
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Im 3D-Druck ist das so genannte Bespannen (auch Stringing genannt) ein häufig auftretendes Problem, welches insbesondere bei flexiblen Materialien beobachtet werden kann.
Bewegt sich eine FDM-Druckerdüse über einen offenen Raum, um zum nächsten Punkt zu gelangen, dann ist es möglich, dass geschmolzener Kunststoff austritt, welcher sich dann verfestigt und an den bereits gedruckten Teilen haften bleibt. Das Ergebnis sind dünne Kunststoffsträhnen, welche Spinnweben oder Haarsträhnen ähneln und das 3D-Druckmodell umspannen.
Im Normalfall sollte die Druckerdüse keinen Kunststoff extrudieren, während sie sich über einem Leerraum bewegt, jedoch tritt geschmolzener Kunststoff häufig auch an Stellen aus, an welchen dies nicht gewünscht ist und überzieht das 3D-gedruckte Objekt mit den genannten Schnurrhaaren.
Meistens sind die Gründe für das Stringing bei FDM-Druckern falsche Rückzugseinstellungen und eine zu hohe Temperatur am heißen Ende (Hotend). Zum Beispiel erfordert PETG* relativ hohe Schmelztemperaturen und ist daher besonders anfällig für Stringing. Jedoch tritt das Problem ebenso bei Filamenten wie PLA und ABS auf.
Im nachfolgenden Artikel werden dir einige 3D-Drucker Testmodelle vorgeführt, mit denen du deinen 3D-Drucker so kalibrieren kannst, dass du zukünftig kein Problem mehr mit den berüchtigten Spinnweben an deinen 3D-gedruckten Objekten hast. Weiterhin erfährst du, welche vorbeugenden Maßnahmen du ergreifen kannst, um dein Gerät stets kalibriert zu halten und fehlerhafte Ausdrucke ab sofort zu vermeiden.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Kalibrierungswürfel zur Optimierung der Druckereinstellungen
Bei Kalibrierungswürfeln handelt es sich um simple geometrische Formen, mit denen du die Einstellungen deines 3D-Druckers optimieren kannst. Sie sorgen dafür, dass du deine Ausdrucke mit maximaler Präzision und Genauigkeit herstellen kannst.
Für gewöhnlich werden halbmontierte 3D-Drucker-Bausätze und Geräte der unteren Preisklasse nicht werkseitig abgestimmt, daher sind Kalibrierungswürfel besonders bei solchen Druckern praktisch, um deren Einstellungen anzupassen und anschließend Ausdrucke von hoher Qualität anfertigen zu können.
Es gibt unterschiedliche Möglichkeiten, Kalibrierungswürfel zu verwenden. Bevor du jedoch damit beginnen kannst, solltest du den Extruder deines 3D-Druckers kalibrieren. Auf diese Weise stellst du sicher, dass die vorliegenden Defekte rein mechanisch sind und nicht durch Ungenauigkeiten bei der Extrusion verursacht werden.
Ist dein Extruder kalibriert, hast du folgende Optionen mit den Kalibrierungswürfeln:
Anpassen der Schritt-/Millimeter-Einstellungen
Die Schritt-/Millimeter-Einstellungen sind dafür zuständig, deinem Drucker mitzuteilen, um wie viel die einzelnen Motoren gedreht werden müssen, um einen Millimeter-Hub zu absolvieren. Bist du mit dem Bewegungssystem deines 3D-Druckers bisher nicht vertraut, so kannst du diese Einstellungen auch mit Hilfe eines Kalibrierungswürfels festlegen.
Anpassen der Materialeinstellungen
Wenn du bereits weißt, wie das Bewegungssystem deines 3D-Druckers funktioniert, kannst du den Schritt-/Millimeter-Rechner von Prusa Research zur Ermittlung der genauen Einstellungen verwenden. Somit schließt du neben dem Druckermaterial alle weiteren Fehlerquellen aus. Weisen deine Ausdrucke ausgebeulte Schichten oder Lücken auf, so weist dies auf eine ungenügende Kalibrierung deines Extruders hin und du solltest diesen unverzüglich neu kalibrieren.
Werden deine 3D-Druckmodelle grundsätzlich zu klein gedruckt, so handelt es sich höchstwahrscheinlich um eine Materialschrumpfung. Um diesen Fehler zu beheben, passt du die Einstellung „Schrumpfungsprozentsatz“ in deinem Slicer an. Um den Startwert zu ermitteln, teilst du die vorliegende Abweichung durch die gewünschte Abmessung.
Testen der Druckpräzision
Mit einem Kalibrierungswürfel kannst du die Präzision deines 3D-Druckers testen und optimieren. Dies ermöglicht dir engere Abstände beim 3D-Druck von mechanischen Komponenten.
Wie du siehst, gibt es unterschiedliche Anwendungsgebiete für Kalibrierungswürfel. Nachfolgend erhältst du eine Übersicht der bei der 3D-Druck-Community besonders beliebten Designs:
Die Besten Stringing Testobjekte
Der Klassische Kalibrierungswürfel
Der klassische Kalibrierungswürfel ist ein Würfel mit einem Maß von 20 Millimetern und den Flächen X, Y und Z. Seine Einfachheit und Benutzerfreundlichkeit machen ihn besonders beliebt.
Druckst du diesen Würfel aus, so solltest du dich besonders darauf konzentrieren, dass jede einzelne Abmessung exakt 20 Millimeter beträgt. Entwickelt wurde der klassische Kalibrierungswürfel vom bekannten Hersteller iDig3Dprinting, der das Design auch auf Thingiverse geteilt hat.
Der Maßgenauigkeitstest
Beim Maßgenauigkeitstest handelt es sich um eine verstärkte Version des klassischen Kalibrierungswürfels. Dieser Würfel umfasst vier einzelne Würfel mit 25 Millimetern, 20 Millimetern, 15 Millimetern und 10 Millimetern.
Zudem verfügt er über eine Kerbe an der Vorderseite, um so die Ausrichtung anzuzeigen. Der Maßgenauigkeitstest ist besonders nützlich, um eine eventuell vorliegende Materialschrumpfung zu identifizieren. Weichen die Abmessungen für die einzelnen Schichten unterschiedlich stark ab, so solltest du die Schrumpfungseinstellungen in deiner Slicer-Software wie oben beschrieben entsprechend korrigieren. Der Maßgenauigkeitstest wurde von Make Magazine entworfen und ist auf YouMagine für dich verfügbar.
Cali Cat – die Kalibrierungskatze
Bei der Cali Cat handelt es sich um einen Kalibrierungswürfel, welcher die Form einer Katze hat und sich daher auch nach Abschluss des Kalibrierungstests als Dekorationsteil verwenden lässt.
Der Kopf und der Schwanz der Kalibrierungskatze sind unterschiedlich groß, so dass du mit diesem Modell wie beim zuvor beschriebenen Maßgenauigkeitstest die Materialschrumpfung feststellen kannst. Die Cali Cat wurde von Dezign entworfen und du kannst sie bei Thingiverse herunterladen.
Wie du siehst muss es sich bei einem Kalibrierungswürfel nicht unbedingt auch um einen Würfel handeln. Sie lassen sich jedoch hervorragend zum Optimieren der Einstellungen deines 3D-Druckers einsetzen, um zukünftig präzisere mechanische Ausdrucke anzufertigen. Mit einem Kalibrierungswürfel kannst du die Toleranzen deines Gerätes testen und verbessern, um auf diese Weise ineinandergreifende Komponenten zu erstellen.
Neben den Kalibrierungswürfeln gibt es jedoch auch zahlreiche andere Designs, welche du als Stringing-Test beziehungsweise zur Kalibrierung deines 3D-Druckes verwenden kannst:
Sonstige Beliebte Testobjekte zum Kalibrieren deines 3D-Druckers
3D-Benchy
3D-Benchy ist wohl das bekannteste Kalibrierungsdesign, welches es dir ermöglicht, deinen Drucker rundum zu testen. 3D-Benchy ist dir dabei behilflich, Überhänge oder Unter- beziehungsweise Überextrusion zu identifizieren und die genauen Einstellungen zu bestimmen, welche du vornehmen musst, um in Zukunft perfekte Ausdrucke herzustellen.
Dieses Kalibrierungsdesign wurde von CreativeTools entworfen und mittlerweile von Hunderten von 3D-Druckern mit unterschiedlichsten Materialien gedruckt. Du findest 3D-Benchy auf Thingiverse zum Herunterladen.
Maskottchen Phil A. Ment
Beim Kalibrierungsdesign Phil A. Ment handelt es sich um das Maskottchen des Herstellers MatterHackers. Mit Hilfe dieses Designs kannst du deinen Drucker zum Beispiel auf Überhänge, kleine geprägte Details, vertikale und horizontale Zylinder oder Brücken testen. Phil A. Ment wurde mittlerweile mit unterschiedlichsten Druckern und Materialien und mit einer Rekordgröße von 1397 Millimetern gedruckt. Erhältlich ist das Design auf Thingiverse.
Smart Compact Temperaturkalibrierungsturm
Bei diesem Turm handelt es sich um ein Kalibrierungsdesign, welches Überhänge, Brücken, Schnüre und sogar die einzelnen Funktionen deines 3D-Druckers zum Drucken von kurvigen Formen testen kann. Mit dem Temperaturkalibrierungsturm kannst du, wie es sein Name bereits verspricht, die Temperatureinstellungen deines Druckers ganz einfach optimieren. Dieses Design wurde vom Nutzer Zolee Gaa entworfen und ist auf Thingiverse erhältlich.
All-In-One-3D-Druckertest
Wie der Name bereits verrät, handelt es sich beim All-In-One-3D-Druckertest um einen universellen Test für deinen 3D-Drucker, der nicht nur Überhänge, Brücken und Stringing identifizieren kann, sondern auch eine fehlerhafte Extrusion, eine falsch eingestellte Temperatur oder eine Riemenspannung feststellt. Möchtest du deinen 3D-Drucker einmal rundum testen, dann solltest du dich für den All-In-One-3D-Druckertest entscheiden. Er wurde vom Nutzer Marián Trpko entworfen und ist nun auf Thingiverse erhältlich.
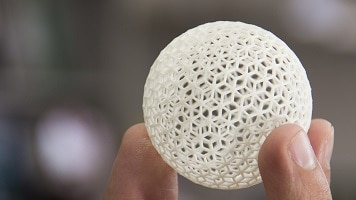
PolyPearl Tower
Mit dem PolyPearl Tower kannst du deinen 3D-Drucker zum Beispiel auf Brücken, Kurven, Überhänge und Stringing testen und somit die Druckereinstellungen als auch die Einstellungen für dein Filament kalibrieren. Der PolyPearl Tower wurde von Polymaker 3D entworfen und ist auf Thingiverse verfügbar. Die Community von Thingiverse hat den Tower bereits auf unterschiedlichsten Druckermodellen und mit verschiedenen Filamenten getestet.
Open-Source-Druckerauswertung
Dieses Open-Source-Modell wurde in einer Kooperation zwischen Kickstarter und Autodesk entworfen und ermöglicht dir einen Standardtest zur Bewertung der Leistung deines 3D-Druckers. Mit diesem Kalibrierungsdesign kannst du dein Gerät auf Brücken, Überhänge und feine Details testen und somit eine höhere Genauigkeit, Auflösung und bessere Ausrichtung erreichen. Du findest dieses Open-Source-Modell auf Github.
Kalibrierungstestobjekt für die Nivellierung des Druckbettes
Insbesondere die richtige Ausrichtung deines Druckbettes kann den schwierigsten Teil der Druckerkalibrierung darstellen. Anhand des passenden Kalibrierungstestobjektes kannst du dein Druckbett jedoch einfach nivellieren und somit zukünftig für eine einwandfreie erste Schicht deiner Druckobjekte sorgen. Dieses Design wurde vom Nutzer Phil Greenland entworfen und ist auf Thingiverse verfügbar.
Der ultraschnelle und wirtschaftliche Stringing-Test
Mit diesem Kalibrierungsdesign kannst du die Temperatur, die Kühlung sowie die Rückzugsfunktion deines 3D-Druckers innerhalb kürzester Zeit testen. Es wurde von einem Nutzer entworfen, der sich lediglich Sebastian nennt und wurde bereits von zahlreichen Thingiverse-Nutzern verwendet, um ihre Ausdrucke von Zeichenfolgen zu befreien. Du findest es ebenfalls auf Thingiverse zum Herunterladen.
Effektive Maßnahmen zur Vorbeugung von Stringing
Wie bei jedem anderen mechanisch betriebenen Gerät mit beweglichen Teilen spielt auch bei einem 3D-Drucker die Kalibrierung eine wichtige Rolle bei der Gewährleistung einer gleichbleibenden Qualität. Ein 3D-Drucker kann nur dann fehlerfreie und präzise Ausdrucke herstellen, wenn er regelmäßig kalibriert wird.
Nachfolgend erfährst du Schritt für Schritt, welche Aspekte es bei deinem Gerät regelmäßig zu überprüfen gilt, damit Druckfehler wie Stringing in Zukunft vermieden werden können.
Verwandter Artikel:
PLA Stringing Guide: 12 Lösungen zur Vermeidung von Härchen
Das Aktivieren der Rückzugsfunktion
Insbesondere das Aktivieren der Rückzugsfunktion sorgt dafür, dass Spinnweben und unansehnliche Bespannungen gar nicht erst auftreten können. Die Rückzugsfunktion ist dafür verantwortlich, dass der Extruder beim Überqueren eines leeren Raumes kein flüssiges Filament verliert, welches sich wiederum über dein 3D-gedrucktes Objekt spannen könnte.
Aktivierst du die Rückzugsfunktion, so wird verhindert, dass der geschmolzene Kunststoff beim Bewegen des Druckkopfes nachläuft, da das Filament in den Extruder zurückgezogen wird. Sobald die Düse sich an der nächsten Zielposition befindet, wird das Material wieder herausgedrückt und der Druckvorgang kann fortgesetzt werden. Bei den meisten Slicer-Programmen ist die Rückzugsfunktion standardmäßig aktiviert, jedoch solltest du diese Einstellung grundsätzlich noch einmal überprüfen.
Ist die Rückzugsfunktion aktiviert, aber du stellst nach wie vor Stringing auf deinen Druckmodellen fest, so stehen dir noch die beiden folgenden Optionen zur Verfügung:
Rückzugsentfernung
Bei der Rückzugsentfernung handelt es sich um die wohl kritischste Rückzugseinstellung. Diese bestimmt, wie weit sich das Filament bewegen soll. Wird das Filament weiter in die Düse zurückgezogen, so sinkt die Wahrscheinlichkeit, dass dennoch Stringing auftreten kann. Wird das Material jedoch zu weit eingezogen, so ist es unter Umständen nicht am heißen Ende verfügbar, sobald der Druckvorgang fortgesetzt werden soll.
Der optimale Rückzugsabstand variiert je nach verwendetem Extrudertyp. Erfahrungsgemäß erfordert ein Bowden-Extruder aufgrund des längeren Abstandes zwischen der Düse und dem Antriebsrad einen höheren Rückzugsabstand. Damit du den richtigen Rückzugsabstand bestimmen kannst, solltest du einige Testdrucke anfertigen. Geeignete Designs dafür findest du auf Thingiverse.
Rückzugsgeschwindigkeit
Anhand der eingestellten Rückzugsgeschwindigkeit wird bestimmt, wie schnell das Material in die Düse zurückgezogen werden soll. Eine höhere Rückzugsgeschwindigkeit reduziert das Risiko von Stringing, da das Filament schnell genug zurückgezogen wird, bevor es anfangen kann, über einem Leerraum auf die Bauplatte und damit auf das Druckmodell auszutreten.
Stellst du die Rückzugsgeschwindigkeit jedoch zu hoch ein, so kann dies dazu führen, dass sich das Filament innerhalb der Düse trennt, im schlimmsten Fall führt eine schnelle Bewegung des Antriebsrades dazu, dass das Material zermahlen und die Düse blockiert wird. Außerdem ist es möglich, dass Bereiche erzeugt werden, in denen sich der flüssige Kunststoff nicht ablagert.
Es ist daher wichtig, dass du die optimale Rückzugsgeschwindigkeit findest. Diese kann je nach verwendetem Druckmaterial variieren, daher solltest du zu diesem Zweck einige Testdrucke herstellen. Gute Hinweise zur optimalen Rückzugsgeschwindigkeit findest du jedoch auch in diversen 3D-Druck-Communitys. Hier gibt es bereits vorkonfigurierte Profile, welche du als Ausgangspunkt nutzen kannst.
Zur Bestimmung der optimalen Rückzugswerte ist es nötig, dass du deinen verwendeten Extruder sowie das gewählte Filament kennst. ABS und PLA eignen sich zum Beispiel für eine Geschwindigkeit von 40 bis 60 Millimeter pro Sekunde sowie einen Rückzugsabstand von 0,5 bis 1,0 Millimetern, wenn sie mit einem 3D-Drucker gedruckt werden, der über einen Extruder mit Direktantrieb verfügt. Bowden-Extruder erfordern aber für gewöhnlich eine Geschwindigkeit von 30 bis 50 Millimeter pro Sekunde mit einem Rückzugsabstand von circa 2,0 Millimetern. Diese Werte sind nicht konstant und von vielen unterschiedlichen Variablen abhängig.
Definierst du die optimalen Rückzugseinstellungen, so wirst du dich nicht mehr mit dem Stringing Problem auseinandersetzen müssen und erhältst insgesamt mehr Kontrolle über deine Ausdrucke.

Verwandter Artikel:
TPU-Stringing Verhindern – Probiere diese Einstellungen!
Die richtigen Temperatureinstellungen
Steigt die Temperatur deines 3D-Druckers, so verflüssigt sich das Druckmaterial und beginnt wahrscheinlich auch nach dem Anpassen der Rückzugseinstellungen aus der Düse zu tropfen. Stellst du die Temperatur niedriger ein, so verringert das diese Wahrscheinlich, allerdings können zu niedrige Temperaturen dazu führen, dass das Filament nicht ausreichend schmelzen kann. Die Folge davon sind Probleme bei der Extrusion.
Die optimale Drucktemperatur hängt vom verwendeten Filament und anderen Druckeinstellungen ab. Allgemein ist es jedoch empfehlenswert, bei einem vorliegenden Stringing unverzüglich die Temperatur zu senken. Hierbei gehst du am besten in Schritten von 5 bis 10 Grad Celsius vor. Grundsätzlich solltest du es aber vermeiden, die Temperatur unter die Mindestspezifikationen des Herstellers zu reduzieren.
Die allgemein empfohlen Temperaturen für die am häufigsten Filamente sind:
- PLA: 180 bis 220 Grad Celsius
- ABS 200 bis 250 Grad Celsius (das Druckbett wird auf 90 bis 100 Grad Celsius erhitzt)
- PET: 215 bis 235 Grad Celsius
- TPE: 210 bis 240 Grad Celsius (das Druckbett wird auf 20 bis 70 Grad Celsius erhitzt)
- PVA: 160 bis 190 Grad Celsius (das Druckbett wird auf 60 Grad Celsius erhitzt)
Der weiter oben bereits erwähnte Smart Compact Temperaturkalibrierungsturm ist eine praktische Möglichkeit, um die ideale Temperatur für jedes Filament zu ermitteln.
Verwandter Artikel:
Überextrusion beim 3D-Drucken: Ursachen, Lösungen und Tipps
Verwandter Artikel:
Unter-Extrusion auf einem 3D-Drucker Vermeiden – Guide
Anpassen der Druckgeschwindigkeit
Auch die Druckgeschwindigkeit nimmt Einfluss auf die Zeichenfolge von 3D-Druckern. Benötigt die Düse zu lange, um sich zwischen zwei Punkten zu bewegen, so hat der geschmolzene Kunststoff mehr Zeit, um aus der Düse auszutreten. Dies wiederum kann zu Stringing führen. Kann sich der Extruder aber schneller bewegen, so gibt dies dem Filament nicht genügend Zeit, um herauszusickern.
Erhöhst du die Fahrgeschwindigkeit deiner Düse, während diese gerade nicht druckt, so kannst du dadurch eventuelles Stringing vermeiden. Ist die Temperatur jedoch zu niedrig eingestellt und die Druckgeschwindigkeit zu hoch, so kann es zu einer Extrusion kommen, da das Filament zu wenig Zeit zum Abtropfen hat. Für die meisten Druckmaterialien ist eine Geschwindigkeit zwischen 190 bis 200 Millimeter pro Sekunde empfehlenswert. MatterHackers hingegen hat herausgefunden, dass eine Geschwindigkeit von 150 Millimetern pro Sekunde für die meisten Geräte besser funktioniert.
Bevor du irgendwelche Anpassungen vornimmst, solltest du überprüfen, welche Geschwindigkeit dein 3D-Drucker aktuell verwendet. Die Bewegungsgeschwindigkeit der X- und Y-Achse ist dabei die Fahrgeschwindigkeit von Seite zu Seite. Diese Geschwindigkeit steht in direktem Zusammenhang mit der Dauer, welche die Düse für ihre Bewegung über einem leeren Raum in Anspruch nimmt. Bestimmte Slicer-Programme bieten dir die Möglichkeit, mit Hilfe einer bestimmten Funktion sicherzustellen, dass der Fahrweg kurz genug ist, um ein Austreten von Filament zu verringern, selbst wenn dadurch leere Flächen vollständig vermieden werden müssen. Eine weitere Einstellung ermöglicht die Beschleunigung der Düse, während diese gerade nicht aktiv druckt.

Verwandter Artikel:
PLA Druckgeschwindigkeit: Optimale Einstellungen Finden
Reinigen der Düse vor dem Druckvorgang
Verwendest du deinen 3D-Drucker über eine längere Zeit hinweg, so ist es möglich, dass das Filament eine dünne Schicht in der Düse hinterlässt. Dies gilt insbesondere dann, wenn du nur ein einziges Filament wie zum Beispiel PETG* verwendest. Diese Rückstandsschicht kann dazu führen, dass es zu Stringing auf deinen 3D-gedruckten Objekten kommt, da die entstehenden Filamentstränge an der Oberfläche deiner Modelle haften bleiben können. Um dem vorzubeugen, ist es daher wichtig, die Düse vor jedem Druckvorgang gründlich zu reinigen und somit eventuelle Rückstände von zuvor verwendeten Filamenten zu beseitigen.
Verwandter Artikel:
Eine 3D-Druckerdüse Reinigen | Alle Methoden Step by Step
Korrekte Lagerung der Filamente
Insbesondere PLA-Filament neigt dazu, Feuchtigkeit aufzunehmen. Sobald Feuchtigkeit im Druckmaterial vorhanden ist, neigt diese dazu, sich beim Erwärmen des Kunststoffes in Feuchtigkeit zu verwandeln.
Dieser Dampf wiederum mischt sich mit dem flüssigen Kunststoff und das erhöht sich Wahrscheinlichkeit, dass Filament aus der Düse austreten kann, wenn diese sich gerade über einem leeren Raum bewegt. Aus diesem Grund ist es wichtig, dass du dein Druckmaterial in einer feuchtigkeitsfreien Umgebung wie zum Beispiel einer Plastikbox aufbewahrst.

Verwandter Artikel:
3D-Drucken: Filamente Trocknen: PLA, ABS, Nylon und Co.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
