen sich die Nadeln aus speziellen Reinigungssets für 3D-Drucker*. Die Nadeln aus diesen Sets sind auf die Dicke der Düsen angepasst und liegen gut in der Hand.

Sei besonders vorsichtig bei den Standard Messing Nozzlen, da diese relativ weich sind und schnell von einer Nadel beschädigt werden können. Falls du versehentlich Kerben in die Öffnung der Nozzle geschlagen hast, kann dadurch Stringing entstehen.
Cold-Pull

Wann einsetzen?
- Bei partiellen oder kompletten Verstopfungen
Wie anwenden?
- Verwende hierfür am besten Nylon oder PETG. PLA könnte im Hotend reißen.
- Verwende am besten eine neutrale Farbe wie weiß, transparent oder grau.
- Heize die Nozzle auf die Drucktemperatur des Filaments auf.
- Lade das Filament so weit in die Nozzle wie es geht.
- Kühle die Nozzle ab und drücke das Filament dabei weiter zur Nozzle.
- Heize die Nozzle wieder auf Drucktemperatur auf und ziehe währenddessen am Filament.
- Das Filament wird sich ruckartig lösen und Ablagerungen mitziehen.
- Wiederhole den Prozess, bis keine Ablagerungen mehr am Filament kleben und die Verstopfung behoben ist.
Symptome und Folgen ohne Reinigung:
- Sich sammelnde Ablagerungen im Inneren der Nozzle können zu Verstopfungen führen.
- Keine Extrusion durch komplette Verstopfung.
- Extruder knackt, wenn eine Verstopfung die Extrusion verhindert oder stark reduziert.
- Unter-Extrusion bei partiellen Verstopfungen, wenn zu wenig Filament extrudiert wird.
- Inkonsistente Extrusion durch sich aufbauenden und spontan lösenden Druck in der Nozzle bei partiellen Verstopfungen.
Wie verhindern / hinauszögern?
- Regelmäßig Reinigungsfilament verwenden (siehe oben ⇧)
- Filament sauber und staubfrei lagern (siehe unten ⇩)
- Hoch-qualitatives Filament verwenden (siehe unten ⇩)
- Nozzle mit größerem Durchmesser verwenden (siehe unten ⇩)
Die Cold-Pull-Methode ist sehr effektiv, um Verstopfungen zu lösen. Dafür ist sie jedoch auch etwas aufwendiger und benötigt spezielles Filament. Damit das Filament nicht im Hotend reißt, wenn du daran ziehst, solltest du entweder Nylon oder PETG wählen. Sehr starre Filamente wie PLA könnten dabei reißen und das Hotend noch stärker verstopfen.
Während des Abkühlens drückst du das Filament weiter stark zu Nozzle. Dadurch fließt es um alle Ablagerungen herum. Wenn du es dann beim Aufheizen wieder herausziehst, wirst du bemerken, dass es teilweise die komplette Form der Nozzle angenommen hat.
Je nachdem wie stark die Verstopfung der Nozzle deines 3D-Druckers ist, musst du die Cold-Pull-Methode mehrfach wiederholen. Es ist nicht ungewöhnlich, wenn du hier mehr als drei oder fünf Wiederholungen benötigst, bis alle Ablagerungen entfernt sind.
Anmerkung: Manchmal wird die Cold-Pull-Methode auch Hot-Pull oder Atomic-Pull genannt. Bei all diesen Methoden unterscheiden sich jedoch nur die Temperaturen, ab der du das Filament wieder herausziehst. Meiner Erfahrung nach ist die Cold-Pull-Methode, also beim sofortigen Zug am Filament, am effektivsten.
Aceton-Bad

Wann einsetzen?
- Bei starken Verstopfungen.
- Am effektivsten bei ABS.
Wie anwenden?
- Auf Drucktemperatur aufheizen.
- Nozzle ausbauen und abkühlen lassen.
- Nozzle in Aceton einlegen.
- Mehrere Stunden warten.
- Gegebenenfalls mit einer Nadel Ablagerungen im Inneren lösen.
- Nozzle mit Wasser ausspülen.
- Nozzle wieder einbauen.
Symptome und Folgen ohne Reinigung:
- Keine Extrusion durch komplette Verstopfung.
- Extruder knackt, wenn eine Verstopfung die Extrusion verhindert.
Wie verhindern / hinauszögern?
- Regelmäßig Reinigungsfilament verwenden (siehe oben ⇧)
- Filament sauber und staubfrei lagern (siehe unten ⇩)
- Hoch-qualitatives Filament verwenden (siehe unten ⇩)
- Nozzle mit größerem Durchmesser verwenden (siehe unten ⇩)
Aceton ist ein Lösungsmittel für viele Kunststoffe. Daher wird es auch oft zum Kleben verwendet, da es beide Oberflächen miteinander verschmilzt. Die Effektivität von Aceton ist jedoch unterschiedlich, je nachdem für welches Filament es angewendet wird. Trotzdem löst es Filamentreste auch im Inneren der Nozzle entweder teilweise oder komplett auf.
Bei sehr hartnäckigen Verstopfungen kannst du die gelösten Ablagerungen im Inneren der Nozzle dann einfach mit einer Nadel aufbrechen und noch einmal mit Aceton ausspülen.
Beim Umgang mit Aceton solltest du Handschuhe tragen, um deine Haut zu schützen. Zwar wird Aceton auch als Nagellackentferner verwendet und berührt dort unweigerlich die Haut, bei einem längeren Kontakt wie bei dem Reinigen einer Nozzle kann es jedoch zu Reizungen kommen.
Nach der Reinigung der Nozzle mit Aceton musst du sie mit Wasser ausspülen und trocknen. Falls noch flüssiges Aceton in der Nozzle verbleibt, kann dies einen negativen Einfluss auf das nächste Druckergebnis haben.
Je nachdem wie wertvoll dir deine Zeit ist und ob du Aceton zur Verfügung hast, kann es auch sinnvoller sein, die Nozzle einfach zu ersetzen. Besonders bei Standard Messing Nozzlen ist der Preis meistens so gering, dass sich der Aufwand eines Aceton-Bads nicht lohnt.
Nozzle ersetzen
Wann einsetzen?
- Bei sehr starken Verstopfungen, die nur mit großem Aufwand behoben werden können.
- Bei Beschädigungen der Nozzle.
- Falls eine preiswerte Messing-Nozzle verwendet wurde, lohnt es sich oft, die Nozzle auszutauschen statt zu reinigen.
Wie anwenden?
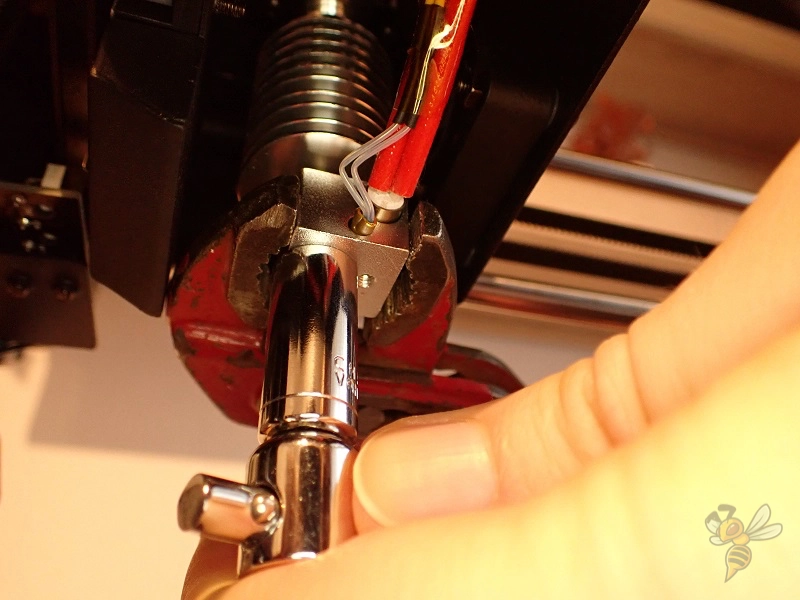
- Heize die Nozzle auf die Drucktemperatur des letzten Filaments auf.
- Verwende passendes Werkzeug, um die Nozzle aus dem heißen Hotend zu drehen (Achtung Verbrennungsgefahr!).
- Montiere eine neue, saubere Nozzle.
Symptome und Folgen ohne Reinigung:
- Keine Extrusion durch komplette Verstopfung.
- Extruder knackt, wenn eine Verstopfung die Extrusion verhindert.
Wie verhindern / hinauszögern?
- Regelmäßig Reinigungsfilament verwenden (siehe oben ⇧)
- Filament sauber und staubfrei lagern (siehe unten ⇩)
- Hoch-qualitatives Filament verwenden (siehe unten ⇩)
- Nozzle mit größerem Durchmesser verwenden (siehe unten ⇩)
- Verstopfungen in einem Aceton-Bad lösen (siehe oben ⇧).
Manchmal ist die Nozzle so stark verstopft, dass die üblichen Reinigungsmethoden versagen oder mit sehr großem Aufwand verbunden sind. Je nachdem, was für eine Nozzle du verwendet hast, könnte es sich lohnen, sie einfach zu ersetzen.
Normale Nozzles aus Messing sind sehr preiswert und können ganz einfach ausgetauscht werden, wenn sie extrem abgenutzt oder verstopft sind.
Falls du mit einem Filament mit Zusätzen arbeitest, könnte sich eine gehärtete Nozzle* lohnen. Dadurch werden Abnutzungen im Inneren vermieden.
In einem professionellen Kontext könnte sich hier sogar eine Rubin Nozzle* lohnen. Sie sind natürlich erheblich teurer als andere Varianten, dafür halten sie jedoch extrem lange, meistens sogar länger als der 3D-Drucker selbst.
Prävention
Die meisten Reinigungsmethoden für eine verstopfte Nozzle können mit der richtigen Prävention vermieden werden.
Neben dem Einsatz von Reinigungsfilament, gibt es noch andere Präventionsmaßnahmen. Richtig eingesetzt können sie verhindern, dass sich die Nozzle deines 3D-Druckers mit Ablagerungen zusetzt und verstopft.
Filament sauber und staubfrei halten

Oft liegt die Ursache von Verstopfungen der Nozzle an staubigem Filament. Staub, der sich auf dem Filament ablagert und durch den Extruder zur Nozzle geführt wird, kann sich dort sammeln und verklumpen.
Zwar gelangt nur sehr wenig Staub auf diese Weise in die Nozzle, über die Zeit kann sich trotzdem genug Staub sammeln und Verstopfungen verursachen. Eine saubere und staubfreie Lagerung des Filaments ist also essenziell bei der Prävention von Verstopfungen.
Eine der einfachsten Methoden das Filament nicht nur sauber, sondern auch trocken zu lagern, sind passende Behälter* mit einem Trocknungsmittel wie Silicagel*.

Preis prüfen bei:
Für stark hygroskopische Filamente wie PETG kann sich auch ein Filament-Trockner lohnen, der das Filament nicht nur staubfrei lagert, sondern auch vor dem Drucken trocknen kann. Das Filament wird aus dem Trockner direkt bis zum Extruder geführt, wodurch sich so gut wie gar keinen Staub mehr darauf sammeln kann.
Größere Nozzle verwenden

Die Wahrscheinlichkeit für eine Verstopfung sinkt mit dem Durchmesser der Nozzle. Verwendest du eine Nozzle mit einem großen Durchmesser, können Ablagerungen in der Nozzle einfacher heraus extrudiert werden.
Vor allem für Filamente mit Additiven lohnt sich eine breitere Nozzle, da die Zusätze im Filament mehr Platz in der Nozzle haben. Manche solche Filamente haben zum Beispiel sehr große Holzfasern, die bei feinen Nozzlen schnell zu einer Verstopfung führen können.
Schaue in diesen Artikel rein, um die richtige Schichthöhe für deine Nozzle zu finden: 3D Druck Schichthöhe vs. Düsendurchmesser – Tabelle & Guide
Hoch-qualitatives Filament verwenden

In seltenen Fällen kann auch das Filament an sich die Verstopfung einer Nozzle ausgelöst haben. Filamente von minderer Qualität enthalten oft Klumpen oder sogar Fremdkörper, die die Nozzle verstopfen können.
Hochqualitatives Filament zeichnet sich durch gleichbleibende Eigenschaften über die gesamte Spule aus. Dabei sollten auch der Durchmesser und die Dichte gleich bleiben und die Zusätze des Filaments gut vermischt und über die gesamte Spule homogen verteilt sein.
Um minderwertiges Filament als Ursache auszuschließen, solltest du dich an Filamente halten, die von namhaften Herstellern kommen. Außerdem geben Rezensionen in Onlineshops einen guten Hinweis darauf, ob sie zu Verstopfungen oder zu anderen Qualitätseinbußen führen können.
PTFE Hot End Lücke schließen
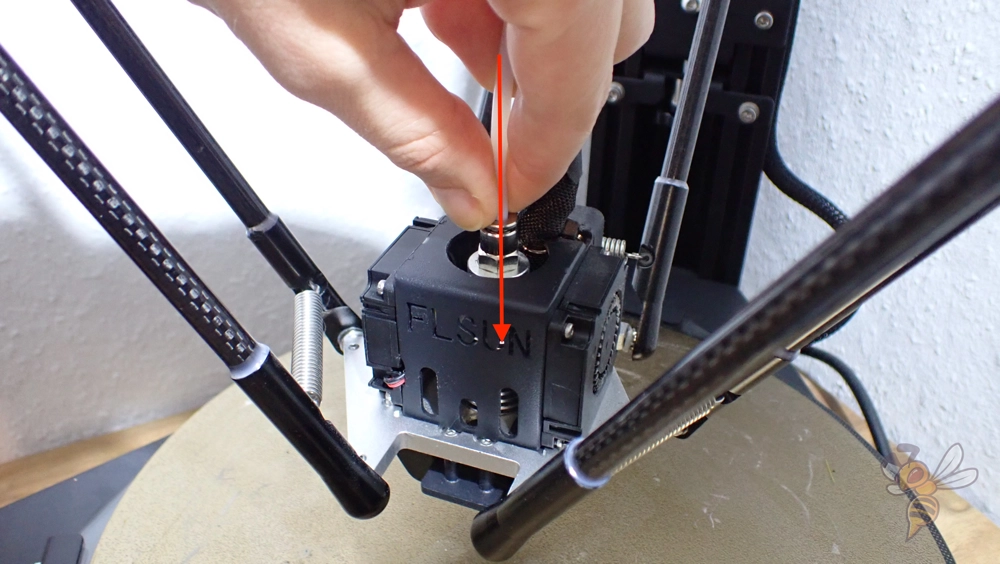
Auch wenn du alle Präventionsmaßnahmen befolgst, kann es in unglücklichen Fällen trotzdem zu einer Verstopfung des Hotends deines 3D-Druckers kommen. Zwischen der Nozzle und dem Extruder befindet bei vielen 3D-Druckern noch etwas PTFE-Schlauch.
Falls zwischen der Nozzle und diesen PTFE-Schlauch eine kleine Lücke und besteht, kann sich das Filament hier sammeln und allmählich das Hotend verstopfen. Wenn du viel Pech hast, musst du dann das Hotend komplett auseinandernehmen, um die Verstopfung zu lösen.
Bei einem Bowden Extruder ist der PTFE-Schlauch relativ lang, bei einem Direct Drive Extruder nur sehr kurz. Bei letzterem ist es komplizierter, diese Ursache auszuschließen oder die Verstopfung zu beheben, da der PTFE-Schlauch nur zugänglich wird, wenn du das Hotend teilweise demontierst.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
