
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Stringing beim 3D-Druck erzeugen Frustration und oftmals das Gefühl der Überforderung, wenn du nicht weißt, warum es auftritt oder wie du es beheben kannst.
Beim 3D Druck sind Druckfehler keine Seltenheit und du bist mit dem Problem, dass dein PLA Fäden zieht, nicht alleine.
In diesem Artikel erfährst du, was Stringing ist, warum dieser Druckfehler auftritt und welche Lösungsvarianten bestehen. Ich habe schon über 40 verschiedene 3D-Drucker Modelle kalibriert und garantiere dir, dass die Schritte bei PLA funktionieren.
Um Stringing bei PLA zu vermeiden sind diese Schritte notwendig:
- Nur trockenes PLA verwenden
- Nozzle reinigen
- Drucktemperatur verringern
- Retraction aktivieren
- Retraction Einstellungen optimieren
- Fahrgeschwindigkeit erhöhen
Was ist Stringing beim PLA Druck?
Wenn du mit dem Filament PLA arbeitest, kann es vorkommen, dass dieser Werkstoff Fäden zieht. Stringing zählt zu den häufigsten Problemen, die beim 3D-Print auftauchen.
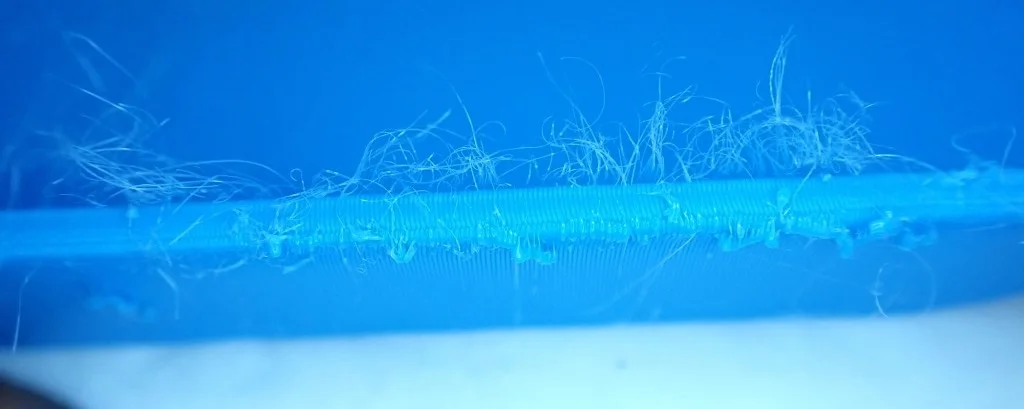
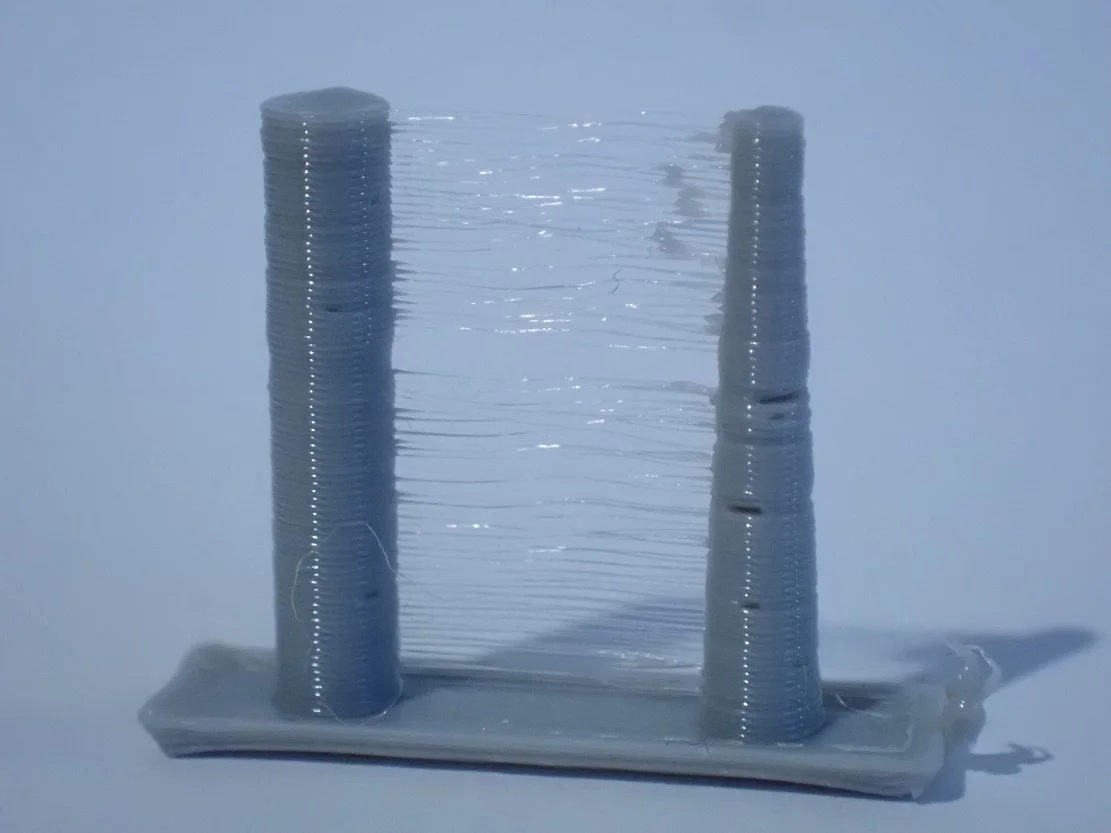
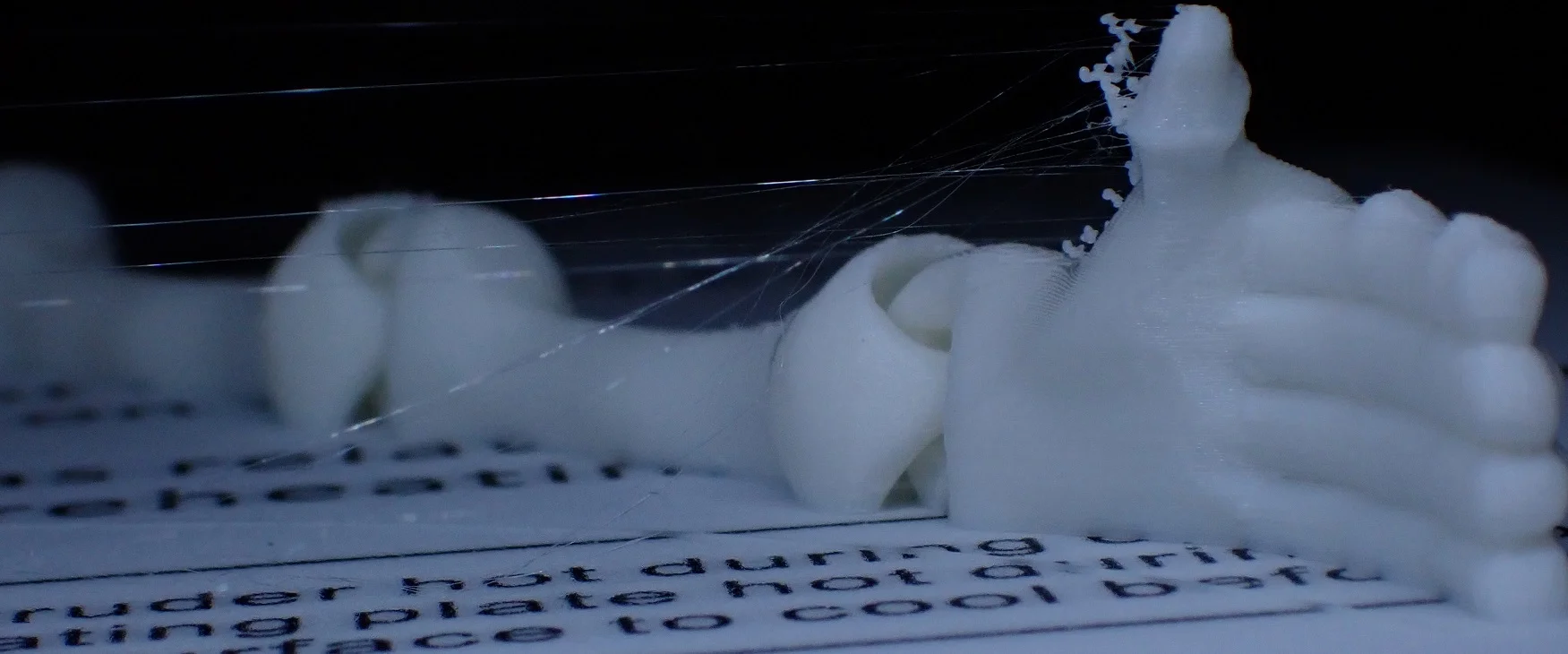
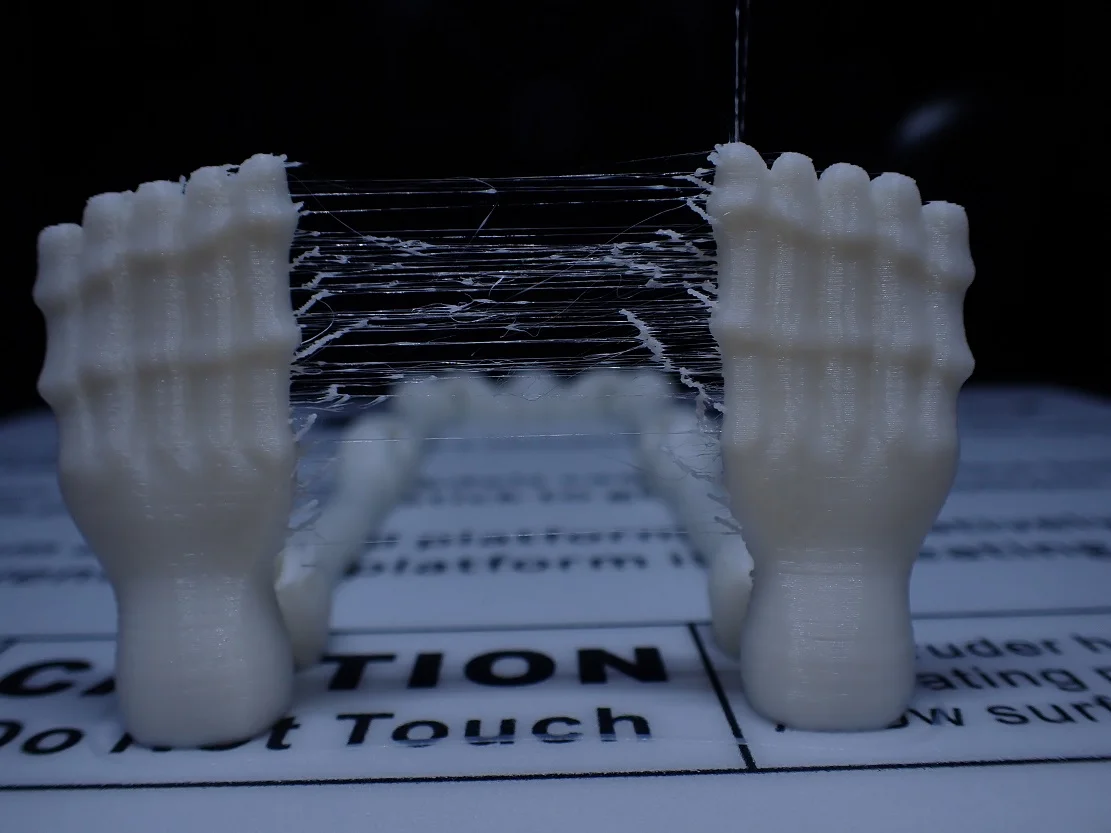
Stringing ist die englische Bezeichnung für den Besaitungseffekt, bei welchem sich unschöne dünne Filamentfäden oder -haare bilden.
Wenn du ein Objekt aus dem Filament PLA druckst, kann es passieren, dass dieser Werkstoff unschöne Fäden zieht, die an ein Haar oder eine Spinnwebe erinnern.
In den meisten Fällen ist das gedruckte Objekt aufgrund der ungewollten Strähnen hässlich anzusehen und unbrauchbar.
Stringing tritt dann auf, wenn das PLA Filament an Bereichen deiner Düse austritt, an welchen eigentlich kein Druck bestehen soll. Dieses Phänomen wird auch als Nässen bezeichnet. Die Düse nässt vor allem dann, wenn sich der Kopf der Düse von einem Druckabschnitt zum nächsten Abschnitt bewegt.
Es ist jedoch auch möglich, dass das Stringing-Problem mitten in einer Lücke auftaucht. Hierbei bleiben oftmals kleine Klumpen oder Säulen von PLA zurück, welche anschließend durch die Fäden mit dem restlichen Objekt verbunden werden.
Warum sickert PLA aus der Düse?
Der Grund hierfür ist, dass Teile des Werkstoffes dem Heizelement ausgesetzt waren. Somit wurde das PLA geschmolzen und befindet sich in der Düse.
Wenn der Extruder auf das geschmolzene PLA keinen Druck ausübt, schlägt die Schwerkraft zu und das flüssige Filament tritt aus der Nozzle aus.
Der Austritt des PLA Werkstoffes ist extrem langsam und die Menge ist gering. Folglich bilden sich nur hauchdünne Stränge, die als String bezeichnet werden.
Falls du größere Austrittsmengen siehst, können sich auch unschöne Kleckse entstehen. Wie du diesen Druckfehler behebst, ist in diesem Artikel geschildert: 3D-Drucker-Guide 👉 Kleckse, Pickel, Blobs & Zits Vermeiden
Ist PLA anfälliger für Stringing als andere Filamente?
Jeder Werkstoff weist einen anderen Drucktemperaturbereich auf. Bei PLA beträgt der Drucktemperaturbereich 185 bis 205 Grad Celsius.
Andere Filamente wie beispielsweise PETG weisen einen Drucktemperaturbereich von 220 bis 245 Grad auf.
Generell reduzieren höhere Temperaturen die Viskosität des Filaments und somit neigen diese Werkstoffe eher zum Stringing als PLA. Dennoch tritt dieser Druckfehler auch bei PLA auf, da noch andere Faktoren für dieses Phänomen ausschlaggebend sind.
Wenn du das Stringing-Problem beim PLA gemeistert hast, kannst du dich an einem anderen Filamenttyp wagen. In unserem umfangreichen Filament-Guide kannst du dir Inspiration holen: Guide: 3D-Drucker Filamente – 40 Filament-Arten Vorgestellt
So Vermeidest du Stringing Schritt-für-Schritt
Die Ursachen für diesen Druckfehler sind breit gefächert. Wir möchten dir einen Überblick über mögliche Problemlösungen verschaffen, damit du das Ziehen von PLA Fäden vermeiden kannst, sei es durch eine Änderung der Druckereinstellungen oder durch andere Maßnahmen.
Schritt 1: PLA Filament trocknen
Stelle sicher, dass dein PLA Filament nicht feucht ist. Wie auch andere 3D-Werkstoffe neigt PLA dazu, Wassermoleküle anzusaugen. Dies ist speziell dann der Fall, wenn du das PLA längere Zeit ohne adäquate Verpackung an der Luft liegen lässt.
Da die Feuchtigkeit mikroskopisch klein ist, kannst du diese nicht immer mit freiem Auge wahrnehmen. Diese Feuchtigkeitsansammlungen können kleine Blasen bilden, welche beim Ausdehnen zerplatzen.
Das Filament dehnt sich dann aus, wenn dein PLA den hohen Drucktemperaturen im Hot End ausgesetzt sind. Der beim Zerplatzen der Luftblasen entstehende Druck reicht oftmals aus, dass das geschmolzene PLA ungewollt aus der Düse austreten kann und den unliebsamen Stringingeffekt erzeugt.
Wie kann ich mein PLA Filament vor Feuchtigkeit schützen?
Vermeide Stringing aufgrund von feuchtem PLA, indem du dein Filament luftdicht aufbewahrst. Hierfür bieten sich zum Beispiel spezielle Vakuumierbeutel für Filamente* an. Du kannst die Luft damit aus dem Beutel saugen und somit vorbeugen, dass dein Filament Wassermoleküle aus der Luft an sich bindet.
Alternativ bieten sich luftdichte Behälter zur Aufbewahrung an. Empfehlenswert ist die Zugabe von einem Päckchen Trockenmittel*.
Du kannst dein PLA Filament auch in einem Backofen trocknen. Gib deinen PLA Werkstoff zum Trocknen in den Ofen und stelle sicher, dass du den Trockenvorgang bei einer nicht zu hohen Temperatur durchführst, damit das Filament weder überhitzt noch zu schmelzen beginnt.

Kompletter Artikel:
3D-Drucken: Filamente Trocknen: PLA, ABS, Nylon und Co.
Schritt 2: Nozzle Reinigen
Nicht nur nach langen Druckaufträgen neigt PLA dazu, auf der Innenfläche deiner Düse dünne Rückstände zu hinterlassen.
Wenn du trotz dieser Rückstände mit dem 3D-Print fortfährst, besteht das Risiko, dass sich größere Filamentmengen an diesen Rückständen ablagern. Folglich kann das geschmolzene PLA nicht mehr ungehindert aus der Nozzle fließen. Zudem bleibt das geschmolzenes PLA nicht mehr an den Innenwänden der Düse haften und rinnt ungehindert aus der Düse aus.
Wie reinige ich die Düse?
Reinige die Düse nach jedem 3D-Print und achte darauf, dass auf der Innenseite der Nozzle keine Rückstände anhaften. Du hast die Wahl zwischen unterschiedlichen Reinigungsmethoden, die wir dir nun erklären möchten.
Alternativ kannst du auch in diesen Artikel reinschauen: Eine 3D-Druckerdüse Reinigen | Alle Methoden Step by Step
Die einfachste Variante der Reinigung ist, die Nozzle zu bürsten. Verwende hierfür eine Bürste, die mit Metalldrähten versehen ist.
Eine weitere Möglichkeit ist die Verwendung eines Stücks PLA Filament, damit du die Kaltzieh-Methode durchführen kannst.
Du kannst auch die Düse zerlegen und die Nozzle in Aceton einlegen.
Empfehlenswert sind spezielle Reinigungssets für 3D-Drucker Nozzles. Dieses hier* nutze ich regelmäßig.
Schritt 3: Drucktemperatur Verringern
Wenn du die eben aufgelisteten Ursachen für das Stringing-Problem ausschließen kannst, solltest du die Drucktemperatur überprüfen. Stringing tritt häufig aufgrund einer zu hohen Drucktemperatur auf.
Die Stringing Wahrscheinlichkeit wird durch eine Reduzierung der Drucktemperatur verringert.
Wenn du die Drucktemperatur verringerst, solltest du auch die Geschwindigkeit der Extrusion reduzieren. Grund hierfür ist, dass das Schmelzen des PLA Filaments bei geringerer Temperatur mehr Zeit in Anspruch nimmt.
Ideal ist zuerst die Einstellung auf die maximale Temperatur, bei welcher kein Stringing auftritt. Nun kannst du schrittweise versuchen, den sogenannten Sweet Spot zu finden.
Reduziere hierfür die Drucktemperatur in kleinen Schritten von je fünf Grad Celsius.
Es ist auch empfehlenswert, einen Testdruck durchzuführen, damit du die Temperaturkalibrierung überprüfen kannst, bevor du mit deinem 3D-Objekt loslegst.
Schritt 4: Retraction Aktivieren
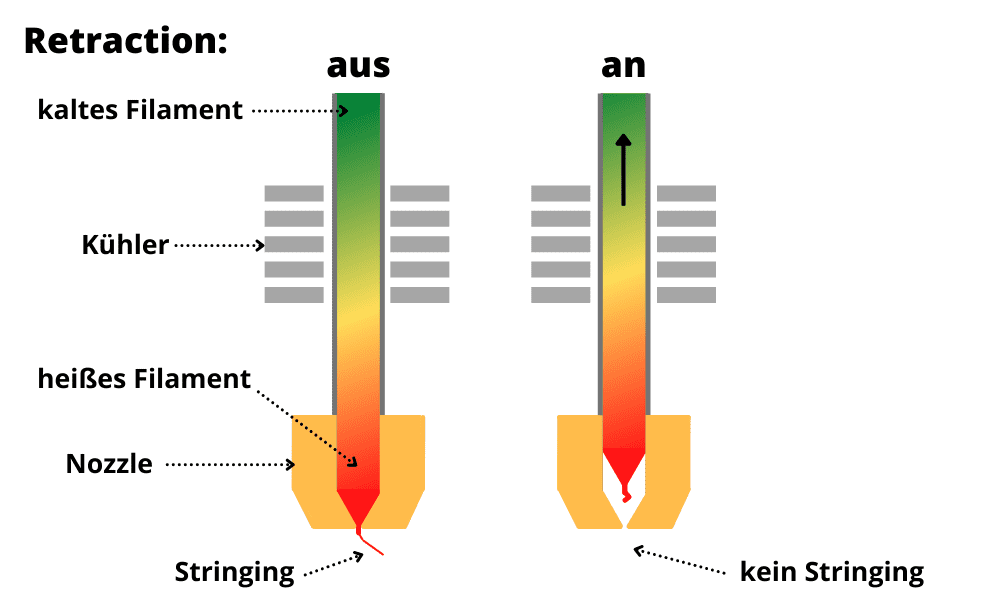
Eine recht zuverlässige Geheimwaffe, Stringing zu lösen, stellt die Aktivierung der Retraction (Filament Rückzug) dar.
Bei der Retraction werden Teile deines PLA Filaments vom Düsenende zurückgezogen. Hierbei drehen sich die Extruder Zahnräder in die entgegengesetzte Richtung und es werden nur geringe Mengen des PLA Werkstoffs von der Nozzle weggezogen.
Jedoch wird nicht das bereits geschmolzene PLA zurückgezogen. Bei diesem Vorgang wird der auf das PLA ausgeübte Druck durch das darüber befindliche PLA reduziert. Diese Druckentlastung ist meist ausreichend, damit das Zurückziehen aktiviert und das Stringing-Problem verhindert wird.
3D-Drucker aktivieren Retraction dann, wenn ein leerer Raum vorliegt, über den der Druckkopf fahren muss.
Beim Großteil der gängigen Slicern ist die Retraction standardmäßig aktiv. Jedoch ist ein Blick auf die tatsächliche Aktivierung vor dem 3D-Print lohnenswert, da du das Stringing-Problem durch diese Einstellung schnell und einfach beseitigt werden kann.
Schritt 5: Retraction Einstellungen Optimieren
Du kannst mit zwei Einstellungen in Bezug auf die Retraction spielen. Hierzu zählt einerseits die Retraction Entfernung, andererseits die Retraction Geschwindigkeit.
Beide Einstellungen weisen meist ein paar integrierte Standardwerte auf, jedoch sind die Standardeinstellungen möglicherweise nicht für alle 3D-Prints ideal.
Retraction Strecke
Die Retraction Strecke gibt die Distanz an, welche dein PLA zurücklegen muss, wenn das Filament vom antreibenden Zahnrad zurückgezogen wird.
Generell sollte der Retraction Abstand beim Stringing-Problem lieber größer eingestellt sein. Bedenke jedoch, dass du den Retraction Abstand nicht sofort auf das Maximum erhöhen musst. Oftmals ist eine kleine Änderung ausreichend, da das PLA ja sofort am Hot End zur Verfügung stehen muss, wenn du deinen 3D-Druckvorgang fortsetzt.
Retraction Geschwindigkeit
Du kannst auch eine Anpassung der Retraction Gschwindigkeit durchführen. Ist die Retraction Geschwindigkeit schnell, wird das geschmolzene PLA rascher vom zusätzlichen Druck erlöst.
Schon mit einer geringfügigen Erhöhung der Geschwindigkeit für die Retraction kannst du das Risiko für Stringing reduzieren.
Ebenso wie bei der Retraction Entfernung solltest du bei der Retraction Geschwindigkeit auf einen Sweet Spot abzielen. Höhere Einstellungen minimieren das Stringing-Problem!
Bedenke jedoch, dass eine extrem schnelle Einstellung zum Abstreifen des PLA-Filaments vom Antriebsrad des Extruders führen kann. Somit können Probleme bei der Extrusion entstehen oder es kann sogar zu einer Blockierung der Nozzle kommen.
Schritt 6: Fahrgeschwindigkeit Erhöhen
Die Verfahrgeschwindigkeit stellt die am wenigsten kritische Einstellung des 3D-Drucker dar, welche zum Stringing beitragen kann. Auch wenn du die Fahrgeschwindigkeit anpasst, löst du nicht das Problem. Du musst unbedingt die Einstellungen der Retraction und der Temperatur optimieren.
Hierbei handelt es sich lediglich um den letzten Schritt, damit du das Stringing-Problem gänzlich lösen kannst.
Beim Großteil der gängigen Slicer-Programme besteht die Möglichkeit, die Verfahrgeschwindigkeit des Druckkopfes zu erhöhen, wenn sich der Druckkopf lediglich über leere Bereiche bewegt.
Wenn du die Verfahrgeschwindigkeit erhöhst, wird die druckleere Zeit reduziert. Somit hat dein PLA Filament weniger Zeit, aus der Nozzle herauszufließen und unschöne Fäden zu ziehen.
Empfehlenswert ist eine Einstellung zwischen 150 und 200 Millimeter je Sekunde.
Achte darauf, dass dein Druckkopf keinesfalls die maximale Fahrgeschwindigkeit aufnimmt, da dies die Qualität deines 3D Drucks negativ beeinflusst. Zudem kann eine zu schnell eingestellte Fahrgeschwindigkeit die strukturelle Integrität deines Prints negativ beeinflussen. Beginne somit bei einem akzeptablen niederen Wert und arbeite dich in Zehnerschritten nach oben.
Schritt 7: Z-Sprung Deaktivieren
Wenn dein 3D-Printer normal kalibriert ist, kannst du auf das Z-Hop verzichten. Z-Hop kann an den Punkten des Einzugs Pickel verursachen und somit das Risiko für Stringing erhöhen.
Schritt 8: Wipe Aktivieren
Die Einstellung Wipe sollte aktiv sein, damit das Düsenende vor der Leerfahrt von überschüssigem PLA befreit wird. Nur wenn das überschüssige PLA nicht am Düsenende anhaftet, kannst du einen fließenden Übergang zu der zuvor gedruckten Linie erzeugen.
Ist die Funktion Wipe aktiv, kannst du zudem unschöne Dellen an den Wechselpunkten der einzelnen Layers verhindert.
Schritt 9: Coasting Aktivieren
Diese Einstellung ist in Simplify3D einfach, während die Konfiguration in Cura ein wenig anspruchsvoller ist.
Für eine saubere Ausführung der Retraction benötigt der Feeder eine präzise Kontrolle über das PLA. Sagt der Feeder Stop, wird der Materialaustritt aus der Düse angehalten.
Bowdensysteme weisen den Nachteil auf, dass diese Einstellung nicht präzise ist. Für Abhilfe kann das Coasting sorgen, da der Vorschub des PLA Filaments vorzeitig gestoppt wird und wie der Name Coasting bereits sagt, ausrollen kann.
Aufgrund der Trägheit und Schwerkraft kann das nachfließende PLA Filament in die absichtlichen Lücken einsickern und rinnt bei der Leerfahrt nicht aus.
Wenn du Simplify3D verwendest, kannst du die Einstellung Ausroll-Strecke ändern.
Solltest du Cura einsetzen, musst du den Durchsatz selbst berechnen.
Schritt 10: Nozzle Tauschen
Stringing kann auch aufgrund einer beschädigten Düse auftreten. Überprüfe, ob deine Düse beschädigt, ausgefressen oder schlecht gebohrt ist.
Wenn du vorher einen 3D-Druck mit Carbon* oder Glow in the Dark Filament* durchgeführt hast, kann es sein, dass deine Düse beim Druck mit diesem Materialien Schaden genommen hat und dadurch das Stringing-Problem ausgelöst wird.
Abhilfe könnten Düsen aus gehärtetem Stahl* sein.
Schritt 11: Kleinere Nozzle
Eine weitere mögliche Ursache für das Stringing kann eine zu lange Schmelzzone darstellen. Wenn deine Düse einen großen Durchmesser aufweist, ist die Gefahr des Fädenziehens größer, als wenn du zu einer Nozzle mit geringem Durchmesser greifst.
Größere Düsen lassen mehr flüssiges PLA durch als Düsen mit geringem Durchmesser.
Das eigentlich empfehlenswerte SuperVolvano Hot End oder die Volcano Düse neigt dazu, mehr PLA zu bevorraten und somit kommt es leichter zum Stringing als beim Einsatz von kleinen und präzisen Nozzles.
Eine empfehlenswerte kleine Düse ist die V6*, da diese seltener zum Stringing führt.
Schritt 12: Dünnerer Bowden Schlauch
Solltest du einen Bowden 3D-Drucker verwenden, empfiehlt sich ein Bowdenschlauch, der einen kleineren Innendurchmesser aufweist*.
Du musst keinen teuren blauen Schlauch erwerben, ein dünner Schlauch mit einem Innendurchmesser von 1,9 ist für 1,75 Millimeter PLA ausreichend. Im Gegensatz zum Standarddurchmesser von 2,00 Millimeter wird das Risiko des Stringings minimiert.
Teste deine Druckereinstellungen
Wenn du alle Parameter optimiert hast, solltest du unbedingt einen Testdruck durchführen.
Natürlich ist ein Testdruck lähmend, jedoch kannst du der Verschwendung von Filament durch einen weiteren Fehldruck vorbeugen.
Nimm dir also die Zeit und kontrolliere deine getätigten Einstellungen, bevor du mit dem eigentlichen Objekt loslegst.
Einen perfekten Foltertest stellt ein Retraktionswürfel dar. Dieser Würfel setzt sich auf vielen identisch kleinen Würfeln zusammen, die durch winzige, kleine oder größere Lücken voneinander getrennt sind. Beim Probedruck dieses Retraktionswürfels kannst du überprüfen, ob du die optimalen Einstellungen getroffen hast und ob das Stringing-Problem nun gelöst ist oder nicht.
Fazit
Wenn du schon ein wenig Erfahrung im 3D-Druck gesammelt hast, fällt die Fehlerbehebung des Stringings leichter, als wenn du ein Neuling bist. Wir haben dir nun zahlreiche Lösungswege näher gebracht, damit du das Stringing auf Dauer in den Griff bekommst.
Achte stets darauf, Einstellungen nicht zu extrem zu ändern und ziehe schrittweise Veränderungen vor. Nimm dir nach der Änderung der Einstellungen die Zeit für einen Probedruck und spiel dich eventuell nochmals mit diversen Einstellungen, bevor du dich an dein geplantes 3D-Objekt heran wagst.
Meist sind mehrere Änderungen notwendig, um das Stringing beim PLA 3D-Druck in den Griff zu bekommen. Arbeite nach dem Ausschlussverfahren und gehe alle Punkte in der von uns aufgelisteten Reihenfolge durch.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
