
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
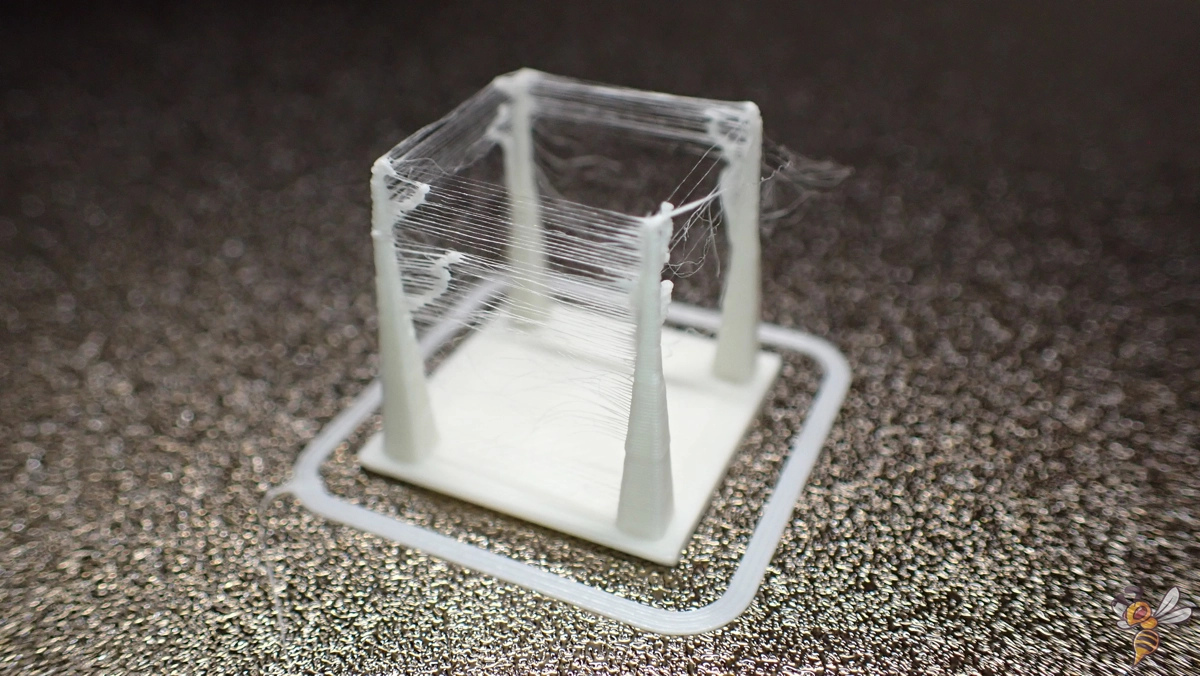
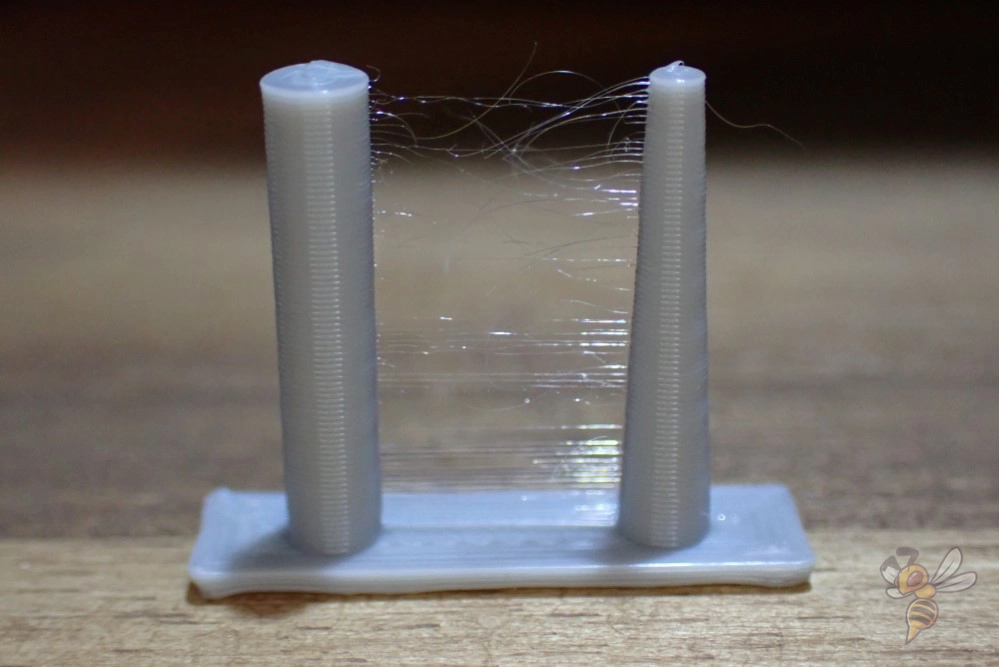
Der Umgang mit Stringing ist eine häufige Herausforderung beim 3D-Druck und führt selbst bei den erfahrensten Nutzern oft zu Frustration. Diese unerwünschten Filamentfäden beeinträchtigen nicht nur die Ästhetik des gedruckten Objekts, sondern können beim Entfernen auch hartnäckige Rückstände hinterlassen. Ein proaktiver Umgang mit Stringing ist daher unerlässlich, um saubere und professionell aussehende Drucke zu erhalten.
Um Stringing beim 3D-Druck zu vermeiden, musst du das Filament richtig trocknen und lagern, die Düse („Nozzle“) reinigen, die Kühlung anpassen, die Retraction und die Temperatur kalibrieren und Slicer-Tricks wie Combing und Coasting anwenden.
Das war die kurze Antwort. In diesem Artikel erfährst du in detaillierten, praktischen Schritten, wie du das machen kannst.
Ursachen für Stringing im 3D-Druck
Stringing im 3D-Druck wird hauptsächlich durch das unkontrollierte Austreten von flüssigem Filament während extrusionslosen Bewegungen verursacht. Dieses grundlegende Problem kann durch verschiedene Faktoren verursacht werden und lässt sich durch verschiedene Strategien abmildern.
Hier ist ein kurzer Überblick über die Lösungen, die dieses ungewollte Austreten zwischen den Druckbewegungen verhindern, wobei jeder Punkt in diesem Artikel ausführlich behandelt wird:
Grundlegendes:
- Filament trocknen und ordnungsgemäß lagern: Verwende trockenes Filament und halte es in einem guten Zustand, um feuchtigkeitsbedingte Probleme zu vermeiden.
- Reinige die Nozzle: Regelmäßiges Entfernen von Rückständen, um eine gleichmäßige Extrusion zu gewährleisten.
- Aktiviere oder erhöhe die Kühlung: Angemessene Kühlung verwenden, um das Filament schnell zu verfestigen.
Feinabstimmung:
- Kalibriere die Retraction: Falsche Einstellungen für die Retraction sind die häufigste Ursache für Stringing. Stelle die Retraction so ein, dass das Filament während der Bewegung zurück in die Nozzle gezogen wird, damit es nicht ausläuft.
- Kalibriere die Drucktemperatur: Optimiere die Temperatur, um den richtigen Filamentfluss zu gewährleisten und ein zu flüssiges Filament zu vermeiden.
Slicer-Tricks:
- Erhöhe die Fahrgeschwindigkeit: Beschleunige die Bewegungen zwischen den Extrusionen, um das Austreten von Filament zu verhindern.
- Aktiviere Combing: Ändere den Weg der Nozzle, um offene Stellen zu vermeiden.
- Aktiviere Coasting: Stoppt die Extrusion kurz vor dem Ende einer Bewegung, um das restliche Filament zu nutzen.
- Aktiviere Wiping: Einen Abstreifmechanismus einrichten, um die Nozzle nach jeder Schicht zu reinigen.
Filament trocknen und ordnungsgemäß lagern

Um die Qualität des 3D-Drucks zu verbessern und Stringing zu vermeiden, ist es wichtig, trockenes Filament zu verwenden. Feuchtes Filament ist ein häufiger Grund für Stringing im 3D-Druck, da sich die Feuchtigkeit im Filament während des Drucks in Dampf verwandeln kann, was zu einer uneinheitlichen Extrusion und Fäden aus geschmolzenem Kunststoff führt. Dieses Problem kann die Integrität deines gedruckten Objekts gefährden.
Um dein Filament trocken zu halten, bewahre es in einem luftdichten Behälter mit Trockenmittel auf. Diese absorbieren die Feuchtigkeit und sorgen dafür, dass das Filament in einem optimalen Zustand bleibt. Erwäge die Anschaffung eines Filamenttrockners, vor allem bei Materialien, die zur Feuchtigkeitsaufnahme neigen. Wenn du dein nasses Filament vor der Verwendung regelmäßig trocknest, vor allem wenn es der Luft ausgesetzt war, kannst du die Stringing deutlich reduzieren.
Wenn du PLA verwendest und es bei einer relativen Luftfeuchtigkeit von unter 60 % lagerst, musst du es nicht einige Wochen lang luftdicht mit Trockenmitteln aufbewahren. Aber fast jedes andere Filament sollte sofort an einem trockenen Ort gelagert werden. Vor allem PETG- und Nylon-Filamente nehmen schnell Feuchtigkeit aus der Luft auf und werden schnell nass.
Wenn du mehr darüber wissen willst, wie du 3D-Druckmaterial richtig lagerst, solltest du diesen Guide lesen: 3D Drucker Filament Aufbewahrung/Lagerung: Kompletter Guide
Reinige die Nozzle
Eine saubere Nozzle ist wichtig, um Stringing beim 3D-Druck zu vermeiden und die Druckqualität zu erhalten. Mit der Zeit können sich Filamentrückstände in der Nozzle ansammeln, was zu einer teilweise verstopften Nozzle führen kann. Dies beeinträchtigt nicht nur den Fluss des geschmolzenen Filaments, sondern trägt auch zur Bildung von Fäden in deinen gedruckten Teilen bei.
Die wichtigsten Schritte zur Nozzle-Reinigung:
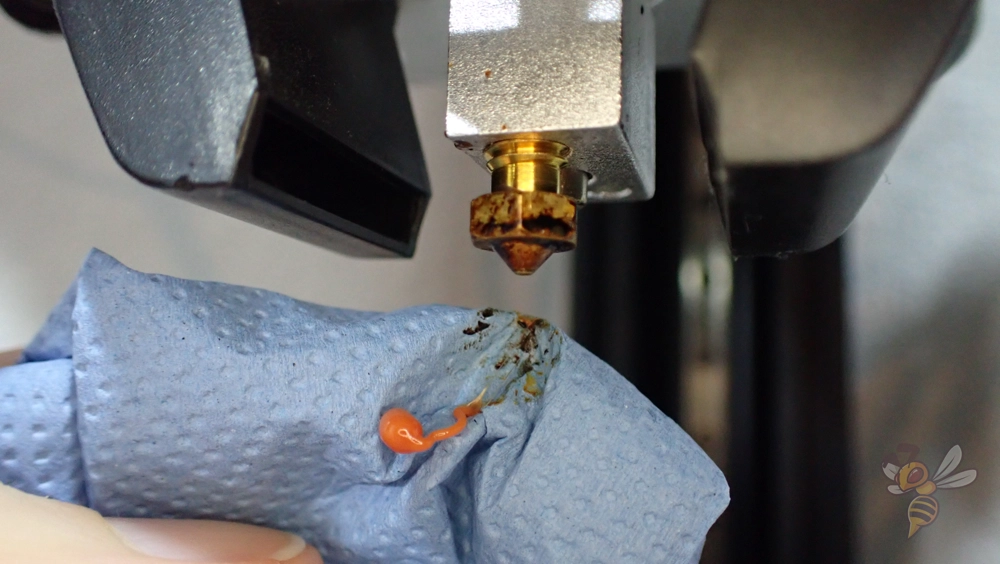
- Papiertuch: Wische die heiße Nozzle vor jedem Druck mit einem Papiertuch oder einem feuchten Tuch ab. Tu dies bei der richtigen Temperatur für dein zuletzt verwendetes Filament, um sicherzustellen, dass alle verbleibenden Filamentreste entfernt werden. Dieser einfache Schritt kann die Wahrscheinlichkeit von Stringing erheblich verringern, da das extrudierte Filament nicht an den Rückständen an der Nozzle kleben bleibt.
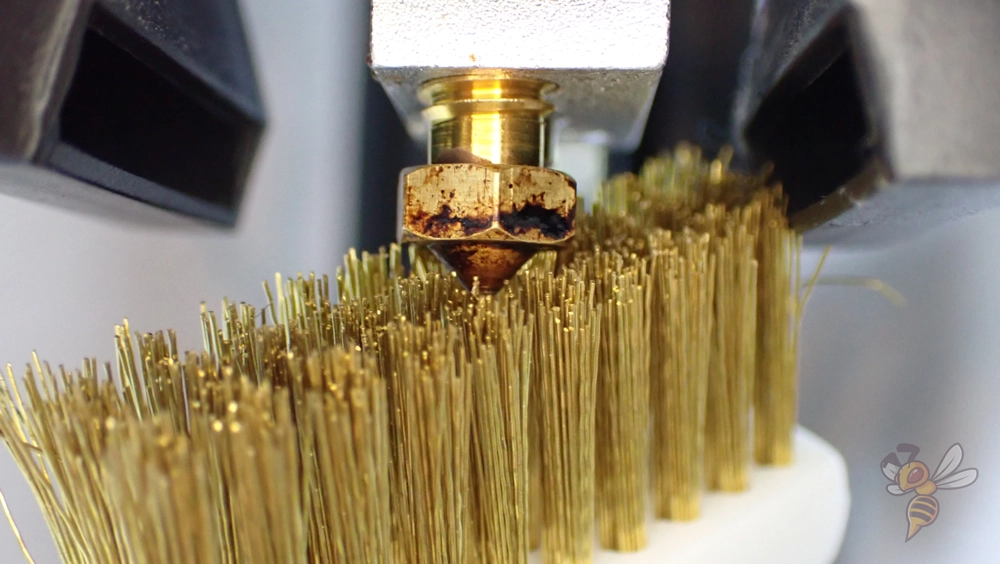
- Drahtbürste: Für eingebrannte Rückstände. Vorsichtig und nur bei Bedarf verwenden.
- Reinigungsfilament: Dieses spezielle Filament reinigt die Nozzle von innen. Verwende es regelmäßig, um Verstopfungen zu vermeiden und einen reibungslosen Filamentfluss zu gewährleisten.
- Nadel oder Aceton: Wenn deine Nozzle stark oder vollständig verstopft ist, stecke vorsichtig eine Nadel in die heiße Nozzle und versuche, die Rückstände zu lösen. Wenn das nicht hilft, demontiere die Nozzle vom Hot End und tauche sie in Aceton, bis sich die Rückstände aufgelöst haben.
Aktiviere oder erhöhe die Kühlung

Durch die Kühlung beim 3D-Druck verfestigt sich das geschmolzene Filament schneller und die Stringing wird reduziert. Wenn das geschmolzene Filament aus der Nozzle austritt, befindet es sich in einem flüssigen Zustand. Ohne ausreichende Kühlung bleibt das Filament länger halbflüssig, klebt teilweise noch an der Nozzle und dehnt sich zu dünnen Fäden aus, wenn sich der Druckkopf von der zuvor gedruckten Linie entfernt.
Bei richtiger Kühlung verfestigt sich das extrudierte Filament schnell und neigt weniger dazu, an der Nozzle zu kleben und Fäden zu bilden. Diese schnelle Verfestigung ist wichtig, um die Druckqualität zu erhalten und die Bildung unerwünschter dünner Stränge zwischen verschiedenen Teilen des gedruckten Objekts zu vermeiden.
Verschiedene Materialien erfordern unterschiedliche Kühleinstellungen. Bei PLA wird die Kühlung in der Regel für den größten Teil des Drucks auf 100 % eingestellt, während ABS oft nur minimal oder gar nicht gekühlt werden muss, um Warping zu vermeiden. PETG, das irgendwo dazwischen liegt, braucht in der Regel eine moderate Kühlung, um das richtige Gleichgewicht zu finden.
Achtung: Unabhängig vom Material ist es wichtig, die Kühlung für die ersten 1-2 Schichten zu deaktivieren. Ansonsten haftet das Filament nicht am Druckbett.
Kalibriere die Retraction
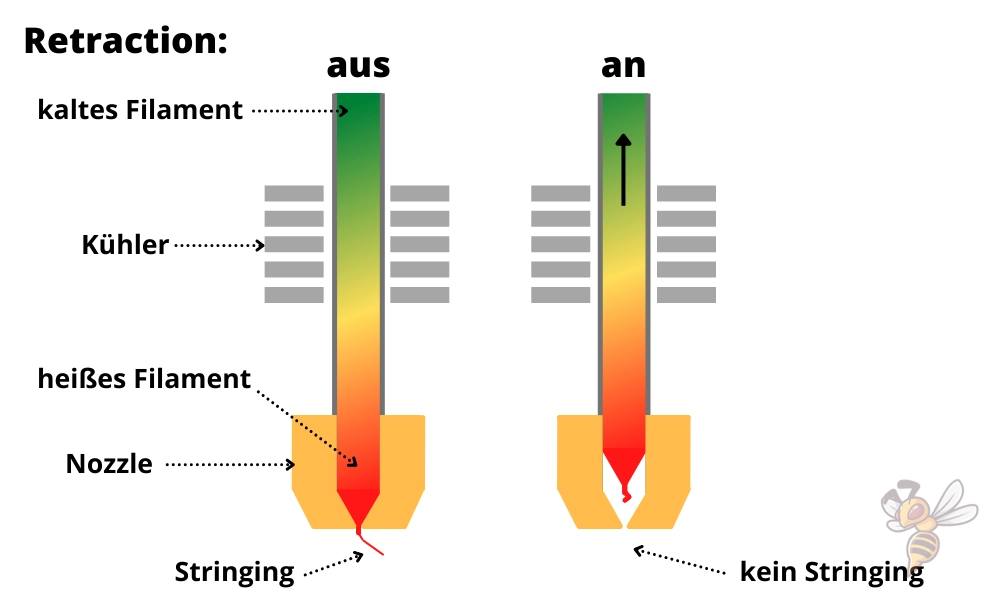
Vergewissere dich, dass du die Retraction aktivierst, denn das ist eine wichtige Einstellung beim 3D-Druck, die Stringing verhindert. Dabei wird das Filament in die Nozzle zurückgezogen, wenn der Druckkopf nicht druckt. Dadurch wird verhindert, dass der geschmolzene Kunststoff ausläuft und diese lästigen dünnen Stränge bildet, die man auch als Stringing bezeichnet.
Die richtigen Einstellungen für die Retraction sind wohl eines der wirksamsten Mittel gegen Stringing im 3D-Druck. Um sie zu kalibrieren, musst du zwei wichtige Einstellungen vornehmen: die Retraction-Geschwindigkeit und die Retraction-Distanz (manchmal auch Retraction-Länge genannt).
Die Retraction-Geschwindigkeit bestimmt, wie schnell das Filament zurückgezogen wird, während die Distanz bestimmt, wie weit es zurückgezogen wird. Es ist ein heikles Gleichgewicht: Zu viel Retraction kann zu verstopften Nozzle oder zu wenig Extrusion führen, während zu wenig zu Stringing führt.
Um die perfekten Retraction-Einstellungen für deinen Drucker zu finden, musst du ihn kalibrieren und verschiedene Retraction–Einstellungen ausprobieren, um die optimalen Werte zu finden. Beginne mit den vorkonfigurierten Profilen deines Druckers und passe die Retraction-Distanz und die Retraction-Geschwindigkeit schrittweise an.
Achte darauf, dass du immer nur eine Einstellung anpasst, entweder die Retraction-Distanz oder die Geschwindigkeit. Wenn du beide gleichzeitig anpasst, weißt du nicht, welche neue Einstellung für das veränderte Stringing verantwortlich ist.
Eine ausführliche Anleitung zur Kalibrierung von FDM-3D-Druckern und umfassende Informationen zur Vermeidung von Stringing findest du in meinem Artikel über die Kalibrierung von FDM-Druckern und in meinem 3D-Druckkurs. Diese Ressourcen befassen sich mit der Optimierung von Druckeinstellungen und Techniken, um die beste Druckqualität zu erzielen und Stringing zu minimieren.
Kalibrierung der Drucktemperatur
Die Kalibrierung der Drucktemperatur ist wichtig, um die Stringing im 3D-Druck zu minimieren. Höhere Temperaturen können dazu führen, dass das Filament flüssiger wird, was zu Tropfen und Stringing führt, da der geschmolzene Kunststoff leicht aus der Nozzle herausläuft.
Wenn du die Nozzle-Temperatur in Schritten von 5-10 °C nach unten korrigierst, kannst du die Stringing wirksam reduzieren, aber achte darauf, dass du die empfohlene Mindesttemperatur des Filaments nicht unterschreitest.
Verschiedene Druckmaterialien erfordern bestimmte Nozzle-Temperaturen. Zum Beispiel haben PLA, ABS, PETG, TPE, PVA und TPU jeweils ihren eigenen idealen Temperaturbereich. Beginne mit der empfohlenen Temperatur für dein Filament (normalerweise auf der Filamentspule aufgedruckt) und probiere verschiedene Nozzle-Temperaturen aus.
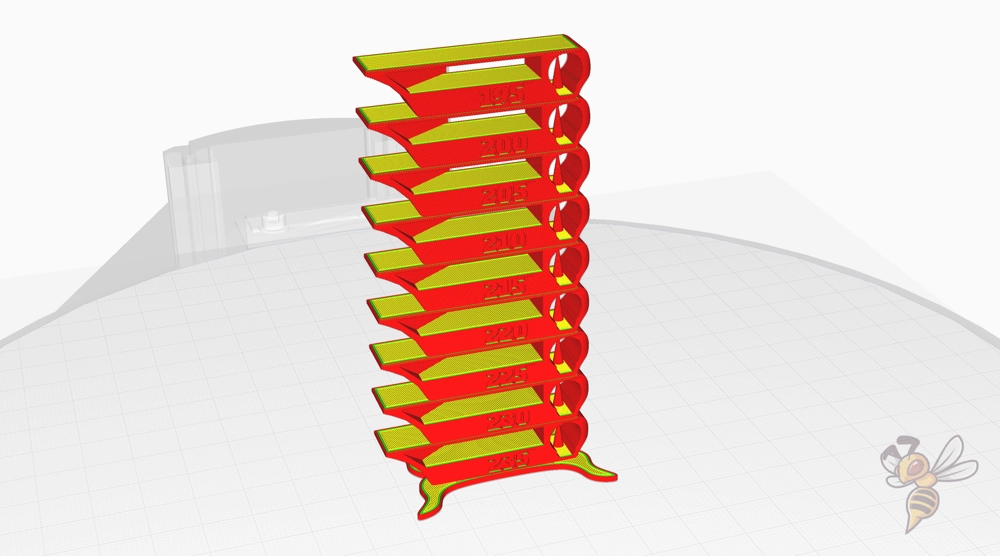
Um die Temperatur für dein Material genau zu kalibrieren, kannst du Temperaturtürme verwenden. Das sind spezielle Modelle, die das Verhalten des Filaments bei verschiedenen Temperaturen testen und dir helfen, die Einstellung zu finden, bei der die Stringing minimiert wird, ohne die Oberflächenqualität zu beeinträchtigen.
Denk daran, dass es darauf ankommt, ein Gleichgewicht zu finden. Die Temperatur sollte niedrig genug sein, um ein übermäßiges Fließen des Filaments zu verhindern und damit das Stringing zu verringern, aber hoch genug, um einen reibungslosen Fluss und eine gute Haftung der Schichten zu gewährleisten. Durch Experimentieren und schrittweises Anpassen an die spezifischen Eigenschaften deines Filaments und deines 3D-Druckers wirst du die ideale Einstellung finden.
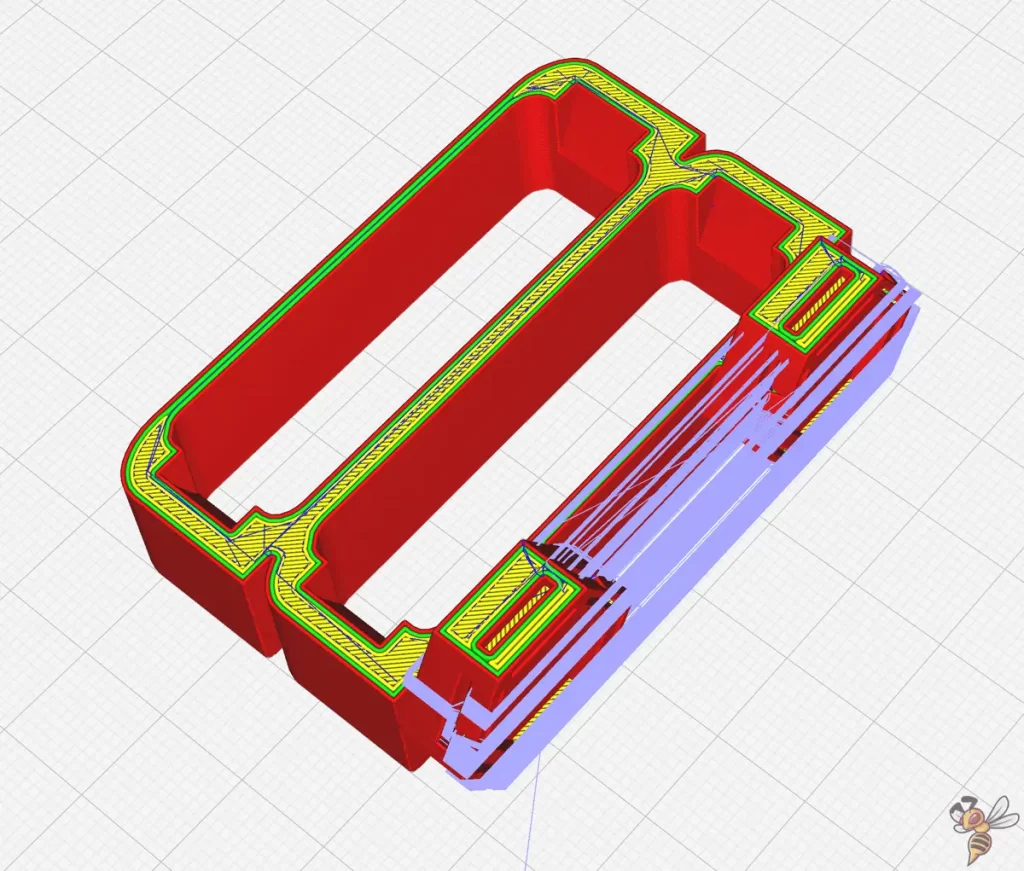
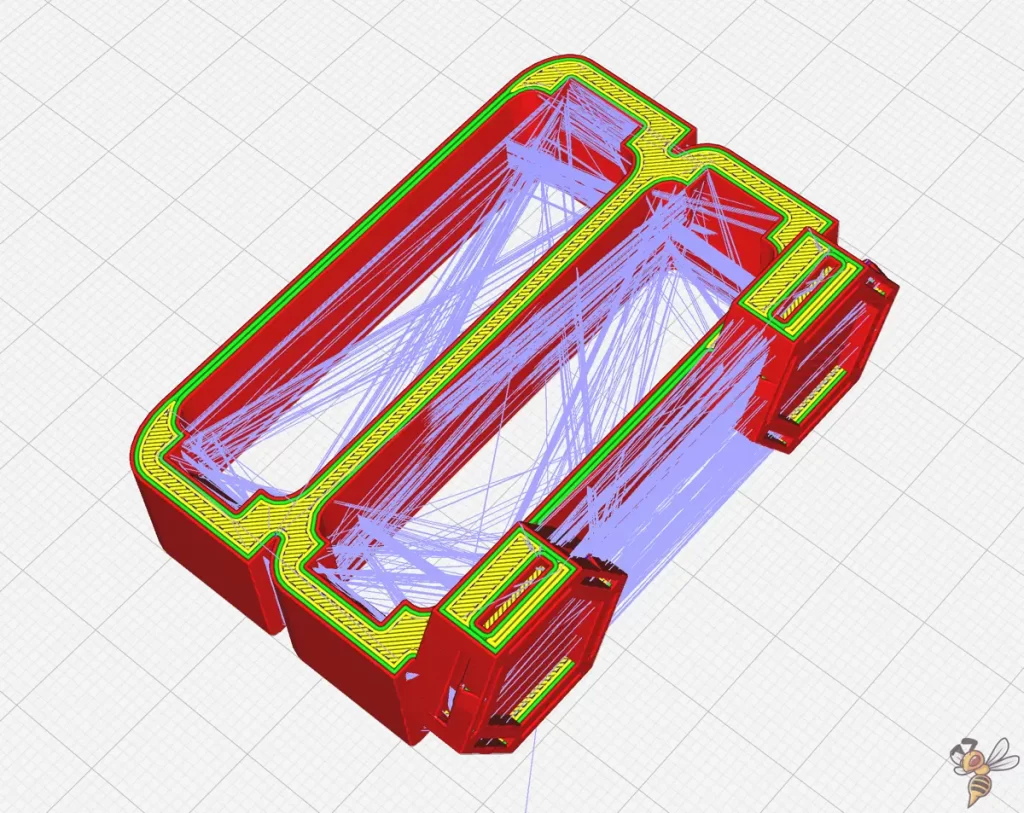
Erhöhe die Bewegungsgeschwindigkeit
Stringing tritt nur während der extrusionslosen Bewegungen des Druckkopfes auf. Eine Erhöhung der Bewegungsgeschwindigkeit – also der Geschwindigkeit, mit der sich der Druckkopf bewegt, wenn kein Filament extrudiert wird – kann Stringing wirksam reduziert werden. Das liegt daran, dass schnellere Bewegungen dem Filament weniger Zeit lassen, aus der Nozzle zu tropfen, wodurch die Bildung von Fäden verringert wird.
Es ist wichtig, zwischen der Bewegungsgeschwindigkeit und der Druckgeschwindigkeit zu unterscheiden. Während sich die Druckgeschwindigkeit auf die Geschwindigkeit bezieht, mit der die einzelnen Schichten gedruckt werden, bezieht sich die Bewegungsgeschwindigkeit auf die Bewegung zwischen diesen Schichten.
Eine Anpassung der Bewegungsgeschwindigkeit kann Stringing verringern, ist aber keine vollständige Lösung.
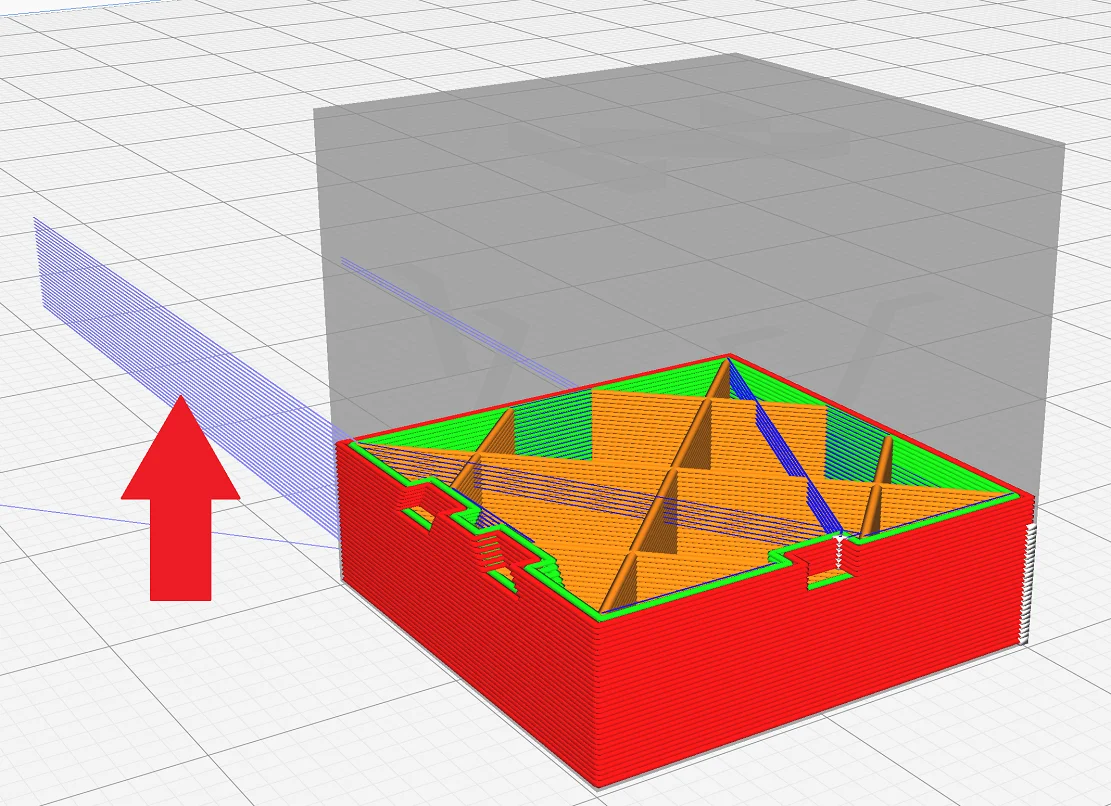
Aktiviere Combing
Combing ist eine Technik im 3D-Druck, die hilft, Stringing zu minimieren, indem sie den Verfahrweg des Druckkopfes anpasst. Bei dieser Methode bewegt sich der Druckkopf innerhalb der bereits gedruckten Teile und nicht über den freien Raum, wodurch Stringing vermieden wird.
Die wichtigsten Punkte von Combing:
- Optimierung des Verfahrweges: Beim Combing wird der Bewegungspfad des Druckkopfes so verändert, dass er innerhalb der Grenzen des Drucks bleibt. Dadurch wird die Wahrscheinlichkeit von Stringing verringert, da der Druckkopf nicht über freie Flächen fährt, wo es eher zu Stringing kommt.
- Integration mit Slicer-Software: Die meisten Slicer-Softwareprogramme enthalten eine Einstellung für den Combing-Modus. Du kannst ihn in den Druckeinstellungen aktivieren, in der Regel unter den Einstellungen für den Weg oder die Retraction.
- Balance zwischen Combing und anderen Druckeinstellungen: Auch wenn das Combing das Stringing deutlich reduzieren kann, sollte es mit der richtigen Nozzle-Temperatur, den Retraction-Einstellungen und der Druckgeschwindigkeit abgestimmt werden, um die Druckqualität zu optimieren.
- Effektivität bei verschiedenen Materialien: Das Combing ist besonders effektiv bei Materialien, die zu Stringing neigen, wie PETG und TPU. Bei Materialien, die weniger zu Stringing neigen, wie z.B. PLA, sind die Vorteile möglicherweise weniger deutlich.
Aktiviere Coasting
Coasting ist eine Technik, die im 3D-Druck eingesetzt wird, um Stringing zu reduzieren. Bei dieser Methode wird die Extrusion des Filaments kurz vor dem Ende einer Druckbewegung automatisch gestoppt. Auf diese Weise wird das geschmolzene Filament, das sich noch in der Nozzle befindet, genutzt, anstatt mehr Filament hinzuzufügen, was zu Stringing führen kann.
Wenn es aktiviert ist, stoppt das Coasting den Extruder etwas früher am Ende einer Druckzeile. Der verbleibende Druck im Extruder und in der Schmelzzone reicht aus, um die Linie ohne zusätzliche Extrusion zu beenden.
Beginne mit einem kleinen Abstand und erhöhe ihn schrittweise. Bei flüssigeren Filamenten kann ein längerer Abstand erforderlich sein. Experimentiere mit verschiedenen Coasting-Abständen, um das Gleichgewicht zu finden, das die Stringing minimiert, ohne Lücken in deinem gedruckten Teil zu erzeugen.
Denke daran, dass das Coasting eine Ergänzung zu anderen Einstellungen wie Retraction-Geschwindigkeit, Retraction-Distanz und Nozzle-Temperatur ist. Um eine optimale Druckqualität zu erreichen und die Stringing zu minimieren, ist es wichtig, alle diese Elemente aufeinander abzustimmen.
Aktiviere Wiping
Zusätzlich zu den bereits besprochenen Strategien ist die Aktivierung der Wischfunktion (Wiping) in den Einstellungen deines 3D-Druckers eine effektive Methode, um Stringing weiter zu reduzieren. Wiping reinigt die Nozzle von überschüssigem, geschmolzenem Filament, bevor sich der Druckkopf zu einer neuen Position bewegt, und hilft so, die Bildung unerwünschter Fäden zu minimieren.
Die Wischfunktion funktioniert, indem der Druckkopf nach dem Drucken jeder Schicht über einen kleinen Bereich oder einen „Wipe Tower“ bewegt wird. Dadurch wird überschüssiges Filament von der Nozzle abgewischt und sichergestellt, dass der Druckkopf bei seiner Bewegung keinen geschmolzenen Kunststoff über das gedruckte Teil zieht.
Dieses Verfahren ist besonders vorteilhaft, wenn du mit Materialien wie PETG oder Nylon arbeitest, die eher zu Stringing neigen. Es ist eine Notlösung, wenn die anderen Einstellungen oder Methoden, die in diesem Artikel besprochen wurden, nicht funktionieren.
Fazit
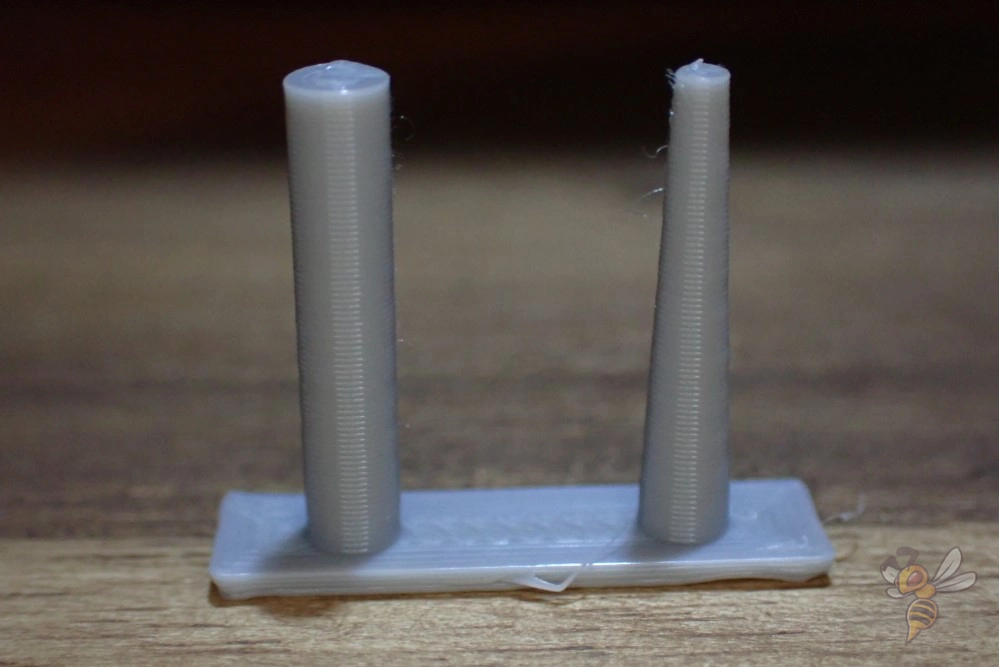
Zusammenfassend lässt sich sagen, dass eine wirksame Verringerung von Stringing im 3D-Druck einen vielseitigen Ansatz erfordert. Wenn du die Retraction und die Nozzle-Temperatur sorgfältig einstellst und Techniken wie Coasting und Combing anwendest, kannst du die Druckqualität deutlich verbessern.
Jeder 3D-Drucker und jeder Filamenttyp kann andere Einstellungen erfordern, daher ist Experimentieren und Feinabstimmung wichtig!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
