
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
PLA ist das Filament, mit dem im Hobby-Bereich am meisten 3D gedruckt wird. Es gilt als umweltfreundlich, recycelbar, lebensmittelecht und leicht zu handhaben. Außerdem ist es kostengünstig und in vielen Farben verfügbar.
Von Prototypen über Miniaturen und Fanartikeln bis hin zu Fensterschmuck und Ersatzteile kannst du so ziemlich alles aus PLA fertigen. Das liegt an den Eigenschaften des Materials, das aus pflanzlicher Stärke gewonnen wird.
Aber das ist natürlich nicht alles, was du zum Thema PLA wissen musst. In diesem kompletten Guide findest du alle Antworten auf alle Fragen rund um das beliebteste Filament im Hobby 3D-Druck.
| Einstellung | Wert |
|---|---|
| Drucktemperatur | 200 °C ± 15 °C |
| Druckbett Temperatur | 20 – 60 °C |
| Retraction (Bowden) | 4-8 mm bei 20-45 mm/s |
| Retraction (Direct) | 0,5-2 mm bei 20-45 mm/s |
| Druckgeschwindigkeit | 30 – 90 mm/s |
| Kühlung | 100% |
PLA Beste Marken
Die besten Einstellungen helfen dir nicht wenn du ein Filament mit niedriger Qualität verwendest. Deshalb sind hier die Top 4 der besten PLA Filamente aufgelistet bevor wir uns den richtigen Druckeinstellungen, der Druckbett Haftung und anderen Dingen rund um PLA widmen.
Ich habe die hier aufgelisteten Filamente selbst ausgiebig getestet und kann sie dir uneingeschränkt empfehlen!




PLA Druckeinstellungen
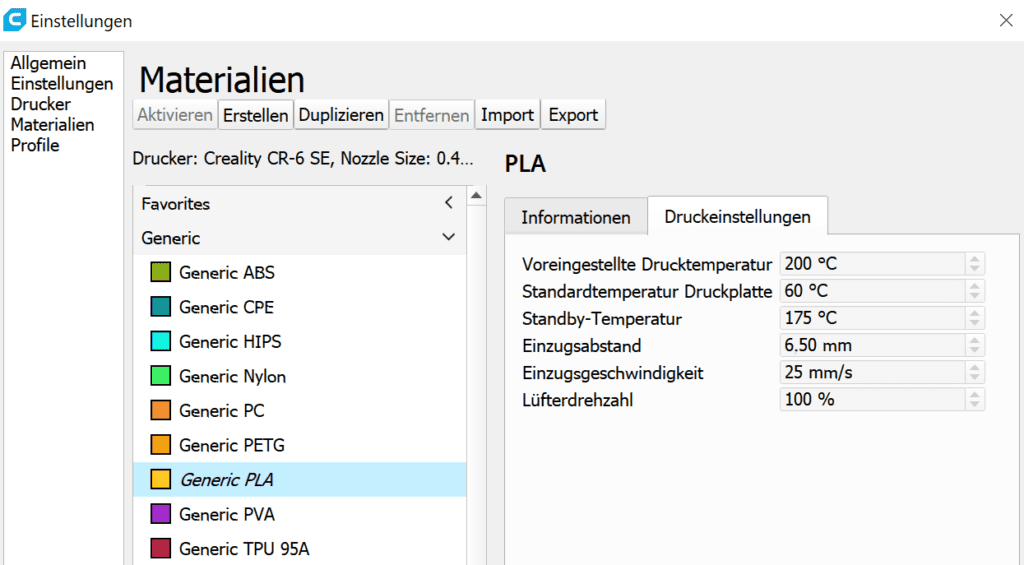
Damit dein Druckteil am Ende wirklich gut aussieht, müssen die Druckeinstellungen stimmen. PLA ist ein gängiges Filament, du findest also vermutlich in deinem Slicer bereits ein Profil für PLA.
Auch die Hersteller der Filamente geben oft an, welche Druckeinstellungen für den Druck von PLA gut geeignet sind. Allerdings kannst du diese Einstellungen oft nicht genau so übernehmen. Denn der Hersteller des Filaments weiß nicht, welchen 3D-Drucker du verwendest. Und jeder Drucker ist ein bisschen anders.
Das ist ein wichtiger Punkt: PLA ist nicht gleich PLA, und Drucker ist nicht gleich Drucker. Die im folgenden Ratgeber aufgeführten Einstellungen sind Richtwerte, die du als Ausgangspunkt nutzen kannst. Sie sind keine Garantie für ein gutes Druckergebnis.
Du solltest also immer daran denken: 3D-Druck ist ein Abenteuer. Die Hälfte der Zeit hast du keine Ahnung, was du tust und warum du es tust. Du lernst langsam und durch Ausprobieren, mit deinem Drucker umzugehen.
Den idealen Druckeinstellungen wirst du dich deshalb auch langsam und schrittweise nähern. Du wirst beim Ausprobieren merken: Änderst du ein Parameter, verändert sich das Ergebnis. Und mit der Anpassung eines anderen Parameters sieht das gesamte Druckmodell wieder ganz anders aus.
Die verschiedenen Einstellungen hängen zusammen. Läuft beim Drucken etwas schief, liegt das selten nur an einer Einstellung. Es ist völlig normal, dass du dich über verschiedene Versuche langsam an die passenden Einstellungen herantastest – und dass du immer wieder Fehldrucke produzierst.
Tipp: Für viele Einstellungen gibt es spezielle Testdrucke mit denen du genau diese Einstellung optimieren kannst. Auf Thingiverse findest du zum Beispiel zahlreiche Modelle zu Stringing oder Temperatureinstellungen.
PLA Druck Temperatur
200 °C ± 15 °C
200 °C sind meist ein guter Ansatzpunkt zum Drucken von PLA. Sollte sich beim Drucken zeigen, dass die Temperatur noch nicht optimal ist, näherst du dich in 5 °C Schritten dem perfekten Wert, bis du mit der Qualität des Druckergebnisses zufrieden bist.
Probleme erkennst du einfach. Ist die Temperatur zu hoch, siehst du Fäden zwischen den einzelnen Teilen deines Druck Modells. Das sogenannte Stringing ist ein typisches Problem bei zu hohen Temperaturen, wenn du mit PLA druckst.
Du verhinderst dieses Problem, indem du die Temperatur etwas herunter setzt. Tu das aber immer nur vorsichtig und in kleinen Schritten, denn eine zu niedrige Temperatur führt dazu, dass die einzelnen Schichten nicht mehr aneinander haften. Dein Modell würde dann seine Stärke einbüßen.
Nicht immer ist eine zu hohe Temperatur die Ursache für Stringing. Manchmal stimmt auch die Retraction nicht. Sollte eine niedrigere Temperatur nicht zum gewünschten Resultat führen, erhöhe die Retraction in kleinen Schritten von jeweils 0,5 mm.
Verwandter Artikel:
Cura Retraction Einstellungen | Distance, Speed & Co.
Ist die Temperatur des Extruders zu niedrig eingestellt, wird das Filament nicht haften. Die einzelnen Lagen liegen nur lose aufeinander und verbinden sich nicht korrekt. Die Oberfläche deines Druckmodells ist dann extra rau. Weil sich die Schichten nicht verbinden, ist das Modell nicht stark genug und lässt sich leicht zerlegen. Es zerbröselt, wenn du daran ziehst.
Stellst du derartige Probleme fest, solltest du die Temperatur in kleinen Schritten von jeweils 5 °C erhöhen. Versuche es einfach immer wieder, bis die Lagen irgendwann gut aneinander haften.
Wichtig zu wissen: Die dir angezeigte Temperatur in den Druckeinstellungen stimmt nicht immer genau mit der tatsächlichen Temperatur am Extruder überein. Meist sind die Druckeinstellungen etwas ungenau. Bevor du also Angst hast, deinen Drucker mit zu hohen Temperaturen zu zerstören, kannst du auch einfach erstmal nachmessen. Die Extruder Temperatur kann um bis zu 10 °C zwischen den einzelnen Geräten variieren.
Ich rate eher dazu, bei etwa 190 °C anzufangen wenn du noch nie mit deinem 3D Drucker PLA gedruckt hast. Von da ausgehend musst du also gar nicht erst mit vielleicht niedrigeren Temperaturen experimentieren, sondern es geht ganz klar und ohne Frage immer nach oben.
Wie genau die final beste Temperatur für dein PLA aussieht, unterscheidet sich übrigens auch von einer Rolle Filament zur anderen. Beimischungen für die Farbgebung haben Einfluss darauf. Und das Material von verschiedenen Herstellern reagiert jeweils anders. Auch die Art, wie du das PLA lagerst, beeinflusst das Verhalten des Filaments beim Druck.
PLA Druckbett Temperatur
20 – 60 °C
PLA braucht nicht unbedingt ein beheiztes Druckbett. Du kannst also auf ein kaltes Druckbett drucken, das ist völlig in Ordnung. Sollte die Haftung der berühmten ersten Schicht auf der unbeheizten Bauplatte nicht stimmen, darfst du aber durchaus ein Heizbett nutzen. Temperaturen von 40 °C bis maximal 60 °C sind in der Regel zielführend.
Das ist aber nur nötig, wenn die erste Schicht nicht haftet. Welche anderen Möglichkeiten du hast, um die erste Schicht zum Haften zu bringen, dazu später mehr. In den Druckeinstellungen geht es erstmal nur um die Heizplatte, die du nicht unbedingt benötigst.
Wichtig zu wissen: Auch in Sachen Druckbett Temperatur gibt es nicht die eine richtige Lösung für PLA. Wie gut das PLA auf der Druckplatte haftet, hängt nicht nur von der Temperatur ab, sondern auch von der Druckgeschwindigkeit, der Qualität des PLA, dem Zustand und Material der Druckplatte und vielen weiteren Parametern.
PLA lässt sich auch ohne Heizbett drucken, weil das Material keine oder fast keine Schrumpfung zeigt. Das macht das Filament vor allem für Anfänger und Neulinge im 3D-Druck interessant, denn es ist sehr leicht zu verarbeiten und garantiert schnelle Erfolge.
PLA Retraction
Retraction meint den Rückzug des Filaments in die Nozzle. Manchmal druckt die Düse nicht durchgängig, sondern muss das Material kurz zurückhalten, bevor an anderer Stelle weiter gedruckt wird. Damit sich keine unschönen Fäden quer durch dein Druckmodell ziehen, solltest du die Retraction passend einstellen.
Slicer wie Cura beispielsweise lassen mehrere verschiedene Einstellungen zu. Das sind die gängigen Einstellungen:
- Retraction Speed (Geschwindigkeit des Rückzugs): 20 bis 45 mm/s, einstellbar in Schritten von 5 mm/s.
- Retraction Distance für den Direct Extruder (also Distanz des Rückzugs): 0,5 bis 2 mm, einstellbar in Schritten von je 1 mm.
- Retraction Distance für den Bowden Extruder (also Distanz des Rückzugs): 4 bis 8 mm, ebenfalls in Schritten von 1 mm anzupassen.
- Retraction Minimum Travel (die minimale Reisegeschwindigkeit für Retraction): 0,1 mm, kann in Schritten von je 0,5 mm erhöht werden.
- Wiping Distanz: ab 0,4 mm in Schritten von 0,1 mm erhöhbar.
- Coasting Volumen: 0,064 mm³, in Schritten von 0,01 mm³ erhöhbar.
Welche Einstellungen sind für PLA nun zielführend? Orientiere dich an dem Profil, das in deinem Slicer für PLA schon angelegt ist. Sind die Einstellungen nicht gut, merkst du das: Es kommt zu Stringing.
Du kannst die feinen Fäden zwischen den einzelnen Stücken deines Druckmodells entweder bei der Nachbearbeitung entfernen. Oder du setzt dich mit den Einstellungen der Retraction auseinander und experimentierst.
Wichtig zu wissen: Manchmal machen kleine Veränderungen in den Einstellungen richtig viel aus. Probiere die einzelnen Parameter aus und entscheide anhand des Druckergebnisses, welche Einstellungen für dich zielführend sind.
PLA wird übrigens ab Temperaturen von etwa 40 °C schon weich. Arbeitest du an einem heißen Sommertag mit dem PLA im Drucker, können die zwei Monate vorher an einem kühlen Frühjahrsmorgen eingestellten Parameter schon grundverkehrt sein.
Denn die Hitze von der Nozzle überträgt sich über die Teile deines 3D-Druckers, so dass die Temperatur überall steigt. Wenn du mit der Retraction experimentierst, solltest du das immer in Betracht ziehen!
Beginne bei einer Geschwindigkeit von 25 mm/s. Mache einen Testdruck. Du kannst die Geschwindigkeit um jeweils 5 mm/s erhöhen, bis du mit dem Ergebnis zufrieden bist.
PLA Druckgeschwindigkeit
30 – 90 mm/s
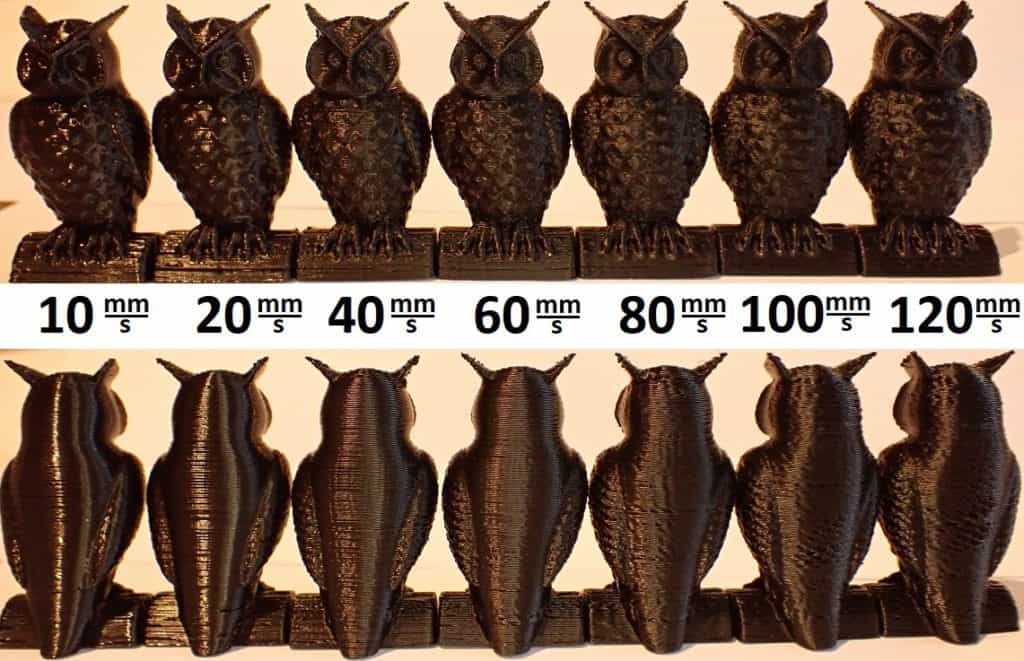
PLA wird in der Regel mit Geschwindigkeiten zwischen 30 mm/s und 90 mm/s gedruckt. Welche Einstellung für dich funktioniert, hängt von Material, Drucker und geplantem Modell ab.
Die Druckgeschwindigkeit ist einer der wichtigsten Punkte, wenn es um die Qualität deines Druckmodells geht. Über die Druckgeschwindigkeit stellst du ein, wie schnell sich die Motoren des Extruders und die Motoren der X- Achse und der Y-Achse im Drucker bewegen.
Eine falsch eingestellte Druckgeschwindigkeit siehst du sofort. Druckst du zu langsam, verformt sich das gedruckte Material. Denn die heiße Düse bleibt zu lange auf dem bereits gedruckten Modell liegen und verflüssigt es wieder. Druckst du jedoch zu schnell, führt das oft auch zu Überhitzung. Denn dann hat der Lüfter keine Zeit, für ausreichend Kühlung zu sorgen.
Bei einer zu niedrigen Druckgeschwindigkeit verbinden sich die einzelnen Schichten auch nicht so gut miteinander. Du hast vier einzelne Einstellungen zur Verfügung, um die Druckgeschwindigkeit zu regulieren:
- Die Geschwindigkeit für den Druck der Außenwand: Für eine bessere Qualität der Oberfläche stellst du hier normalerweise eine eher niedrige Geschwindigkeit ein.
- Die Geschwindigkeit für den Druck der Innenwände: Die Geschwindigkeit orientiert sich idealerweise an der Gesamt-Druckgeschwindigkeit. Denn das verkürzt die Druckzeit und garantiert gleichzeitig die nötigte Druckstärke und Qualität.
- Die Füllgeschwindigkeit: Die Füllung der Wände (“infill”) deines Modells wird in der Gesamt-Druckgeschwindigkeit gedruckt. Diese Geschwindigkeit stellt einen idealen Kompromiss zwischen hoher Stabilität und geringer Druckzeit dar.
- Die Ober- und die Untergeschwindigkeit: Hier geht es um die Oberseite und die Unterseite Deines Bauteils, also um die erste Schicht und die letzte Schicht, grob gesagt. Bei beiden Schichten sollte die Geschwindigkeit etwas niedriger angesetzt sein, damit die Qualität der Oberfläche besser ausfällt.
Zusätzlich wirst du im Slicer noch die Einstellung für die Fahrgeschwindigkeit finden. Hier geht es darum, wie schnell sich der Druckkopf deines 3D-Druckers bewegt. Allerdings stellst du nur die Geschwindigkeit ein, die der Druckkopf hat, wenn er kein Filament ausgibt. Denn die Geschwindigkeit während des Drucks hast du ja bereits mit den oben genannten Punkten eingestellt.
Eine hohe Fahrgeschwindigkeit ist toll, weil das eine enorme Zeitersparnis bedeutet. Dein Druck dauert dann nicht so lang. Aber die Fahrgeschwindigkeit hängt auch mit der Retraction zusammen. Je länger das Filament zurückgehalten wird, desto ungünstiger ist das. Denn zurückgehaltenes Filament im Extruder kann zu Verstopfungen führen.
Das sind also schon zwei Gründe, die Fahrgeschwindigkeit möglichst hoch anzusetzen. Aber es gibt auch einen Grund, der dagegen spricht. Ist die Fahrgeschwindigkeit zu hoch, kann sich dein Druckmodell verziehen. Manchmal richten sich die einzelnen Ebenen dann auch falsch aus.
Beides sind Druckfehler, die du auf jeden Fall vermeiden willst. Bei der Einstellung der Fahrgeschwindigkeit solltest du also auch durch Ausprobieren einen für dich tragbaren Kompromiss finden. Beginne bei den Einstellungen mit 100 mm/s. Passt nicht? Dann erhöhe die Fahrgeschwindigkeit um 5 mm/s. Das tust du solange, bis du mit dem Ergebnis zufrieden bist.
Stellst du fest, dass sich bei einer weiteren Erhöhung die Druckqualität verschlechtert, gehest du einen Schritt zurück – vermutlich hast du damit die ideale Fahrgeschwindigkeit gefunden.
PLA Kühlung

Nicht jedes Filament muss gekühlt werden, deshalb hat auch nicht jeder FDM-Drucker Kühler oder Lüfter eingebaut. Bei PLA ist der Bauteil Lüfter aber eine sinnvolle Investition. Denn PLA hat einen sehr niedrigen Glaspunkt.
Als Glaspunkt wird die Temperatur bezeichnet, bei der das Material vom festen Zustand in einen weichen Zustand übergeht, also viskos wird. Und dieser Punkt liegt bei PLA bei 45 °C.
Wichtig zu wissen: Der Glaspunkt ist nicht der Schmelzpunkt! Wirklich tropf-flüssig wird PLA erst bei noch höheren Temperaturen. Über dem Glaspunkt wird das Material zäh verformbar.
Druckst du filigrane Teile, ist der Lüfter wichtig. Denn die Druckdüse ist heiß. Bringt sie eine neue Schicht auf, fährt also eine heiße Düse über ohnehin schon weiches Material, um heißes, weiches Material aufzubringen. Dass das kein ordentliches Druckergebnis zeitigt, versteht sich von selbst.
Deshalb solltest du den Kühler verwenden, damit sich dein Bauteil nicht verformt. Die Gefahr besteht übrigens bei allen Strukturen, nicht nur bei filigranen Formen. Ist die Raumtemperatur etwas höher, weil du es im Winter gerne kuschelig warm hast oder im Sommer die Sonne durch das Dachfenster brennt, ist der kühler umso wichtiger.
Allerdings druckst du die erste Schicht bei PLA grundsätzlich ohne Kühlung. Das ist insbesondere dann wichtig, wenn du auf eine Bauplatte aus Glas oder auf einer DDP druckst. Diese erste Schicht muss perfekt haften. Erst danach kann der Kühler eingestellte werden.
Du druckst dein PLA bei Temperaturen von etwa 190 bis 205 °C. Ein guter Kühler schafft es, die Temperatur des Modells um etwa 100 °C zu reduzieren. Du hast also immer noch eine Resttemperatur von etwa 90 bis 105 °C in deinem PLA, das bei allem höher als 45 °C weich wird …
Damit ist klar, dass du beim Drucken von PLA mit dem Kühler nicht zimperlich sein musst. Stelle ihn auf mittlere oder hohe Leistung ein. Stellst du Probleme beim Drucken fest, kannst du die Kühlung etwas herunterstellen.
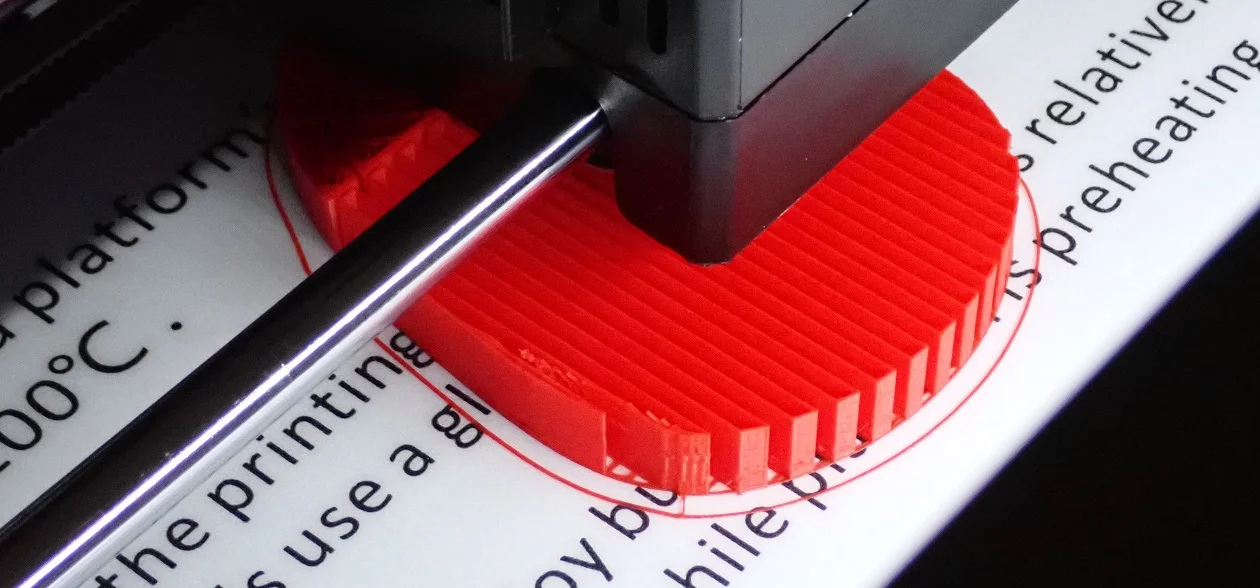
PLA Druckbett Haftung
Die erste Schicht, die aus dem Drucker kommt, muss perfekt am Druckbett haften. Denn auf dieser Schicht baut dein gesamtes Druckteil auf. Ist die erste Schicht vermurkst, wird das ganze Modell nichts. Deshalb widmen wir der Druckbett Haftung besondere Aufmerksamkeit.
PLA ist in dieser Hinsicht etwas schwierig. Das Material lässt sich zwar generell leicht drucken. Aber bei Kontakt mit einem völlig kalten Druckbett härtet es unter Umständen schnell aus und löst sich vom Untergrund. Das ist aber gerade unerwünscht.
Ebenfalls unerwünscht ist, dass das Filament beim Druck der ersten Schicht über die Bauplatte schmiert, gar nicht haften bleibt oder sich verzieht. Den wichtigsten Tipp hast du schon bekommen: Schalte bloß nicht den Lüfter ein, bevor die erste Schicht perfekt gedruckt ist!
Oft hilft es schon, die Bauplatte vor dem Drucken gründlich zu reinigen (hier ein illustrierter Guide dazu). Fettige Fingerabdrücke, Staub oder Filament Reste auf der Platte verhindern, dass deine erste Schicht gut haftet. Normalerweise wird Alkohol zum Reinigen verwendet, weil der auch unsichtbare Abdrücke leicht entfernt.
Arbeitest du beim Reinigen mit Handschuhen, ist die Gefahr neuer Fingerabdrücke auf der Druckplatte minimiert. Manchmal retten solche Kleinigkeiten das ganze Projekt! Gilt auch für die Nivellierung des Druckbetts, die du selbstverständlich vor jedem Druck vornehmen sollst.
Die meisten Geräte unterstützen dich dabei mit dem integrierten Nivellier-Menü.
Kompletter Guide:
PLA 3D Druck haftet nicht am Bett? – Versuche Das Hier!
PLA Art des Druckbetts
Das Material des Druckbetts hat Einfluss darauf, wie gut die berühmte erste Schicht darauf haftet. Viele Druck-Fans schwören auf Glas*. Das hat tatsächlich Vorteile: Glas ist glatt und erzeugt eine herrlich glatte Oberfläche, wenn das Modell einfach von der Bauplatte genommen werden kann.
Unter der Glasplatte kann eine Heizplatte angebracht werden, die das Glas erwärmt. So haftet insbesondere PLA mit ganz guten adhäsiven Eigenschaften recht passabel.
PEI wird ebenfalls häufig erwähnt, wenn es um das Material des Druckbetts geht. Meist handelt es sich um eine Folie oder Beschichtung, die etwas rauer ist und eine charakteristische Struktur auf der Unterseite deines Druckmodells hinterlässt. PEI wird in der Regel auf dünnen Metallplatten oder hitzeunempfindlichen Kunststoffplatten aufgebracht.
Das hat den Vorteil, dass du die Druckplatte aus dem Drucker nehmen und biegen kannst. Denn eine gute Haftung ist zwar gewünscht. Sie kann aber auch dazu führen, dass sich das Druckmodell gar nicht mehr von der Bauplatte lösen will – und das ist unerwünscht.
PEI-Klebefolien* werden von einigen Herstellern einzeln vertrieben, so dass du deine Druckplatte auch selbst damit ausstatten kannst.
PLA Blue Tape

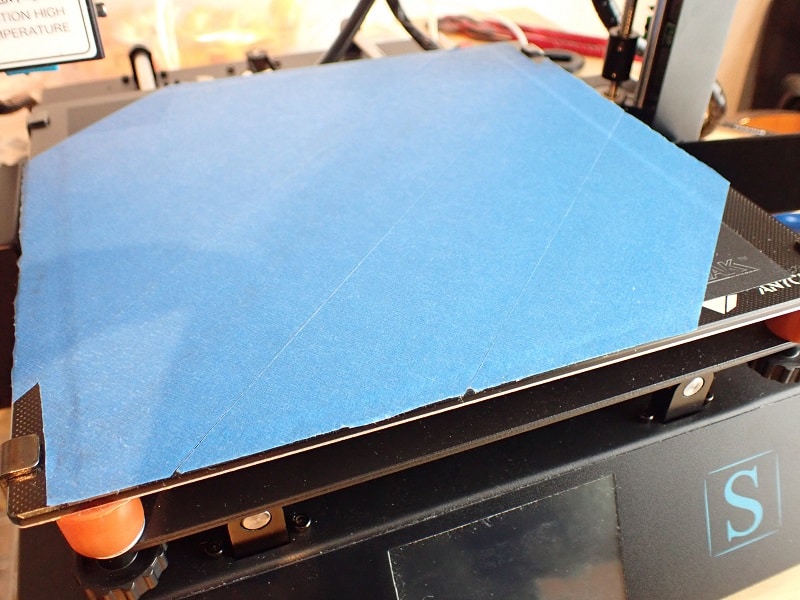
Haftet die erste Schicht auch nach vielen Versuchen einfach nicht am Druckbett, kannst du es mit Klebeband versuchen. Vor allem dann, wenn du kein beheiztes Druckbett verwendest, ist das zielführend.
Etabliert hat sich das sogenannte Blue Tape vom Hersteller 3M*. Es handelt sich dabei um so eine Art Malerklebeband.
Beachte: Wenn du das Klebeband auflegst, dürfen sich keine Stellen überlappen. Das Klebeband muss absolut eben und glatt liegen.
Sind einzelne Stellen im Klebeband beschädigt, tausche die ganze Bahn aus. Anders erreichst du keine glatte Oberfläche. Blue Tape ist ideal, denn PLA haftet darauf einfach perfekt!
Denke daran: Wenn du Klebeband auf die Druckplatte aufbringst, verändert sich dadurch der Abstand zwischen der Düse und der Oberfläche. Es kann also nötig sein, das Druckbett neu zu nivellieren.
PLA Haftspray / Haarspray
Kein Blue Tape zur Hand, die Heizplatte tut es nicht, und die erste Schicht will einfach nicht halten? 3D-Druck kann manchmal richtig viel Frust verursachen.
Frag eine Dame deiner Wahl, ob Haarspray im Haus ist. Kein Scherz: Das Spray überzieht die Druckplatte mit einer leicht klebrigen Schicht. Das kann schon ausreichen, um das PLA doch noch vernünftig aufzubringen. Nach dem Druck lässt sich das Haarspray mit einem feuchten Tuch ganz einfach entfernen.
Ist dir Haarspray zu profan, gibt es auch spezielle Haftsprays für den 3D-Druck*. Die sind kostenintensiver als das Haarpflegeprodukt vom Discounter, sind dafür aber auch nicht so auffällig parfümiert. Und sie erfüllen den gleichen Zweck, eben auf professionellem Niveau.
Wichtig ist, dass du deine Bauplatte aus dem Drucker nimmst, bevor du sie gleichmäßig dünn mit Spray einnebelst. Geh dazu am besten in einen anderen Raum. Denn Haarspray sollte auf keinen Fall in deinen Drucker gelangen!
Hast du dein Druckmodell erfolgreich gedruckt und es nach dem Auskühlen von der Bauplatte gelöst, reinigst du diese gründlich. Denn bevor du das nächste Teil druckst, willst du das Haarspray auf jeden Fall entfernen.
PLA Klebestift

Handelsübliche Klebestifte aus dem Schreibwarenbedarf hinterlassen auf der Druckplatte eine schmierige Schicht, die PLA beim Druck an Ort und Stelle hält. Sollte dein PLA auf gar keinen Fall auf der Platte haften wollen, kann der Klebestift es dennoch dazu bringen.
Allerdings solltest du nur als allerletztes Mittel zu dem Klebestift greifen. Denn das Ganze artet in der Regel in eine echte Schweinerei aus. Klebestift von Druckmodell und Bauplatte zu entfernen ist kein Spaß. Denn Papiertücher reichen nicht aus – das Papier bleibt an der schmierigen Masse einfach kleben.
Mit einem feuchten oder nassen Lappen kommst du auch nicht weiter, denn Klebestift ist in der Regel nicht so einfach wasserlöslich. Du merkst: Es wird unangenehm. Versuche lieber, die Haftprobleme über die Druckeinstellungen in den Griff zu bekommen. Meist gelingt das, so dass Experimente mit Bastelbedarf nicht nötig sind.
Es gibt auch spezielle Klebestifte für den 3D Druck!*
PLA Häufige Probleme
3D-Drucker sorgen immer wieder für Überraschungen, weil sie das Druckobjekt einfach nicht so gestaltet, wie das geplant war. Die beiden häufigsten Probleme mit PLA sind Warping und Stringing. Auf beide gehen wir im folgenden Abschnitt kurz ein.
PLA Warping
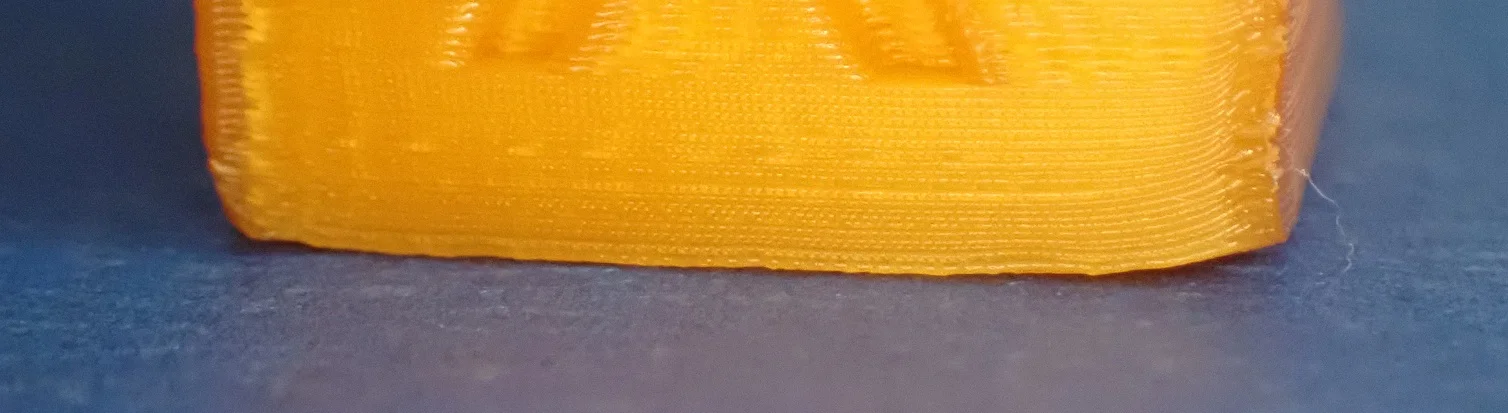
Warping entsteht, wenn das Filament intern zu viel Spannung aufbaut. Das passiert typischerweise beim Abkühlen: Wenn die einzelnen Schichten mit unterschiedlicher Geschwindigkeit abkühlen, schrumpft das Material auch unterschiedlich schnell.
Dadurch ziehen sich die äußeren Kanten nach oben, das Druckmodell springt von der Bauplatte und verzieht sich. Bei PLA kommt Warping hin und wieder vor, ist aber seltener als bei anderen Materialien. Denn PLA hat keine so große Schrumpfrate beim Auskühlen.
Du kannst dem Effekt trotzdem vorbeugen. Nutze die Heizplatte beim Drucken, stelle den Lüfter nicht zu extrem ein. Stimmen die anderen Druckeinstellungen, sollte es bei PLA nicht zu Warping kommen.
Kompletter Guide:
Warping beim 3D-Druck | Guide mit Ursachen und Lösungen
PLA Stringing
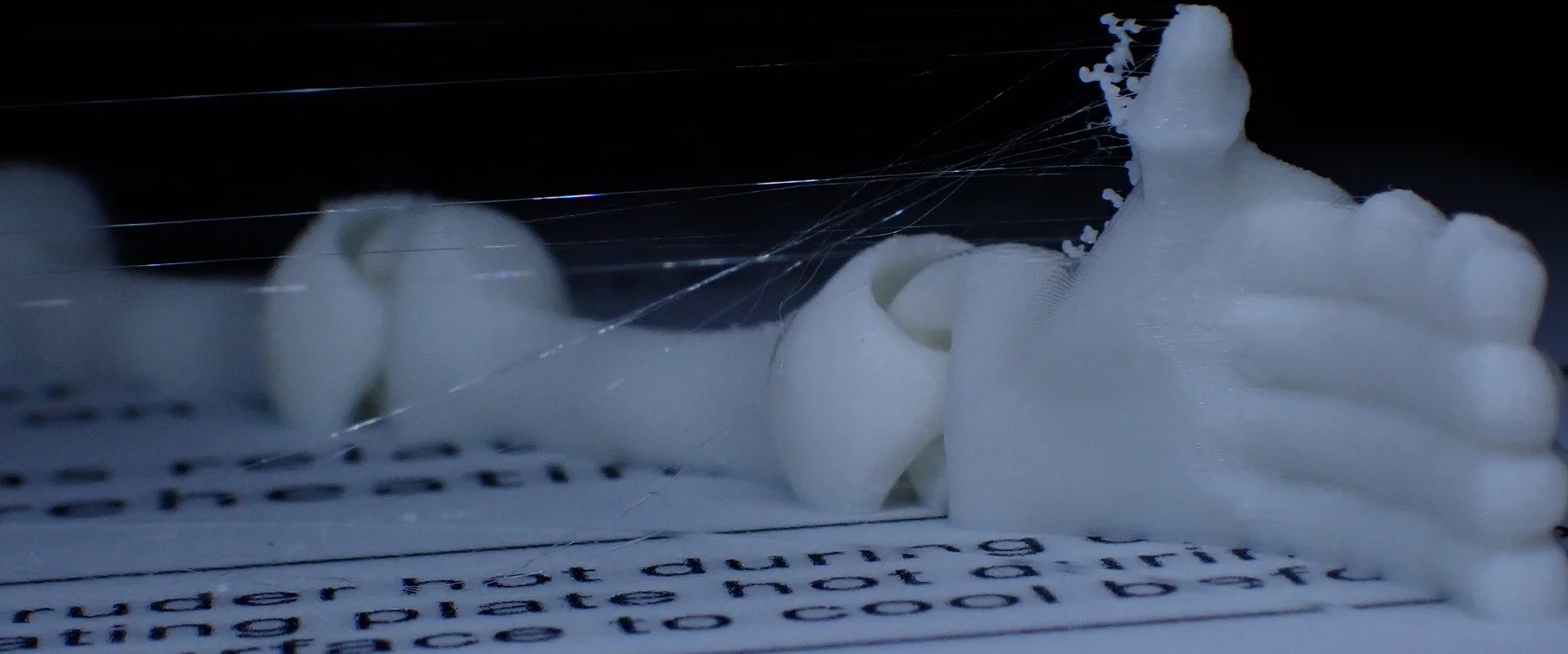
Stringing passiert immer dann, wenn das weiche PLA nicht ausreichend in den Extruder zurückgezogen wird. Das ist dann nötig, wenn die Druckdüse zwischen zwei zu druckenden Teilen durch die Luft fährt, ohne Material auszugeben.
Stellst du Stringing an deinem Druckmodell fest, hast du zwei Möglichkeiten: Du kannst es ignorieren und die losen Material Fäden bei der Nachbearbeitung abschneiden. Oder du stellst eine schnellere und weitere Retraction ein. Meist ist die zweite Möglichkeit zielführend, weil sie ein flächendeckend besseres Druckergebnis generiert.
Manchmal ist auch die Temperatur der Nozzle zu groß, wodurch das Filament zu flüssig wird und ungewollt bei der Bewegung austritt.
Kompletter Guide:
PLA Stringing Guide: 12 Lösungen zur Vermeidung von Härchen
PLA Aufbewahrung

PLA sollte lichtgeschützt und vor allem vor Feuchtigkeit geschützt aufbewahrt werden. Das Material kann aufgrund seiner Beschaffenheit bei hoher Luftfeuchtigkeit etwas Feuchtigkeit ziehen – und dann lässt es sich nicht mehr so gut drucken.
Weil PLA einen niedrigen Glaspunkt hat, achtest du bei der Lagerung deines Filaments auf eine ungefähr gleichbleibende Temperatur, die nicht über 25 °C liegen sollte. Auch das dient dazu, das Filament in einem qualitativ hochwertigen Zustand zu halten.
Am besten eignen sich luftdichte Behälter* mit Trockenmittel* oder spezielle Filament Behälter*. So ist das Filament vor staubiger und feuchter Luft geschützt.
Kompletter Guide:
3D Drucker Filament Aufbewahrung/Lagerung: Kompletter Guide
PLA Beständigkeit und Eigenschaften
PLA hat brauchbare Eigenschaften, wenn du Prototypen, Dekorationen oder sogar Ersatzteile für dein RC Spielzeug drucken willst. Denn das Material ist einfach zu handhaben und halbwegs robust.
PLA Haltbarkeit
PLA ist, wenn es nicht gerade zu hohen Temperaturen ausgesetzt wird, ziemlich haltbar. Für die meisten Anwendungen im Bereich des Hobby-3D-Drucks eignet es sich deshalb hervorragend.
PLA-Filamente werden aus pflanzlicher Stärke hergestellt. Du kennst das Zeug vielleicht aus der Küche: Mais- und Kartoffelstärke wird zum Binden von Soßen und Suppen eingesetzt. Stärke zieht Feuchtigkeit an und bindet sie. Ist PLA aber einmal durch den Drucker gegangen, ist das nicht mehr so extrem.
Das hat Einfluss auf die Haltbarkeit von PLA: In Experimenten wurde festgestellt, dass PLA-Druckobjekte durchaus kompostiert werden können. Allerdings brauchen auch sehr kleine Druckobjekte viele Jahre, um sich langsam aufzulösen.
Aus diesem Grund kannst du PLA ohne Bedenken für deine auf einen längeren Gebrauch ausgelegten Projekte verwenden. Von Vasen und Dekorationen für das Aquarium bis hin zu Gartenspielzeug und sogar Ersatzgriffe für das Küchenmesser kannst du alles aus PLA fertigen.
PLA UV-Beständigkeit
PLA ist mäßig UV-beständig. Mehr gibt es dazu eigentlich nicht zu sagen. Die Farben deines Druckobjekts verändern sich möglicherweise, wenn das Stück einen ganzen Sommer lang auf der Fensterbank oder im Vorgarten steht.
Das liegt dann aber nicht am PLA als Material, sondern an den Pigmenten, die sich unter UV-Einstrahlung zersetzen. Das PLA selbst wird irgendwann spröde, wenn es dauerhaft UV-Strahlung ausgesetzt ist.
PLA Chemische Beständigkeit
Wie reagiert PLA, wenn es mit Lösungsmitteln, Alkohol, Wasser, Ölen und Fetten, Aceton oder anderen Chemikalien in Kontakt kommt? Für den Hausgebrauch ist das nicht ganz unwichtig, denn schließlich willst du deine aus PLA gedruckten Teile nicht nur in der Glasvitrine ausstellen. Für den normalen Alltagsgebrauch ist PLA völlig unbedenklich.
PLA ist ein Polyester, der über mehrere Stufen aus Zucker (Stärke) hergestellt wird. Eine Zwischenstufe dabei ist Milchsäure: Der Zucker fermentiert zu Milchsäure und polymerisiert anschließend zu Polylactid (PLA). Es gibt zwei verschiedene PLA-Varianten: Poly-D-Lactid (PDLA) sowie Poly-L-Lactid (PLLA).
Das Material ist grundsätzlich transparent, kristallin und steif. PLA hat eine hohe mechanische Festigkeit und ist gegenüber Fett, Wasser und Alkohol beständig. Allerdings zeigt es auch eine relativ hohe Hydrophilie und ist durchlässig für Wasserdampf. Es versprödet unter UV-Strahlung, aber nicht so schnell.
Verwandter Artikel:
Kann man PLA auflösen? Lösungsmittel zum Reinigen & Glätten
PLA Wasser
Fließendes oder stehendes Wasser ist für PLA kein Problem. Das Material löst sich nicht auf und wird vom Wasser auch nicht angegriffen. Allerdings kann Wasserdampf PLA passieren, und das Material ist an sich hydrophil, stößt Wasser also nicht ab. Für Vasen und dekorative Schalen, die nass gereinigt werden, ist PLA geeignet.
Eine Box, die andere Materialien vor Luftfeuchtigkeit schützen soll, solltest du allerdings nicht aus PLA fertigen – denn PLA ist wasserdampfdurchlässig.
PLA Kleben
Manchmal bricht etwas ab – keine Frage, auch 3D-Drucke müssen hin und wieder geklebt werden. PLA lässt sich ohne Probleme kleben.
Allerdings verwendest du dafür nicht den Klebestift, Holzleim oder Bastelkleber aus der Schule, sondern einen richtigen Kleber oder Sekundenkleber.
PLA Umweltverträglichkeit
PLA gilt allgemein als sehr umweltverträglich und wird damit beworben, dass es biologisch abbaubar ist. Gleichzeitig soll der Kunststoff aus Stärke extrem stabil sein – das passt nicht zusammen. Ist etwas biologisch abbaubar, spricht das für eine geringe Stabilität und wenig chemische Beständigkeit. Was also stimmt nun?
Bei PLA beides richtig: Das Material ist umweltfreundlich, zumindest umweltfreundlicher als die meisten Alternativen, und zugleich ist es stabil, zumindest stabil genug für die Anwendungen im Hobby-Bereich.
PLA Biologisch Abbaubar
Unter bestimmten Bedingungen ist PLA biologisch abbaubar. Stellst Du aus PLA gefertigte Druckstücke auf die Fensterbank, wird allerdings in den nächsten zwei Jahren nicht viel passieren. Denn die Umweltbedingungen müssen stimmen. Unter normalen Umgebungsbedingungen und bei Raumtemperatur ist das Material nämlich fast unbegrenzt stabil.
Allerdings ist PLA nach EN 13432 biologisch abbaubar. Das bedeutet: In industriellen Kompostieranlagen zersetzt sich das Material durchaus. Einschränkungen bestehen nur hinsichtlich der genauen chemischen Zusammensetzung und der Beimischung von Copolymeren.
PLA Recyclebar
PLA ist recyclebar, allerdings gilt hier wie beim biologischen Abbau: Es kommt darauf an. PLA hat einen niedrigeren Schmelzpunkt als andere Kunststoffe, es kann also nicht zusammen mit PET und anderen Kunststoffen aus dem Gelben Sack recycelt werden.
Du kannst dein PLA allerdings selbst recyceln. Die niedrige Schmelztemperatur ermöglicht es dir, das Material durch Erhitzen zu verflüssigen. Bringst du es nun noch in die richtige Form, kannst du es als neues Filament wieder verwenden.
PLA Lebensmittelsicherheit
Aufgrund seiner Beständigkeit gegenüber Wasser, Ölen und Fetten sowie Alkohol ist PLA lebensmittelsicher. Du solltest trotzdem beachten: Spülmaschinenfest sind Gegenstände aus PLA nicht! Denn bei den in der Maschine üblichen Temperaturen von 60 °C bis 70 °C wird das Material weich, dein Geschirr verformt sich.
Ein wichtiges Detail: Auch wenn PLA lebensmittelecht ist, könnte es das Objekt das du daraus druckst trotzdem nicht sein. Grund dafür könnten kleine Ritzen und Löcher sein in denen sich Bakterien ansammeln können.
Designe also Objekte aus PLA die lebensmittelecht sein sollen so, dass Bakterien keinen Unterschlupf finden.
PLA Nachbearbeitung
Dein Druckstück ist nicht perfekt aus dem Drucker gekommen? Dann ist Nachbearbeitung angesagt. Im ersten Schritt solltest du die Support-Strukturen und ein eventuell vorhandenes Raft entfernen. Danach geht es um die Oberfläche: Die einzelnen Schichten sind oft sichtbar, vielleicht willst du auch die Farbe noch ändern.
Die Support-Strukturen entfernst du mit Skalpell, Pinzette, Teppichmesser oder einer feinen Schere (zum Beispiel mit einer Nagelschere). Manchmal kann ein Seitenschneider gute Dienste leisten. PLA ist relativ hart, du solltest also unbedingt hochwertiges Werkzeug verwenden.
PLA Glätten
Eine glatte Oberfläche erzielst du, wenn du deine Druckobjekte mit Schleifpapier nachbearbeitest. Dabei solltest du zwei bis drei verschiedene Körnungen benutzen und dich vom gröberen Papier zum feineren Papier vorarbeiten. Der letzte Arbeitsgang darf gerne mit Nassschleifpapier erfolgen, hier sind Körnungen von 600 bis 1000 zielführend.
Manchmal reicht Schleifpapier nicht aus. Wenn die Oberfläche wirklich spiegelglatt sein soll, könntest du aber auch mit einer sehr feinen Nozzle (Durchmesser 0,2 mm) drucken. Das garantiert ebenfalls eine glattere Oberfläche, dauert aber relativ lang.
Es gibt Glättstationen, in denen du dein Druckmodell mit Isopropanol bedampfen kannst*. Prosa beispielsweise bietet ein PLA an, das sich für solche Aktionen besonders gut eignet (Link*).
PLA Lackieren
Lackieren und Anmalen ist mit acrylbasierten Produkten bei PLA völlig unproblematisch. Du trägst Farben und Lacke einfach mit einem Pinsel auf. Achte auf eine feine Konsistenz und dünnen Auftrag, dann bleiben die Details deines Druckmodells erhalten.
Oder umgekehrt: Wenn du eine nicht ganz glatte Oberfläche verbergen willst, funktioniert das mit Acryllack ebenfalls!
PLA Anmalen
Wasserfarben, Buntstifte und Wachsmalkreiden halten auf PLA nicht gut, das ist wenig zielführend. Du solltest deine Druckmodelle durchaus mit acrylbasierten Farben anmalen. Kunststoff-Feinspachtelmasse taugt ganz gut, um vor dem Anmalen kleine Löcher oder Unebenheiten zu verbergen – und du erhältst eine einheitlich grundierte Oberfläche.
Dadurch wird der Farbauftrag gleichmäßiger. Eine Alternative ist Sprühspachtel. Auf diesem Filter halten Farben und Lacke ebenfalls gut.
Acrylfarben gibt es übrigens auch als Stifte (für ganz feine Linien toll) und für die Airbrush-Pistole. Allerdings ist der Umgang damit nicht ganz einfach und vor allem nicht jedermanns Sache.
PLA Direct- vs. Bowden-Extruder
PLA ist kein flexibles Filament, und es dehnt sich bei Erwärmen auch nicht übermäßig aus. Deshalb kannst du PLA getrost mit dem Bowden-Extruder drucken. Hat dein Gerät nur einen Direct-Extruder, ist das aber auch kein Problem – das funktioniert mit PLA ebenfalls.
PLA kann sowohl mit einem Direct Drive Extruder, als auch mit einem Bowden Extruder gedruckt werden.
Allerdings solltest du auf die Druckeinstellungen achten: Die müssen auf den verwendeten Extruder angepasst werden. Das ist insbesondere bei der Retraction wichtig!
Fazit: PLA ist kostengünstig und perfekt für Einsteiger!
PLA ist einfacher zu verarbeiten als die meisten anderen Filamente und deshalb vor allem für Neulinge in Sachen 3D-Druck gut geeignet. Für das Material sprechen außerdem die Umweltfreundlichkeit, der Preis und die vielen verfügbaren Farben.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
