
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
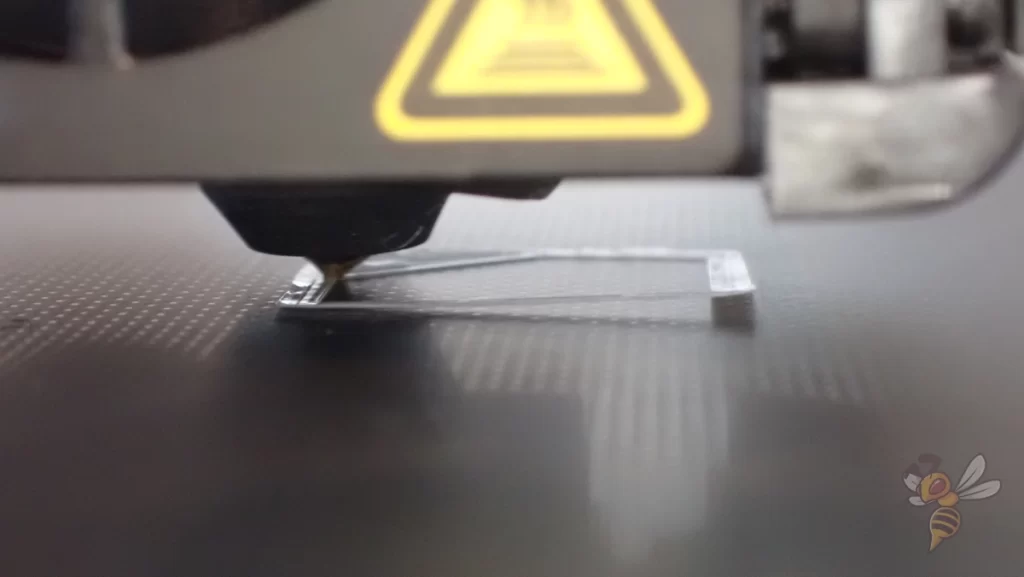
Beim Drucken von PLA-Filament hilft ein beheiztes Bett bei der Haftung. Aber du kannst die Temperatur des Druckbetts nicht einfach endlos erhöhen – die richtige Balance ist entscheidend, um Druckfehler zu vermeiden.
- Höhere Druckbett-Temperaturen führen zu einer besseren Haftung, weil sie die Basis des 3D-Drucks warm halten, so dass das PLA-Filament leicht schmelzen und mit dem Druckbett verschmelzen kann. Wenn das Filament abkühlt und gleichmäßig auf dem beheizten Bett erstarrt, haftet es besser und die Wahrscheinlichkeit, dass sich der Druck während des Druckvorgangs verzieht (Warping) oder löst, sinkt.
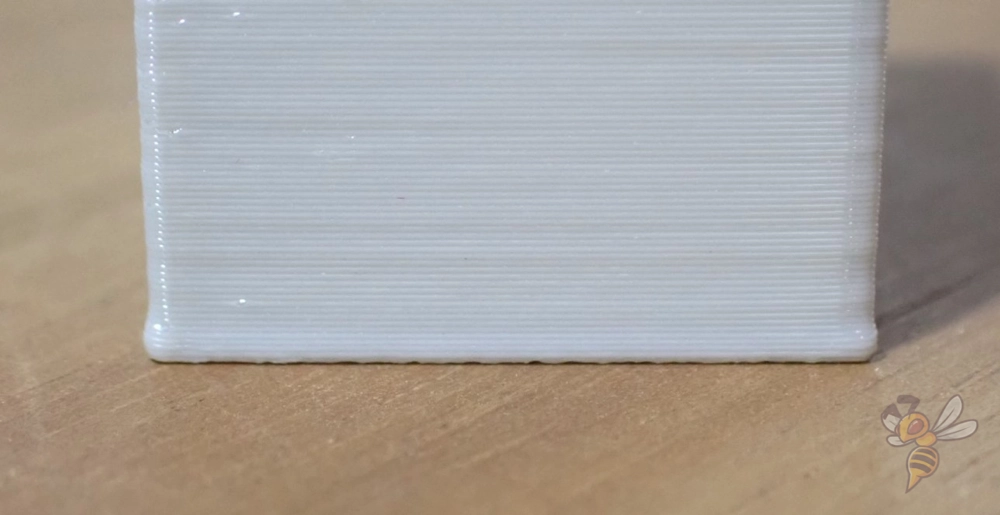
- Wenn die Temperatur des Druckbetts jedoch zu hoch ist, kann dies zu anderen Problemen führen, z. B. zu einer Ausdehnung der ersten Schichten, die auch als Elefantenfuß bezeichnet wird. Die übermäßige Hitze hält das Filament zu lange weich, sodass sich die unteren Schichten nach außen quetschen.
In diesem Artikel erfährst du, welche Druckbett-Temperatur für PLA optimal ist und wie du die richtige Temperatur für dein Filament und dein Druckbett findest.
Optimale Druckbett-Temperatur für PLA

Die ideale Druckbett-Temperatur für PLA liegt zwischen 55 °C und 65 °C. Dieser Bereich bietet ein gutes Gleichgewicht, damit das PLA gut haftet, ohne sich zu verformen und ohne einen Elefantenfuß zu bilden.
Temperaturen in diesem Bereich helfen der ersten PLA-Schicht, am beheizten Bett zu haften, und sorgen für eine glatte und stabile Grundlage für den Rest deines Drucks.
- Beginne bei 55 °C: Beginne mit der Einstellung deines Bettes auf 55 °C, was für die meisten PLA-Filamente ausreichend ist.
- Passe sie bei Bedarf an: Wenn du merkst, dass die erste Schicht nicht gut haftet, erhöhe die Temperatur in 5 °C-Schritten, aber versuche, 65 °C nicht zu überschreiten.
- Beobachte und passe an: Beobachte deine Drucke und passe die Temperatur je nach Druckqualität und der von dir verwendeten PLA-Marke an. Bei einigen Marken kann es sein, dass für eine optimale Haftung leichte Anpassungen innerhalb dieses Bereichs erforderlich sind.
Denke daran, dass das Ziel darin besteht, eine Druckbett-Temperatur zu erreichen, bei der das PLA während des Drucks haftet, sich aber nicht verzieht oder verformt. Wenn du innerhalb dieses empfohlenen Bereichs experimentierst und deine Ergebnisse genau beobachtest, wirst du die beste Einstellung für deinen 3D-Drucker und dein Filament finden.
Feinabstimmung der Druckbett-Temperatur für PLA
Die Feinabstimmung der Druckbett-Temperatur ist der Schlüssel zu einer perfekten ersten Schicht. Dein Ziel ist es, ein Gleichgewicht zu finden, das eine starke Haftung gewährleistet, ohne Probleme wie einen Elefantenfuß zu verursachen.
Hier erfährst du, wie du die Temperatur anpassen kannst und woran du erkennst, dass sie zu hoch oder zu niedrig ist:
Anzeichen dafür, dass die Temperatur deines Bettes zu hoch ist:
- Warping: Die Ränder heben sich vom Bett ab, weil der Druck ungleichmäßig abkühlt.
- Erste Schicht(en) zu weich: Die erste Schicht ist zu weich, was bedeutet, dass das PLA nicht ausreichend abgekühlt ist. Das kann dazu führen, dass die ersten Schichten zu breit werden.
- Übermäßige Haftung: Der Druck lässt sich nur schwer entfernen, wodurch sowohl der Druck als auch das Bett beschädigt werden können.
Anzeichen dafür, dass die Temperatur deines Druckbetts zu niedrig ist:
- Schlechte Adhäsion: Die erste Schicht haftet nicht, was dazu führt, dass sich die Drucke auf dem Bett bewegen oder verrutschen.
- Schnelles Abkühlen: Das PLA kühlt zu schnell ab, sodass es sich nicht richtig mit dem Bett oder den nachfolgenden Schichten verbindet.
- Unvollständige Drucke: Wenn die erste Schicht nicht gut haftet, können die Drucke vorzeitig ausfallen, was zu einer falschen Ausrichtung oder Ablösung führt.
Wenn du diese Anzeichen beobachtest, passe die Temperatureinstellungen an. Beginne bei 55 °C und beobachte das Ergebnis.
Wenn du Anzeichen für eine schlechte Haftung feststellst, erhöhe die Temperatur schrittweise um 5 °C, bis du Verbesserungen feststellst. Wenn dir die Temperatur des Druckbetts aufgrund der oben genannten Anzeichen zu hoch erscheint, verringere sie in kleinen Schritten, sodass du bei jedem Druck weitere Anpassungen vornehmen kannst.
Faustregel: Wenn du mit PLA bei 60 °C keine gute Haftung erreichst, solltest du zuerst versuchen, die Bettadhäsion mit anderen Methoden zu verbessern, bevor du die Druckbett-Temperatur erhöhst.
Verbesserung der Druckbett-Haftung ohne Erhöhung der Druckbett-Temperatur für PLA
Wenn die einzige Möglichkeit, eine ausreichende Bettadhäsion zu erreichen, darin besteht, zu hohe Temperaturen zu verwenden, die zu einem Elefantenfuß führen, solltest du einige der folgenden Methoden anwenden. Diese Methoden helfen dir, die Haftung zu verbessern und eine perfekte erste Schicht bei 60 °C zu erhalten.
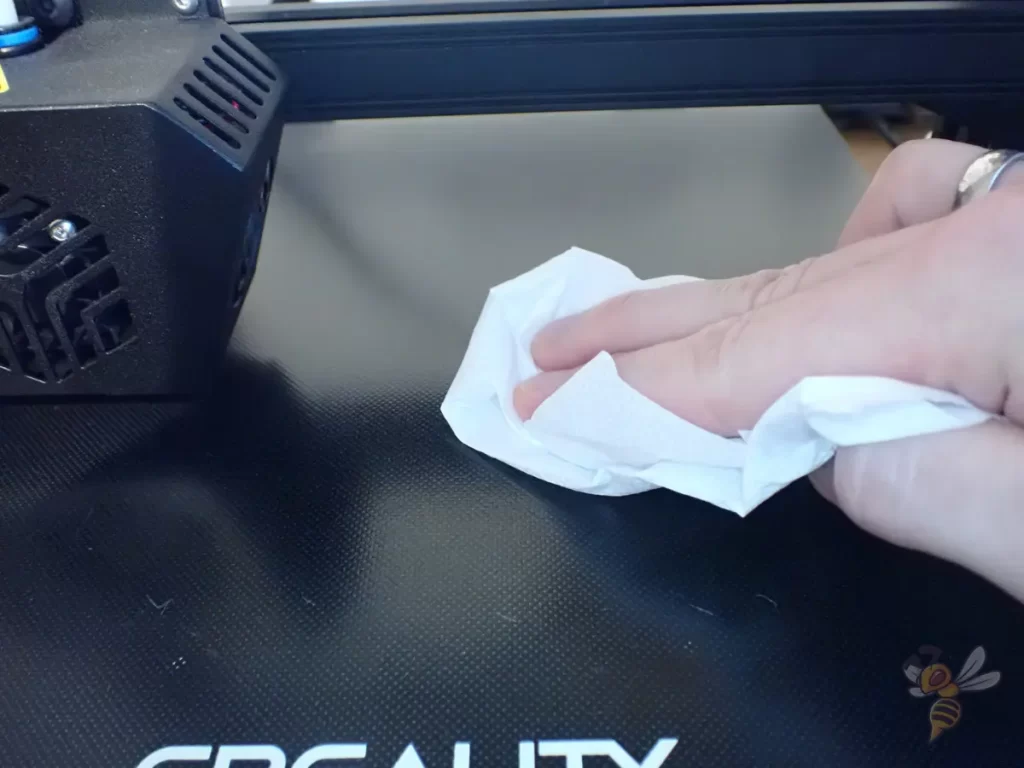
Reinige das Druckbett regelmäßig:
- Warum: Rückstände von früheren Drucken und Öle/Fette von deiner Haut können verhindern, dass das Filament richtig haftet. Ein sauberes Bett sorgt für eine bessere Haftung.
- Wie: Verwende einen Spachtel oder deine Fingernägel für altes Filament, ein fusselfreies Tuch für Staub, Wasser und Spülmittel für Fett und Isopropylalkohol für hartnäckige Rückstände.
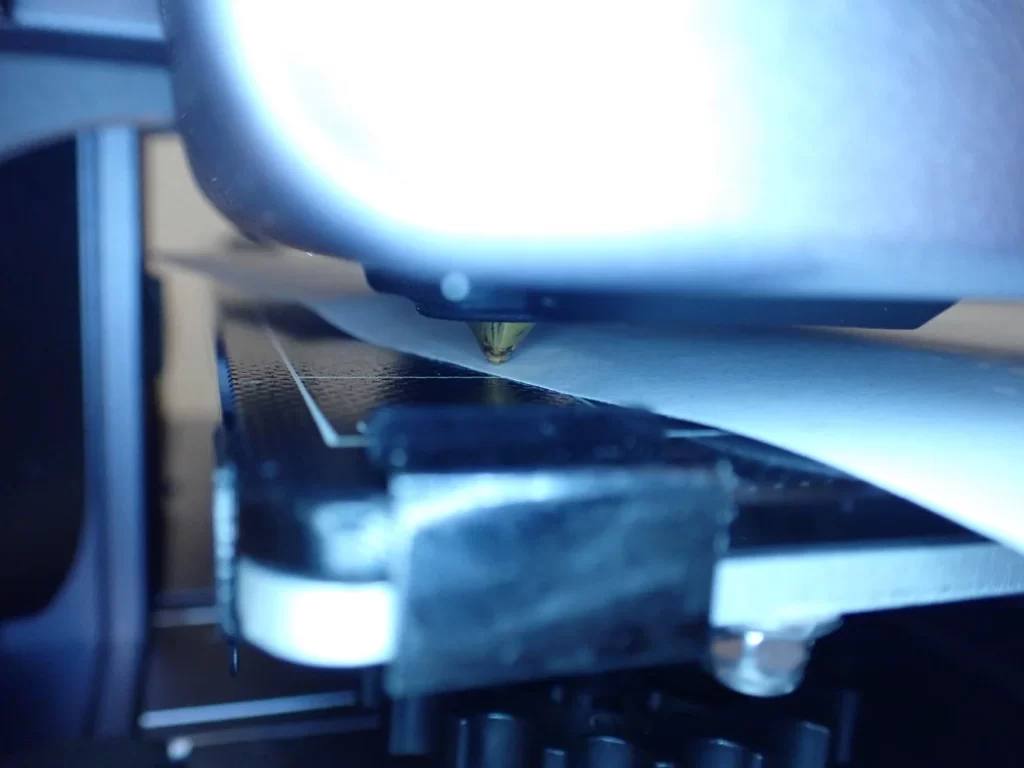
- Warum: Ein unebenes Druckbett führt zu ungleichmäßiger Haftung auf der Druckfläche. Ein ebenes Bett sorgt für einen gleichmäßigen Kontakt zwischen dem Filament und dem Bett.
- Wie: Justiere die Schrauben des Druckbetts so, dass ein Stück Papier zwischen Nozzle und Druckbett noch mit etwas Reibung bewegt werden kann.
Optimiere die Einstellungen für die erste Schicht:
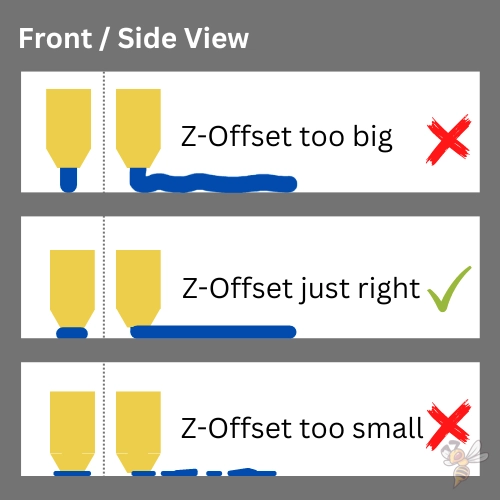
- Z-Offset: Ein engerer Abstand zwischen Nozzle und Druckbett drückt das Filament in das Druckbett und verbessert die Haftung. Achte aber darauf, das Filament nicht zu zerquetschen oder die Extrusion ganz zu blockieren.
- Geschwindigkeit: Wenn du die Druckgeschwindigkeit der ersten Schicht auf 5-10 mm/s reduzierst, hat das Filament mehr Zeit, sich zu erwärmen und mit dem Bett zu verschmelzen, damit es nicht zu schnell abkühlt.
- Schichtdicke: Eine dickere erste Schicht erhöht den Oberflächenkontakt mit dem Bett und verbessert den Grip. Die Höhe der ersten Schicht sollte mindestens 0,2 mm betragen.
Schalte die Kühlung der ersten Schicht aus:
- Warum: Wenn die erste Lage zu schnell abkühlt, kann sie sich zusammenziehen und vom Bett abheben. Wenn du die Kühlung ausschaltest, kann sich das Filament besser mit dem Bett verbinden.
- Wie: Deaktiviere die Kühlung für die ersten Schichten in den Einstellungen deinem Slicer.
Verwende ein Brim, Raft oder Mouse Ears:
- Warum: Vergrößert die Oberfläche der ersten Schicht, die das Bett berührt und erhöht damit die Haftung.
- Wie: Wähle in den Optionen für die Bettanhaftung in deinem Slicer die Option Brim oder Raft aus. Für Mauseohren musst du oft ein Slicer-Plugin verwenden. Mouse Ears und Brims sind leichter zu entfernen und ideal für empfindliche Teile, während Rafts eine stabile Basis für Drucke mit kleinen Fußabdrücken bieten.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
