
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
PETG ist dafür bekannt, dass die Supports schwierig zu entfernen sind. Falls du dieses Problem hast, bist du damit also nicht alleine. Es gibt aber ein paar Wege wie du es einfacher machen kannst sie zu entfernen – und das ganz ohne Rückstände!
Wenn PETG Supports schwierig zu entfernen sind, müssen die Einstellungen im Slicer so angepasst werden, dass die Haftung zwischen den Supports und dem Druckobjekt verringert wird und das ohne ihre Stützwirkung einzubüßen.
Wie du dies machst, welche Einstellungen für PETG Supports wichtig sind, wie du diese testen kannst und wie du Supports rückstandslos von deinem Druckobjekt entfernen kannst, erfährst du in diesem Artikel.
Kurz Zusammengefasst
- Wenn PETG Supports schwierig zu entfernen sind, muss die Haftung zwischen den Supports und dem Druckobjekt verringert werden.
- Den größten Einfluss auf die Haftung zwischen den Supports und dem Druckobjekt hat die Support Z Distance und die Support Dichte.
- → Erhöhe die Support Z Distance
- → Verringere die Support Dichte
Die Richtigen Slicer Einstellungen für PETG Supports
Damit Supports ihre Funktion erfüllen und sich danach trotzdem einfach entfernen lassen können, müssen bestimmte Einstellungen im Slicer optimiert werden. Dazu zählen hauptsächlich der Abstand der Supports zum Druckobjekt, die Struktur, die Platzierung, die Support Dichte und das Muster.
Diese Einstellungen sind je nach Filament Typ anders und können sich auch zwischen Filamenten des gleichen Typs von unterschiedlichen Herstellern unterscheiden. Die in diesem Artikel genannten Einstellungen sind demnach zwar relativ gute Richtwerte, werden aber nicht für jedes PETG Filament die perfekte Lösung sein.
Bevor wir in die Details der einzelnen Einstellungen gehen, ist hier einer Übersichtstabelle der besten Einstellungen für PETG Supports in Cura (die meisten Slicer haben ähnliche Optionen):
| Einstellung | Empfohlene Werte für PETG |
|---|---|
| Support Z Distance | 0,2-0,3 mm oder höher (im Prinzip so hoch wie möglich ohne, dass Überhänge durchhängen) |
| Support X/Y Distance | 0,4-0,6 mm |
| Support Struktur (Normal/Tree) | Normal |
| Support Platzierung | “Touching Buildplate” |
| Support Muster | “Lines” / “Zig Zag” |
| Support Dichte | 5-15% |
| Enable Support Interface | Nein |
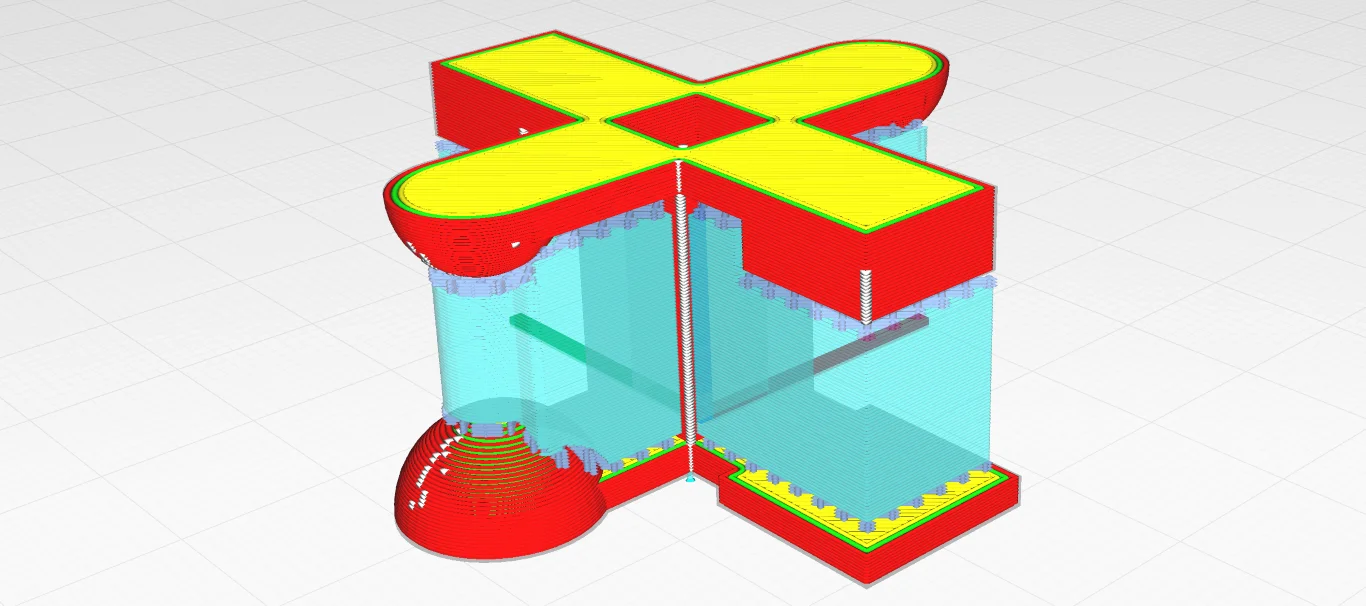
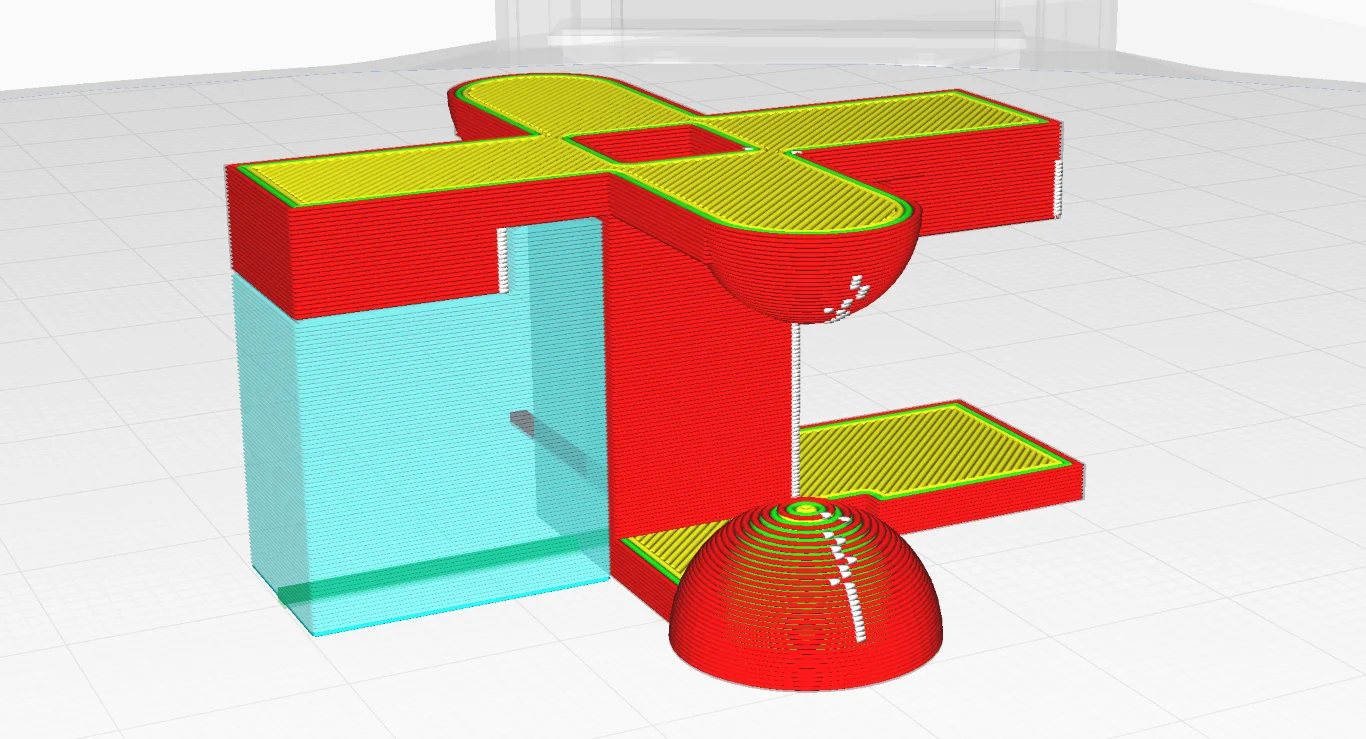
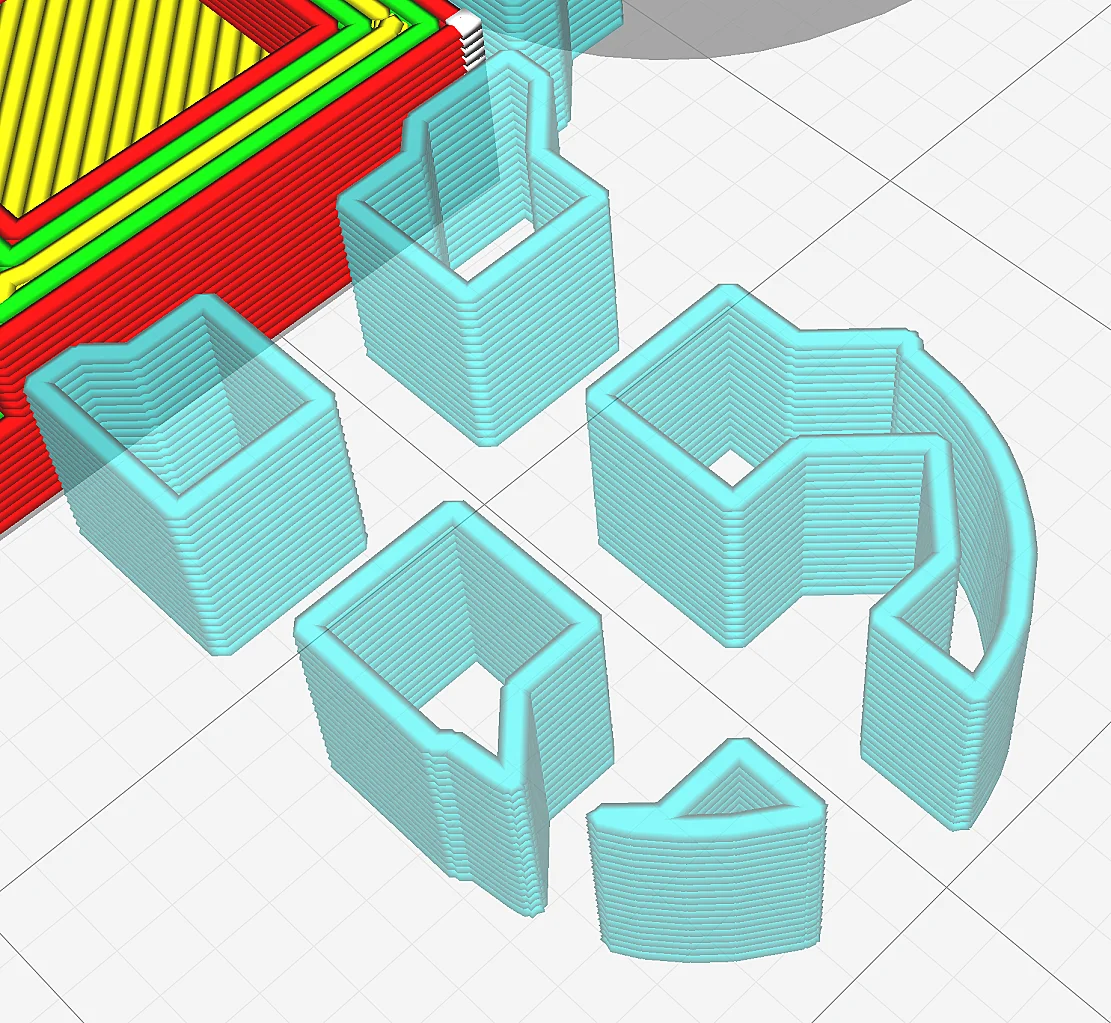
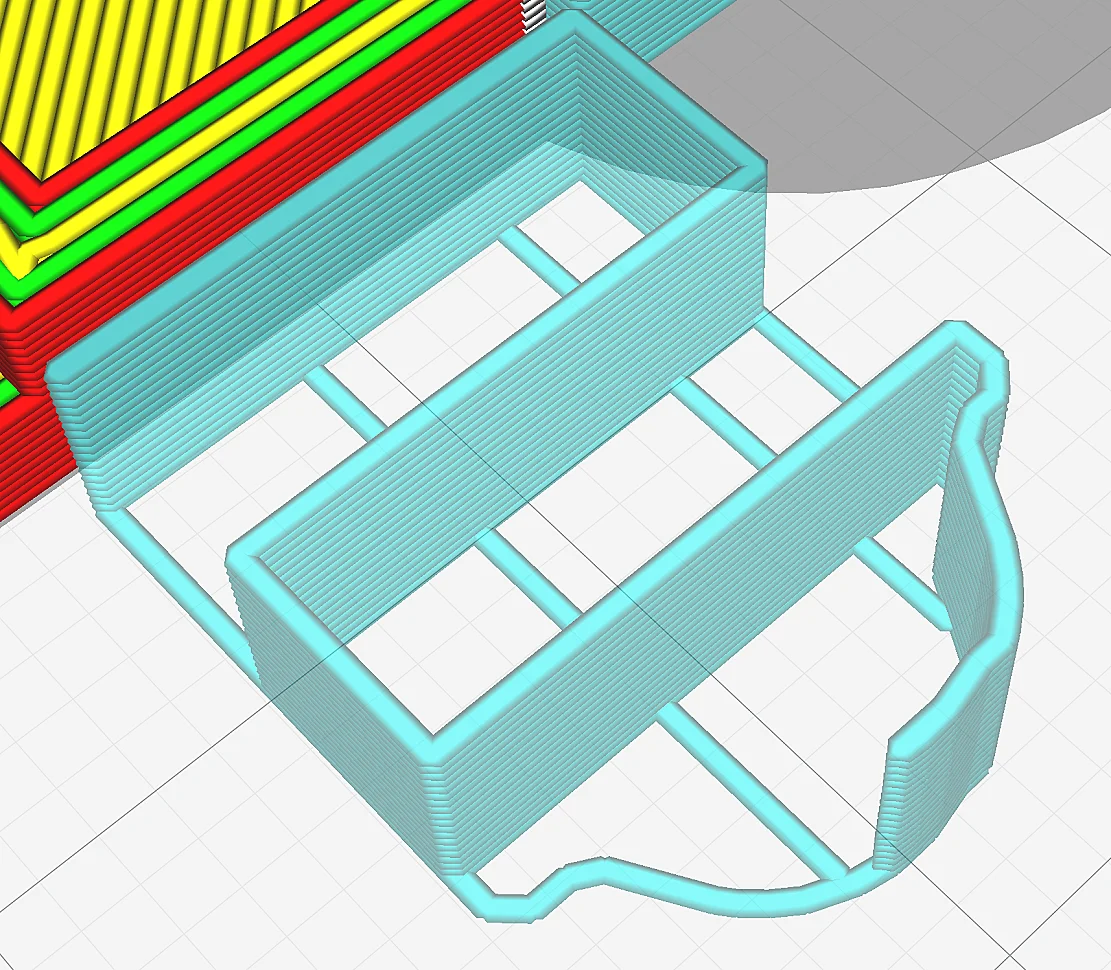
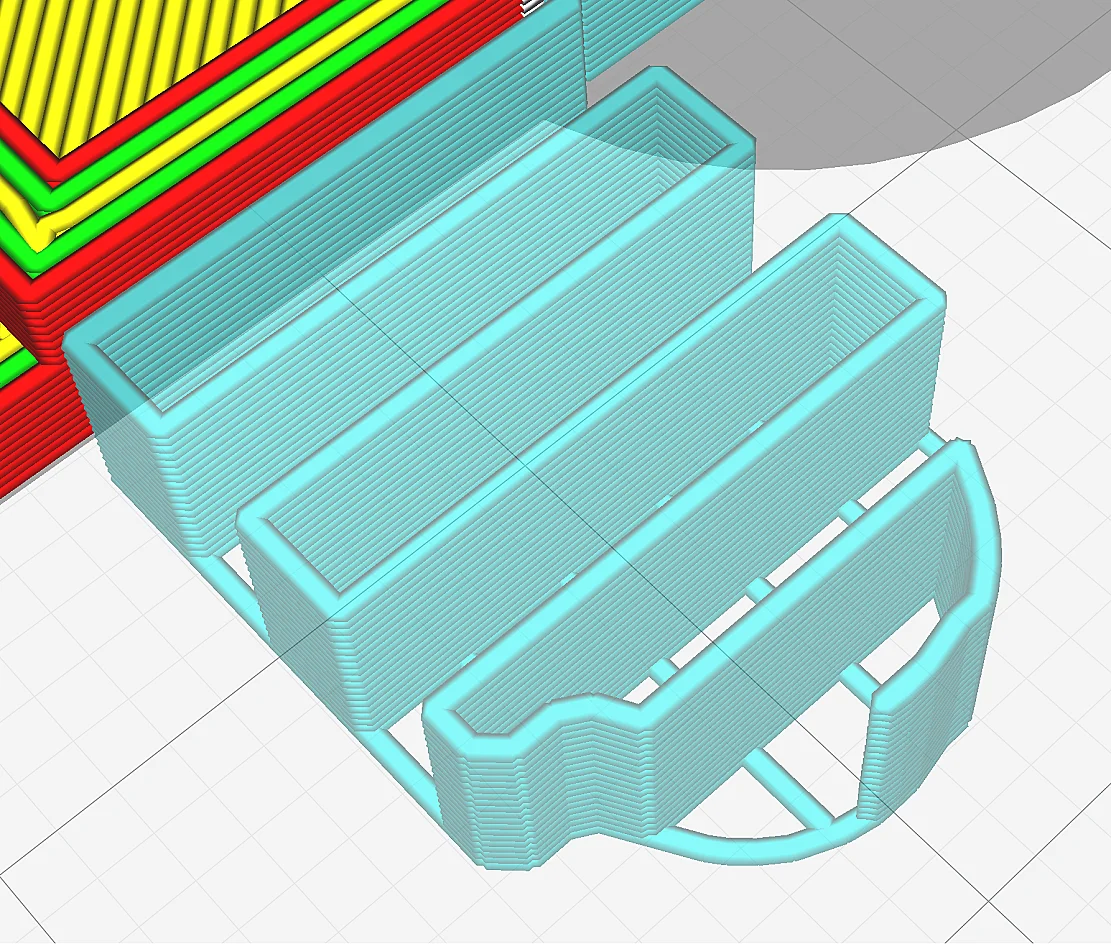
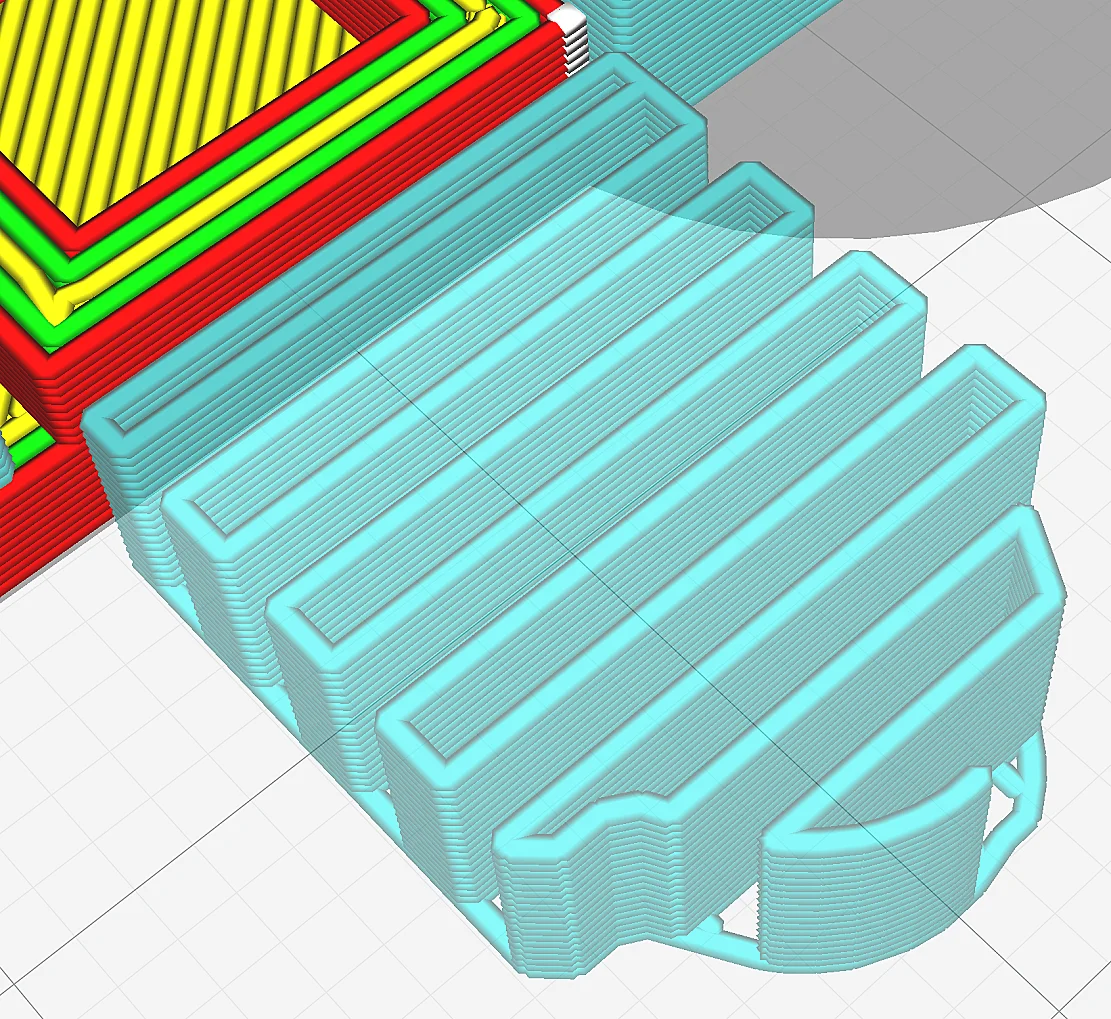
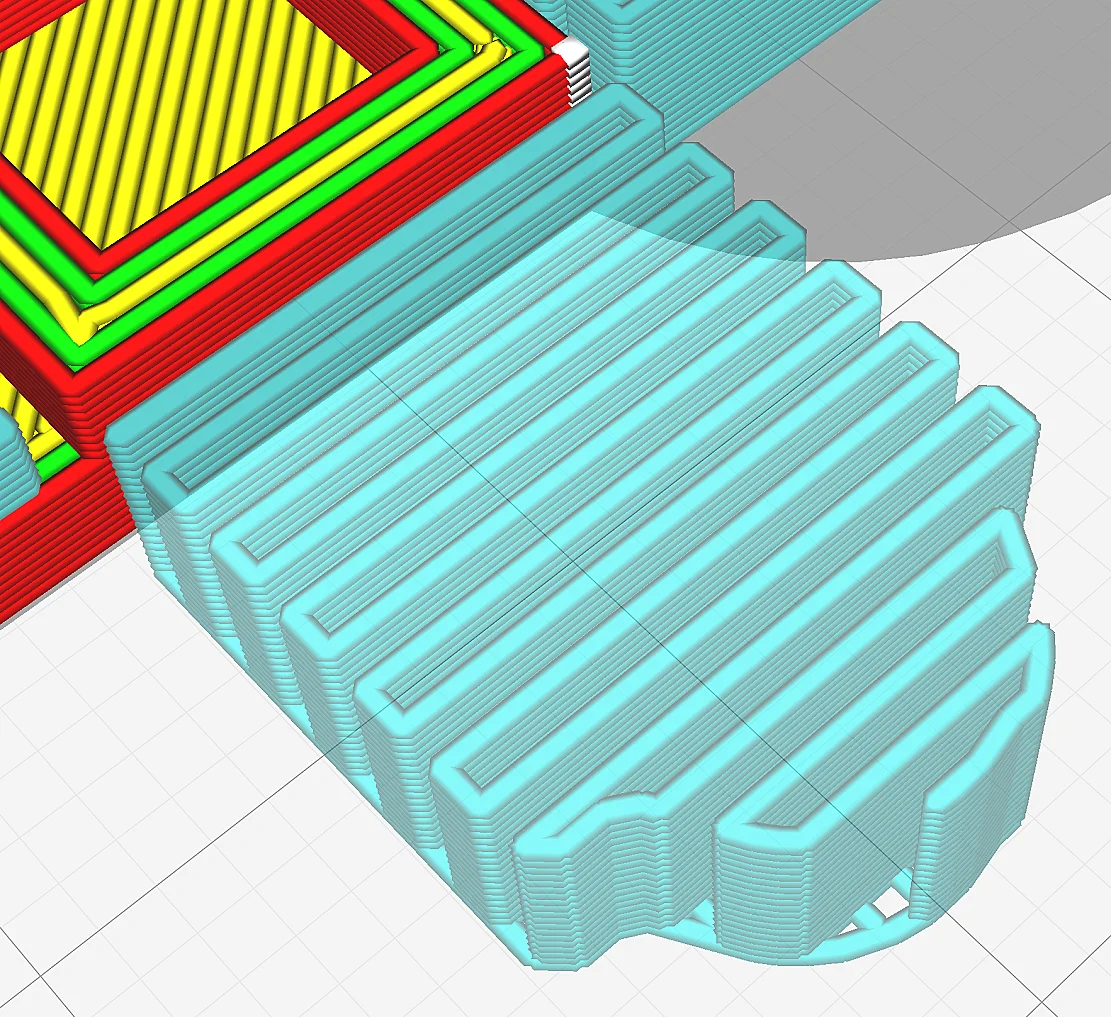
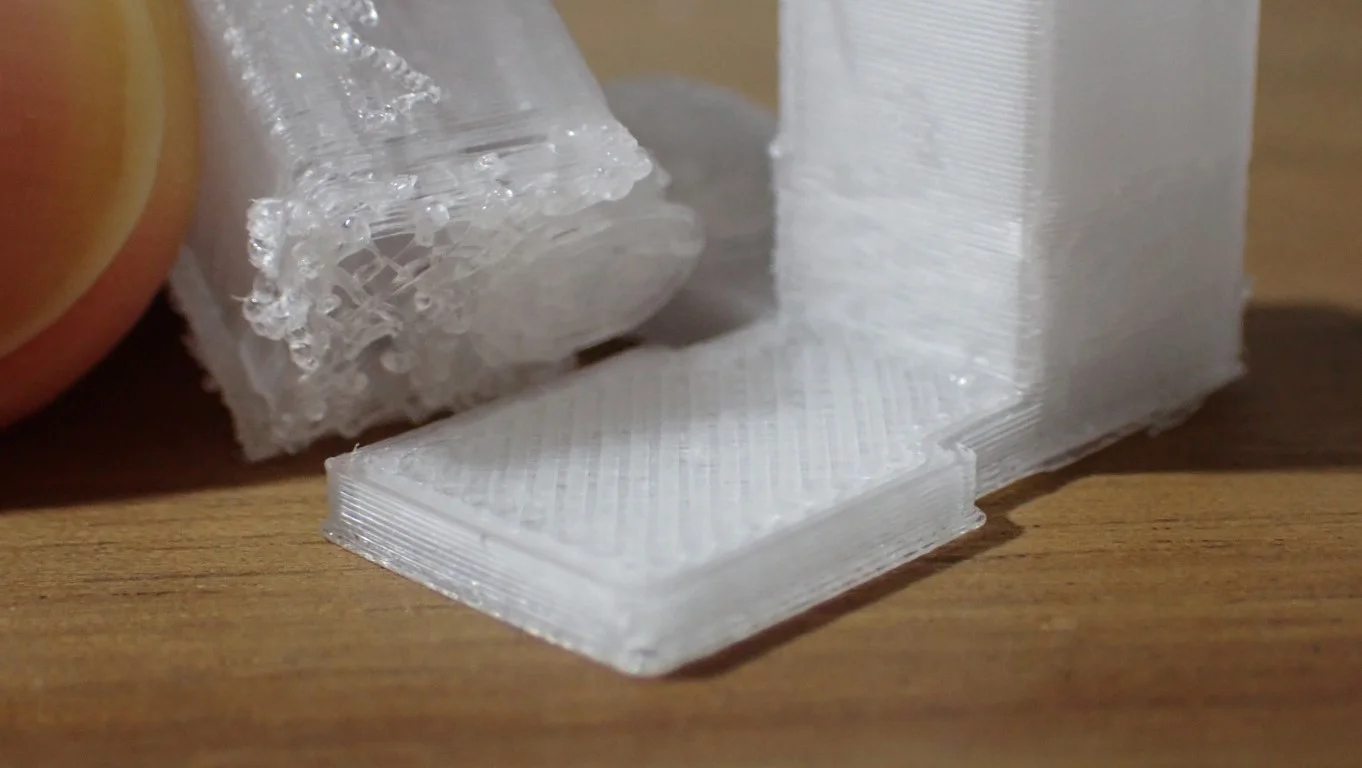
Wenn dein Druckobjekt relativ komplex und groß ist und du dir Filament und Zeit sparen beim Testen dieser Einstellungen möchtest, kannst du bestimmte Kalibrierobjekte verwenden. Diese Objekte sind meistens relativ klein und lassen sich mit wenig Filament innerhalb kurzer Zeit drucken. Das Bild oben zeigt zum Beispiel das Objekt für das Testen von Supports aus dem Calibration Shapes Plugin in Cura.
Anmerkung: Bevor du versuchst die Einstellungen für die Supports zu optimieren, musst du sicherstellen, dass du kein Stringing oder andere Über-Extrusions-Phänome hast. Erst danach macht es Sinn die Supports zu optimieren, da diese Probleme die Supports mit dem Druckobjekt verbinden können und das Entfernen erschweren.
Support Z Distance
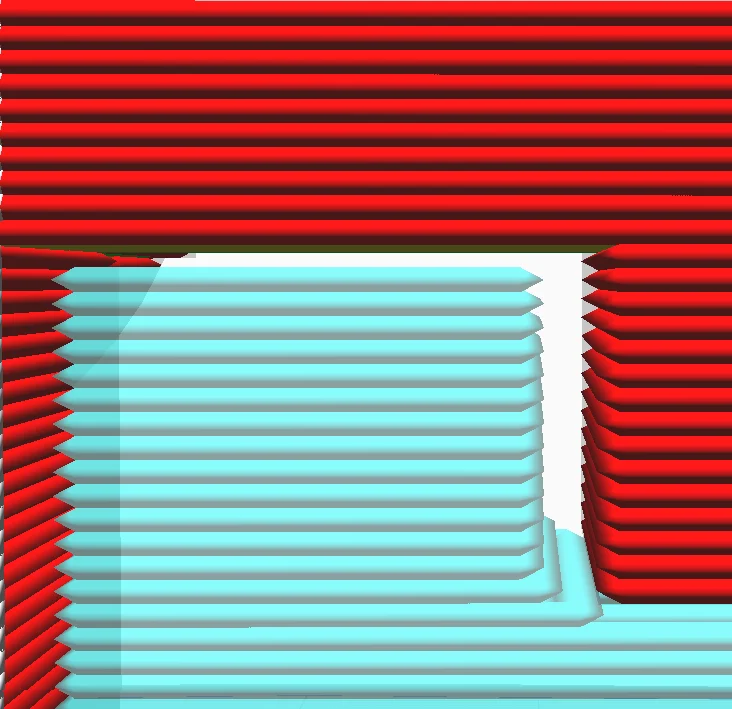
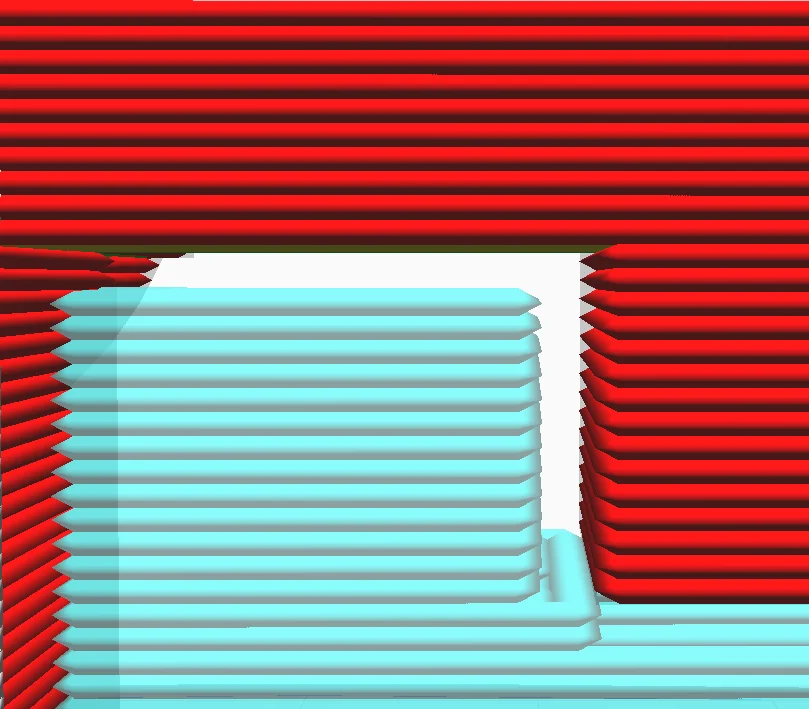
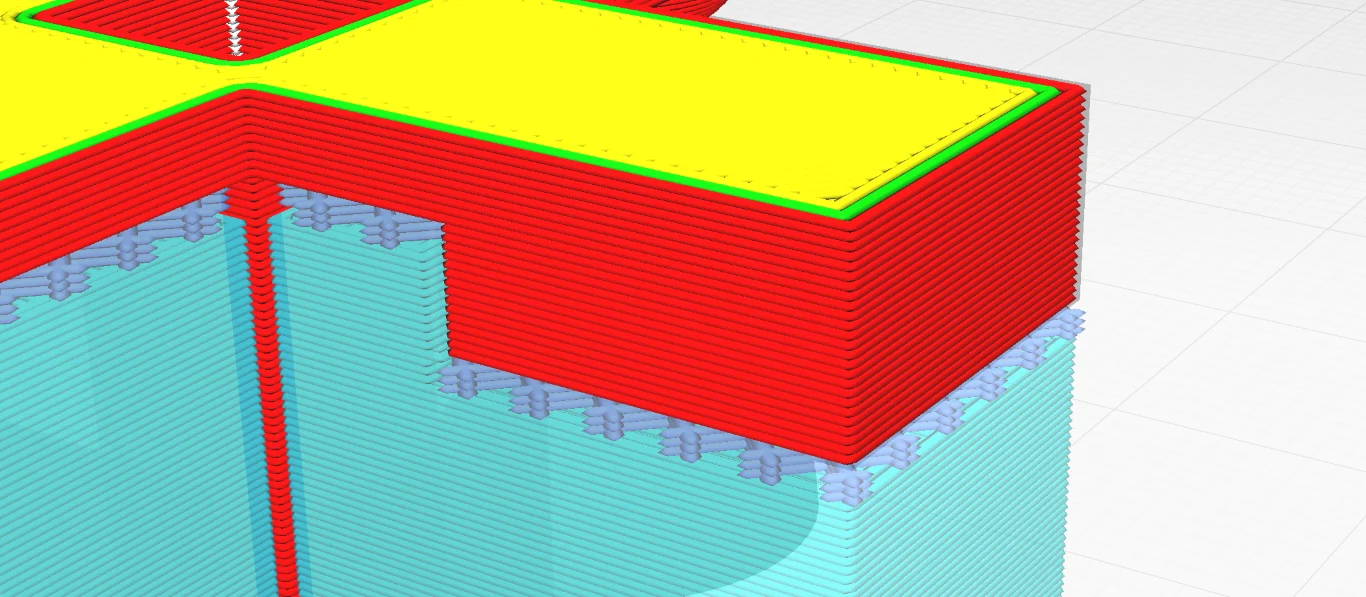
Die Support Z Distance definiert den Abstand zwischen Support Strukturen und Druckobjekt in Z-Richtung. Je kleiner diese Einstellung ist, desto größer wird die Haftung zwischen Support und Druckobjekt. Je größer die Distanz ist, desto einfacher lassen sie sich entfernen.
Diese Einstellung hat den größten Einfluss darauf wie gut die Supports am Druckobjekt haften. Wenn du die Support Z Entfernung verringerst, haften die Supports besser am Druckobjekt was diverse Vorteile mit sich bringt. Überhänge werden besser gedruckt, da sie nicht so stark durchgehen können und die Stabilität der Supports wird verbessert. Jedoch wird es dann auch schwieriger sein sie vom Objekt zu entfernen.
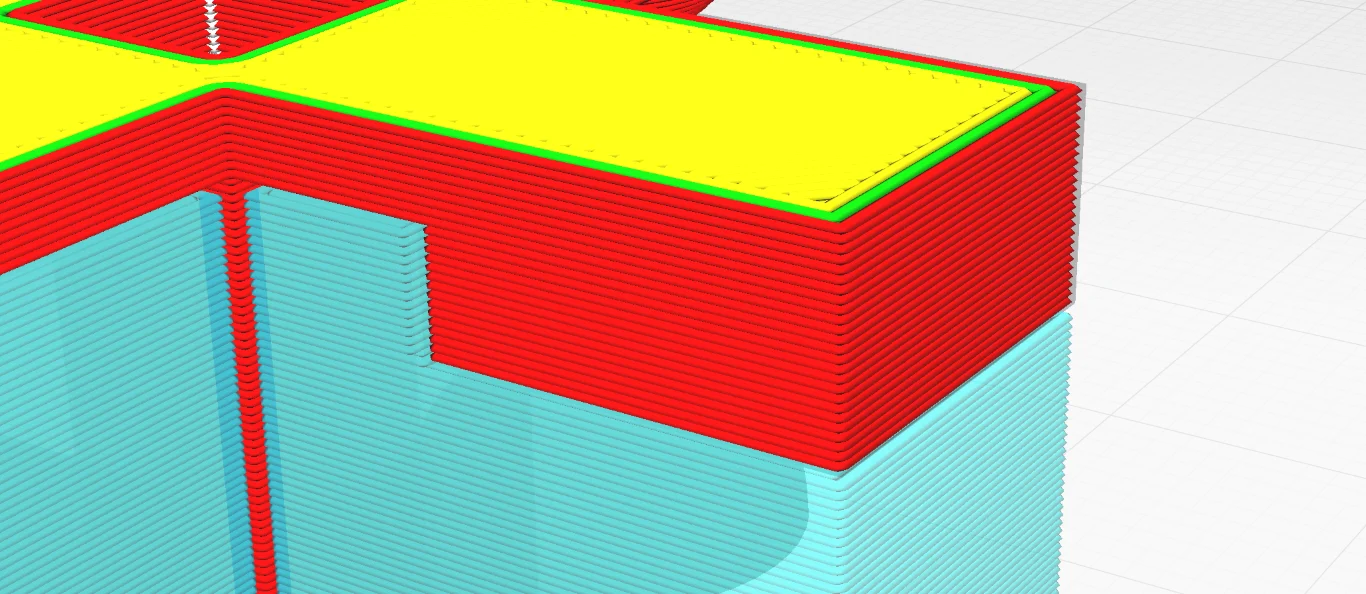
Wenn du die Support Z Entfernung erhöhst, wird nicht nur die Haftung reduziert, auch die Rückstände auf dem Objekt werden reduziert. Du bekommst also den Vorteil, dass sich die Supports besser entfernen lassen und die Oberfläche weniger Rückstände aufweist, jedoch könnten Überhänge nicht so gut ausgebildet sein, da sie eventuell durchhängen.
Für PETG haben sich Werte für die Support Z Distance von 0,2 bis 0,3 mm bewährt.
Im Allgemeinen kann die Support Z Distance bei gut haftenden Materialien wie PETG größer sein als bei anderen. Wenn du vorher hauptsächlich mit PLA gedruckt hast und die Einstellungen nicht verändert hast, wird es wahrscheinlich sein, dass du mit PETG Supports Probleme haben wirst.
Du kannst die Support Z Distance global einstellen oder für die obere und die untere Distanz separat. In den allermeisten Fällen brauchst du nur die globale Einstellung zu verändern und dich mit den zwei Einstellungen für die obere und die untere Distanz nicht befassen.
Support X/Y Distance
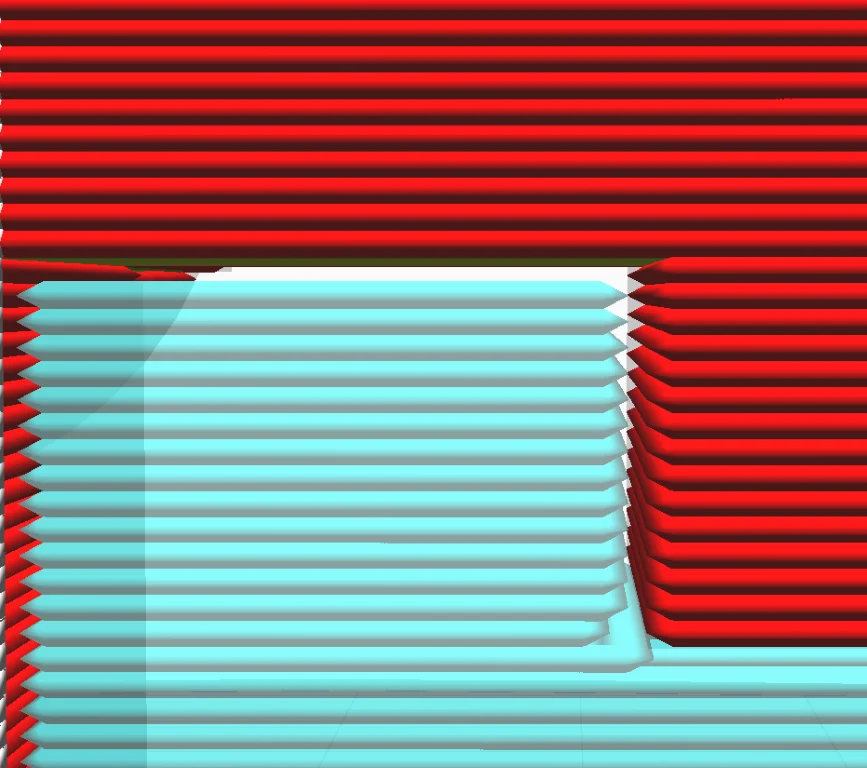
Die Support X/Y Distance definiert den Abstand zwischen Support Strukturen und Druckobjekt in X/Y-Richtung. Wenn dieser Wert erhöht wird, lassen sich die Supports einfacher lösen, bei niedrigeren Werten, geben die Supports mehr Stützkraft.
Wenn die X/Y Distanz so eingestellt ist, dass die Supports und das Druckobjekt sich in XY-Richtung nicht mehr berühren, hast du den minimalen Abstand gefunden. Je größer du den Abstand einstellst, desto einfacher werden die Supports zu entfernen sein, jedoch verringert dies auch die unterstützte Fläche.Auch bei dieser Einstellung gilt, dass du die richtige Balance zwischen zu viel und zu wenig finden musst.
Bei PETG haben sich Werte für die Support X/Y Distance von 0,4 bis 0,6 mm bewährt.
Wenn du den Abstand zu groß einstellst, werden kleinere Überhänge gar nicht und die Anfänge von größeren Überhängen weniger unterstützt. Diese Einstellung ist daher hauptsächlich vom Bridging Verhalten deines Filaments abhängig.
Daher hat auch die Kühlung einen Einfluss auf die Support X/Y Distance. Die meisten PETG Filamente erzeugen mit 50% Kühlung besten Ergebnisse. Manche Filamente benötigen 100% oder gar keine Kühlung. Wenn du das Bridging Verhalten verbessern möchtest, kannst du auch in diesen Artikel reinschauen: Cura Brückeneinstellungen (Bridge Settings) | Anleitung
Support Struktur (Normal/Tree)
In manchen Slicern wie Cura kann die Supportstruktur aus den klassischen Mustern oder aus einer Baumstruktur bestehen. Bei PETG lassen sich normale Supports besser entfernen als Tree Supports.
Die Oberfläche die die Supports und das Druckobjekt miteinander verbinden ist bei Tree Supports relativ dicht und unregelmäßig. Dies kann dazu führen, dass Tree Support schlechter zu entfernen sind und öfter Rückstände zurücklassen. Bei normalen Supports mit einem einfachen Support Infill Muster wie Linien, ist es meistens einfacher die Supports rückstandslos zu entfernen.
Falls du die Haftung zwischen den Supports und dem Druckobjekt durch die anderen Einstellungen gut unter Kontrolle hast, kannst du aber auch Tree Supports benutzen, die bei manchen Anwendungen zu besseren Resultaten führen.
Support Platzierung
Die Supports können entweder überall oder vom Druckbett aus generiert werden. Wenn du überall Supports generiert werden, können nicht nur an den Unterseiten des Objekts Support Rückstände entstehen, sondern auch auf den Oberseiten auf denen Support gedruckt wurden.
Wenn du Probleme mit Support Rückständen bei PETG hast, würde es sich also anbieten die Supports nur von der Druckplatte aus zu generieren. So musst du im Zweifelsfall nur die Unterseiten glätten.
Natürlich ist die Einstellungen von der Geometrie deines Objekts abhängig. Vielleicht kannst du durch eine neue Orientierung des Objekts die Flächen so anordnen, dass darunter nur die Druckplatte liegt. Auch können Tree Supports von der Druckplatte aus seitlich wachsen und Oberflächen die normalerweise durch Supports von der Druckplatte aus nicht erreichbar wären trotzdem unterstützen.
Support Muster
Das Muster von PETG Supports sollte so gewählt werden, dass sie einfach zu entfernen sind. Die Muster “Linien” und “Zickzack” lassen sich am einfachsten vom Druckobjekt entfernen und bieten trotzdem eine gute Stützfunktion.
Das Linienmuster ist die Standardeinstellungen in den meisten Slicern für Supports. Es bietet eine relativ gute Stützfunktion für Überhänge und lässt sich am einfachsten entfernen. Falls deine PETG Objekte nicht sehr groß und massiv sind, ist dieses Muster am besten dafür geeignet. Die stabileren Muster (Triangles, Grid oder Gyroid) bieten zwar eine bessere Stützfunktion, lassen sich aber nur selten rückstandslos entfernen.
Support Dichte
Je dichter Supports gedruckt werden, desto stabiler werden sie. Durch eine höhere Infill Dichte erhöht sich aber auch die Kontaktoberfläche zum gedruckten Objekt, womit sie schwieriger zu entfernen sind. Bei PETG sind ca. 10% Support Infill Dichte angebracht.
Auch hier gilt es etwas zu experimentieren. Wenn du nur Probleme mit größeren Überhängen hast, kannst du die Infill Dichte meistens extrem reduzieren. Zusammen mit der Support Z Distance hast du mit der Support Dichte den größten Hebel was die Haftung zum Druckobjekt angeht.
Hier geht es zum detaillierten Guide:
3D Druck Stützstruktur Füllung | Beste Dichte & Muster
Enable Support Interface
Um Filament zu sparen besitzen manche Slicer unter den Support Einstellungen die Funktion die Kontaktfläche der Supports zum Druckobjekt individuell einzustellen. Im Normalfall wird dadurch die Dichte der Kontaktfläche größer, womit die Supports noch schwieriger zu entfernen sind.
Bei PETG möchtest du meistens die Haftung zwischen den Supports und dem Druckobjekt verringern und nicht erhöhen. Daher ist es meistens sinnvoller diese Funktion zu deaktivieren.
Die Funktion hat hauptsächlich zwei Anwendungen:
- Du kannst die restlichen Supports mit einer niedrigeren Dichte drucken als die Kontaktfläche und so Filament und Zeit sparen.
- Bei teuren und löslichen Support Materialien bei Doppel-Extruder 3D Druckern, kannst du das Support Interface aus dem teuren Filament drucken und den Rest der Supports aus günstigerem Material.
Falls du keinen Doppel-Extruder 3D Drucker verwendest, wirst du diese Funktion eher nicht benötigen.
PETG Supports ohne Rückstände Entfernen

Mit den richtigen Support Einstellungen lassen sich PETG Supports auf glatten Oberflächen ohne Rückstände entfernen. Bei runden Oberflächen können Kontaktstellen mit einem scharfen Messer oder Seitenschneider vorsichtig entfernt werden.
Beim Entfernen von Support Rückständen ist es wichtig zu beachten, dass PETG stark zu Kratzern neigt. Besonders bei sehr glatten Oberflächen wirst du Kratzer sofort sehen. Daher ist die Nachbearbeitung mit Schleifpapier nur dann sinnvoll, wenn die Optik des Modells nicht so wichtig ist oder du es danach sowieso noch lackierst oder anderweitig beschichtest.
Die beste Methode um so wenig Support Rückstände auf dem Druckobjekt wie möglich zu bekommen ist es erst gar keine Supports zu setzen… Versuche dein Objekt im Slicer so zu orientieren und zu drehen, dass so wenig Supports wie möglich benötigt werden. Besonders Flächen mit vielen Details sollten so ausgerichtet sein, dass gar keine Support nötig sind.
Wenn du einzelne Teile oder Oberflächen deines Druckobjekts ohne Supports slicen möchtest, gibt es auch den Support Blocker in Cura. Dies ist ein funktioniert wie ein eigenes Objekt das in den überlappenden Bereichen sofort das Generieren von Support unterdrückt.

Kompletter Guide:
Stützstrukturen vom 3D-Druck entfernen | Glatt & Einfach
Zusammenfassung
Neben Stringing gehört das schwierige Entfernen von Supports bei PETG zu den häufigsten Problemen. Wie bei allen anderen Druckfehlern auch, gibt es aber genau die richtigen Einstellungen mit denen du das Problem beheben kannst.
In diesem Artikel sind wir auf die besten Support Einstellung für PETG eingegangen, wie du sie optimieren kannst und wie du PETG Supports rückstandslos entfernen kannst.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
