
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Neben Features wie Coasting und dem Draft Shield finden sich auch andere nützliche Dinge in den experimentellen Einstellungen von Cura. Die Brückeneinstellungen zählen auch dazu und können dein Druckergebnis erheblich verbessern.
In den Brückeneinstellungen von Cura lassen sich verschiedene Einstellungen für Brückensegmente eines Objekts anpassen. Darunter zählen vor allem die Druckgeschwindigkeit, die Kühlung (Lüfterdrehzahl) und die Flussrate.
In diesem detaillierten Guide erfährst du wo du die Brückeneinstellungen findest, was die einzelnen Einstellungen im Detail bewirken und was du vor dem Optimieren der Brückeneinstellungen tun solltest.
Wo Finde Ich Die Bridge Settings (Brückeneinstellungen) in Cura?

Du findest die Brückeneinstellungen unter den experimentellen Einstellungen in Cura.
Wenn du die Brückeneinstellungen nicht siehst, könnte ihre Sichtbarkeit deaktiviert sein. Du aktivierst die Sichtbarkeit von Einstellungen entweder über das Menü Symbol im Reiter der experimentellen Einstellungen oder über die Menüleiste von Cura (Einstellungen > Sichtbarkeit einstellen).
Wie Funktionieren Die Bridge Settings (Brückeneinstellungen) in Cura?
Unter den Brückeneinstellungen kannst du die Druckgeschwindigkeit, die Flussrate, die Kühlung (Lüfterdrehzahl) und andere Dinge einstellen die nur dann zum Tragen kommen wenn Cura eine Brücke erkennt. Du kannst auch definieren ab wann Cura einen Überhang als eine Brücke erkennt und somit mit den besonderen Brückeneinstellungen druckt.
In diesen besonderen Brückeneinstellungen findest du drei der wichtigsten Einstellungen für perfekte Brücken: Druckgeschwindigkeit, Flussrate und Lüfterdrehzahl/Kühlung – nur die Drucktemperatur fehlt, die du gesondert testen und optimieren solltest.
Neben der richtigen Drucktemperatur ist die Flussrate und besonders die Lüftung während des Drucks von Brücken ausschlaggebend für die endgültige Qualität. Mit diesen besonderen Einstellungen kannst du die Brücken nahezu perfekt drucken.
Du kannst die Einstellungen wie die Lüfterdrehzahl für die ersten drei Schichten unterschiedlich einstellen. Zum Beispiel wird die erste Schicht mit aktivierter Kühlung gedruckt, damit das Filament schnell erstarrt und genau dort bleibt wo es extrudiert wurde. Die beiden nächsten Schichten werden ohne Kühlung gedruckt, damit sie sich mit der ersten gut verbinden können um so eine stabile Brücke zu erschaffen.
Weiter unten in diesem Artikel gehe ich auf die einzelnen Einstellungen im Detail ein. Vorher schauen wir uns jedoch ihre Auswirkungen an, damit du abschätzen kannst ob sich diese Einstellungen für dich lohnen können oder nicht.
Erst die Richtige Temperatur für Perfekte Brücken Finden
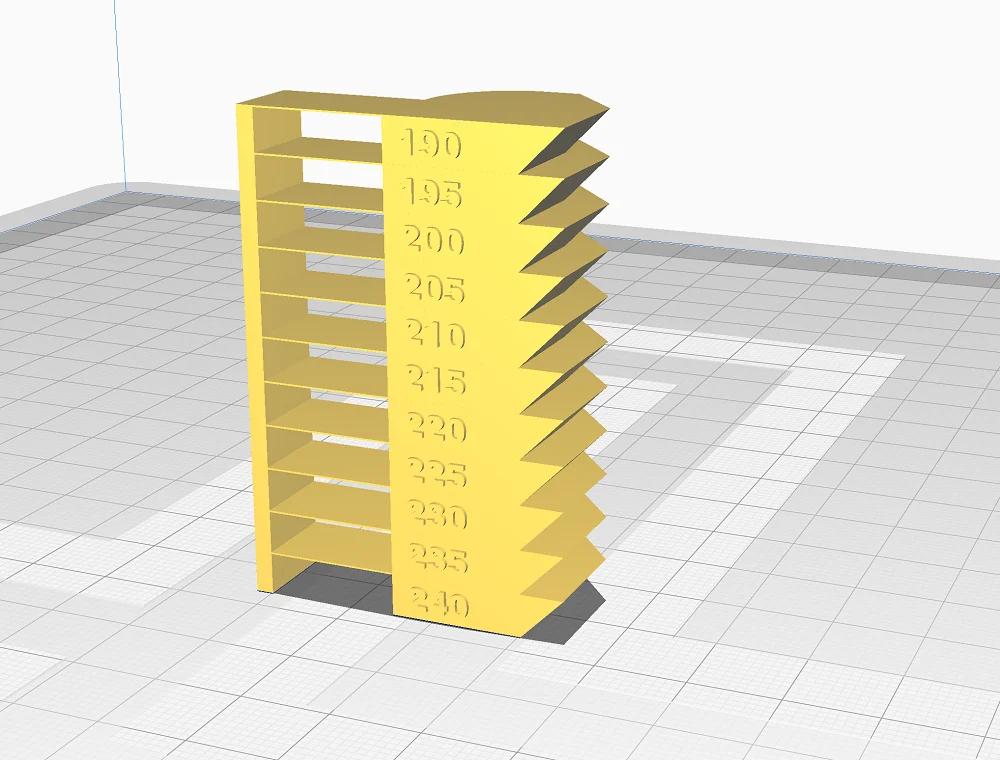
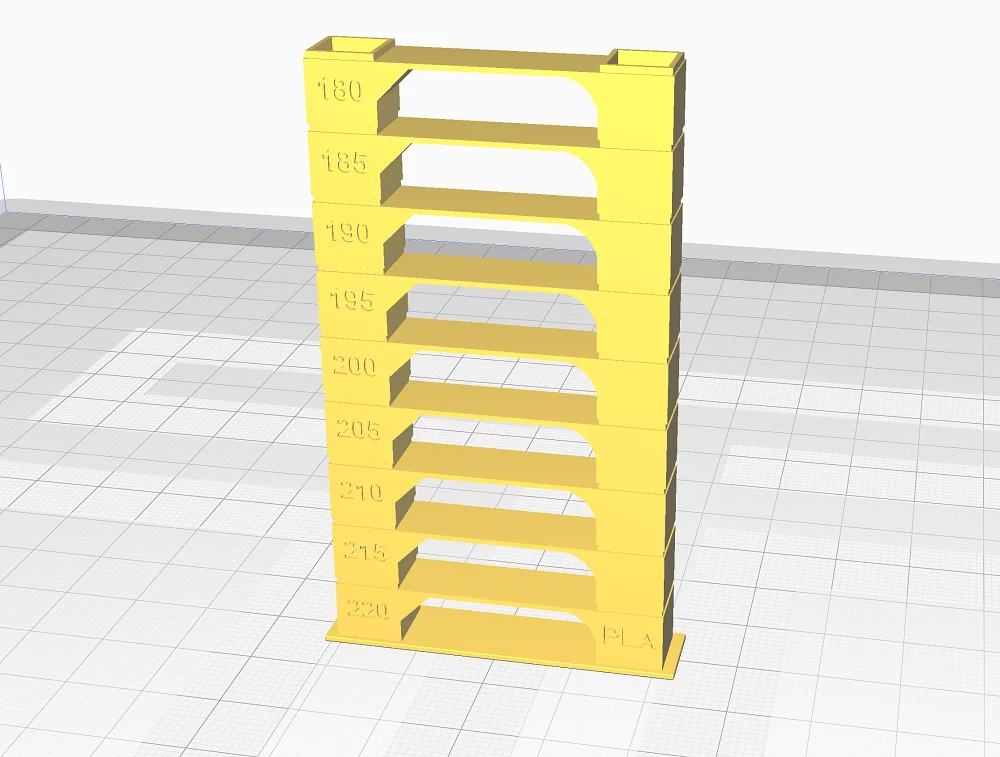

Bevor du dich mit den richtigen Brückeneinstellungen beschäftigst, solltest du die richtige Temperatur für das verwendete Filament finden. Dazu kannst du am besten einen Temperatur-Turm drucken bei dem du das Brücken Verhalten bei der jeweiligen Temperatur sehen kannst.
Erst danach solltest du die Brückeneinstellungen aktivieren und optimieren. Passende Temperatur-Türme findest du entweder im Calibration Shapes Plugin von Cura über den Marktplatz (gratis verfügbar), oder du suchst dir ein passendes Modell auf Thingiverse.
Bridging Test Mit und Ohne Cura Bridge Settings
Nachdem ich die richtigen Temperatureinstellungen gefunden hatte und dadurch eine große Optimierungen des Bridging Verhaltens erzielen konnte, habe ich die Brückeneinstellungen in Cura aktiviert. Der Unterschied ist ziemlich beachtlich!
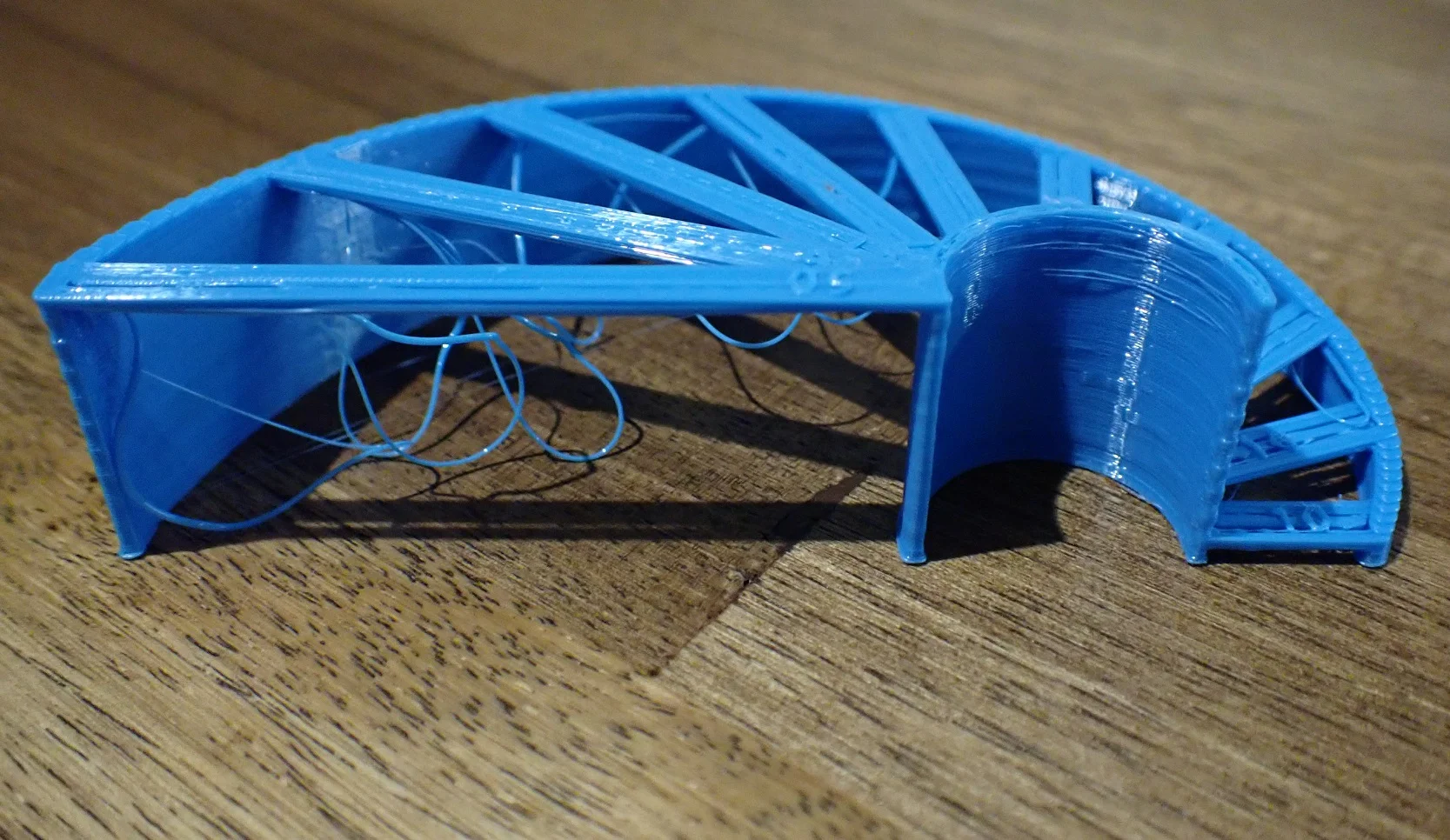
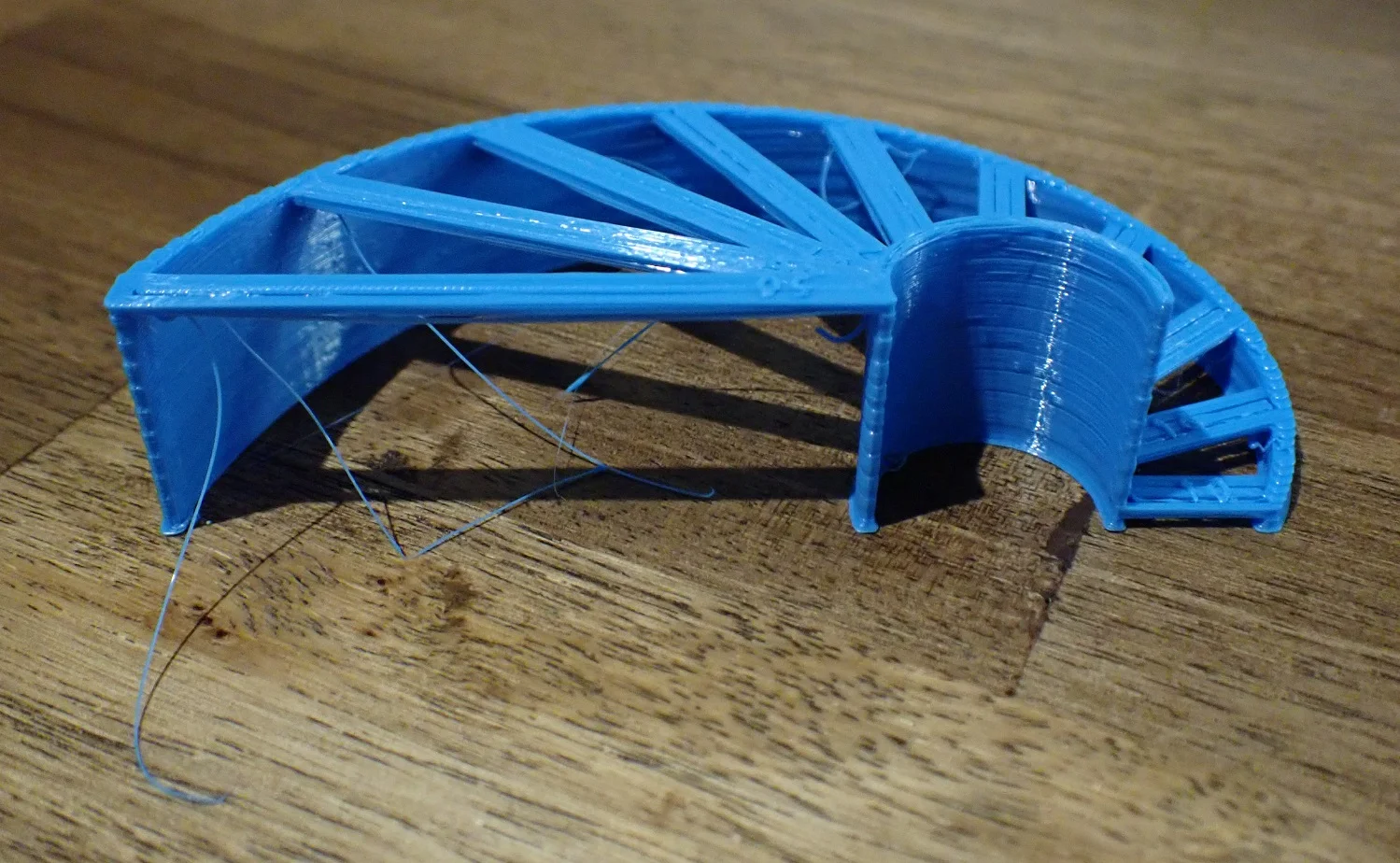
Deaktivierte Brückeneinstellungen (Standard-Profil):
- Eryone PLA bei 195 °C (Nozzle) und 55 °C (Druckbett)
- 40 mm/s Druckgeschwindigkeit
- 100 % Lüfter Geschwindigkeit
- Kein Coasting
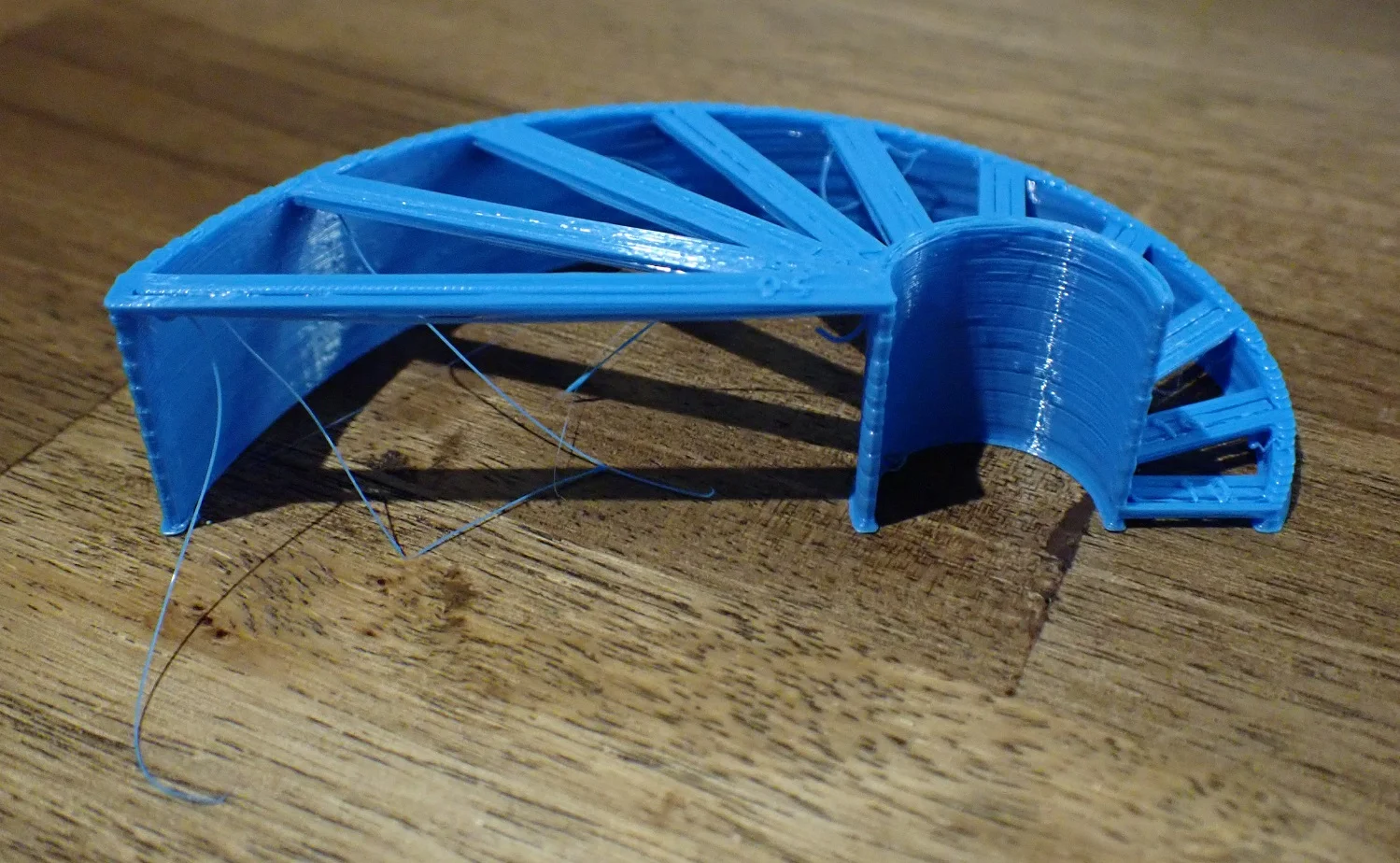
Als nächstes habe ich die Standardeinstellungen für die Brückeneinstellungen verwendet und das Testobjekt noch einmal gedruckt.
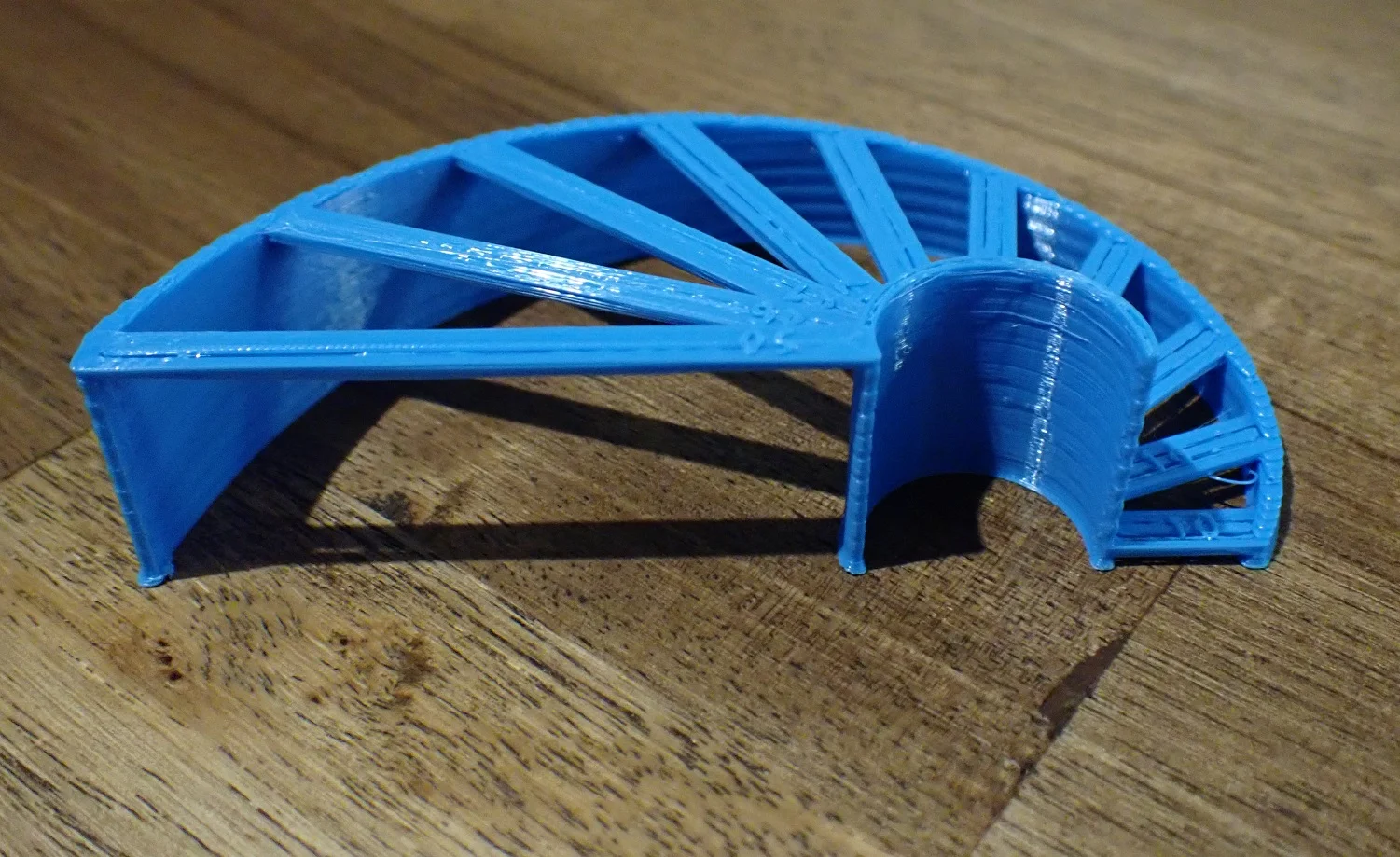
Wie du eindeutig erkennen kannst, sind auch die letzten losen Fäden unter den Brücken verschwunden. Die Brücken sind zwar nicht perfekt aber sehr viel besser als vorher und ich bin mir sicher, dass ich das Ergebnis noch weiter optimieren kann. Für bestimmte Objekte wird dies definitiv Anwendung finden!
Cura Bridge Settings im Detail
Auf den ersten Blick können die Brückeneinstellungen sehr verwirrend sein. Sie teilen sich jedoch in ein paar allgemeine Einstellungen und spezifische Einstellungen für die erste, zweite und dritte Brücken Schicht auf. Die wichtigsten Einstellungen auf die du achten solltest sind die Geschwindigkeit, Kühlung und die Flussrate.
Um dir eine bessere Übersicht zu geben, habe ich die einzelnen Einstellungen durch eine farbliche Markierung gruppiert (Cura 4.12.0).

Minimum Bridge Wall Length (Mindestlänge Brückenwand): Mit dieser Einstellung definierst du die Schwelle ab der diese speziellen Brückeneinstellungen angewendet werden. Die Standardeinstellung beträgt 5 mm, womit diese speziellen Brückeneinstellungen erst bei Brücken ab einer Länge von 5 mm angewendet werden. Ich empfehle dir den Wert auf 0 mm zu stellen.
Bridge Skin Support Threshold (Schwellenwert Stützstruktur Brücken Außenhaut): Auf diesem Schwellenwert wird die Außenhaut mit den eingestellten Brückeneinstellungen gedruckt. Ist der Prozentwert der Außenhaut der unterstützt wird kleiner als dieser Wert, werden die normalen Außenhaut Einstellungen verwendet.
Bridge Sparse Infill Max Density (Maximale Dichte der Materialsparfüllung der Außenhaut): Bei einer sehr spärlichen Füllung ist die Infill Dichte so gering, dass die ersten Schichten das Objekt Deckels wie mehrere Brücken interpretiert werden können. Die Haut über dieser spärlichen Füllung wird als Brückenhaut behandelt, da sie nicht unterstützt ist.
Bridge Wall Coasting (Coasting Brückenwand): Mit dieser Einstellung aktivierst du Coasting am Anfang der Brücken. Da die Flussrate der Brücken viel geringer ist als im Rest des Modells würde es sonst zu einer hässlichen Über-Extrusion kommen und die Brücke würde am Anfang stark durchhängen.
Bridge Wall Speed (Brückenwandgeschwindigkeit): Die Geschwindigkeit der Brückenwände ist die wichtigste Einstellung unter den Brückeneinstellungen. Der Standardwert von 10 mm/s ist ein sehr guter Standardwert. Brücken sollten mit einer langsameren Geschwindigkeit gedruckt werden, da das flüssige Filament dann mehr Zeit zum Erstarren hat und genau dort bleibt wo es gedruckt wurde. Wenn die Geschwindigkeit zu schnell ist, hat das flüssige Filament keine Zeit schnell genug abzukühlen und biegt sich im weichen Zustand durch.
Bridge Wall Flow (Brückenwandfluss): Hiermit stellst du die Flussrate für die erste Schicht der Brücke ein. Die Flussrate bestimmt im Prinzip wie dick die gedruckte Linie wird. Je dicker die Linie ist, desto schwerer wird die Brücke. Mit einem höheren Gewicht ist die Gefahr des Durchhängens größer. Deshalb werden die Brücken mit kleineren Flussraten gedruckt.
Bridge Skin Speed (Brücken-Außenhautgeschwindigkeit): Meistens wird die Außenhaut der Brücke mit der gleichen Geschwindigkeit wie der Rest der Brücke gedruckt. Auch hier gilt, dass langsamer besser ist, da sich das flüssige Filament dann schnell genug abkühlen kann.
Bridge Skin Flow (Brücken-Außenhautfluss): Diese Einstellung bewirkt das gleiche wie der Brückenwandfluss, jedoch nur für die Hautlinien der Brücke.
Bridge Skin Density (Dichte der Brücken-Außenhaut): Je kleiner die Dichte ist, desto größer werden die Spalte zwischen den Außenhaut Linien der Brücke.
Bridge Fan Speed (Lüfterdrehzahl Brücke): Hiermit wird die Lüfterdrehzahl während des Drucks der Brücke bestimmt. Sie sollte standardmäßig immer auf 100% stehen. Beim Druck von Brücken ist es wichtig, dass das Filament so schnell wie möglich erstarrt. Eine zu geringe Kühlung könnte dazu führen, dass das Filament zu weich ist und dadurch nach unten hängt.
Bridge Has Multiple Layers (Brücke hat mehrere Schichten): Mit dieser Einstellung kannst du die Geschwindigkeit, die Flussrate, die Dichte und die Lüfterdrehzahl für die zweite und dritte Schicht der Brücke definieren (die erste Brückenschicht ist die unterste, die zweite Schicht ist die über der ersten, usw.). Wenn du es dir einfach machen möchtest, lässt du diese Option deaktiviert, wobei eine Anpassung für die zweite und dritte Schicht oft noch weitere Verbesserungen liefert.
Bridge Second Skin Speed (Geschwindigkeit Brücke, zweite Außenhaut): Die Geschwindigkeit der zweiten Schicht der Brücke sollte genauso wie bei der ersten Schicht klein sein. Standardmäßig sind 10 mm/s eingestellt, was ein guter Wert ist.
Bridge Second Skin Flow (Fluss Brücke, zweite Außenhaut): Wo die Flussrate der ersten Brückenschicht noch reduziert war, ist die Flussrate bei der zweiten Schicht auf 100% eingestellt.
Bridge Second Skin Density (Dichte Brücke, zweite Außenhaut): Die Dichte der zweiten Außenhaut der Brücke ist etwas reduziert im Gegensatz zur ersten Außenhaut. Mit 75% ist der Standardwert bemerkbar. Werte kleiner als 100% bedeuten, dass Spalte zwischen einzelne Linien sichtbar werden. Wenn du dies vermeiden möchtest, solltest du 100% verwenden.
Bridge Second Skin Fan Speed (Lüfterdrehzahl Brücke, zweite Außenhaut): Die Kühlung oder die Lüfterdrehzahl der zweiten Außenhaut ist standardmäßig auf 0% eingestellt. Dies soll eine gute Verbindung der ersten Brückenschicht mit der zweiten garantieren. Wenn du die Lüfterdrehzahl hier auf 100% eingestellt, könnte es sein, dass die ersten Schichten sich nicht mit den nächsten verbinden und nur lose Spaghetti entstehen.
Bridge Third Skin Speed (Geschwindigkeit Brücke, dritte Außenhaut): Auch die Geschwindigkeit der dritten Brücke ist standardmäßig auf 10 mm/s eingestellt. Meistens ist dies auch der kleinste Wert den du angeben kannst.
Bridge Third Skin Flow (Fluss Brücke, dritte Außenhaut): Die dritte Außenhaut wird mit einer erhöhten Flussrate von 110 % gedruckt. Dadurch wird die Brücke immer stabiler.
Bridge Third Skin Density (Dichte Brücke, dritte Außenhaut): Die Dichte der dritten Außenhaut der Brücke ist mit 80 % etwas höher als die der zweiten Außenhaut.
Bridge Third Skin Fan Speed (Lüfterdrehzahl Brücke, dritte Außenhaut): Auch bei der 3. Außenhaut der Brücke ist die Kühlung standardmäßig deaktiviert, um eine gute Haftung zwischen der 2. und 3. Schicht zu gewährleisten.
Die Besten Bridging Testobjekte
Wenn du deine Bridging Einstellungen testen möchtest, bieten sich speziell dafür entwickelte Testobjekte an. Es gibt einen Bridging Test im Calibration Shapes Plugin in Cura, aber auch sehr viele Objekte aus der 3D Drucker Community auf Thingiverse.
Wenn du wissen möchtest welches Testobjekt sich für dich am besten eignet, um deine Brücken Einstellungen zu prüfen, solltest du dir diesen Artikel anschauen. In dem Artikel stelle ich dir die besten Bridging Testobjekte vor.
Verwandter Artikel:
Bridging Test | Beste Objekte & Die Richtigen Einstellungen
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
