
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Für einen erfolgreichen 3D-Druck mit TPU Filament* sind die richtigen Druckeinstellungen und bestimmte Hardware-Anforderungen grundlegend.
In diesem Artikel findest du die besten Einstellungen für TPU, eine Anleitung für ihre Kalibrierung und wie du deinen 3D-Drucker für die Verarbeitung von TPU ausstatten und optimieren kannst.
Hier sind vorab die wichtigsten TPU Einstellungen aufgeführt (kompatibel mit Cura, PrusaSlicer, Creality Slicer und vielen anderen Slicern):
| Einstellung | Wert |
|---|---|
| Drucktemperatur | 220 bis 250 °C |
| Druckbett-Temperatur | 40 bis 60 °C |
| Druckgeschwindigkeit | 20 bis 30 mm/s |
| Retraction Distanz | 0,5 bis 2 mm |
| Retraction Geschwindigkeit | 20 bis 40 mm/s |
| Extruder | Direct Drive Extruder |
| Schichthöhe | 25 bis 50% des Nozzle Durchmessers (also 0,1 bis 0,2 mm bei einer 0,4 mm Nozzle) |
| Linienbreite | 80 bis 100% des Nozzle Durchmessers (also 0,32 bis 0,4 mm bei einer 0,4 mm Nozzle) |
| Infill Dichte | 20 bis 30%. Je höher desto steifer. |
| Infill Muster | Gyroid, Konzentrisch |
| Lagerung | Luftdicht (Vakuumierbeutel*, Plastikbox*) |
| Druckbett | PEI* und Isopropylalkohol zum Lösen, Blue Tape, kein Raft |
| Gehäuse notwendig? | Nein |
| Kühlung | 0% (10 bis 50% bei Überhängen) |
| Nozzle | Größer ist besser bei Bowden Extrudern |
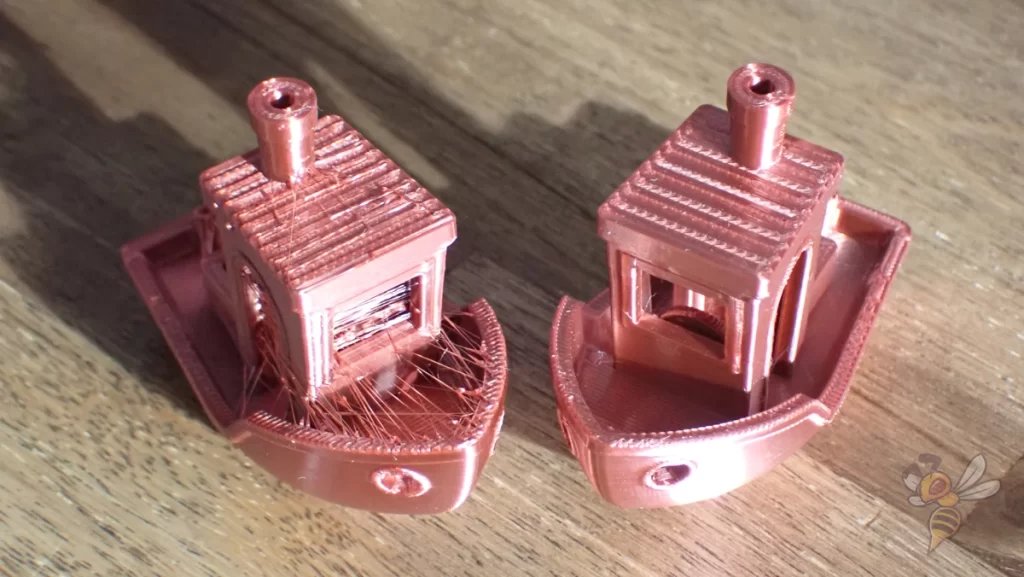
Viele Probleme beim Drucken mit TPU kommen von qualitativ minderwertigen Produkten auf dem Markt. Wenn die Einstellungen und Tipps aus diesem Artikel bei dir nicht funktionieren, solltest du also versuchen, gutes TPU zu verwenden. Hier sind zwei Sorten, mit denen ich gute Erfahrungen gemacht habe:
Vor- & Nachteile
PRO:
- Flexibel
- Haltbar
- Abriebfest
- Stoßfest
Eigenschaften
TPU ist die Kurzform für Thermoplastisches Polyurethan und ist ein flexibles Filament. Flexible Werkstoffe sind aufgrund ihrer Elastizität für zahlreiche Druckvorhaben geeignet.
Dichte: 1,10 bis 1,25 g/cm³
Härtegrad: 65 Shore A bis 60 Shore D
Abriebfestigkeit: TPU ist jedoch nicht nur äußerst flexibel, sondern auch abriebfest. Dieses Thermoplast erfreut sich auch in der industriellen Fertigung großer Beliebtheit und wird für viele Herstellungsprozesse verwendet.
Haltbarkeit: Aus TPU gedruckte Teile sind extrem langlebig und verschleißen nur sehr langsam. Daher sind aus TPU gedruckte Teile in Sparten wie der Automobilbranche heiß begehrt.
Temperaturbeständigkeit: TPU ist in der Lage, einer Umgebungstemperatur von maximal 80 °C standzuhalten. Dieser Aspekt erweist sich speziell beim 3D-Druck von Vorteil.
Stoßfestigkeit: Ein weiterer Pluspunkt von TPU ist, dass dieses Filament Stößen standhalten kann und eine ausgezeichnete Schwingungsdämpfung aufweist. Somit gehen deine TPU Objekte nicht sofort zu Bruch, wenn das Objekt versehentlich auf den Boden fällt – sie springen eher wie ein Flummi!
Chemische Beständigkeit: TPU zeichnet sich auch durch die Beständigkeit gegen viele Chemikalien aus. Auch gegen Öle ist TPU resistent.
TIPP: Wie du deinen 3D-Drucker kalibrieren kannst, um jedes Mal perfekte Ergebnisse zu bekommen, lernst du in meinem 3D-Druck Kurs: FDM 3D-Druck: Der umfassende Kurs von A bis Z
(Der Kurs vermittelt alles, was du für den FDM 3D Druck wissen musst, in über 60 Lektionen. Der Kurs bringt Anfängerin kürzester Zeit auf mein Level!)
Hardware Voraussetzungen
Direct Drive Extruder
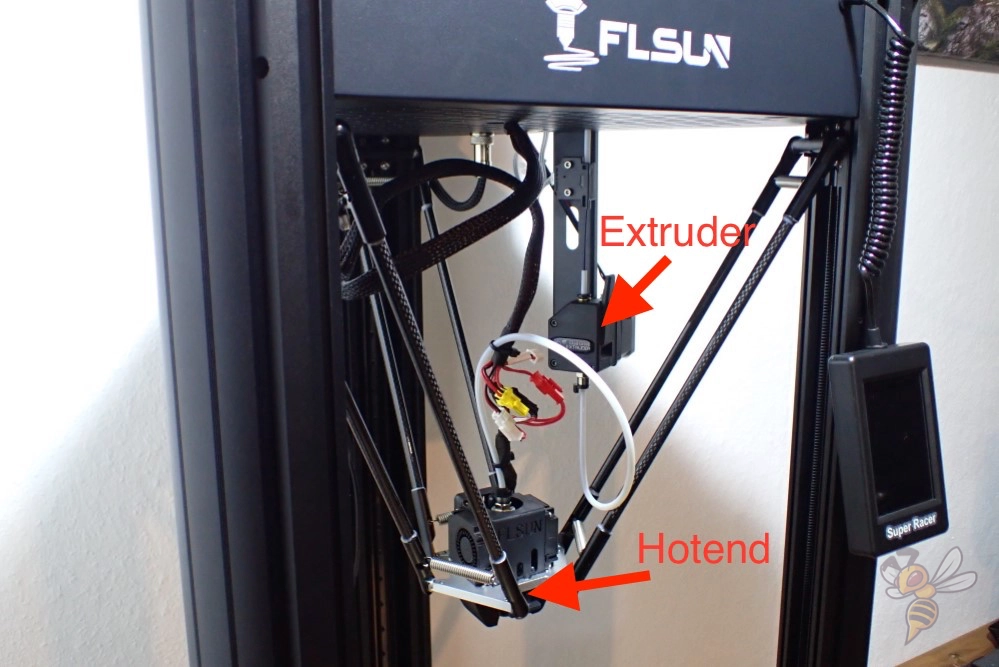
Bei FDM 3D-Druckern gibt es hauptsächlich entweder Bowden-Extruder oder Direct Drive Extruder. Bei einem Bowden-Extruder sitzt der Extruder am Rahmen des 3D Druckers und fördert das Filament über einen langen PTFE-Schlauch bis zum Druckkopf und dem Hotend.
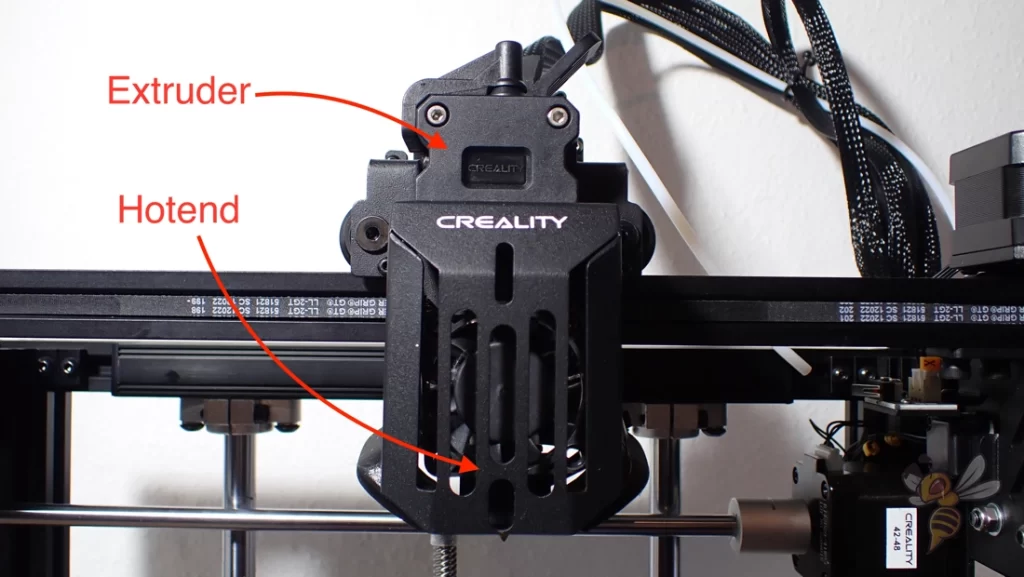
Ein Direct Drive Extruder sitzt direkt im Druckkopf. Die Strecke zwischen dem Extruder und dem Hotend bzw. der Nozzle ist daher minimal.
Da TPU flexibel ist, kann es einen Teil der Bewegungen des Extruders ausgleichen. Je länger die Strecke zwischen Extruder und der heißen Nozzle ist, desto größer wird dieser Effekt.
Schiebt der Extruder das Filament zur Nozzle, staucht sich das flexible Filament erst, gibt dann nach und kommt verzögert am Hotend an. Diese Verzögerung wird immer länger, je länger die Strecke zwischen Extruder und Nozzle ist. Durch diesen Effekt kann es bei der Extrusion zu einer anfänglichen Unter-Extrusion kommen.
Dieser Effekt tritt aber auch in die andere Richtung auf, also bei der Retraction. Bei der Retraction wird das Filament ein kurzes Stück zurück in die Nozzle gezogen, damit es nicht während einer Bewegung ohne Extrusion unkontrolliert austreten kann.
Zieht der Extruder das flexible TPU zurück in die Nozzle, verzögert sich diese Bewegung, wodurch das Filament länger benötigt, um eingezogen zu werden. Deswegen ist es fast unmöglich, TPU mit einem Bowden-Extruder ohne Stringing oder Kleckse zu drucken.
Mit einem Direct Drive Extruder ist diese Verzögerungen so gering, dass es mit den richtigen Einstellungen möglich ist, fehlerfrei mit flexiblen Filamenten zu drucken.
Position und Abrollwiderstand der Spule

Durch die flexible Natur von TPU ist es auch wichtig, wo die Spule relativ zum Extruder platziert wird und wie groß der Widerstand beim Abrollen der Spule ist.
Wenn der Extruder zu stark am Filament ziehen muss, weil die Spule entweder unter dem Extruder platziert oder die Spule nicht gut genug gelagert ist, wird das Filament gedehnt in den Extrudern bezogen. Dies kann zu Unter-Extrusion führen.
Viele 3D-Drucker haben einen starren Spulenhalter. Versuche ihn gegen einen Halter auszutauschen auf dem die Spule leicht drehbar ist.
Druckbett
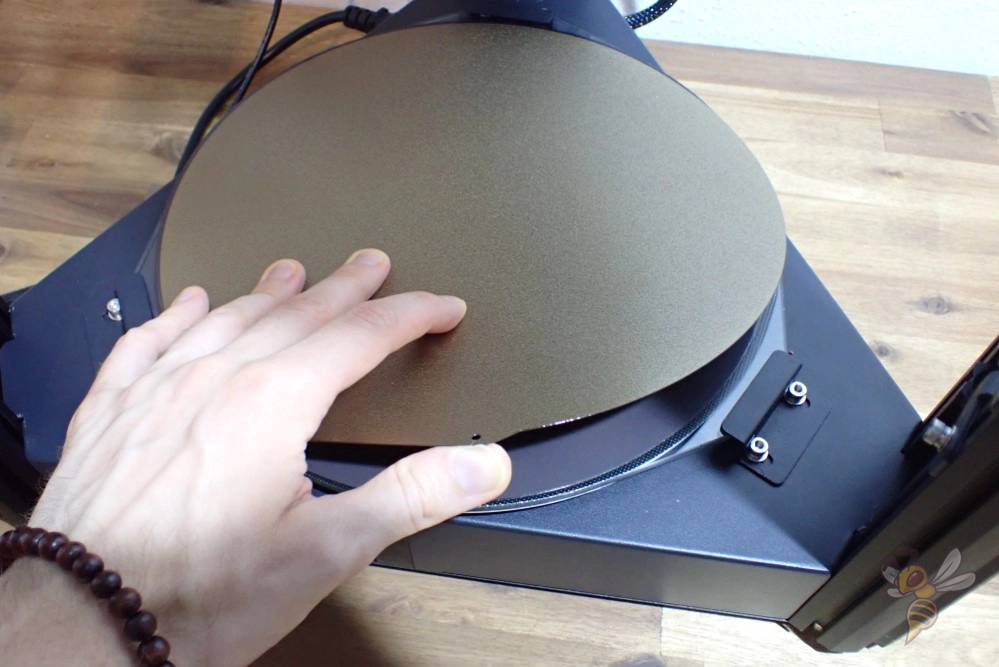
TPU hat eine extrem gute Druckbett-Haftung auf PEI. PEI Druckbett-Oberflächen gibt es in verschiedenen Ausführungen. Es gibt sie glatt oder rau, flexibel oder unflexibel.
Ob das Druckbett flexibel ist, ist bei TPU nicht ganz so wichtig, da die Flexibilität durch TPU ohnehin ausgeglichen werden würde und du das Objekt durch das Durchbiegen der Druckplatte nicht besser lösen könntest.
TPU haftet oft zu gut auf PEI, sodass es schwierig sein kann, das Objekt nach dem Druck vom Druckbett zu lösen. Wenn du Isopropylalkohol großzügig an der Basis des Objekts verteilst, löst sich das TPU Objekt jedoch sehr einfach. Auch große Objekte lassen sich damit einwandfrei lösen, ohne Rückstände zu hinterlassen.
Eine weitere Möglichkeit und die Druckbett-Haftung für TPU zu erhöhen (oder im Fall von PEI etwas zu verringern) ist der Einsatz von Blue Tape. Dieses Klebeband hat eine angeraute Oberfläche und bietet eine gute Haftung. Der Nachteil ist, dass du es nach ein paar Drucken austauschen musst.
Nozzle Durchmesser

- Nozzle Durchmesser: 0,8 mm bei Bowden Extrudern.
Wenn du einen 3D-Drucker mit Bowden Extruder nutzt, könnte eine Nozzle mit einem größeren Durchmesser die Druckqualität von flexiblen Filamenten wie TPU verbessern.
Die Ungenauigkeiten, die durch die Flexibilität des Filaments bei Bowden Extrudern entstehen, können durch den größeren Durchsatz einer größeren Nozzle verhindert werden.
Bei manchen 3D-Druckern mit Bowden Extruder kann die Verwendung einer größeren Nozzle genau die Maßnahme sein, die benötigt wird, um erfolgreich mit TPU zu drucken.
Druckeinstellungen
Drucktemperatur
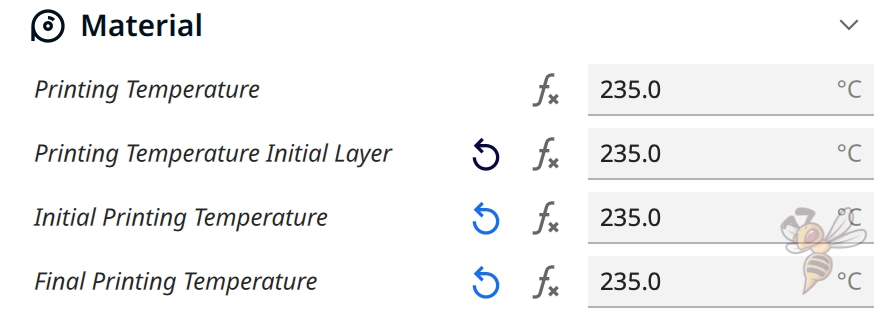
- Drucktemperatur: 220 bis 250 °C
Die Drucktemperatur ist stark abhängig von dem verwendeten TPU Filament. Es gibt viele Sorten mit verschiedenen Härtegraden. Daher ist der Bereich der perfekten Drucktemperatur mit 220 bis 250 °C ziemlich groß.
Wird die Drucktemperatur zu hoch eingestellt, wird das Filament zu flüssig und tritt mit einer höheren Wahrscheinlichkeit unkontrolliert aus der Nozzle aus. Dies kann zu diversen Druckfehlern wie Stringing führen.
Wenn die Drucktemperatur aber zu niedrig eingestellt wird, kann es zu einer Unter-Extrusion, einer schlechten Schichthaftung und/oder einer schlechten Druckbett-Haftung kommen.
Besonders bei TPU ist es daher wichtig etwas mit den Einstellungen zu experimentieren um den optimalen Wert zu finden. Dieses Experimentieren wird auch Kalibrieren genannt.
Kalibrieren
Um die Drucktemperatur für TPU zu kalibrieren, stellst du im Prinzip verschiedene Drucktemperaturen ein und beobachtest bei welcher Drucktemperatur das Ergebnis am besten ist.
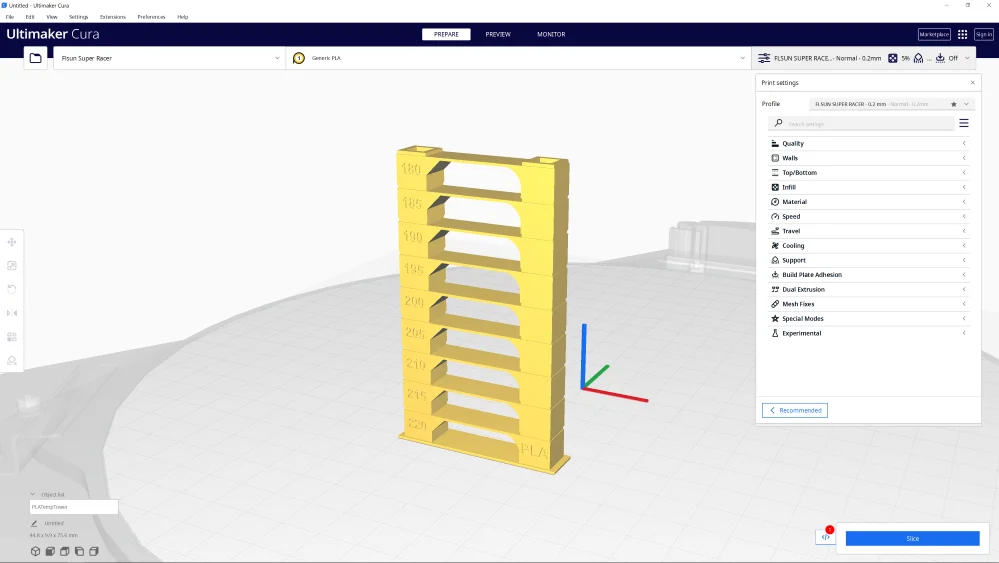
Du kannst dies entweder nacheinander mit dem gleichen Objekt machen, oder du benutzt einen sogenannten Temperatur Turm.
Mit einem Temperatur Turm kannst du die Kalibrierung der Drucktemperatur innerhalb von einem Druck erledigen. Ein solcher Turm besteht aus mehreren Ebenen. Die einzelnen Ebenen werden bei verschiedenen Temperaturen gedruckt.
Die Ebenen sind außerdem so designt, dass sie Druckfehler begünstigen. Nach dem Druck siehst du also auf einen Blick, bei welcher Drucktemperatur am wenigsten Druckfehler aufgetreten sind.
Druckbett-Temperatur
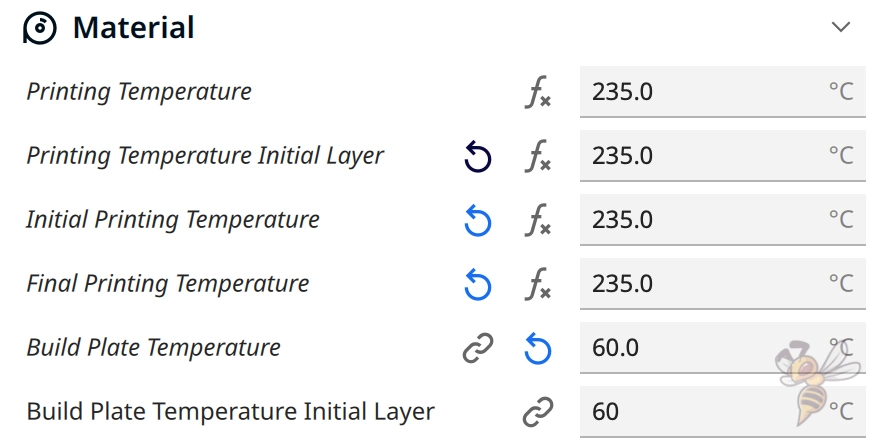
- Druckbett-Temperatur: 40 bis 60 °C
Bei TPU ist ein beheiztes Druckbett nicht unbedingt nötig. Die besten Ergebnisse erzielt du jedoch zwischen 40 und 60 °C.
Dass dieser Bereich relativ groß ist, liegt daran, dass TPU in vielen verschiedenen Härtegraden erhältlich ist und jeweils anders auf eine beheizte Druckbett-Oberfläche reagieren kann.
Falls du einen Elefantenfuß bemerken solltest, musst du die Druckbett-Temperatur reduzieren. Falls die Druckbett-Haftung zu schlecht ist, kannst du die Druckbett-Temperatur so weit erhöhen, bis du die ersten Anzeichen für einen Elefantenfuß siehst.
Im Prinzip versuchst du also die Druckbett-Temperatur so hoch einzustellen, dass du die Haftung gut genug ist und es noch nicht zu einem Elefantenfuß gekommen ist.
Je nachdem, was für eine Druckbett-Oberfläche du hast, ist die Temperaturspanne, in der diese beide Kriterien gegeben sind, groß genug oder nicht existent. Wie oben beschrieben kannst du daher entweder dein Druckbett mit einer PEI-Oberfläche upgraden oder Blue Tape verwenden, um diese Temperaturspanne zu vergrößern.
Retraction
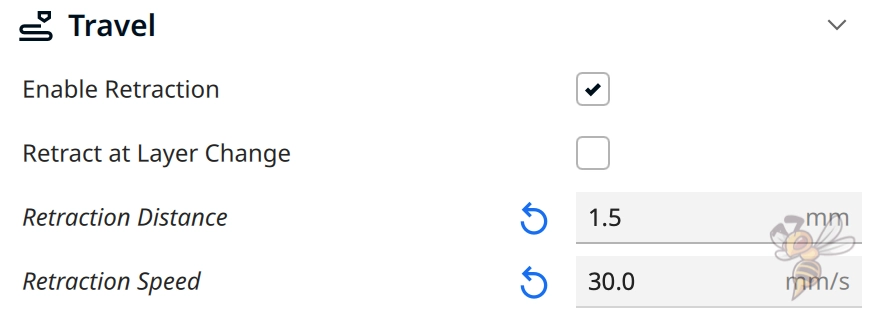
- Retraction Distanz: 0,5 bis 2 mm
- Retraction Geschwindigkeit: 20 bis 40 mm/s
Bei der Retraction wird das Filament ein kurzes Stück zurück in die Nozzle gezogen. Wenn der Druckkopf von einer Stelle zu einer anderen Stelle fährt ohne dabei Filament zu extrudieren, wird dadurch ein unkontrolliertes Austreten verhindert – so zumindest in der Theorie.
Wenn die Retraction Einstellungen jedoch nicht auf das Filament und den Extruder abgestimmt sind, tritt das Filament unkontrolliert aus, was zu Stringing oder Flecken führt. Die Retraction kann aber auch zu hoch eingestellt sein, was zu einer Unter-Extrusion am Anfang jeder neuen Extrusion führt. Dadurch entstehen etwa Löcher oder Risse im Objekt.
Wie schon oben bei der Erklärung des Verhaltens von TPU Filament bei den verschiedenen Extruder Arten, wird die Bewegung des Extruders bei flexiblen Filamenten etwas verzögert. Auch wenn diese Verzögerung bei Direct Drive Extrudern klein ist, kann es schwieriger sein, die perfekten Retraction Einstellungen zu finden als bei starren Filamenten wie PLA.
Falls du schon Erfahrungen mit PLA mit deinem 3D Drucker hast, sind die Retraction Einstellungen für PLA ein guter Startpunkt. Die Retraction teilt sich hauptsächlich in die Retraction Distanz und die Retraction Geschwindigkeit auf.
Bei TPU liegt die Retraction Distanz meistens zwischen dem 1- bis 2-fachen der Distanz bei PLA. Die Geschwindigkeit ist vergleichbar wie bei PLA, jedoch auch stark abhängig von dem verwendeten TPU.
Kalibrierung
Die Retraction zählt zu den Einstellungen, die unbedingt bei TPU kalibriert werden müssen. Sie hat bei TPU einen großen Einfluss auf bestimmte Druckfehler wie Stringing.
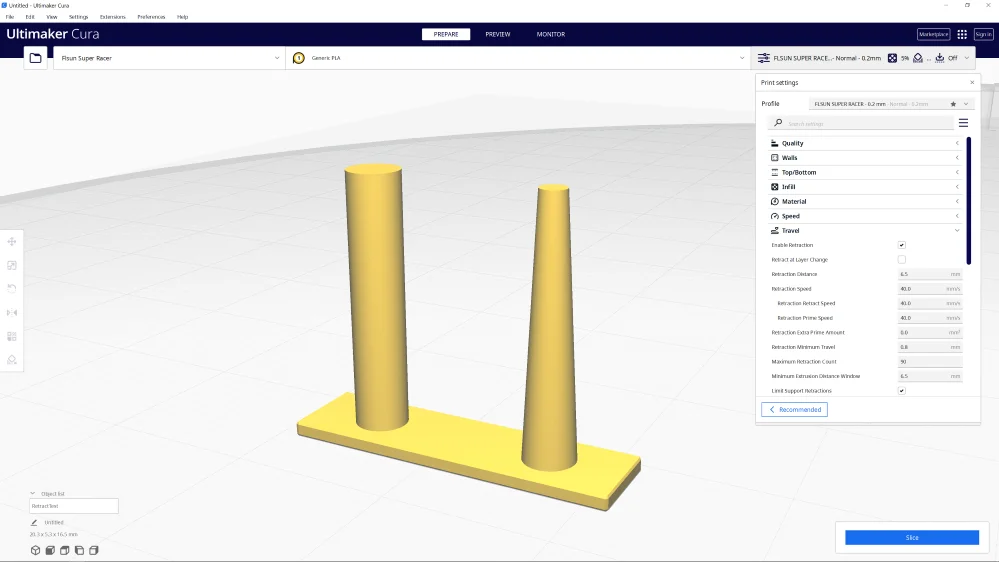
Um die Retraction zu kalibrieren, benötigst du ein passendes Kalibrier-Objekt. Dieses Objekt muss nicht sehr komplex sein, um die Auswirkungen von kleinen Veränderungen der Retraction Einstellungen darzustellen.
Am besten eignen sich kleine Objekte, die nur aus wenigen parallelen Säulen bestehen, da sie schnell gedruckt sind und Filament sparen. Du findest solche Objekte zum Beispiel auf Portalen wie Thingiverse oder im Calibration Shapes Plugin von Cura.
Ändere die Retraction Distanz und die Retraction Geschwindigkeit jeweils in kleinen Schritten, und beobachte dabei die Veränderung. So kannst du dich in kleinen Schritten dem perfekten Ergebnis nähern.
Druckgeschwindigkeit
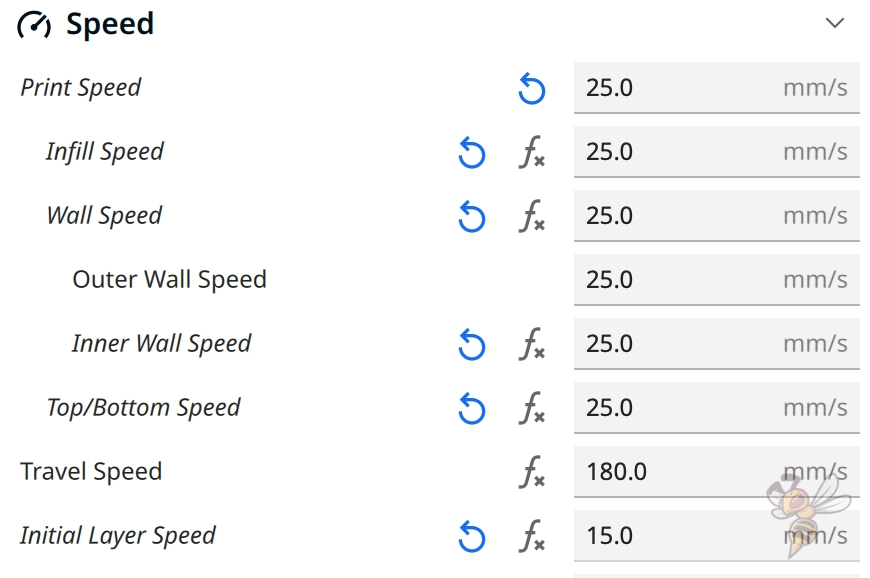
- Druckgeschwindigkeit: 20 bis 30 mm/s
Neben der Retraction und der Drucktemperatur ist die Druckgeschwindigkeit wahrscheinlich mit die wichtigste Einstellung bei TPU.
Wie oben bei der Erklärung der einzelnen Extruder beschrieben, wird die Extrusions-Bewegung teilweise durch das flexible Filament kompensiert. Wie du dir vielleicht aus anderen Beispielen im Alltag denken kannst, staucht sich das flexible TPU Filament umso mehr, je schneller diese Bewegung ist.
Daher ist es bei TPU ratsam, die Druckgeschwindigkeit stark zu reduzieren. Auch wenn du einen 3D-Drucker hast wie den Ender-5 S1 oder FLSUN Super Racer, die auch mit 200 mm/s eine hervorragende Qualität mit PLA oder anderen starren Filamenten erreichen, musst du die TPU Druckgeschwindigkeit trotzdem stark reduzieren.
Die Druckgeschwindigkeit von TPU ist nämlich nicht von der Performance des 3D-Druckers abhängig, sondern von der Flexibilität des Filaments.
Kalibrieren
Die Druckgeschwindigkeit lässt sich ähnlich wie die Retraction kalibrieren. Normalerweise kalibriert man die Druckgeschwindigkeit, indem man sie so hoch eingestellt, dass noch keine Druckfehler durch die Vibrationen des Druckkopfs ausgelöst werden. Ringing und Ghosting sind solche Druckfehler.
Bei TPU ist dies aber keine Option, da du solche Druckgeschwindigkeiten erst gar nicht erreichen kannst ohne massives Stringing oder ähnliche Druckfehler zu bekommen. Daher bietet es sich an ein Retraction Kalibrier-Objekt zu verwenden und es bei verschiedenen Druckgeschwindigkeiten zu drucken.
Die Druckgeschwindigkeit, bei der du die wenigsten Fehler beobachtest, solltest du für dein gesamtes Objekt einstellen.
Falls du Probleme mit der Druckbett-Haftung hast, kannst du die Druckgeschwindigkeit auch nur für die erste Schicht noch niedriger einstellen. Je niedriger die Druckgeschwindigkeit bei der ersten Schicht ist, desto besser ist die Druckbett-Haftung. Dies liegt daran, dass das heiße Filament länger warm bleibt und sich dadurch besser in die kleinen Poren und Ritzen des Druckbetts verteilen kann.
Bewegungen ohne Extrusion

Manchmal ist es nicht möglich TPU komplett fehlerfrei und ohne Stringing zu drucken. Besonders wenn du TPU mit einem Bowden-Extruder druckst, solltest du also versuchen extrusionslose Bewegungen so weit es geht zu vermeiden oder sie so zu steuern, dass sie kein Stringing auslösen können.
In den meisten Slicern gibt es eine Einstellung, mit der du die Nozzle nach einer Retraction durch das bereits gedruckte Objekt zum nächsten Punkt bewegen kannst. Falls dann noch etwas Filament unkontrolliert aus der Nozzle austritt, wird es im Inneren des Objekts abgestreift, wo es am Ende nicht sichtbar ist.
Diese Funktion heißt zum Beispiel in Cura “Combing Mode” und in Simplify3D “Avoid crossing outline for travel movement”. Mit diesen Einstellungen kannst du das Auftreten von Stringing erheblich reduzieren.
Schichthöhe & Linienbreite
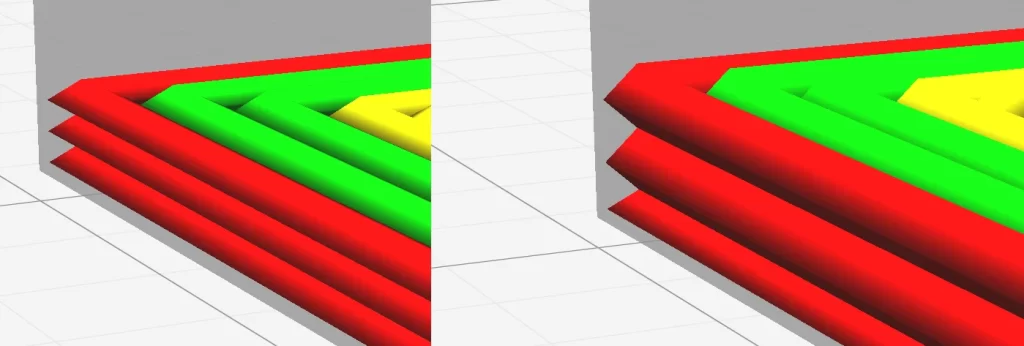
- Schichthöhe: 25 bis 50% des Nozzle Durchmessers (also 0,1 bis 0,2 mm bei einer 0,4 mm Nozzle)
- Linienbreite: 80 bis 100% des Nozzle Durchmessers (also 0,32 bis 0,4 mm bei einer 0,4 mm Nozzle)
Wie schon mehrfach in diesem Artikel beschrieben, kompensiert flexibles Filament wie TPU die Bewegungen des Extruders umso stärker, je schneller diese Bewegungen sind.
Die Schichthöhe und die Linienbreite haben auch einen Einfluss darauf, wie schnell das Filament durch den Extruder gefördert wird. Je dicker und höher die Schichten sind, desto mehr Filament muss pro Sekunde extrudiert werden bei der gleichen Druckgeschwindigkeit.
Es ist daher ratsam, kleine bis mittlere Schichthöhen und Linienbreiten bei TPU zu verwenden.
Die Linienbreite und kann theoretisch Werte zwischen 60 bis 200% des Nozzle Durchmessers betragen. Wenn du aber eine zu große Linienbreite wählst, wird zu viel Filament auf einmal befördert, wodurch auch die Verzögerung durch die Flexibilität des Filaments größer wird.
Das Gleiche gilt für die Schichthöhe. Normalerweise sind Werte zwischen 25 bis 75% des Nozzle Durchmessers möglich. Bewerte über 50% führen jedoch zum selben Ergebnis wie zu breite Linien.
Falls du trotzdem Objekte mit einer groben Struktur drucken möchtest, musst du dementsprechend die Druckgeschwindigkeit verringern. Da die gesamte Druckzeit aber in etwa gleich bleibt, gibt es aber kaum Argumente dafür, das Objekt gröber zu drücken, da kleinere Schichthöhen und Linienbreiten zu einem stabileren Objekt führen.
Infill
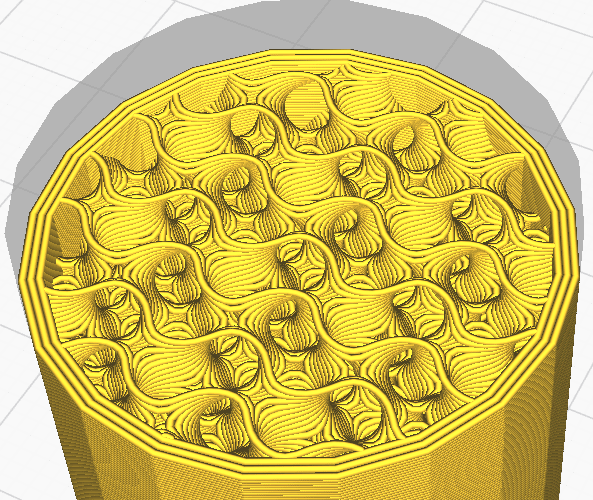
- Infill Dichte: 20 bis 30%. Je höher desto steifer.
- Infill Muster: Gyroid, Konzentrisch
Das Innere eines 3D gedruckten Objekts wird Infill genannt. Je höher die Infill Dichte ist, desto stabiler und steifer wird ein mit TPU gedrucktes Objekt.
Je nachdem welchen Effekt du erzielen möchtest, könnte daher eine niedrigere oder höhere Dichte für dich optimal sein. Standardmäßig haben sich jedoch 20 bis 30% bewährt.
Durch das Infill Muster kannst du die Steifigkeit des Objekts in die verschiedenen Richtungen beeinflussen. Das Gyroid Muster ist beispielsweise in alle Raumrichtungen gleich stabil, wodurch das fertige TPU Objekt auch gleichmäßig flexibel wird.
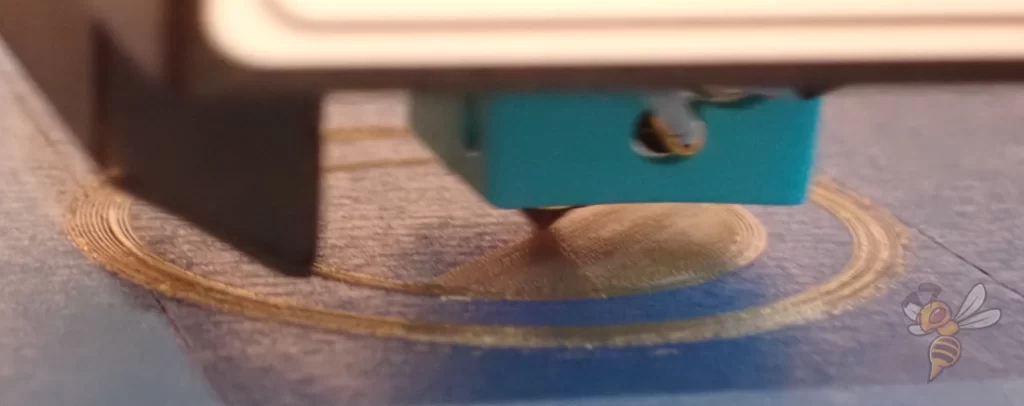
Falls du eine Achse des Objekts stabiler machen möchtest als die anderen beiden, bietet sich das konzentrische Infill Muster an. Es besteht aus Kreisen, die um eine Achse gebildet werden. Dadurch entsteht eine relativ niedrige Stabilität entlang der Hauptachse und fast keine entlang der anderen beiden.
Kühlung
- Kühlung: 0% (10 bis 50% bei Überhängen)
Warping ist bei TPU nur selten ein Problem. Daher ist es auch nicht nötig die Kühlung anzustellen. Lediglich bei Überhängen kann eine leichte Kühlung helfen, ein Absacken zu vermeiden.
Es ist also generell ratsam die Kühlung erst einmal auf 0% einzustellen. Es gibt jedoch auch TPU Sorten, die etwas besser mit einer leichten Kühlung gedruckt werden können.
Auch ist es abhängig davon, welchen 3D-Drucker du hast, da die Kühlung von dem verbauten Lüfter und der Luft-Zuleitung zum Objekt abhängt.
Raft

- Raft: Nein
In den meisten Fällen ist die Druckbett-Haftung von TPU so gut, dass ein Raft von vornherein gar nicht als Option in Betracht kommt. Und falls du trotzdem Probleme mit der Druckbett-Haftung hast, solltest du auch kein Raft verwenden.
Die Kombination aus flexiblem Filament und Raft führt zu diversen Problemen. Einerseits werden Rafts meistens mit einer erhöhten Flussrate, höheren Schichten und breiteren Linien gedruckt, was wie weiter oben beschrieben zu Druckfehlern führen kann.
Andererseits ist es schwierig ein Raft ohne Rückstände vom TPU entfernen. Es ist daher besser, erst andere Methoden zur Verbesserung der Druckbett-Haftung anzuwenden.
Falls du kein PEI Druckbett verwenden möchtest und auch kein Blue Tape zur Hand hast, kannst du es mit einem normalen Klebestift oder einer Erhöhung der Druckbett-Temperatur versuchen.
Achte auch darauf, dass du dein Druckbett richtig nivelliert hast und der z-Offset richtig eingestellt ist. Wenn der z-Offset zu groß ist, wird das Filament nicht stark genug auf das Druckbett gedrückt und kann sich nicht gut genug damit verbinden.
Falls du mehr Informationen über die Verbesserungen Druckbett-Haftung benötigst, kannst du dir diesen Artikel durchlesen: 3D Druck haftet nicht am Bett: Alle Lösungen im Praxistest
Lagerung

- Lagerung: Luftdicht (Vakuumierbeutel*, Plastikbox*)
TPU ist ebenso wie die meisten Filamente hygroskopisch. Wenn du dieses Filament unverpackt aufbewahrst, saugt das TPU Filament Feuchte aus der Luft auf.
Dies begünstigt Druckfehler wie Stringing und kann in Extremfällen sogar Blasen produzieren. Dann ist so viel Feuchtigkeit im Filament enthalten, dass sie im Hotend verdampft und Blasen erzeugt.
Du solltest TPU Filament also luftdicht verpacken. Du kannst beispielsweise Vakuumierbeutel einsetzen oder du wählst einen luftdichten Behälter mit Deckel.
Falls dein Filament schon feucht ist, kannst du es in diesen luftdichten Verpackungen mit Silica Gel* trocknen. Dies dauert aber relativ lange. Wenn du es etwas beschleunigen möchtest, kannst du auch spezielle Filament Trockner wie den Sunlu FilaDryer S2 verwenden.
Fazit
Mit TPU Filament* kannst du spektakuläre Effekte erzielen. Daher wird es nicht nur gerne im Hobby 3D-Druck verwendet, auch in der Industrie findet es viele Anwendungen.
Mit den Druckeinstellungen aus diesem Artikel hast du einen guten Startpunkt für weitere Optimierungen. Denke bei TPU immer daran, dass du die Geschwindigkeiten, die auf das Filament wirken reduzierst. Hauptsächlich solltest du die Druckgeschwindigkeit und die Retraction genau kalibrieren, um gute Ergebnisse mit TPU zu erzielen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
