
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Das PLA Filament von ERYONE* ist extrem beliebt. Warum dieses Filament so beliebt ist, wollte ich selber herausfinden! In diesem praktischen Test habe ich das Filament auf Herz und Nieren getestet und mehrere Kalibrier- und Testdrucke damit durchgeführt.
Das ERYONE PLA Filament hat eine gleichbleibende Dicke, einen großen Temperaturbereich von 180-210 °C und produziert mit den richtigen Einstellungen kein Stringing oder Blobbing. Es ist vakuumverpackt und sehr ordentlich gewickelt. Das Filament eignet sich für Anfänger und Experten gleichermaßen.
Wie sich diese Eigenschaften und die qualitativ hochwertigen Zutaten auf das Druckergebnis auswirken, kannst du in diesem praktischen Test nachvollziehen.
Getestet habe ich folgende Farben: Blau/Gelb, Blau, Grün und Regenbogen.

Preis prüfen bei:

Preis prüfen bei:
Technische Daten
- Farben: Schwarz, Weiß, Transparent, Grau, Silber, Blau, Grün, Rot, Orange, Gelb
- Temperaturbereich: 180 – 210 °C
- Druckbett Temperatur: 55 – 70 °C
- Filament-Genauigkeit: 1,75 mm ± 0,03 mm
- Druckgeschwindigkeit: 30 – 100 mm/s
- Schmelztemperatur: 155 °C ± 5 °C
- Verpackung: Vakuumverpackt, geordnet gewickelt
- Gewicht: 1 kg Filament + 0,35 kg Spule
- Spulen Dimensionen: Höhe = 64 mm; Innendurchmesser = 57 mm; Außendurchmesser = 200 mm

Wicklung


Damit sich während des Drucks das Filament nicht verheddern kann, muss es ordentlich auf der Spule gewickelt sein.
Beim ERYONE PLA ist das Filament sehr geordnet auf der Spule gewickelt. Ich habe schon einiges an Filament der zwei Spulen verbraucht und konnte keinerlei Überlappungen oder sich verhedderndes Filament feststellen.
Bei größeren Herstellern ist eine gute Wicklung mittlerweile der Standard. Bei Billigprodukten kommt eine schlechte oder zu lockere Wicklung leider immer wieder vor.
Dimensionen
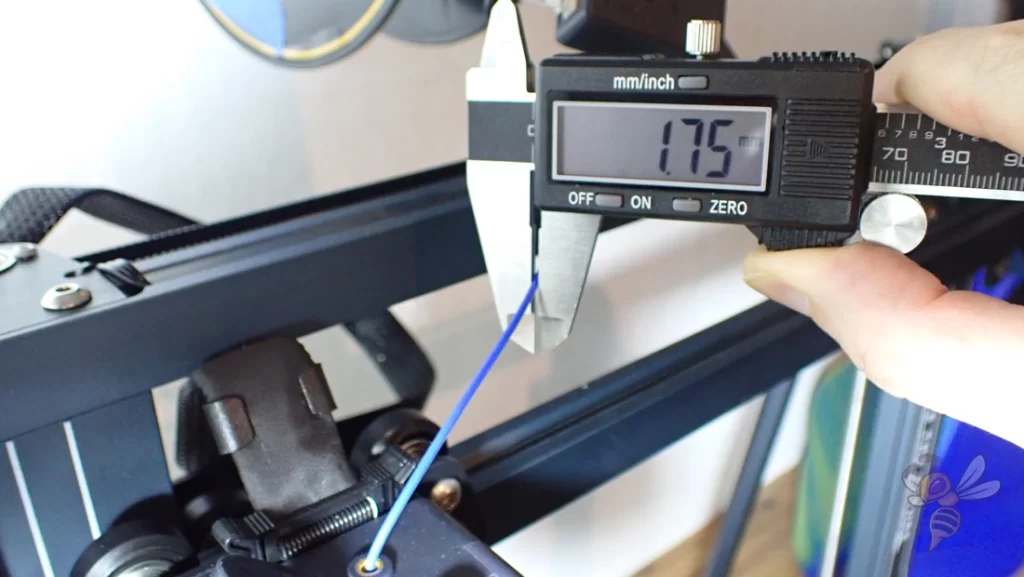
Der erste Schritt bei der Verwendung eines neuen Filaments ist immer die Prüfung der dimensionellen Genauigkeit. Genauer gesagt ist damit die Dicke des Filaments gemeint.
Ich habe die Dicke an mehreren Stellen auf der Spule gemessen und konnte einen Wert von 1,75 mm ± 0,01 mm feststellen.
Dies ist eine wirklich sehr hohe Genauigkeit und unterbietet sogar die von ERYONE angegebene Genauigkeit von 0,03 mm!
Die Genauigkeit der Filament Dicke ist entscheidend für gute Druckergebnisse. Wenn die Dicke sich während des Drucks verändert, verändert sich auch die Extrusionsbreite. Das Ergebnis wäre ein unschöner 3D Druck. Je genauer die Dicke des Filaments ist, desto schöner werden die Außenwände.
Kalibrierung
Da jedes Filament etwas unterschiedlich ist, empfehle ich dir beim Wechsel immer eine schnelle Kalibrierung durchzuführen.
Ich habe mir etwas mehr Zeit genommen und alle wichtigen Kalibrierungen mit diesem Filament vorgenommen. Darunter sind folgende Testmethoden bzw Objekte:
- Extrusion Multiplier / Flow Rate
- Temperatur-Tower
- Retraction-Tower
- Kalibrier-Würfel
Extrusion Multiplier / Flow Rate
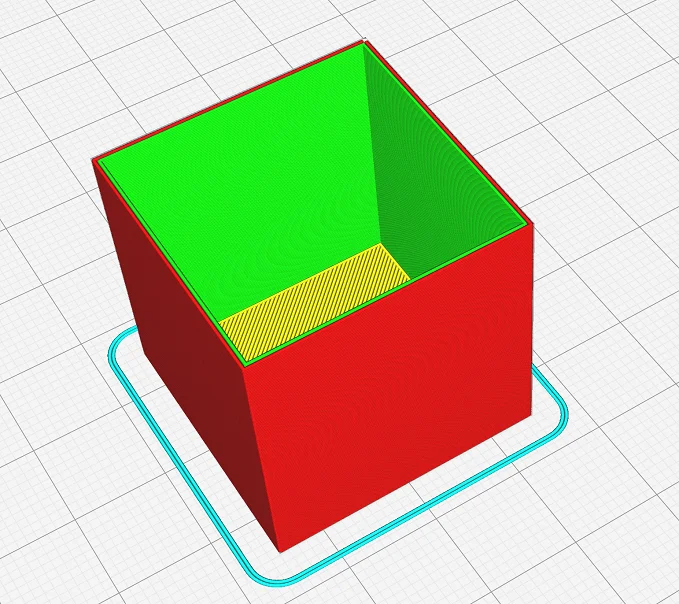
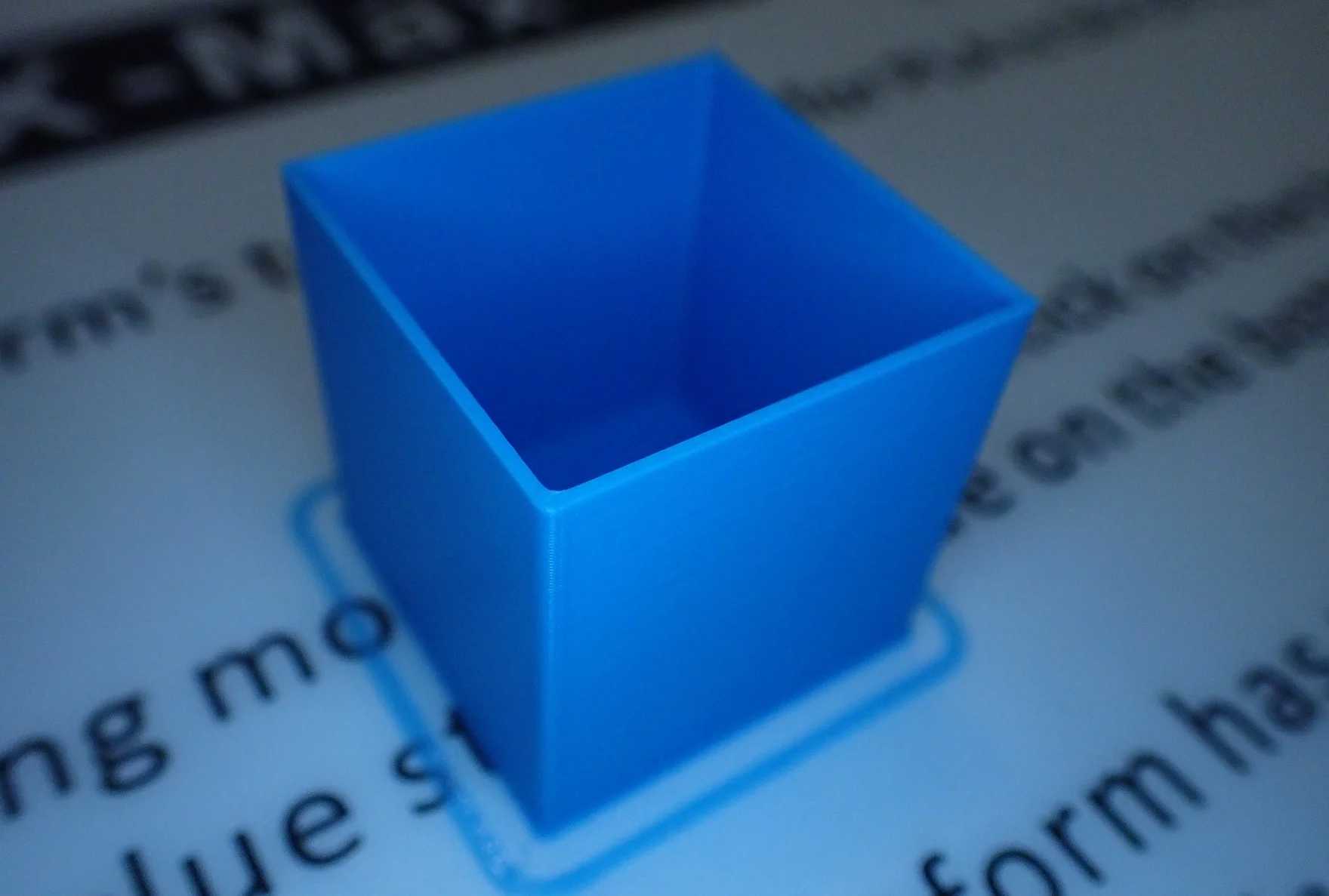
Die richtige Flussrate, oder bei manchen Slicern auch Extrusions Multiplier genannt, ist wichtig um eine Reihe von Druckfehlern zu vermeiden. Darunter sind zum Beispiel Unter-Extrusion, Über-Extrusion, Stringing und Blobs oder Pickel.
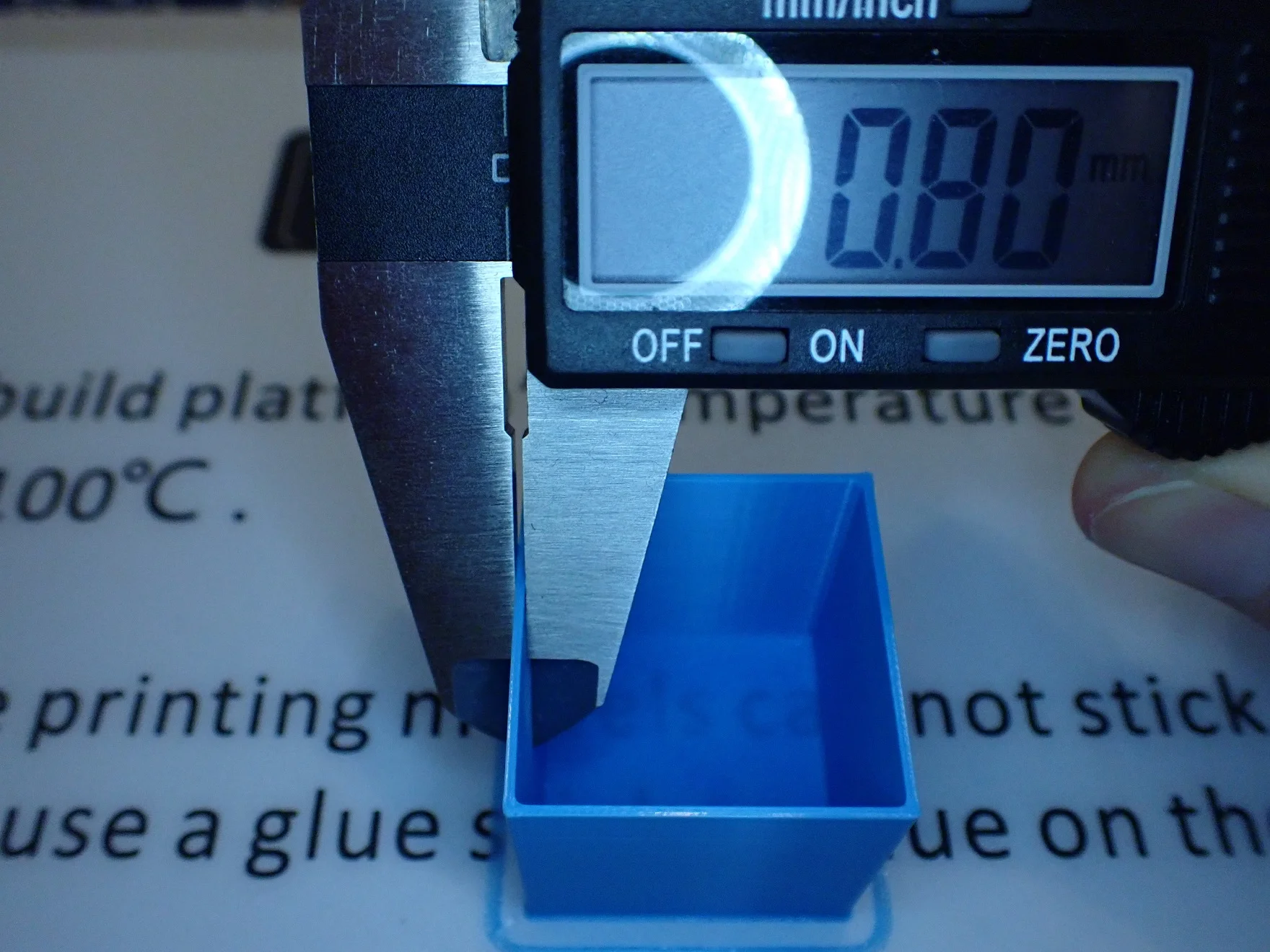
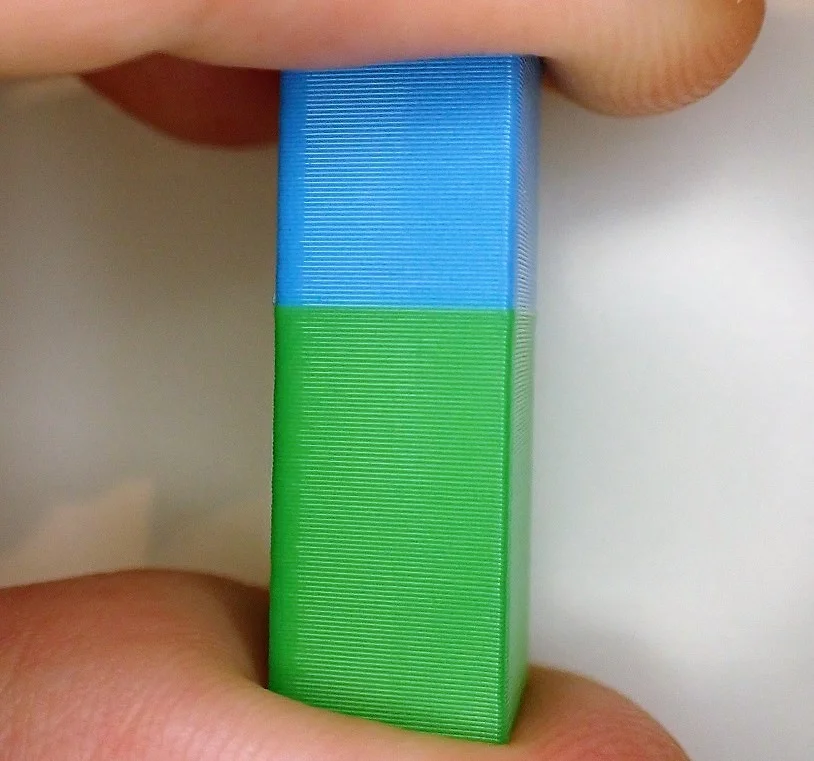
Um die richtige Flussrate mit dem ERYONE PLA zu bestimmen, habe ich einen hohlen Kalibrierwürfel gedruckt. Dadurch, dass ich weiß, wie viele Wände gedruckt werden und was ich für eine Linienbreite im Slicer angegeben habe, kann ich die Flussrate kalibrieren.
Ist die Wand zu dick, muss ich die Flussrate reduzieren, ist sie zu dünn, muss ich die Flussrate erhöhen.
Hier sind meine Messwerte:
- Anzahl Wände = 2
- Linienbreite = 0,4 mm
- Dicke der Wand SOLL = 0,8 mm
- Dicke der Wand IST = 0,8 mm
In diesem Fall hatte ich Glück und die Flussrate war schon perfekt eingestellt. Dies ist auch ein Beweis für die hohe dimensionelle Genauigkeit des Filaments. Bei minderwertigen Filamenten muss ich jedesmal die Flussrate erneut kalibrieren und einstellen.
Beim ERYONE PLA Filament war die Wanddicke an allen vier Wänden gleich dick und sehr homogen. Dies spricht dafür, dass die Dicke des Filaments über den gesamten Bereich, der für den Druck verwendet wurde, gleichbleibend war. Eine Bestätigung meiner Ergebnisse mit dem Messschieber!
Temperatur-Tower

Mit dem Temperatur-Tower habe ich die ideale Drucktemperatur für das ERYONE PLA Filament geprüft. Bei diesem Objekt wird pro Stufe die Temperatur der Nozzle um 5 °C verringert, um so die beste Einstellung in einem Druck zu finden.
Die besten Ergebnisse ergaben sich dabei bei 195 °C bis 200 °C. Bei diesen Temperaturen entstand so gut wie kein Stringing oder Über-Extrusion. Bei geringeren Temperaturen kam es teilweise zu Unter-Extrusion und Ghosting.
Bei höheren Temperaturen, besonders ab 220 °C, wurde das Stringing extrem und es gab sehr viel ÜberExtrusion. Das Filament wurde bei diesen Temperaturen einfach zu flüssig.
Auch wenn der Hersteller einen recht großen Temperaturbereich angibt, ist der Sweet-Spot jedoch trotzdem irgendwo in einem Bereich von 5-10 °C. Dieser Punkt kann von 3D Drucker zu 3D Drucker unterschiedlich sein, befindet sich aber meistens irgendwo in der Mitte.
Retraction-Tower
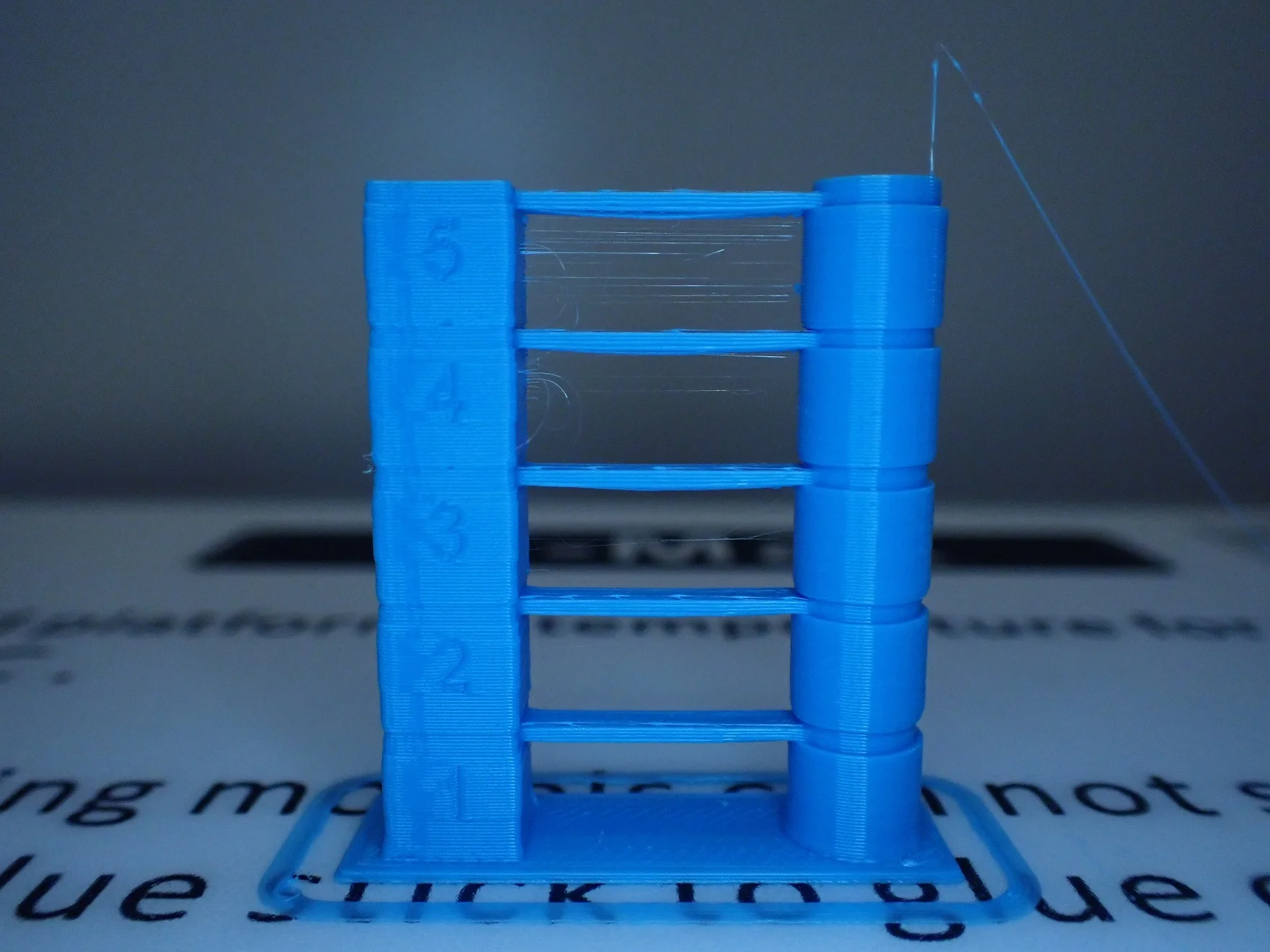
Dieser Test ist zwar nicht wirklich ein Indikator dafür wie gut das Filament ist, ist aber wichtig um Stringing zu vermeiden. Die Retraction Länge hängt immer davon ab welchen 3D Drucker du verwendest und welche Nozzle montiert ist.
Bei dem Temperatur-Tower habe ich jedoch gemerkt, dass es manchmal vermehrt zu Stringing kommen kann. Deshalb habe ich mit dem Retraction-Tower noch einmal die Einzugslänge kalibriert. Wie du sehen kannst, ist mindestens eine Einstellung davon genau richtig. Danach trat so gut wie kein Stringing mehr auf.
Kalibrier-Würfel

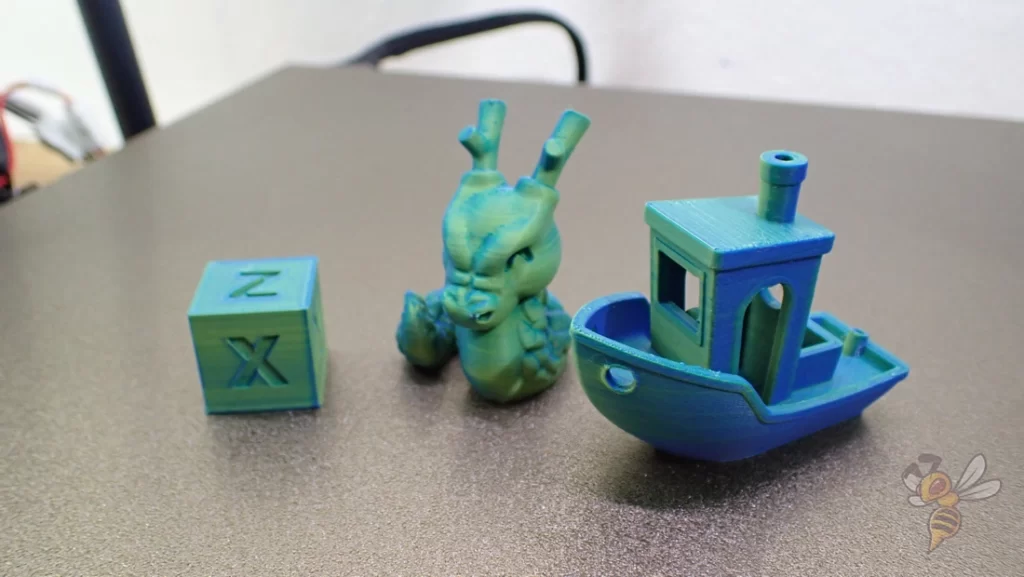
Am Ende habe ich noch einmal die Einstellungen mit einem klassischen Kalibrierwürfel geprüft. Die Dimensionen haben gestimmt, die Extrusion erfolgte ohne Lücken oder Kleckse.
Genau so sollte das Ergebnis immer aussehen!
Preis prüfen bei:
Preis prüfen bei:
Druckbett Haftung
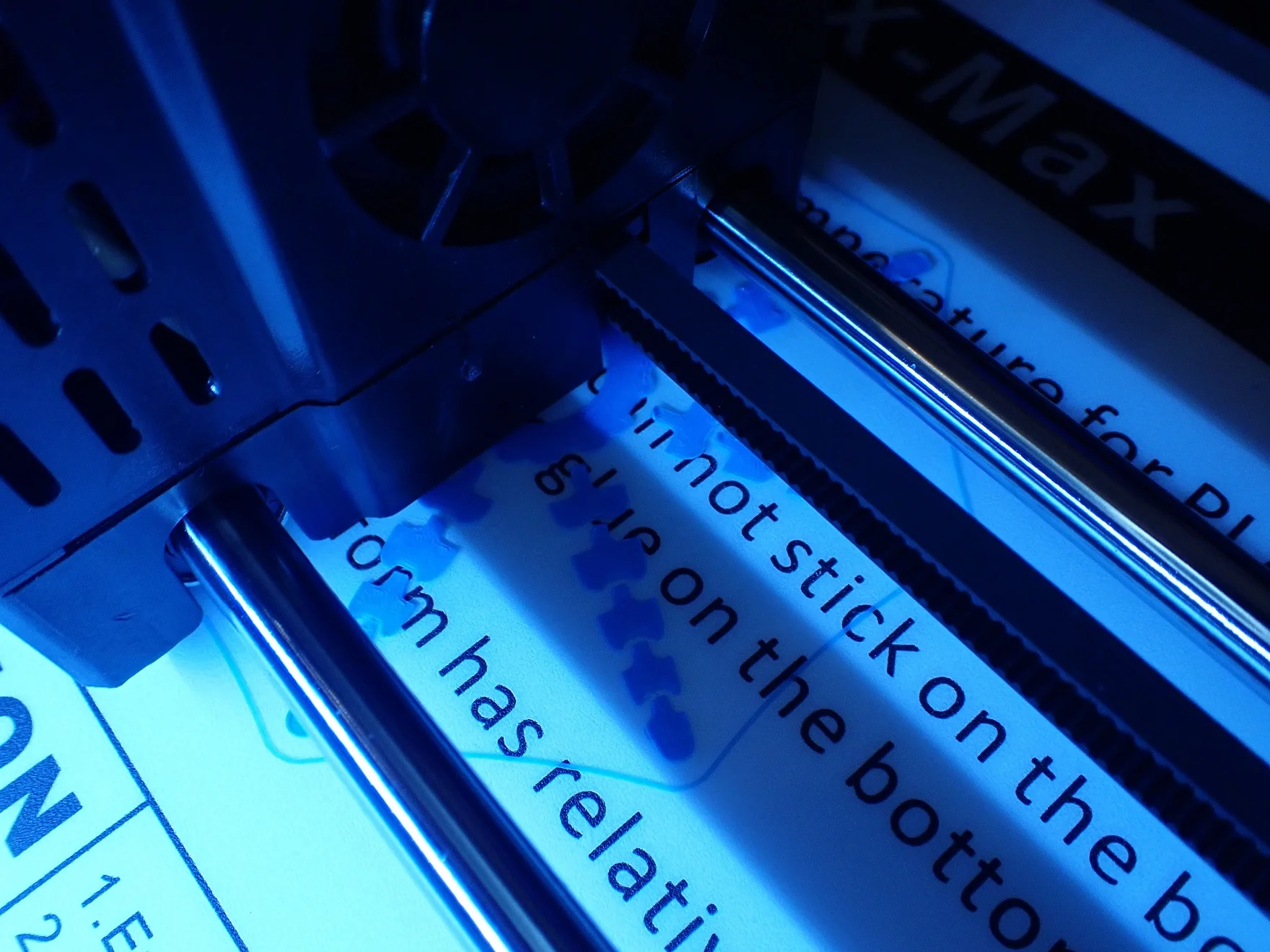
Mit dem ERYONE PLA Filament gibt es keinerlei Probleme mit der Druckbett Haftung. Es hält sogar besser als andere PLA Filamente und ist mit den meisten Druckbett Oberflächen kompatibel.
Ich musste kein einziges Mal zu Blue Tape oder einer anderen Methode greifen um die Druckbett Haftung zu erhöhen.
In meinem Test habe ich folgende Druckbett Oberflächen ausprobiert:
- Magnetisches Druckbett
- Glas Druckbett
- BuildTak*
- PEI Folie*
Auf keiner dieser Oberflächen hatte ich Probleme mit der Druckbett Haftung. Die Druckbett Temperatur habe ich bei 60 °C gelassen, bis auf bei dem magnetischen Druckbett des X-Max. Dort habe ich 55 °C verwendet, da das Druckbett extrem gut beheizt ist und oft höhere Temperaturen anliegen.
Schichthaftung
Um die Haftung der einzelnen Schichten untereinander zu testen, habe ich während eines Testdrucks eine Pause eingebaut und das Filament gewechselt.
Sowohl das Filament vorher, als ob das Filament nach der Pause war ein PLA Filament von ERYONE.
Obwohl die Pause mehrere Minuten gedauert hat, konnte die nächste Schicht einwandfrei auf der alten gedruckt werden. Nach dem Druck habe ich versucht das Testobjekt zu brechen, um zu prüfen ob der Filament-Übergang eine Sollbruchstelle erzeugt hat. Dies war aber nicht der Fall, wodurch ich ausgehe, dass dort die Verbindung genauso gut ist wie bei allen anderen Schichten.
Stringing


Nachdem ich die Temperatur und die Retraction richtig eingestellt hatte, war Stringing kein Problem mehr. Bis auf ein paar vereinzelte kleinere Fäden, die sich rückstandslos entfernen ließen, waren meine Modelle ‘haarlos’.
Verunreinigungen
Verunreinigungen und die Homogenität des Materials an sich, spielen auch eine sehr große Rolle bei der Qualität eines Filaments. Wenn das Filament aus minderwertigem Material besteht oder Verunreinigungen enthält, kann es sehr schnell zu Druckfehlern oder einer verstopften Nozzle kommen.
Während all meiner Test ist die Nozzle meiner Drucker nie verstopft und die Außenwände zeigen keinerlei Spuren von Kontaminationen.
Ergebnisse




Ich habe mit dem grünen und blauen ERYONE PLA Filament* insgesamt 4 Objekte und diverse Testdrucke gedruckt. Jedes der Objekte hat beim ersten Mal funktioniert.
Ich brauchte noch ein paar Geschenke für meine Nichte und habe diverse Figuren mit beweglichen Gelenken gedruckt – der 3D Druck begeistert immer wieder 😉
- Grüner Frosch mit beweglichen Gelenken (von Flexi Factory auf Cults3d)
- Grüne Zombie Hand mit beweglichen Gelenken (von Flexi Factory auf Cults3d)
- Blauer Seestern mit beweglichen Gelenken (von Flexi Factory auf Cults3d)
- Blauer Wal mit beweglichen Gelenken (von Hom_3D_Lab auf Cults3d)
Die Oberfläche von allen Objekten ist einwandfrei gelungen. Hier und da entstand etwas Stringing, was ich aber mit der Hand und Fingernagel spurlos entfernen konnte.
Nur beim Seestern war anscheinend die Raumtemperatur zu niedrig, und es kam zu etwas Unter-Extrusion. Nachdem ich die Raumtemperatur normalisiert hatte, war der nächste Druck (der blaue Wal) wieder perfekt in Ordnung.

Den Knochen und das rote Fleisch bei der Zombie Hand habe ich nachträglich mit Acrylfarben angemalt. Man hätte den weißen Knochen auch durch einen Filamentwechsel realisieren können und nur noch das Rot nachmalen müssen. Aber auf die Idee bin ich erst nach dem Druck gekommen 😉




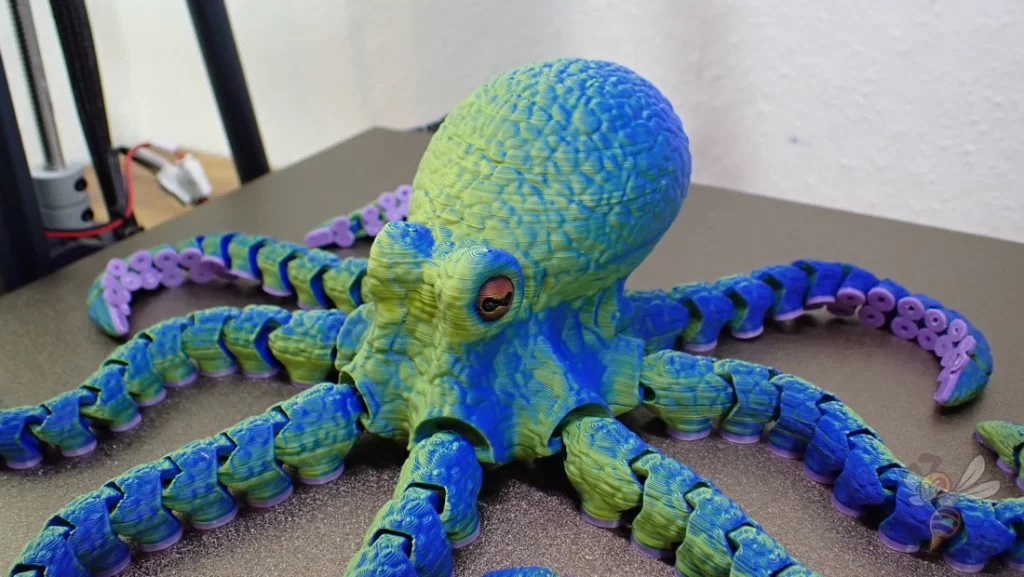
Mit dem Blau/Gelb Filament habe ich einen Oktopus gedruckt, bei dem der doppel-farbige Effekt des Filaments einen beeindruckenden Effekt erzeugt. Die ersten Schichten habe ich mit einer anderen Farbe gedruckt, um die Saugnäpfen vom Rest des Objekts abzuheben.
Nur die Augen sind nachbearbeitet. Ich habe sie mit Ölfarben angemalt und mit Klarlack lackiert.




Mit dem Regenbogenfarbigen PLA Filament habe ich eine Vase und einen Axolotl gedruckt. Besonders bei der Vase erzeugen die Farben ein schönes Muster!
Fazit
Das ERYONE PLA Filament* verfügt über ausgezeichnete Eigenschaften. Es eignet sich dadurch sowohl für Anfänger als auch für erfahrene 3D Drucker.
Es punktet nicht nur mit seinen hochwertigen Zutaten und der professionellen Herstellung, es ist auch in der Anwendung problemfrei. Die Wicklungen sind über die komplette Spule hinweg perfekt, es kommt niemals zu Verhedderungen oder Knoten.
Die Druckeigenschaften haben sich auch als sehr gut erwiesen. Es kommt so gut wie gar nicht zu Stringing, die Nozzle bleibt frei und verstopft nie.
Ein weiterer Pluspunkt ist, dass sie Druckbett Haftung mit der richtigen Temperatur so gut ist, dass du nicht auf Hilfsmittel wie Blue Tape oder ähnliches zurückgreifen musst.
Rundherum eine eindeutige Kaufempfehlung!
Preis prüfen bei:
Preis prüfen bei:
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
