
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Wenn du die Ursachen für das Verziehen oder Warping im 3D-Drucken verstehst, kann es ganz einfach sein, sie zu beseitigen. Unser Leitfaden erklärt, warum Warping auftritt, und zeigt gezielte Strategien, die Warping verhindern.
Wenn du weiterliest, erhältst du Einblicke in die Materialauswahl, das Temperaturmanagement und die besten Praktiken für einen gleichbleibenden, verzugsfreien 3D-Druck.
Das Wichtigste in Kürze
- Das Verziehen oder Warping von 3D-Drucken wird dadurch verursacht, dass sich die Materialien beim Abkühlen zusammenziehen. Dabei spielen Faktoren wie die Eigenschaften des Filaments, Temperaturschwankungen und die Haftung des Druckbetts eine wichtige Rolle.
- Um Warping zu verhindern, können beheizte Druckbetten verwendet werden, um konstante Schichttemperaturen zu gewährleisten, eine perfekte Bettadhäsion zu erreichen und die Umgebungstemperatur mit geschlossenen Kammern zu kontrollieren.
- Die Feinabstimmung der Slicer-Einstellungen, wie z.B. Geschwindigkeit, Dicke und Temperatur der ersten Schicht, Abkühlungsgeschwindigkeiten und der Einsatz fortschrittlicher Techniken wie Rafts oder Mauseohren, können die Wahrscheinlichkeit von Warping erheblich verringern.
Warping im 3D-Druck verstehen

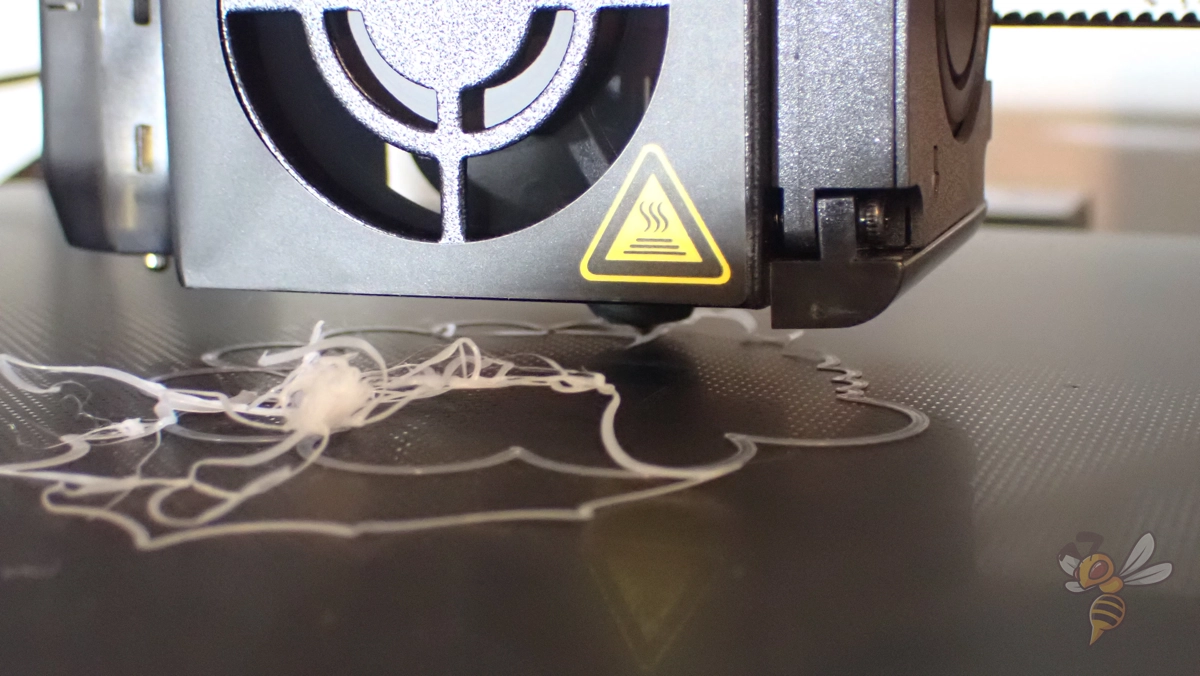
Stell dir Folgendes vor: Du hast gerade mit einem 3D-Druckauftrag begonnen. Du hast dein Design ausgewählt, dein Filament eingelegt und alles scheint glatt zu laufen. Doch während du beobachtest, wie deine Kreation Form annimmt, bemerkst du etwas Seltsames.
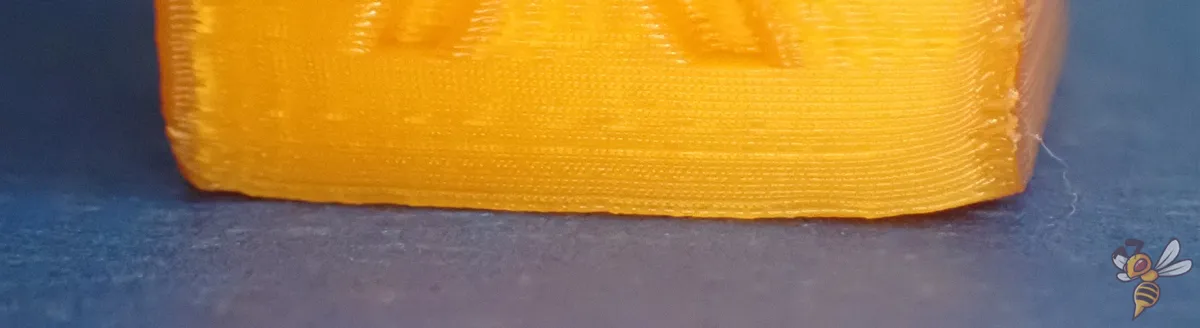
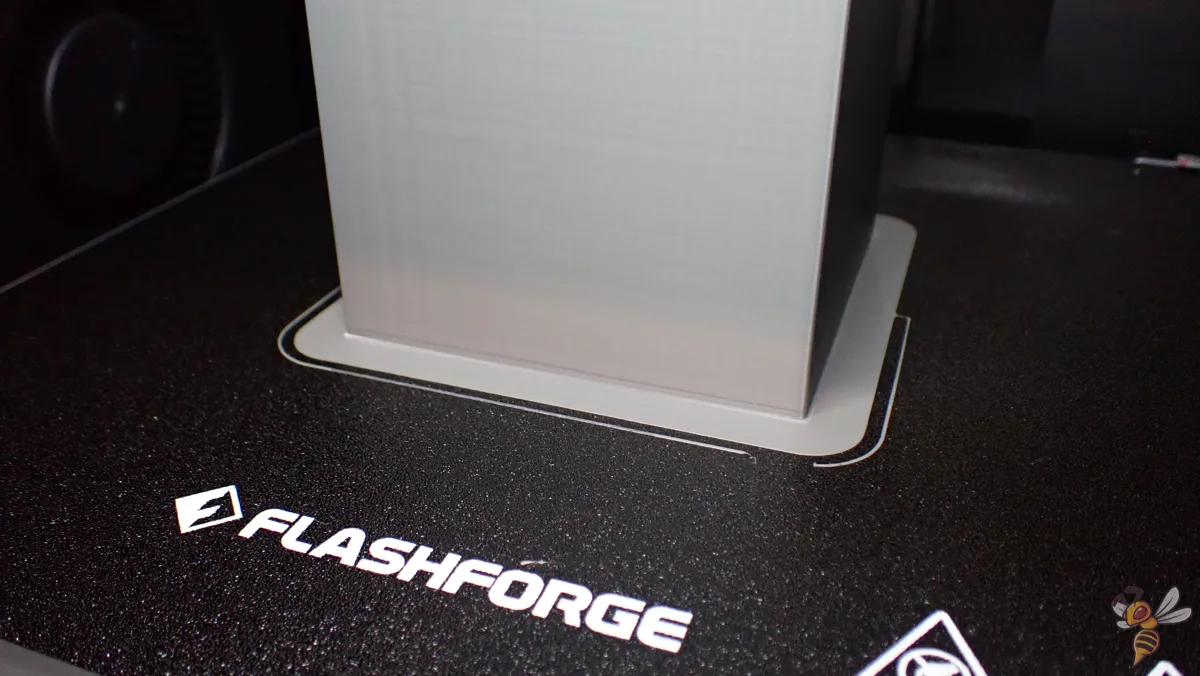
Die unteren Schichten deines Drucks beginnen sich von der Bauplatte abzuheben, beginnend an den Ecken, sodass eine ungleichmäßige Druckoberfläche entsteht. Das nennen wir im 3D-Druck Jargon Warping.
Warping wird vor allem durch die Eigenschaften des Filaments beeinflusst, das für den Druckauftrag verwendet wird. Filamente, die beim Abkühlen stärker schrumpfen, insbesondere bei hohen Temperaturen, führen zu stärkerem Warping.
Außerdem kann der Temperaturunterschied zwischen heißen Schichten, die auf kühlere extrudiert werden, zu Kontraktions- und Druckkräften innerhalb des Drucks führen, die den Materialverzug noch verstärken. Außerdem kann der physikalische Prozess, bei dem sich das Material ausdehnt und beim Abkühlen wieder zusammenzieht, innere Spannungen erzeugen, die dazu führen, dass sich der Druck von der Bauplatte abhebt und Warping verursacht.
Die Ursachen von Warping
Nachdem wir erklärt haben, was Warping im 3D-Druck ist, ist es an der Zeit, die Ursachen dafür zu untersuchen. Warping lässt sich auf eine Handvoll Hauptverursacher zurückführen, von denen jeder eine eigene Rolle bei der Entstehung dieses Problems spielt.
Es gibt mehrere Faktoren, die zu Warping im 3D-Druck führen können:
- Materialeigenschaften: Bestimmte Filamente wie ABS und HIPS sind besonders anfällig für Verformungen, weil sie beim Abkühlen stark schrumpfen.
- Temperaturunterschiede: Temperaturunterschiede zwischen den Druckschichten und der Kühlumgebung können zu inneren Spannungen im Substrat führen, die Warping verursachen können.
- Unzureichende Bett-Haftung: Wenn der Druck nicht richtig auf dem Druckbett haftet, kann dies zum Abheben der Ecken führen.
Um diese Faktoren besser zu verstehen, werden wir sie in den folgenden Unterabschnitten im Detail analysieren.
Das Material ist wichtig: Hochtemperatur-Filamente und mehr
Verschiedene Materialien sind aufgrund ihrer einzigartigen Eigenschaften unterschiedlich anfällig für Verformungen. Diese Anfälligkeit wird weitgehend von ihren Schmelzpunkten und Abkühlungsraten beeinflusst.
Nehmen wir zum Beispiel Polycarbonat (PC) und ABS. PC hat eine höhere Schrumpfungsrate als PLA, und diese höhere Schrumpfung trägt dazu bei, dass es sich beim Abkühlen eher verzieht. Auch ABS neigt im Vergleich zu PLA eher zum Warping, vor allem, wenn die Temperaturen von Druckbett und Nozzle nicht optimal eingestellt sind.
Die Rolle der Kühleinstellungen

Die Kühleinstellungen und die Nozzle-Temperatur sind entscheidende Faktoren in der Gleichung des Warpings. Der Kühlungsprozess muss sorgfältig gesteuert werden, vor allem für die ersten Schichten des Drucks.
Wenn du zum Beispiel die Gebläsedrehzahl für die erste Schicht reduzierst, bleibt der Kunststoff länger geschmolzen und haftet besser an der Bauplatte, was das Risiko von Warping verringert. Wenn du außerdem die Druckgeschwindigkeit verlangsamst, wird die Haftung verbessert und die Gefahr des Verziehens oder Warpings verringert.
Betttemperatur und Haftungsdynamik

Die richtige Temperatur des Druckbetts ist entscheidend, um Verformungen zu verhindern. Ein beheiztes Druckbett ist eine Schlüsselkomponente zur Aufrechterhaltung der optimalen Betttemperatur, um Verformungen im 3D-Druck zu verhindern.
Wenn du das Druckbett vorwärmst und wartest, bis sich die Temperatur stabilisiert hat, bevor du mit dem Druck beginnst, kannst du die Wahrscheinlichkeit von Verformungen stark reduzieren.
Außerdem hilft es, die Temperatur des Druckbetts so einzustellen, dass sie knapp unter dem Erweichungspunkt des Filaments liegt, um eine gute Haftung zu gewährleisten und das Warping zu minimieren. Grundsätzlich sollte die Temperatur des Druckbetts hoch genug sein, um eine gute Haftung zu gewährleisten, und niedrig genug, um andere Druckfehler wie einen Elefantenfuß zu vermeiden.
Optimieren der 3D-Drucker Hardware zur Vermeidung von Warping
Nachdem wir die Ursachen für das Warping identifiziert haben, können wir nun untersuchen, wie wir es verhindern können. Die Optimierung der Hardware des 3D-Druckers ist ein wichtiger Schritt in diesem Prozess.
Es ist wichtig, die Temperatur des zu druckenden Materials zu regulieren. Deshalb kann eine beheizte Bauplatte am 3D-Drucker dazu beitragen, Verformungen zu verhindern, indem sie das Abkühlen und Zusammenziehen kontrolliert.
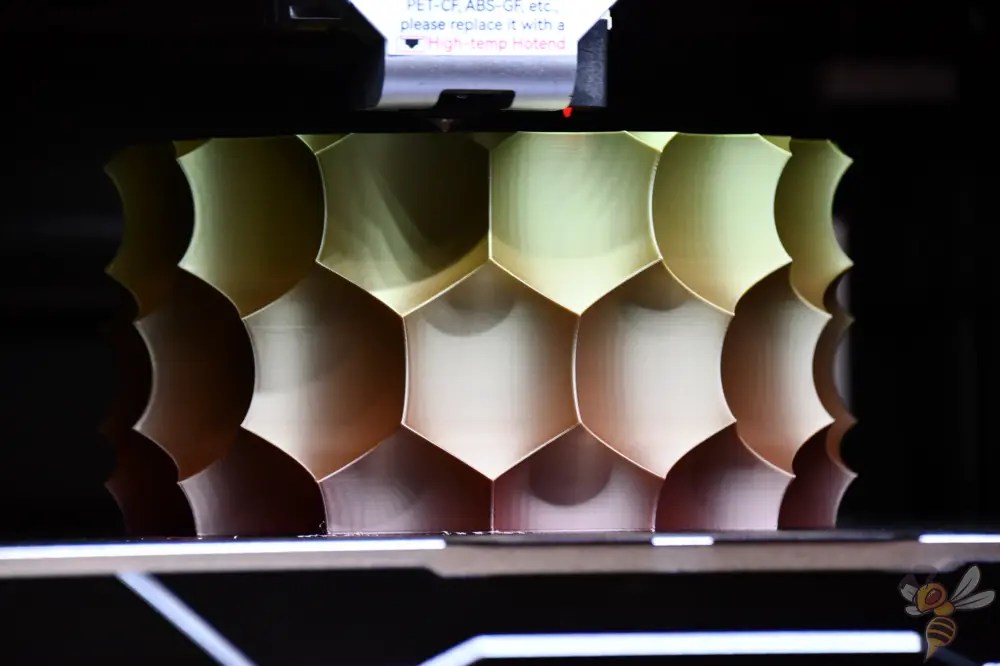
Außerdem hilft ein beheiztes Gehäuse dabei, eine stabile Temperatur, um den Druck herum aufrechtzuerhalten, was das Auftreten von Verformungen deutlich reduziert, da die Schrumpfung aufgrund der schnellen Abkühlung minimiert wird. 3D-Drucker mit Gehäuse sind ideal, um Warping beim ABS-Druck zu vermeiden.
Beheiztes Bett: Dein erster Schutz gegen Warping

Moderne 3D-Drucker besitzen meistens ein beheiztes Bett, das die Haftung des Filaments auf der Druckoberfläche verbessert. Es bietet die folgenden Vorteile:
- Kann Warping verhindern, indem es die Haftung am Druckbett erhöht.
- Hält die unteren Schichten des 3D-Drucks auf einer konstanten Temperatur, um ein schnelles Abkühlen und übermäßiges Zusammenziehen des Filaments zu verhindern
- Ermöglicht den Druck mit Hochtemperaturmaterialien wie ABS und PETG durch Aufrechterhaltung einer angemessenen Betttemperatur.
- Minimiert die Entstehung von inneren Spannungen innerhalb des 3D-Modells.
Perfekte Bettadhäsion erreichen
Die Optimierung der Bettadhäsion ist ein entscheidender Schritt, um Verformungen zu verhindern. Eine starke Haftung zwischen deinem 3D-Druck und der Druckplatte ist entscheidend für ein verzugsfreies Druckobjekt.
Hier sind die Schritte, um die Haftung des Druckbetts zu verbessern (hier findest du den kompletten Artikel dazu):
- Reinige das Druckbett: Stelle sicher, dass das Druckbett frei von Staub, Fett und Rückständen ist. Ein sauberes Bett bedeutet, dass das Filament am Bett selbst haftet und nicht an Fremdkörpern, die die Stabilität des 3D-Drucks beeinträchtigen könnten.
- Nivelliere die Druckplatte neu: Ein gleichmäßig nivelliertes Bett ist wichtig, um den richtigen Abstand zwischen Düse und Druckbett über die gesamte Druckfläche einzuhalten.
- Verringere den Düsenabstand (z-Offset): Wenn du den Abstand zwischen der Nozzle und dem Druckbett verringerst, wird das Filament fester auf das Bett gepresst, was die Haftung verbessert.
- Verlangsame die Druckgeschwindigkeit der ersten Schicht: Wenn du die erste Schicht langsamer druckst, hat das Filament mehr Zeit, heiß und flüssig zu bleiben, was seine Verbindung mit dem Druckbett verbessert. Versuche es mit 5-10 mm/s für die erste Schicht.
- Deaktiviere die Kühlung der ersten Schicht: Das Ausschalten der Kühlgebläse für die erste Schicht verhindert ein vorzeitiges Abkühlen des Filaments und sorgt so für eine bessere Haftung.
- Erhöhe die Druckbetttemperatur: Ein wärmeres Druckbett hält das Filament länger formbar und sorgt für eine bessere Haftung.
- Dickere erste Schicht: Genauso wie die Verlangsamung der Druckgeschwindigkeit hält eine dickere erste Schicht das Filament länger heiß und fördert so die Haftung.
- Kleber auftragen: Verwende Klebstoffe wie Haarspray, Klebestifte, Blue Tape oder spezielle 3D-Druck-Klebstoffe, um das Filament auf dem Bett zu befestigen.
- Verwende ein Brim, Mauseohren oder ein Raft: Diese Elemente vergrößern die Oberfläche der ersten Schicht und sorgen für einen besseren Halt auf dem Bett. Allerdings kann es manchmal schwierig sein, sie nach dem Druck zu entfernen.
- Ersetze das Druckbett: Wenn alles andere fehlschlägt, solltest du dein Druckbett durch ein hochwertiges Produkt wie ein PEI-Druckbett ersetzen, das für seine hervorragenden Hafteigenschaften für die meisten Filamente bekannt ist.
Der Vorteil geschlossener Druckkammern

Geschlossene Druckkammern bieten mehrere Vorteile, wenn es darum geht, Verformungen zu bekämpfen. Sie sorgen dafür, dass die Temperatur in der geschlossenen Druckkammer konstant bleibt und der Druck gleichmäßig und allmählich abkühlt.
Eine stabile Temperatur ist entscheidend für den Druck von Materialien mit hohen Glasübergangstemperaturen, da sie das schnelle Schrumpfen und Warping verhindert, das beim Abkühlen auftritt. Außerdem kann der Einsatz von Heizungen in geschlossenen Kammern eine kontrolliertere Umgebung schaffen, was bei Materialien wie ABS, die sich bei thermischer Kontraktion verziehen können, von Vorteil ist.
Mauseohren und Brims für Warp-freie Drucke
Die Anpassung der Slicer-Einstellungen kann ein entscheidender Faktor im Kampf gegen das Warping sein, und hier kommen Mauseohren und Brims ins Spiel.
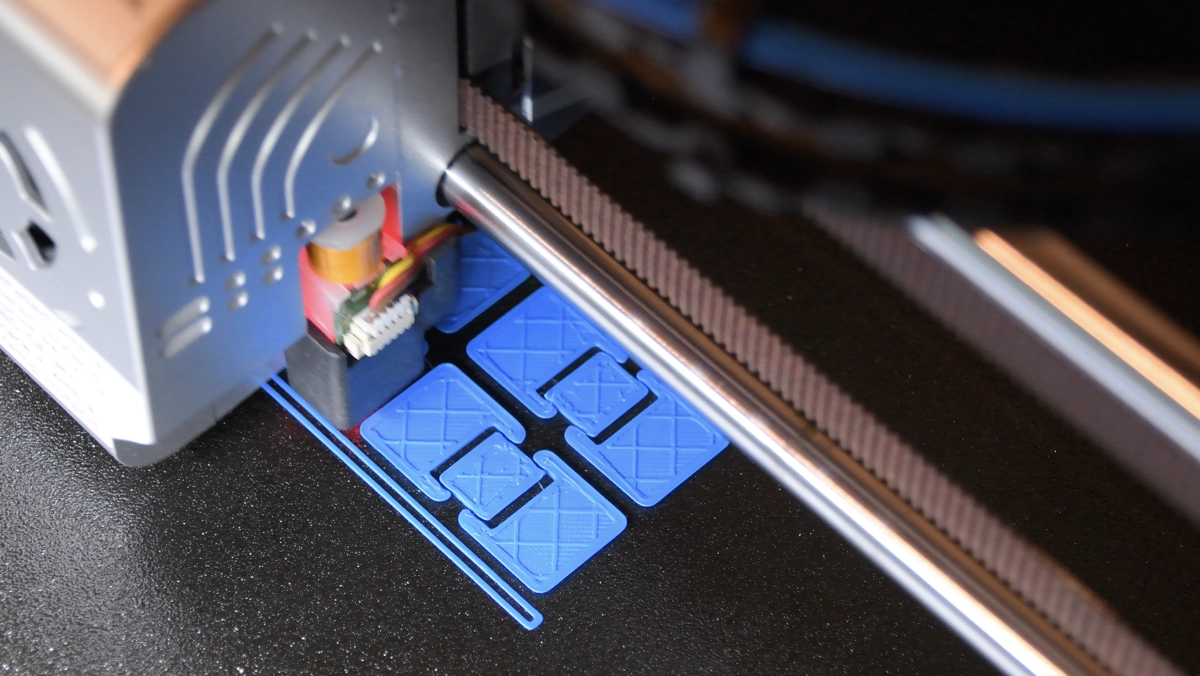
Mausohren sind kleine, runde Scheiben, die an den Ecken eines Drucks angebracht werden und den Ohren einer Maus ähneln, daher der Name. Sie vergrößern die Oberfläche der Ecken des 3D-Modells, die sich oft als erstes anheben und verziehen. Wenn du Mauseohren anbringst, verteilst du die Zugkräfte, die durch das Schrumpfen entstehen, gleichmäßiger und verringerst so die Wahrscheinlichkeit, dass sich das Modell verzieht.
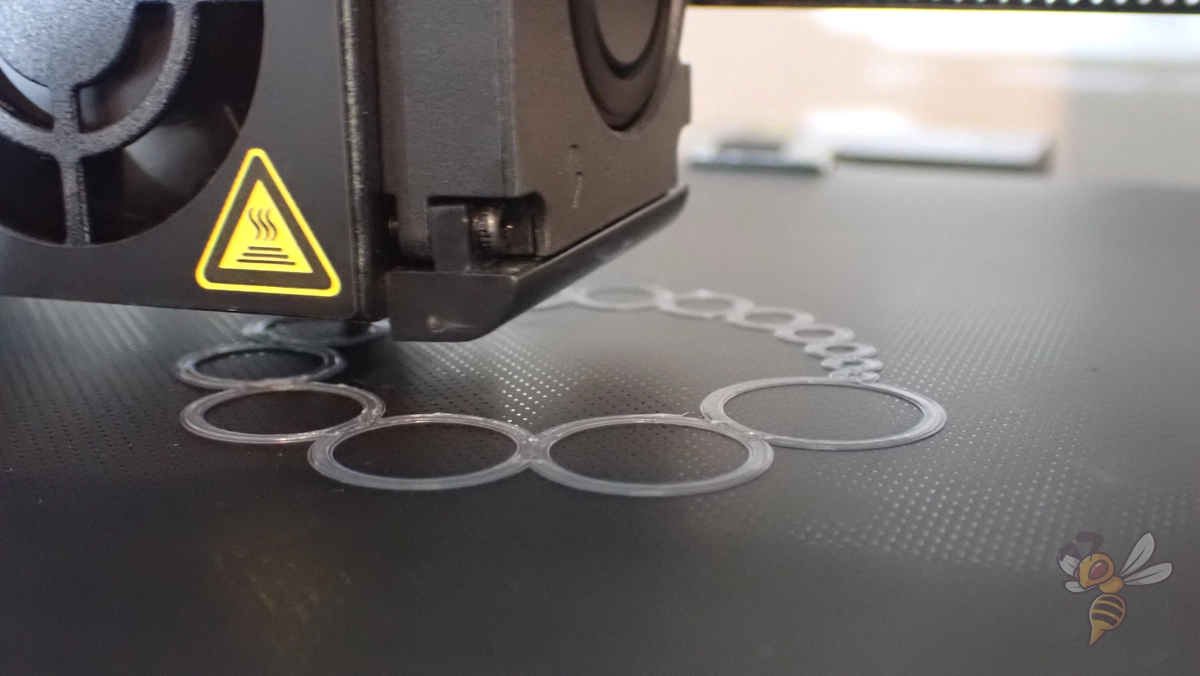
Brims hingegen sind dünne, flache Erweiterungen, die die Basis deines Abdrucks umgeben, ähnlich wie die Krempe eines Huts. Sie vergrößern die Aufstandsfläche deines Objekts auf der Druckplatte, was die Haftung verbessert und den nach oben gerichteten Kräften entgegenwirkt, die eine Verformung verursachen. Brims sind besonders nützlich für Objekte mit einer kleinen Grundfläche oder für Objekte mit risikoreichen Geometrien.
Sowohl die Mausohren als auch die Ränder lassen sich leicht in der Slicer-Software gestalten und können nach dem Druck wieder entfernt werden. Sie verbrauchen zwar zusätzliches Material, aber im Gegenzug wird der Druckprozess reibungsloser und zuverlässiger und die Chance auf verzugsfreie Ergebnisse steigt. Indem du diese vom Slicer erzeugten Strukturen einbaust, minimierst du proaktiv die Belastungen, die zu Warping führen, was letztendlich zu saubereren und genaueren Drucken führt.
Verzogene Drucke reparieren: Geht das?
Was passiert, wenn sich dein Druck bereits verzogen hat? Gibt es eine Chance, ihn zu retten?
Es kann extrem schwierig sein, einen verzogenen 3D-Druck zu reparieren, vor allem bei Objekten, die präzise und genaue Maße erfordern. In vielen Fällen ist es fast unmöglich, die Verformung zu korrigieren.
Bei Gegenständen mit weniger kritischen Toleranzen ist es jedoch möglich, das Teil mit einer Heißluftpistole zu erwärmen und neu zu formen, um den Materialverzug zu beheben.
FAQ – Häufig gestellte Fragen
Wie kann ich verhindern, dass sich PLA verzieht?
Um das Warping beim Drucken mit PLA zu verhindern, kannst du die folgenden Techniken anwenden:
- Nutzung des beheizten Druckbetts: Wenn du die Druckplatte auf einer konstanten, moderaten Temperatur von etwa 60 °C hältst, bleibt die Form von PLA in den ersten Druckphasen erhalten.
- Optimiere die Einstellungen für die erste Schicht: Reduziere die Druckgeschwindigkeit für die erste Schicht auf etwa 5-10 mm/s, um die Haftung des PLA am Druckbett zu verbessern und zu verhindern, dass es zu schnell abkühlt und sich verzieht.
- Z-Offset einstellen: Stelle den Abstand zwischen der Nozzle und dem Druckbett so ein, dass die erste Schicht fest haftet, ohne zu kratzen oder nicht zu haften.
- Klebstoff verwenden: Für zusätzlichen Halt kannst du eine dünne Schicht Klebstoff auf das Druckbett auftragen. Dazu eignen sich z. B. blaues Malerband, ein Klebestift oder eine dünne Schicht Haarspray.
Mit diesen Strategien kannst du das Risiko des Warpings von PLA-Drucken erheblich verringern.
Warum verziehen sich meine 3D-Drucke?
Deine 3D-Drucke verziehen sich aufgrund von thermischer Verformung, die auftritt, wenn sich Kunststoffe beim Erhitzen ausdehnen und beim Abkühlen zusammenziehen. Dies ist beim FDM-3D-Druck mit Thermoplasten üblich.
Sind manche Materialien anfälliger für Verformungen als andere?
Ja, Materialien mit höheren Schmelzpunkten und Abkühlungsraten, wie ABS und HIPS, sind anfälliger für Verformungen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
