
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
PETG ist im 3D-Druck aufgrund seiner Vielseitigkeit und Stärke sehr beliebt. Es ist ein gut geeignetes Material für den 3D-Druck von haltbaren und starken Objekten. Allerdings ist dieses Filament sehr anfällig für Stringing.
In diesem Guide zeige ich dir, wie du PETG-Stringing effektiv verhindern kannst. Wir beginnen mit den grundlegenden Kalibrierungen deines 3D-Druckers und gehen dann zu speziellen Slicer-Einstellungen über, die helfen, PETG-Stringing weiter zu reduzieren.
Ich habe diese Schritte in der Reihenfolge ihrer Wirksamkeit sortiert, daher empfehle ich dir, sie der Reihe nach durchzugehen.
Schritt 1: Kalibriere die Drucktemperatur
Die Kalibrierung der Drucktemperatur ist bei der Verwendung von PETG sehr wichtig, da sie das Stringing erheblich beeinflusst. Eine zu hohe Temperatur kann das Filament zu sehr verflüssigen, was zu Stringing führt, während eine zu niedrige Temperatur zu einer schwachen Schichtbindung führen kann. Die richtige Temperatur zu finden, ist also ein Balanceakt, der sich stark auf die gesamte Druckqualität auswirkt.
Im Folgenden findest du eine Schritt-für-Schritt-Anleitung zur Kalibrierung der Drucktemperatur:
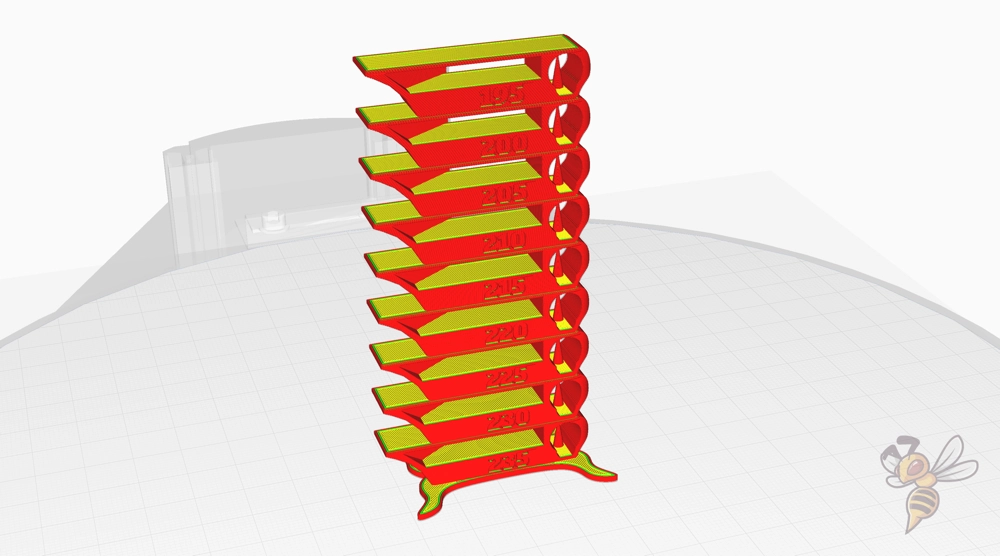
- Besorge dir einen Temperaturturm: Das ist ein spezielles Objekt, mit dem du eine Reihe von Temperaturen an demselben Objekt testen kannst. Du findest Temperaturturm-Modelle auf verschiedenen 3D-Druck-Websites. Ich mag dieses Modell, weil es verschiedene Druckfehler in einem Durchgang testet.
- Stelle die Nozzle-Temperatur ein: Konfiguriere mit deiner Slicing-Software verschiedene Schichten des Temperaturturms, um bei unterschiedlichen Temperaturen zu drucken. Normalerweise liegt dieser Bereich zwischen 210 °C und 260 °C für PETG. In Slicern wie Cura kannst du diese Temperaturstufen über ein vorgefertigtes Skript festlegen. In diesem Artikel zeige ich dir, wie du das machst.
- Starte den Druck: Beginne mit dem Druck des Temperaturturms. Beobachte während des Drucks die Unterschiede in der Stringing, der Schichthaftung und der Gesamtqualität bei den verschiedenen Temperaturstufen.
- Analysiere die Ergebnisse: Sobald der Druck abgeschlossen ist, untersuche jeden Abschnitt des Turms. Achte auf die Temperatur, bei der der Druck minimales Stringing aufweist, aber dennoch eine gute Schichthaftung hat.
- Wähle die optimale Temperatur: Verwende die ermittelte Temperatur als Standardeinstellung für zukünftige PETG-Drucke.
Denke daran, dass auch Umweltfaktoren und die Filament-Qualität die optimale Temperatur beeinflussen können. Es ist also eine gute Idee, die Temperatur neu zu kalibrieren, wenn du das Filament wechselst oder sich die Druckbedingungen ändern.
Schritt 2: Kalibriere die Retraction
Die Retraction ist wichtig, um Stringing bei PETG zu reduzieren. Dabei wird das Filament bei nicht druckenden Bewegungen zurückgezogen, um ein Auslaufen zu verhindern. Die Schlüsselelemente der Retraction sind die Distanz und die Geschwindigkeit, mit der das Filament zurückgezogen wird. Es gibt zwar noch andere Einstellungen, aber diese beiden haben den größten Einfluss auf das PETG-Stringing.
Hier ist eine Schritt-für-Schritt-Anleitung zur Kalibrierung der Retraction:
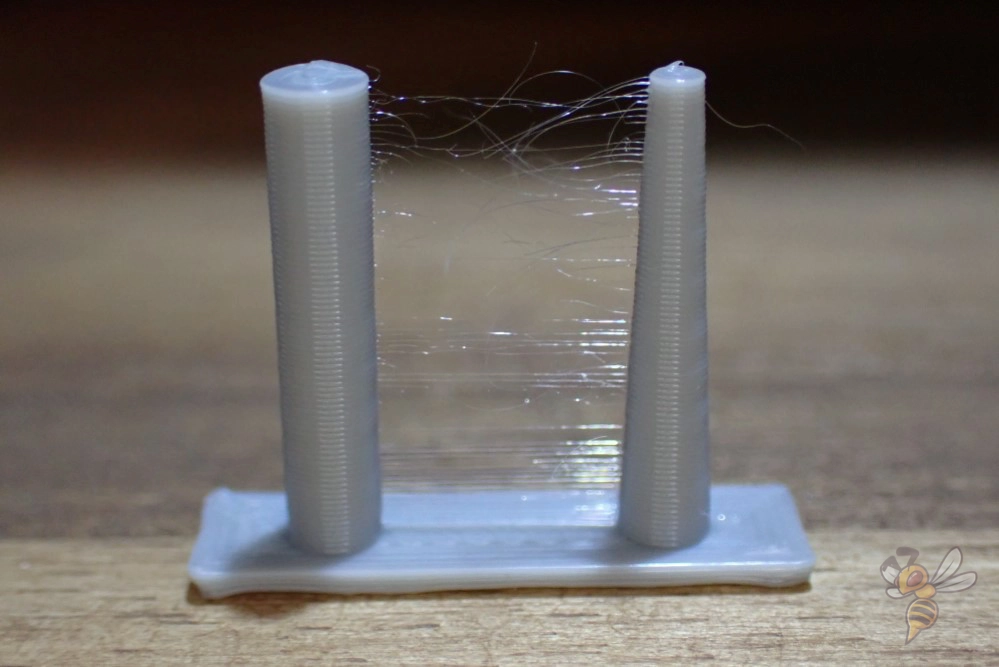
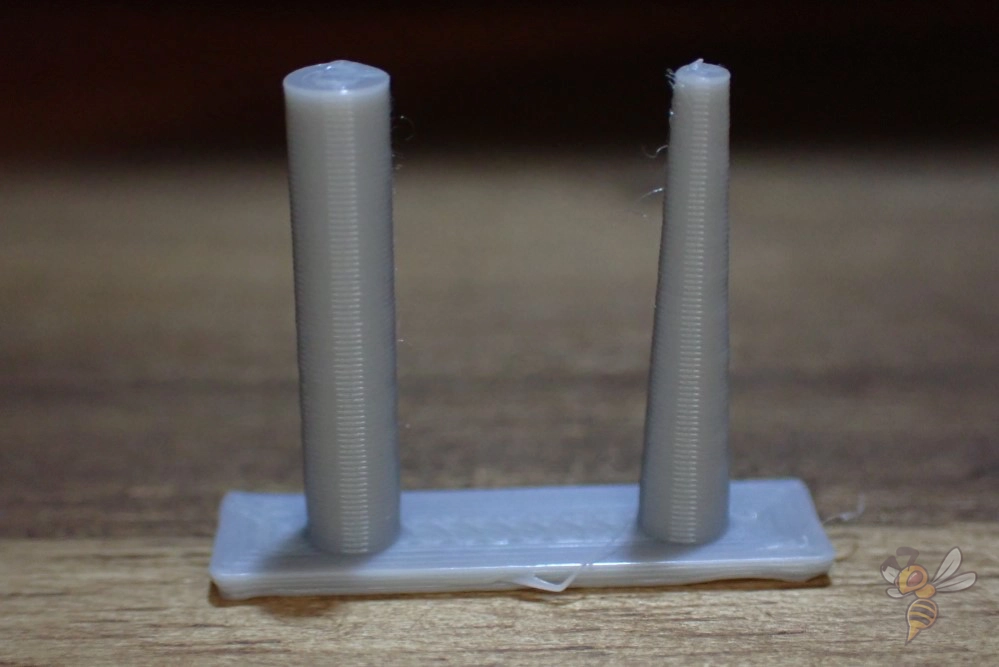
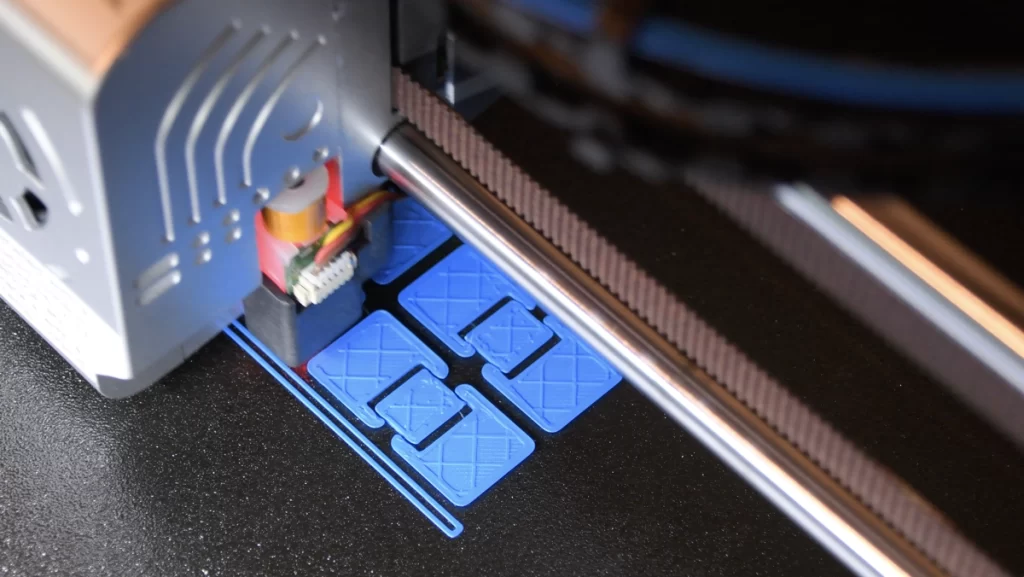
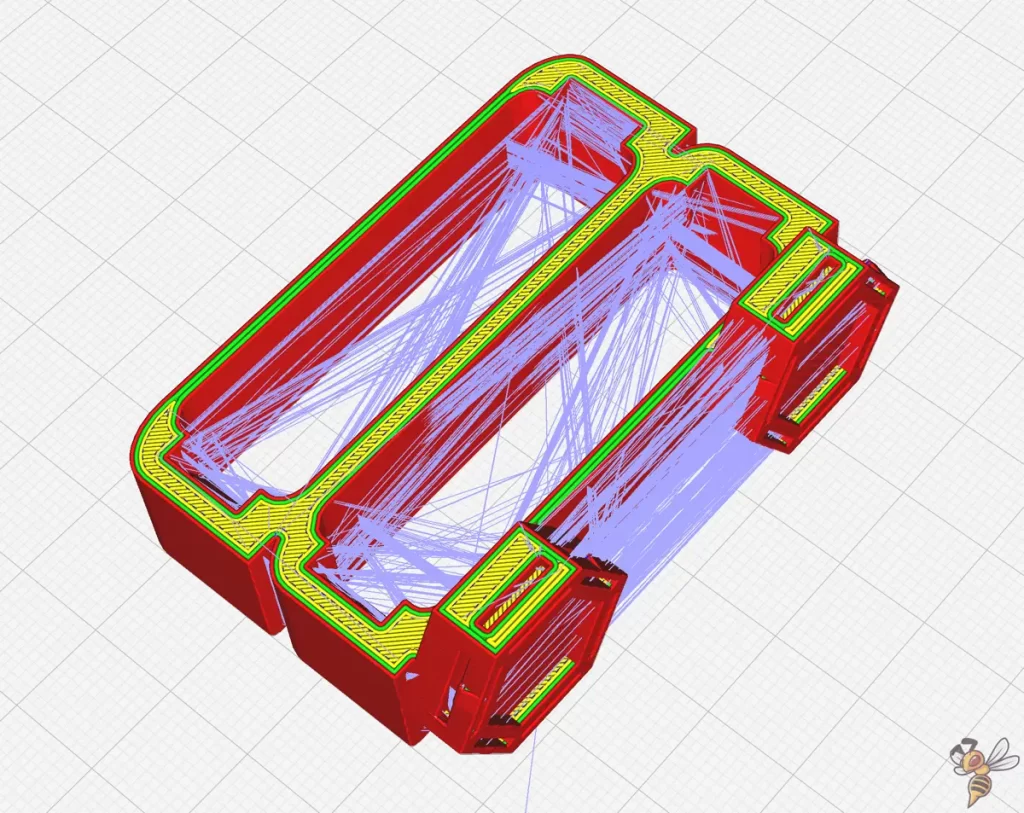
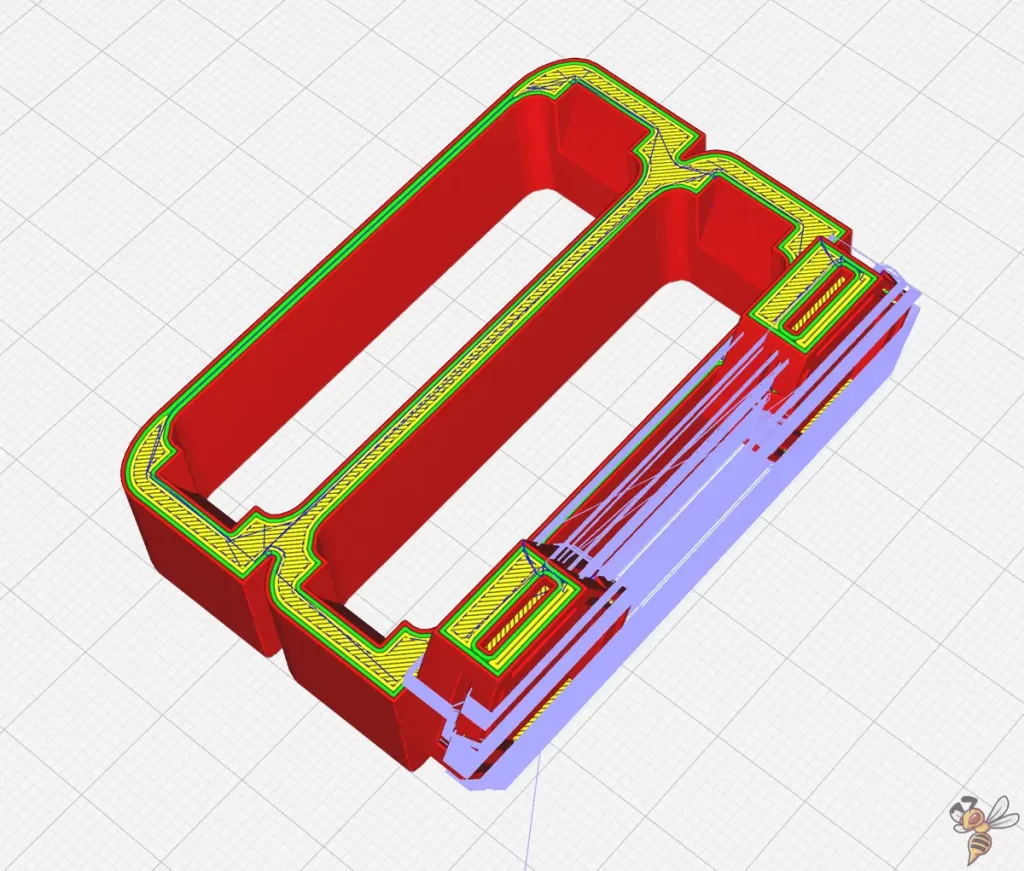
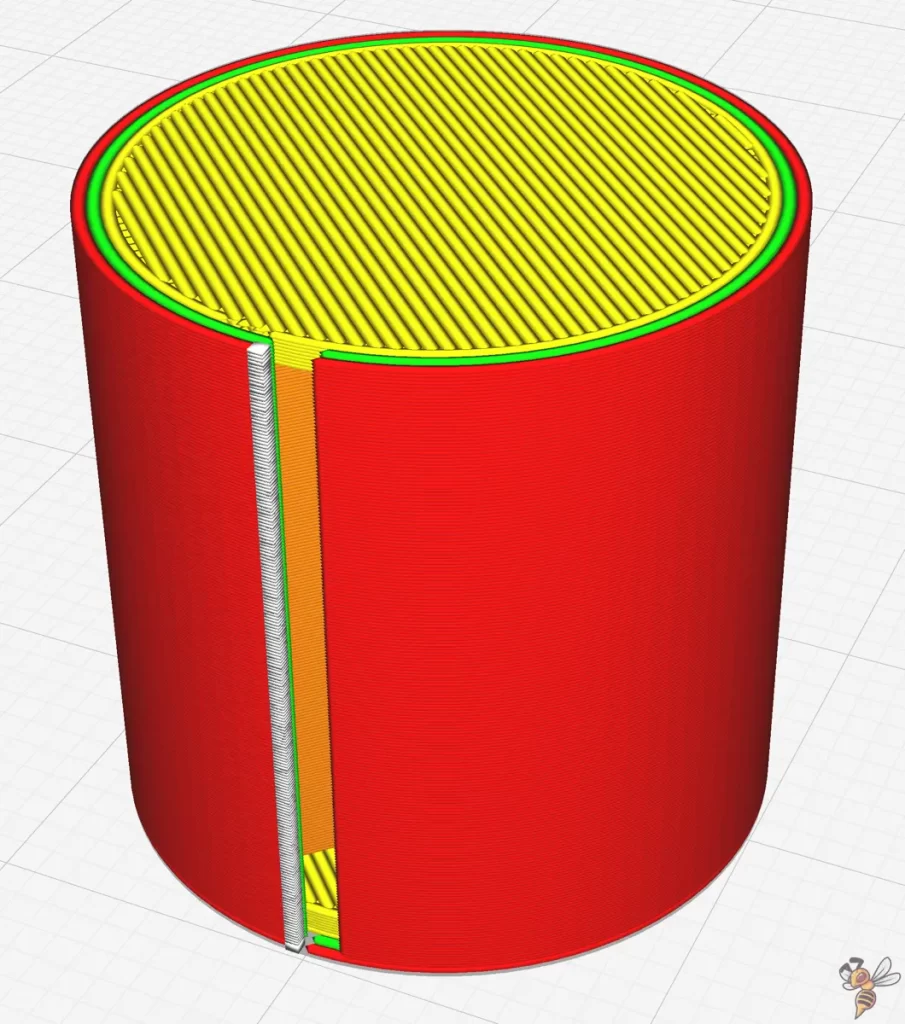
- Wähle ein Testobjekt: Verwende ein einfaches Modell wie den Zweisäulentest (zu finden im Calibration Shapes Plugin in Cura), um die Retraction schnell und effektiv zu testen. Ich habe dieses Objekt auch in den Bildern oben verwendet.
- Lege die anfänglichen Retraction-Parameter fest: Beginne mit den empfohlenen Einstellungen für PETG für deinen 3D-Drucker oder verwende einfach deine bisherigen Einstellungen als Grundlage.
- Drucke und beobachte: Drucke das Testobjekt aus und beobachte das Stringing zwischen den Spalten. Achte auf die Qualität und das Ausmaß des Stringing oder des Auslaufens.
- Passe die Einstellungen schrittweise an: Wenn Stringing auftritt, passe die Retraction-Distanz und die Geschwindigkeit in kleinen Schritten an (0,5 mm und 5 mm/s), aber nie beides gleichzeitig. Erhöhe die Distanz und die Geschwindigkeit, um das Stringing zu verringern, aber vermeide es, zu hoch zu gehen, um ein Verstopfen der Nozzle zu verhindern. Wenn du nach den ersten ein oder zwei Einstellungen immer noch übermäßige Stringing feststellst, kannst du beide Einstellungen gleichzeitig verringern.
- Wiederhole den Test: Nach jeder Anpassung druckst du das Testobjekt erneut, um die Veränderungen zu beobachten. Dieser iterative Prozess hilft dir, die optimalen Einstellungen zu finden.
- Abgleich mit der Temperatur: Da die Einstellungen für die Retraction und die Temperatur zusammenhängen, solltest du sie gemeinsam neu kalibrieren. Eine Änderung der einen Einstellung kann eine Anpassung der anderen erfordern.
Denke daran, dass Geduld der Schlüssel ist. Um das perfekte Gleichgewicht zu finden, benötigst du vielleicht mehrere Durchgänge, aber das Ergebnis sind saubere Drucke mit minimalem Stringing.
Schritt 3: Trockne das Filament

Die Feuchtigkeitsaufnahme von PETG-Filament kann die Druckqualität ernsthaft beeinträchtigen und zu vermehrten Stringing und uneinheitlicher Extrusion führen. Um optimale Druckbedingungen zu erhalten, ist es wichtig, PETG in einer trockenen Umgebung zu lagern, z. B. in luftdichten Behältern mit Trockenmittel.
Sollte dein Filament Feuchtigkeit aufnehmen, erfährst du hier, wie du es effektiv trocknen kannst:
- Trocknen im Ofen (nicht empfohlen): Heize deinen Ofen auf eine niedrige Temperatur vor, etwa 45-55 °C. Lege die Filamentspule in den Ofen und trockne sie mehrere Stunden lang. Beobachte genau, um eine Überhitzung zu vermeiden, die das Filament verformen könnte.
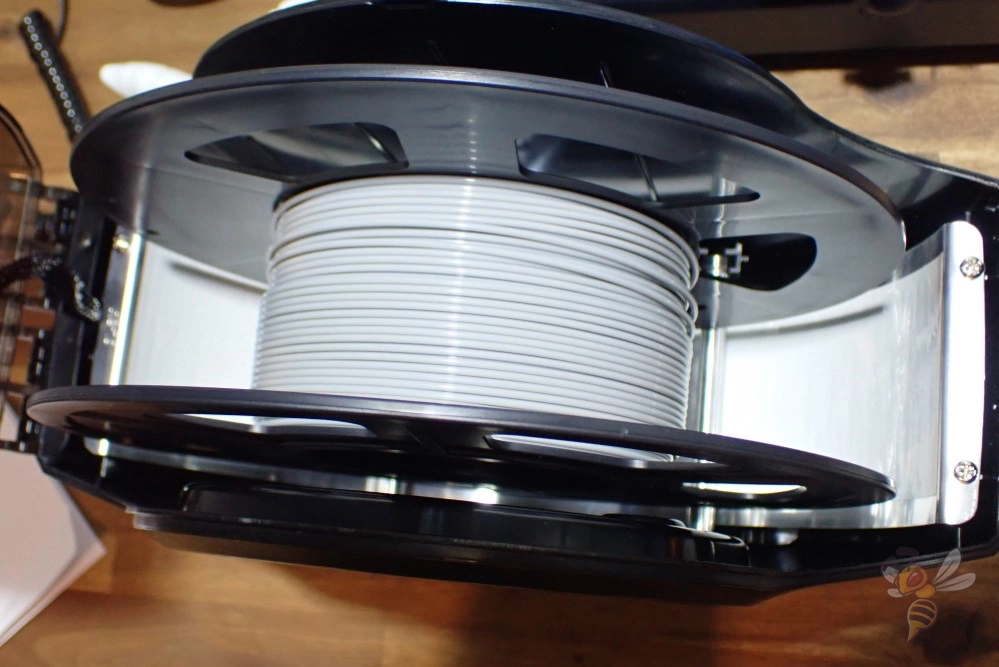
- Verwendung von Filament-Trocknern (empfohlen): Spezielle Filament-Trockner bieten eine sicherere und kontrolliertere Trocknungsumgebung. Diese Geräte halten die Temperatur konstant und schützen das Filament vor direkter Hitze, was das Risiko einer Verformung verringert. Ich habe den Sunlu FilaDryer S2 selbst getestet und konnte mit diesem Gerät PETG Stringing deutlich reduzieren.
- Trocknungszeit: Die Trocknungszeit kann je nach der Menge der aufgenommenen Feuchtigkeit variieren. In der Regel sind 4-6 Stunden ausreichend, aber stark durchnässte Filamente können länger brauchen.
- Lagerung nach dem Trocknen: Lagere das Filament nach dem Trocknen sofort in einer feuchtigkeitsfreien Umgebung. Verwende vakuumversiegelte Beutel oder Behälter mit Trockenmittel, um die Wiederaufnahme von Feuchtigkeit zu verhindern. Hier findest du weitere Informationen über die richtige Lagerung von Filamenten.
Wenn du dein PETG-Filament regelmäßig trocknest und richtig lagerst, werden Probleme wie Stringing deutlich reduziert und deine 3D-Druckergebnisse verbessert.
Schritt 4: Kalibriere die Flussrate
Die Kalibrierung der Flussrate ist entscheidend für die Feinabstimmung des PETG-Drucks, insbesondere um Stringing zu vermeiden. Die Flussrate, die in der Regel bei 100 % liegt, steuert die Filamentextrusion. Eine falsche Einstellung kann dazu führen, dass sich das Filament nicht richtig ablagert, was zu Stringing oder anderen Problemen führt.
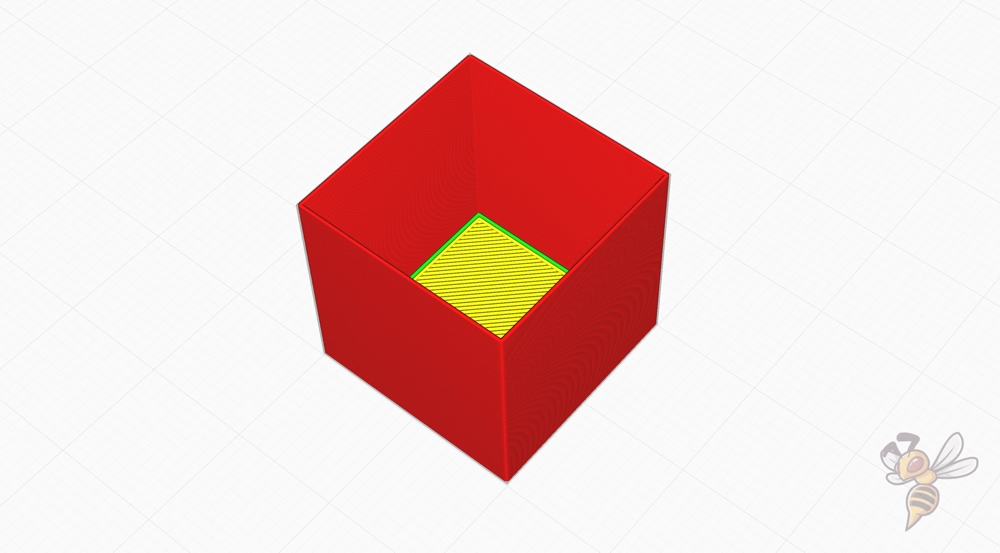
Hier sind die Schritte zur Kalibrierung der Flussrate mit dem Würfelwandtest:
- Bereite dich auf die Kalibrierung vor: Wähle ein einfaches, standardisiertes Design für den Kalibrierungswürfel aus einer zuverlässigen 3D-Druckquelle.
- Druckeinstellungen: Stelle das Modell in deinem Slicer so ein, dass es ohne Füllung und ohne Deckschichten gedruckt wird, und gib zwei Wände an.
- Führe den Testdruck durch: Drucke den Kalibrierungswürfel mit deinen aktuellen Flussraten-Einstellungen.
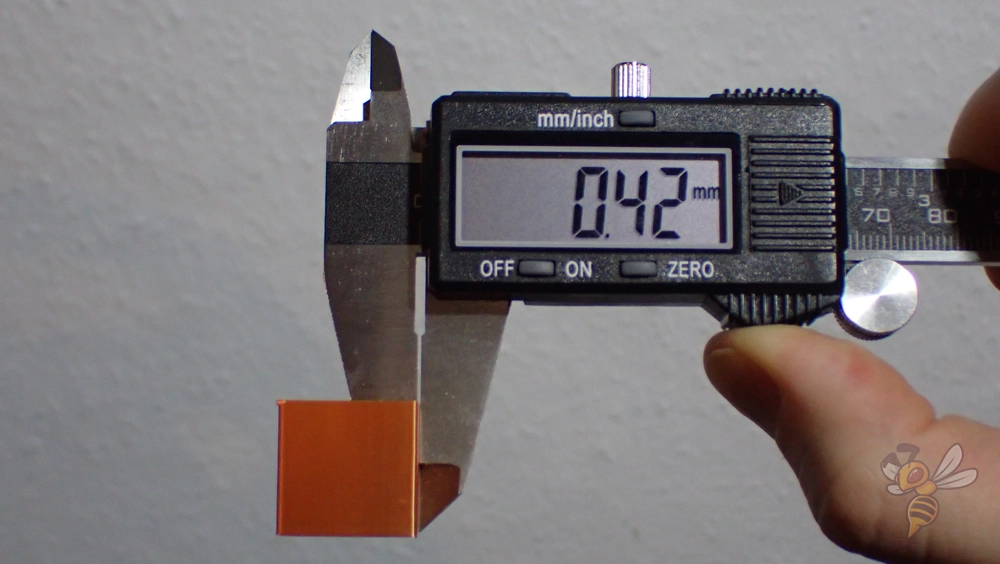
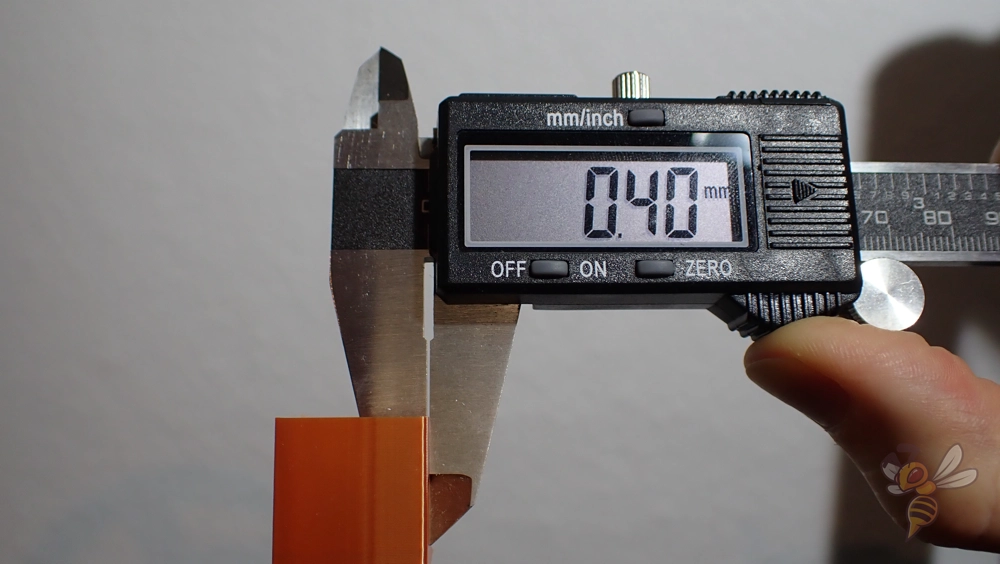
- Messe die Wanddicke: Verwende einen präzisen Messschieber, um die Dicke der Würfelwände zu messen. Vergleiche diese Messung mit der erwarteten Wanddicke, die sich aus deinen Slicer-Einstellungen ergibt.
- Passe die Flussrate an: Wenn die Wanddicke nicht übereinstimmt, passe die Flussrate deines Slicers an. Erhöhe die Flussrate, wenn die Wände dünner als erwartet sind, und verringere sie, wenn sie dicker sind.
- Iteriere nach Bedarf: Es kann sein, dass du mehrere Versuche brauchst, um die richtige Flussrate einzustellen.
Wenn du die Flussrate methodisch anpasst und testest, kannst du das Stringing bei PETG-Drucken deutlich reduzieren und so sauberere und genauere Ergebnisse erzielen. Achte aber darauf, dass du die Drucktemperatur und die Retraction-Einstellungen vorher kalibrierst.
Schritt 5: Reinige die Nozzle
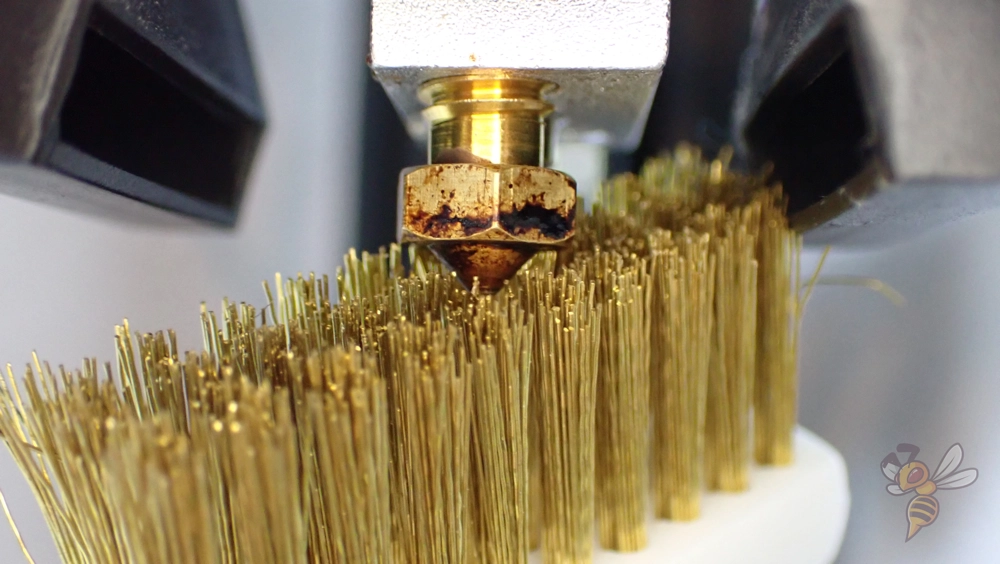
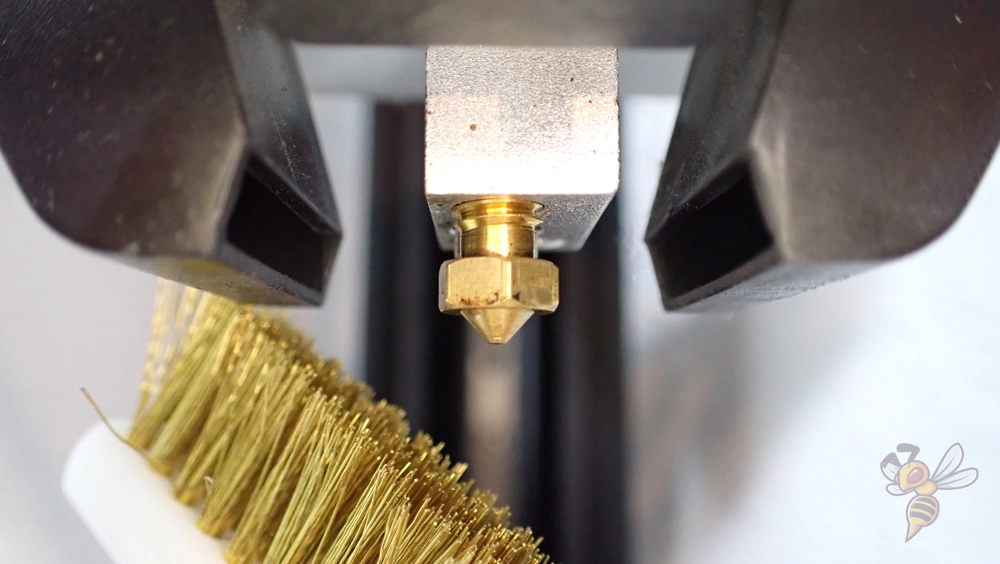
Eine saubere Nozzle ist wichtig, um Stringing beim Drucken mit PETG zu verhindern. Angesammelte Rückstände in oder um die Nozzle herum können den Filamentfluss behindern, was zu Stringing und anderen Druckproblemen wie Oozing und Klecksen führen kann.
Hier sind einige Möglichkeiten, wie du die Nozzle deines 3D-Druckers reinigen kannst:
- Erhitzen und Reinigen: Erhitze die Nozzle, um das festsitzende Filament aufzuweichen. Entferne dann vorsichtig mit einem Papiertuch die äußeren Rückstände an der Nozzle. Mach das vor und nach jedem Druck.
- Reinigungsfilament verwenden: Für kleinere Rückstände in der Nozzle und zur regelmäßigen Wartung ist Reinigungsfilament* ideal. Extrudiere es einfach bei Drucktemperatur, bis es sauber herauskommt.
- Benutze eine Nadel: Bei hartnäckigen Rückständen in der Nozzle steckst du vorsichtig eine feine Nadel in die Nozzle, wenn sie erhitzt ist, um interne Verstopfungen zu entfernen.
- Chemische Reinigung: Für eine gründliche Reinigung nimmst du die Nozzle heraus und tauchst sie in Aceton oder eine spezielle Reinigungslösung. Mit dieser Methode lassen sich hartnäckige Rückstände effektiv entfernen.
- Regelmäßige Wartung: Nimm die Nozzle-Reinigung in deine regelmäßige Wartungsroutine auf. Reinige sie nach jedem Druck oder wenn du das Material wechselst, um eine optimale Leistung zu gewährleisten.
Eine noch detailliertere Anleitung zur Nozzle-Reinigung findest du in diesem Guide.
Schritt 6: Erhöhe die Bewegungsgeschwindigkeit
Die Optimierung der Bewegungsgeschwindigkeit ist ein weiterer Ansatz, um PETG-Stringing zu minimieren. Je schneller die Geschwindigkeit, desto kürzer ist die Zeit, die die Nozzle über offenen Bereichen verweilt, was das Auslaufen und damit das Stringing minimiert.
Die Bewegungsgeschwindigkeit beim 3D-Druck gibt an, wie schnell sich die Nozzle des Druckers von einem Punkt zum anderen bewegt, wenn kein Filament extrudiert wird. Besonders bei PETG ist es wichtig, diese Geschwindigkeit einzustellen:
- Zu langsam: Wenn sich die Nozzle zu langsam bewegt, hat das heiße, geschmolzene Filament mehr Zeit, aus der Nozzle zu laufen, was zu Stringing beim PETG führt.
- Genau richtig: Wenn du die Geschwindigkeit erhöhst, verbringt die Nozzle weniger Zeit in den Bereichen, in denen sie nicht druckt, und verringert so das Risiko von Stringing.
- Balance ist der Schlüssel: Wenn die Geschwindigkeit jedoch zu hoch ist, kann sie die Genauigkeit des Druckers beeinträchtigen oder Vibrationen verursachen, die die Gesamtqualität des Drucks mit Druckfehlern wie Ringing oder Ghosting beeinträchtigen.
Befolge diese Schritte, um die Bewegungsgeschwindigkeit zu kalibrieren:
- Erste Geschwindigkeitsanpassung: Beginne mit einer moderaten Erhöhung der Bewegungsgeschwindigkeit gegenüber der Standardeinstellung.
- Beobachte die Druckqualität: Beobachte, wie sich die Erhöhung auf das Stringing und die allgemeine Druckqualität auswirkt. Achte auf Verbesserungen beim Stringing, ohne die Integrität des Drucks zu beeinträchtigen.
- Schrittweise Erhöhungen: Wenn das Stringing bestehen bleibt, erhöhe die Geschwindigkeit schrittweise und beobachte die Ergebnisse nach jeder Anpassung.
- Gleichgewicht zwischen Geschwindigkeit und Qualität: Versuche, eine Geschwindigkeit zu finden, die das Stringing deutlich reduziert, ohne neue Probleme wie Vibrationen oder eine schlechte Schichtverbindung zu verursachen.
Indem du die Geschwindigkeit methodisch anpasst und auswertest, kannst du die Qualität deiner PETG-Drucke deutlich verbessern.
Schritt 7: Anpassen des Nozzle-Pfads
Die Anpassung des Nozzle-Pfads kann das Stringing im PETG-Druck erheblich reduzieren. Techniken wie Combing, Z-Hop, Coasting und Wiping können eingesetzt werden, um die Bewegung der Nozzle zu optimieren.
Combing
Combing steuert den Druckkopf innerhalb der Grenzen der bereits gedruckten Bereiche und vermeidet Fahrten über offene Flächen.
Auswirkung auf den Nozzle-Weg: Diese Technik minimiert die Strecke, die die Nozzle über nicht bedruckte Bereiche fährt. Auf diese Weise wird die Gefahr des Auslaufens und von Stringing verringert, weil das Filament bei diesen Bewegungen weniger wahrscheinlich ausläuft. Und wenn es ausläuft, dann in das gedruckte Objekt, womit dieser Druckfehler unsichtbar wird.
Z-Hop
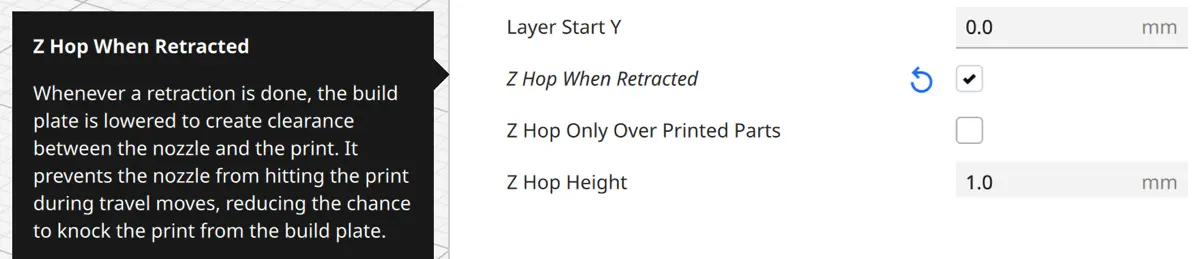
Z-Hop ist eine Funktion, die die Nozzle bei nicht druckenden Bewegungen leicht vom Druck anhebt.
Auswirkung auf den Nozzle-Weg: Indem Z-Hop die Nozzle bei Übergängen anhebt, verhindert es, dass sie über den Druck schleift. Dadurch wird das Risiko verringert, dass Filamentfäden von einem Teil des Drucks zu einem anderen gezogen werden, was zu einem saubereren Druck mit weniger Fäden führt.
Coasting
Coasting ist eine Einstellung, die den Extruder kurz vor dem Ende eines Druckpfads anhält.
Auswirkung auf den Nozzle-Weg: Die Einstellung nutzt den Restdruck im Extruder, um das Filament zu Ende zu extrudieren und minimiert so die Menge an Filament, die während der Pfadübergänge austritt. Dies kann das Stringing auf dem Weg zum nächsten Druckbereich erheblich reduzieren. Aber pass auf, dass du es nicht übertreibst. Zu viel Coasting führt zu Löchern.
Wiping
Beim Wipen wird die Nozzle über die zuletzt gedruckte Schicht gezogen, um überschüssiges Filament zu entfernen, bevor die Nozzle an eine neue Stelle bewegt wird.
Auswirkung auf den Nozzle-Weg: Diese Aktion reinigt die Nozzle und verhindert so, dass überschüssiges Filament Fäden zwischen verschiedenen Teilen des Drucks bildet. Das Abwischen sorgt für sanftere Übergänge mit geringerem Risiko von Stringing.
Schritt 8: Kalibriere die Lüfterdrehzahl

Die Kalibrierung der Lüfterdrehzahl ist beim Drucken mit PETG sehr wichtig. Eine wirksame Kühlung kann das extrudierte Filament schnell verfestigen und so das Stringing verringern. Eine zu starke Kühlung kann jedoch zu einer schlechten Schichthaftung führen.
Beginne mit einer niedrigeren Lüfterdrehzahl und erhöhe sie schrittweise, um die Auswirkungen auf das Stringing und die Druckqualität insgesamt zu beobachten. Ich fange in der Regel mit einer Lüfterdrehzahl von 50 % an und erhöhe sie in Schritten von 10 bis 20 %. Das PETG-Stringing lässt sich durch das Anpassen der Lüfterdrehzahl nicht direkt beheben, aber es hilft definitiv.
Schritt 9: Verwende hochwertiges Filament
Die Qualität des Filaments, das du für den 3D-Druck verwendest, spielt eine entscheidende Rolle für das Ergebnis deiner Drucke, besonders wenn es darum geht, Stringing beim PETG-Druck zu minimieren. Hochwertiges Filament kann die Präzision und Ästhetik deiner Drucke erheblich verbessern, während minderwertiges Filament Probleme wie Stringing, Auslaufen und uneinheitliche Schichten verschlimmern kann.
Das sind die Merkmale von hochwertigem Filament:
- Gleichmäßiger Durchmesser: Hochwertige Filamente haben über die gesamte Spule hinweg einen gleichmäßigen Durchmesser, was eine gleichmäßige Extrusion gewährleistet und die Wahrscheinlichkeit von Stringing und anderen extrusionsbedingten Problemen verringert.
- Richtige Zusammensetzung: Premium-Filamente werden mit einer präzisen Zusammensetzung formuliert und enthalten keine Verunreinigungen, die zu ungleichmäßigem Schmelzen und Abkühlen und damit zu Stringing und schlechter Schichthaftung führen können.
- Feuchtigkeitsgehalt: Hochwertiges Filament ist in der Regel mit einem besseren Feuchtigkeitsschutz verpackt, was die Wahrscheinlichkeit von feuchtigkeitsbedingtem Stringing und Blasenbildung während des Drucks verringert.
Achte bei der Auswahl eines Filaments auf die folgenden Aspekte:
- Markenreputation: Entscheide dich für Marken, die für ihre Qualitätskontrolle und Kundenzufriedenheit bekannt sind. Wenn es um PETG-Filament geht, mag ich SUNLU PETG* sehr.
- Nutzerbewertungen: Achte auf das Feedback und die Bewertungen der Nutzer/innen, insbesondere in Bezug auf Stringing und die Druckqualität von PETG.
- Kompatibilität: Achte darauf, dass das Filament mit den Fähigkeiten und Temperaturbereichen deines Druckers kompatibel ist.
FAQ – Häufig gestellte Fragen
Warum neigt PETG stärker zu Stringing als andere Filamente?
PETG neigt aufgrund seiner physikalischen Eigenschaften dazu, stärker zu Stringing als andere Filamente wie PLA. PETG hat eine höhere Schmelztemperatur und ist hygroskopischer, d.h. es nimmt leichter Feuchtigkeit auf.
Auch die Viskosität des Materials bei Drucktemperaturen spielt eine Rolle: PETG ist im Vergleich zu anderen Filamenten weniger zähflüssig, was zu mehr Fäden führt, da es leichter aus der Nozzle fließt.
Wie entferne ich Stringing vom fertigen Druck?
Um das überschüssige Material von PETG-Fäden zu entfernen, verwende eine Heißluftpistole, die auf eine niedrige oder mittlere Temperatur eingestellt ist. Fahre vorsichtig mit der Heißluftpistole über die betroffenen Stellen, um das Stringing aufzuweichen. Wenn die Fäden aufgeweicht sind, lassen sie sich leicht abziehen oder abbürsten. Es ist wichtig, die Heißluftpistole in Bewegung zu halten, um zu vermeiden, dass der Druck durch die konzentrierte Hitze verformt oder beschädigt wird.
Wie kann ich meine Druckereinstellungen anpassen, um PETG-Stringing zu verhindern?
Die Anpassung der Druckereinstellungen ist der Schlüssel zur Reduzierung von PETG-Stringing. Zu den wichtigsten Einstellungen gehören:
- Retraction-Einstellungen: Erhöhe die Retraction-Distanz und die Retraction-Geschwindigkeit, um das Filament während der Bewegung zurückziehen zu können.
- Drucktemperatur: Senke die Drucktemperatur, um die Fließfähigkeit des Materials zu verringern.
- Bewegungsgeschwindigkeit: Erhöhe die Bewegungsgeschwindigkeit, damit sich die Nozzle schnell zwischen den Druckbereichen bewegt und die Zeit, in der Stringing auftritt, minimiert wird.
- Lüfterdrehzahl: Passe die Geschwindigkeit des Kühlgebläses an, um den Abkühlungsprozess des Filaments zu optimieren und Stringing zu verhindern, ohne Probleme mit der Schichthaftung zu verursachen.
Wirkt sich die Luftfeuchtigkeit auf das PETG-Stringing aus?
Ja, die Luftfeuchtigkeit hat einen erheblichen Einfluss auf das PETG-Stringing. PETG absorbiert Feuchtigkeit aus der Luft, was zu Stringing und anderen Druckproblemen führen kann. Die absorbierte Feuchtigkeit verwandelt sich während des Drucks in Wasserdampf, was zu Blasen und erhöhtem Stringing führt. Die Lagerung von PETG in einer trockenen Umgebung und die Verwendung eines Filament-Trockners vor dem Druck können diese Probleme verringern.
Welche Rolle spielt die Filament-Qualität bei Stringing von PETG?
Die Filament-Qualität hat einen großen Einfluss auf das Auftreten von Stringing bei PETG-Drucken. Hochwertiges PETG hat in der Regel einen gleichmäßigeren Durchmesser und eine gleichmäßigere Zusammensetzung, was die Wahrscheinlichkeit von Stringing verringert. Qualitativ minderwertiges Filament kann Verunreinigungen oder Unstimmigkeiten enthalten, die zu ungleichmäßiger Extrusion und verstärktem Stringing führen. Die Investition in eine seriöse Marke kann einen großen Unterschied machen.
Fazit
Um PETG-Stringing effektiv zu minimieren, musst du methodisch vorgehen und dich auf verschiedene Aspekte deiner 3D-Druckeinrichtung konzentrieren.
In diesem sind wir auf die Kalibrierung der Drucktemperatur, der Retraction, der Filamenttrocknung, der Durchflussrate, der Sauberkeit der Nozzle, der Verfahrgeschwindigkeit, des Druckkopfwegs und der Lüftergeschwindigkeit eingegangen. Jeder dieser Schritte ist wichtig, um die bestmögliche Druckqualität mit PETG zu erreichen.
Wenn du diese Richtlinien befolgst und die Einstellungen deines Druckers geduldig abstimmst, kannst du das Stringing deutlich reduzieren und sauberere, präzisere Drucke erzielen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
