
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der FLSUN Super Racer ist ein extrem schneller Delta 3D Drucker der 2-4 mal schneller ist als normale kartesische 3D Drucker. Ohne ein richtiges Cura Profil nutzt dir diese Geschwindigkeit aber nichts, da du nichts weiter als Druckfehler produzieren wirst.
Das in Cura enthaltene Standardprofil für den FLSUN Super Racer ist ein sehr guter Start für weitere Optimierungen. Die wichtigsten Einstellungen davon sollten kalibriert werden und es gibt ein paar Eigenheiten für die einzelnen Filamente.
Wie du das Standardprofil richtig konfigurierst und die wichtigsten Einstellungen kalibrieren kannst, erfährst du in diesem detaillierten Guide.
| PLA | ABS | PETG | |
|---|---|---|---|
| Drucktemperatur | 210-220 °C | 235-245 °C | 235-245 °C |
| Druckbett Temperatur | 60 °C | 100 °C | 70-80 °C |
| Druckgeschwindigkeit | 100-150 mm/s | 100-150 mm/s | 100-150 mm/s |
| Retraction | 6.5 mm bei 40 mm/s | 6.5 mm bei 45 mm/s | 6.5 mm bei 40 mm/s |
| Kühlung | 100 % | 0% + Gehäuse | 50 % |

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
Ein Profil für den FLSUN Super Racer in Cura Erstellen
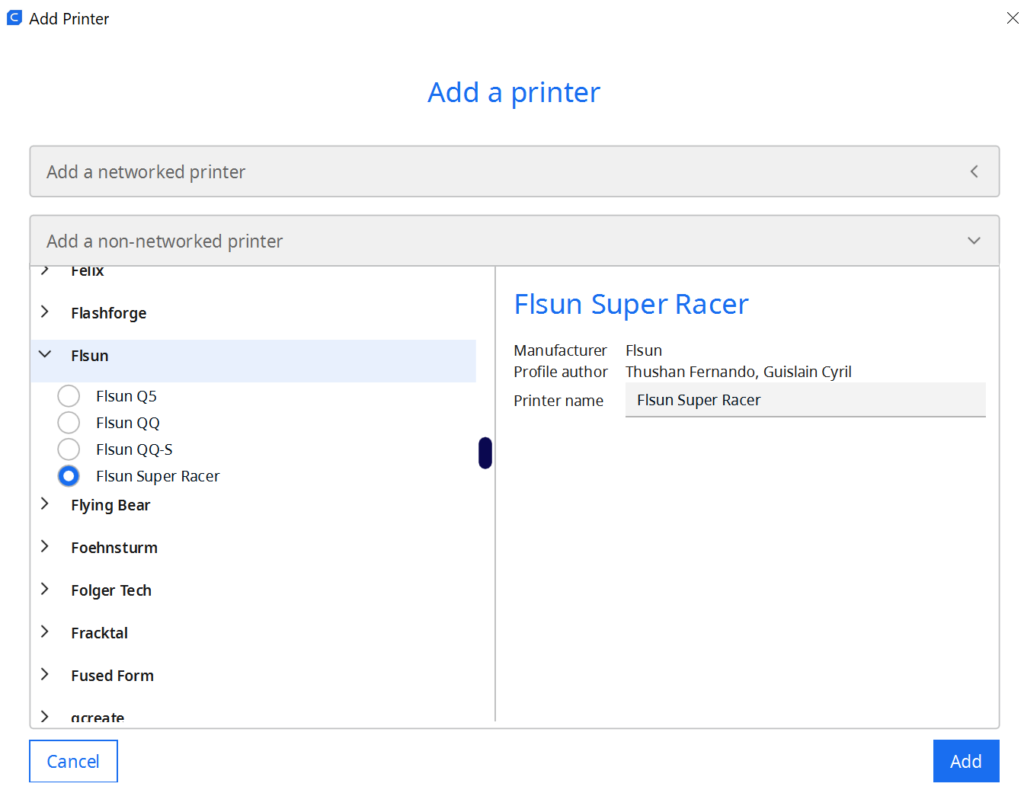
Das 3D-Druckerprofil ist ein Satz von Maschinen- und Druckeinstellungen, der Cura mitteilt, welche Art von 3D-Drucker du verwendest und wie deine Drucke ausfallen sollen. Zu den Maschineneinstellungen gehören Dinge wie die Düsengröße und das Bauvolumen des Druckers, während die Druckeinstellungen Dinge wie die Infill-Dichte und die Schichthöhe festlegen.
Indem du diese Einstellungen optimierst, kannst du verschiedene Druckqualitäten erreichen, von schnellen und qualitativ schlechten Drucken bis hin zu langsamen und hochwertigen Drucken. Der Nachteil ist, dass es schwierig sein kann, die perfekte Balance zwischen den Einstellungen für deine Bedürfnisse zu finden, aber mit ein bisschen Ausprobieren kannst du tolle Ergebnisse erzielen.
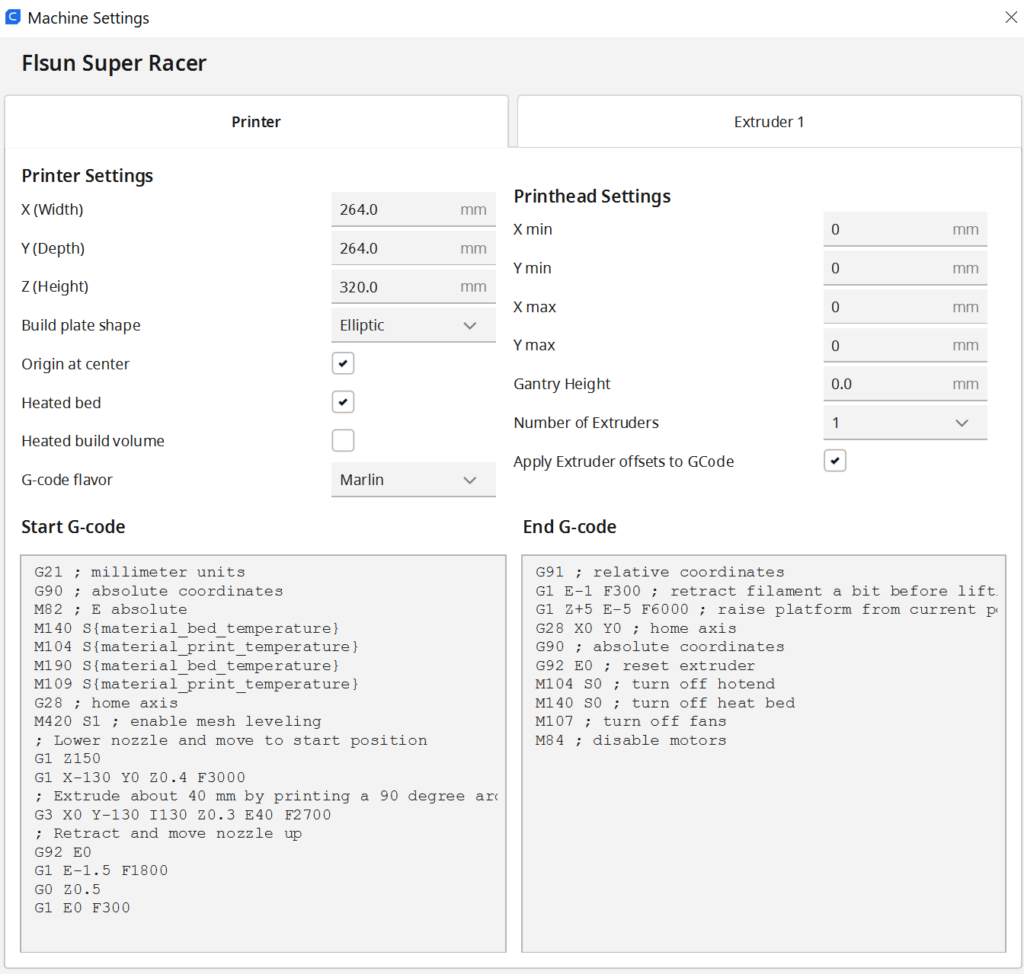
Zum Zeitpunkt der Veröffentlichung dieses Artikels gibt es ein vorgefertigtes Standardprofil in Cura. Du musst dir also keine Gedanken mehr darüber machen welche Maschinenparameter und G-Code Schnipsel du angeben musst. Das einzige was noch optimiert werden kann und sollte sind die Druckeinstellungen.
Der FLSUN Super Racer war tatsächlich auch mein erster Delta 3D Drucker und ich habe mich gefragt ob es bei dieser Art von 3D Drucker etwas spezielles zu beachten gibt. Ich habe zwar schon dutzende FDM 3D Drucker mit Cura bedient, jedoch war mir noch nicht ganz klar wo die Übersetzung der kartesischen Koordinaten in die Bewegungen eines Delta 3D Druckers übersetzt werden.
Praktischerweise kann dir dies relativ egal sein, weil du in Cura dies nicht einstellen oder angeben musst. Der Drucker und die Software erledigen dies von ganz alleine und führen die trigonometrischen Berechnungen automatisch aus.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den FLSUN Super Racer für PLA:
- Drucktemperatur: 210-220 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 100-150 mm/s
- Einzug (Retraction): 6,5 mm bei 40 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PLA, oder Polymilchsäure, ist eines der beliebtesten Materialien für den 3D-Druck. Es wird aus erneuerbaren Ressourcen wie Maisstärke oder Zuckerrohr gewonnen und ist biologisch abbaubar. PLA ist eine gute Wahl für Anfänger weil es einfach zu drucken ist und hochwertige Ergebnisse liefert.
Beim Drucken mit PLA gibt es jedoch trotzdem ein paar Dinge zu beachten. Die Temperatur der Nozzle und des Druckbetts sollte richtig eingestellt sein, denn eine zu hohe Temperatur kann in beiden Fällen zu Problemen führen. Ist die Temperatur der Nozzle zu hoch, kann es zu Stringing kommen, ist die Temperatur des Druckbetts zu hoch, kommt es zu einem Elefantenfuß. Und das sind nur zwei Beispiele von Auswirkungen falsch eingestellter Temperaturen.
Die Druckgeschwindigkeit sollte außerdem langsam genug sein, damit das PLA abkühlen und sich richtig verfestigen kann, um eine gute Verbindung zum Druckbett und der vorherigen Schicht aufzubauen. Je nachdem welche Druckbett Oberfläche du verwendest, könnte es sich bei PLA auszahlen die Druckgeschwindigkeit erheblich zu reduzieren. Ich verwende grundsätzlich eine Druckgeschwindigkeit für die erste Schicht von 5-10 mm/s um Haftungsproblemen erst gar keine Chance zu geben aufzutauchen.
Schließlich bestimmt die Retraction, wie viel PLA nach jeder Extrusion in die Düse zurückgezogen wird. Eine zu starke Retraction kann zu Löchern in deinen Drucken führen oder die Nozzle verstopfen. Zu wenig Retraction führt oft zu Stringing.
ABS Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den FLSUN Super Racer für ABS:
- Drucktemperatur: 235-245 °C
- Druckbett Temperatur: 100 °C
- Druckgeschwindigkeit: 100-150 mm/s
- Einzug (Retraction): 6,5 mm bei 45 mm/s
- Kühlung: 0% + DIY Gehäuse aus Plexiglas bei großen Objekten
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
3D-Druck mit ABS Filament ist dank seiner Haltbarkeit und der mechanischen Eigenschaften des Materials eine beliebte Wahl. Allerdings kann der Druck mit ABS schwierig sein, und selbst erfahrene Nutzer/innen können Probleme bekommen. Um Probleme zu vermeiden, ist es wichtig, einen 3D-Drucker zu verwenden, der die richtigen Einstellungen für ABS hat.
Die Temperatur des Extruders sollte zwischen 220 und 250 Grad Celsius liegen und die Temperatur des Druckbetts zwischen 80 und 110 Grad Celsius. Es ist auch wichtig, die richtige Umgebungstemperaturen herzustellen, um das Filament fehlerfrei verarbeiten zu können. Ansonsten kann sich ABS verziehen und verzerren, was zu einem unbrauchbaren Druck führt.
Die meisten 3D-Drucker werden ohne Gehäuse geliefert, was oft zu Verformungen führen kann, wenn ABS zu schnell abkühlt. Wenn du das verhindern willst, ist ein Gehäuse ratsam. Beim FLSUN Super Racer ist dies etwas schwierig, da die meisten Gehäuse und Zelte zum Nachrüsten nicht passen werden. Wenn du trotzdem große Objekte aus ABS drucken möchtest, kannst du dir günstige Plexiglasscheiben besorgen und das Druckvolumen damit abdichten.

Wenn du nur kleine Objekte aus ABS drucken möchtest, ist ein Gehäuse nicht zwingend notwendig. Meistens hilft dann auch ein Draft Shield um das Objekt vor kalten Luftströmen zu schützen. So oder so solltest du das Druckbett schon mindestens 10 Minuten vor dem Druck Aufheizen, damit sich eine gute Umgebungstemperatur erreichen lässt.
Wenn du Probleme damit hast, dass deine ABS-Drucke nicht auf der Druckplatte haften, gibt es ein paar Dinge, die du ausprobieren kannst. Erstens kannst du die Klebekraft mit einem Klebstoff wie Magigoo erhöhen. Du kannst auch versuchen, die Druckgeschwindigkeit der ersten Schicht zu verringern, um dem Filament mehr Zeit zu geben, um sich mit der Druckbett Oberfläche zu verbinden. Schließlich solltest du sicherstellen, dass die Bauplatte sauber und frei von Verunreinigungen ist.
TPU Einstellungen auf einen Blick
Leider verfügt der Super Racer aufgrund seiner Bauweise einen sehr langen Bowden Schlauch, womit es fast unmöglich ist flexible Filamente mit einer guten Druckqualität zu drucken. Falls du nicht sehr hohe Anforderungen an das Objekt haben solltest, kannst du es trotzdem ausprobieren. Ansonsten würde ich davon abraten mit diesem 3D Drucker TPU zu drucken.
Wenn es um 3D-Druck geht, gibt es eine Vielzahl von Filamenten, aus denen du wählen kannst. Eine Art von Filament, die immer beliebter wird, ist TPU, das thermoplastische Polyurethan. TPU ist ein flexibles Filament, das heißt, es kann verwendet werden, um 3D-Druckobjekte zu erstellen, die flexibel und haltbar sind.
Wegen seiner Flexibilität ist es besonders wichtig, die Druckgeschwindigkeit und den Rückzug richtig einzustellen, wenn du mit TPU druckst. Sonst kann es passieren, dass der Drucker verstopft oder die Druckqualität schlecht ist. TPU lässt sich jedoch nicht mit allen 3D Druckern gleich gut verarbeiten. Die besten Ergebnisse können mit einem Direct Drive Extruder erzielt werden – der FLSUN Super Racer verfügt aufgrund seiner Bauweise aber nur über einen Bowden Extruder und eignet sich daher nur bedingt oder gar nicht für TPU.
Wie der Name schon sagt, befindet sich der Extruder bei einem Direktantrieb System direkt über der Düse. Diese Konfiguration hat eine Reihe von Vorteilen. Da sich der Extruder nahe an der Düse befindet, muss das Filament keinen weiten Weg zurücklegen, bevor es extrudiert wird. Das verringert das Risiko von Staus und macht es einfacher, die Extrusion zu kontrollieren – besonders bei flexiblen Filamenten. Bowden-Extruder sind in der Regel auch leichter als Extruder mit Direktantrieb, was die Druckqualität durch geringere Vibrationen verbessern und die Druckgeschwindigkeit erhöhen kann.
Bei einem Bowden Extruder befindet sich der Extruder weit entfernt von der Düse, normalerweise fest montiert an einer Achse des Druckers. Das Filament wird durch einen langen Schlauch zur Düse gedrückt. Der Nachteil ist hier, dass sich das flexible Filament auf diesem langen Weg verheddern kann oder durch seine Flexibilität die Extrusionsbewegungen einfach ausgleicht und sie nicht mehr bei der Nozzle ankommen und das Filament nur sehr ungenau extrudiert wird.
PETG Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den FLSUN Super Racer für PETG:
- Drucktemperatur: 235-245 °C
- Druckbett Temperatur: 70-80 °C (am besten auf PEI)
- Druckgeschwindigkeit: 100-150 mm/s
- Einzug (Retraction): 6,5 mm bei 40 mm/s
- Kühlung: 50%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG-Filament ist eine tolle Option für alle, die beim 3D-Druck das Beste aus beiden Welten wollen. PETG kombiniert die Leichtigkeit des Drucks von PLA mit der Haltbarkeit und Stabilität von ABS. Allerdings gibt es beim Drucken mit PETG-Filament ein paar Dinge zu beachten.
Eine der wichtigsten Einstellungen ist die Retraction. PETG neigt stark zu Stringing. Deshalb musst du sicherstellen, dass die Retraction richtig eingestellt und am besten kalibriert ist, um das zu verhindern. Hier findest du einen ausgiebigen Guide wie du Stringing bei PETG verhindern kannst: PETG Stringing | Hauptursachen und Beste Lösungen
Außerdem solltest du bedenken, dass PETG etwas schwieriger zu schleifen und zu bearbeiten ist als andere Filamente. Aber alles in allem ist PETG eine gute Wahl für alle, die ein haltbares und stabiles Endprodukt wollen, ohne zu viele Abstriche bei der Einfachheit des Druckens zu machen.
Genauso wie ABS benötigt PETG auch relativ hohe Drucktemperaturen von 230 bis 250 °C. Außerdem musst du beachten, dass die Druckbett Haftung von PETG auf einem Glas Druckbett wie es der FLSUN Super Racer hat extrem gut ist und manchmal sogar zu gut. Um Schäden am Glas Druckbett zu vermeiden empfehle ich dir ein passendes PEI Druckbett zu verwenden. Ich selber habe dieses hier* verwendet und damit schon sehr gute Erfahrungen mit allen Filament Typen inklusive PETG gemacht.
Beste Cura Einstellungen für den FLSUN Super Racer
Bisher hast du die besten Druckeinstellungen für die einzelnen Filamente gesehen. Im Folgenden gehen wir auf die einzelnen Druckeinstellungen im Detail ein und was du dabei jeweils beim FLSUN Super Racer beachten musst.
Drucktemperatur
Die besten Drucktemperaturen für den FLSUN Super Racer in Cura:
- PLA: 210-220 °C
- ABS: 235-245 °C
- PETG: 235-245 °C
Eines der häufigsten Probleme im 3D Druck ist eine falsche Drucktemperatur. Wenn die Drucktemperatur zu hoch ist, können Probleme wie Stringing auftreten. Diese Fadenbildung entsteht, wenn geschmolzener Kunststoff während des Drucks aus der Nozzle austritt und unerwünschte Fäden oder Stränge zwischen den Objekten bildet.
Ist die Drucktemperatur hingegen zu niedrig, können sich Löcher im Objekt bilden oder das Objekt haftet nicht richtig auf dem Druckbett. Auch eine schlechte Schichthaftung kann ein Problem sein und dazu führen, dass die gedruckten Objekte reißen oder sich die einzelnen Schichten voneinander ablösen. Deshalb ist es wichtig, die Drucktemperatur sorgfältig zu optimieren, um diese häufigen Fehler zu vermeiden.
Der FLSUN Super Racer erreicht eine maximale Drucktemperatur von 255 °C. Damit kann er alle Standard Filamente verlässlich drucken. Zumindest mein Exemplar neigt dazu die verschiedenen Filamente am oberen Bereich der empfohlenen Temperaturspanne des jeweiligen Filaments am besten zu drucken.
Druckbett Temperatur
Die besten Druckbett Temperaturen für den FLSUN Super Racer in Cura:
- PLA: 60 °C
- ABS: 100 °C
- PETG: 70-80 °C (am besten auf PEI)
Die Druckbett Temperatur ist entscheidend dafür, wie gut das 3D-gedruckte Objekt auf dem Druckbett des 3D-Druckers haftet. Je höher die Temperatur, desto besser die Haftung. Ist die Temperatur jedoch zu hoch, entsteht ein Elefantenfuß, bei dem sich die ersten Schichten aufweiten und die Maßhaltigkeit verschlechtert.
Der Sweet Spot scheint bei vielen Filamenten bei 60-80 °C zu liegen, aber das ist je nach Material unterschiedlich. ABS zum Beispiel wird gerne auf einer Oberfläche gedruckt, die etwa 100 °C warm ist. Praktischerweise erreicht das Druckbett des FLSUN Super Racer genau diese Temperatur, womit er eine gute Druckbett Haftung für ABS herstellen kann.
Die Druckbett Haftung ist aber nicht nur von der Temperatur abhängig. Auch die Oberfläche ist sehr entscheidend dafür wie gut das Filament haftet. Der Super Racer über ein texturiertes Glas Druckbett, was für die meisten Filamente in Ordnung ist. Ich habe mein Exemplar jedoch mit einem PEI Druckbett ausgestattet, das eine ideale Haftung besonders für PLA und PETG liefert.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den FLSUN Super Racer in Cura:
- PLA: 100-150 mm/s
- ABS: 100-150 mm/s
- PETG: 100-150 mm/s
Die beste Eigenschaft des FLSUN Super Racer sind seine extrem hohen Druckgeschwindigkeiten von bis zu 200 mm/s. Diese hohen Druckgeschwindigkeiten kann er aufgrund seines extrem leichten Druckkopfes und der faszinierenden Delta Bauweise erreichen.
Wie bei kartesischen 3D Druckern auch, treten jedoch bestimmte Druckfehler immer häufiger auf, je höher die Druckgeschwindigkeit ist. Je nachdem wie hoch deine Anforderungen an die Druckqualität sind, musst du hier eventuell ein bisschen runter regeln.
Ich selber habe gute Ergebnisse mit 100 bis 150 mm/s erzielt, was immer noch 2-3 mal schneller ist als die meisten kartesischen 3D Drucker.
Schichtdicke
Die besten Schichtdicken für den FLSUN Super Racer in Cura:
- Dekorative Objekte: 0,05-0,15 mm
- Standard: 0,20 mm
- Grobe, schnelle Drucke: 0,3 mm
Wenn du eine glatte Oberfläche auf deinen 3D-Druckobjekten erzielen willst, solltest du eine geringe Schichthöhe verwenden. Das bedeutet, dass jede einzelne Schicht des Objekts dünner ist, was zu einem glatteren Gesamtergebnis führt. Allerdings dauert der Druck mit dünnen Schichten länger als mit dickeren Schichten. Wenn du also Zeit sparen willst, solltest du die Schichthöhe erhöhen. Bedenke aber, dass für dekorative Objekte dünnere Schichten besser geeignet sind, um bessere Ergebnisse zu erzielen.
Der FLSUN Super Racer kann Schichthöhen von 0,05 bis 0,3 mm drucken. Damit hast du eine sehr große Bandbreite zur Auswahl und kannst die Qualität an deine Anforderungen anpassen.
Welche Schichthöhe die beste ist, lässt sich nicht mit einem einzigen Wert beantworten. Die richtige Schichthöhe für dein Projekt hängt von verschiedenen Faktoren ab, z.B. von der Detailgenauigkeit, die du brauchst, und von der Art des Objekts, das du druckst.
Wenn du z. B. ein dekoratives Objekt druckst, solltest du eine geringere Schichthöhe verwenden, um einen hohen Detailgrad zu gewährleisten. Wenn du hingegen nur einen Prototyp oder ein Objekt druckst, das nicht perfekt sein muss, kannst du eine größere Schichthöhe verwenden und etwas Zeit sparen.
Im Allgemeinen sind Schichthöhen zwischen 0,05 und 0,15 Millimetern für dekorative Objekte geeignet, während 0,2 Millimeter ein guter Kompromiss für Standardobjekte sind. Wenn du Wert auf Geschwindigkeit legst, kannst du die Schichthöhe sogar auf 0,3 Millimeter erhöhen. Bedenke aber, dass du damit Abstriche bei der Genauigkeit machst.
Flussrate
Die beste Flussrate für den FLSUN Super Racer in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Die Flussrate gibt an wie viel Filament pro Zeiteinheit extrudiert wird. Der Wert ist in Cura unabhängig von der Druckgeschwindigkeit und wird in Prozent angegeben. Eine falsche Flussrate kann entweder zu Über- oder zu Unter-Extrusion führen.
Die Flussrate gehört neben der Drucktemperatur und der Retraction zu den wichtigsten Druckeinstellungen die du kalibrieren solltest.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den FLSUN Super Racer in Cura:
- PLA: 6,5 mm bei 40 mm/s
- ABS: 6,5 mm bei 45 mm/s
- PETG: 6,5 mm bei 40 mm/s
Bei der Retraction wird das Filament am Ende einer Extrusion zurück in die Nozzle gezogen. Dies dient hauptsächlich dazu, um Fadenbildung zu verhindern, d.h. wenn dünne Kunststoffstränge zwischen zwei gedruckten Stellen zurückbleiben.
Wenn du die Retraction falsch einstellst, kann das zu einer Reihe von Problemen führen, z.B. zu einer schlechter Schichthaftung, Hohlräumen und natürlich Stringing.
Es ist wichtig, dass du mit verschiedenen Einstellungen experimentierst. Im Zweifelsfall solltest du mit einem kleineren Wert beginnen und ihn schrittweise erhöhen, bis du die gewünschten Ergebnisse erzielst. Ein guter Startpunkt für weitere Optimierungen stellen die Werte unten dar. Am besten ist es aber wenn du die Retraction kalibrierst, da sich die Werte zwischen verschiedenen 3D Druckern unterscheiden können. Mehr dazu weiter unten.
Infill
Die beste Infill Dichte für den FLSUN Super Racer in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Der Infill ist das Materials, das im Inneren des Objekts gedruckt wird. Seine Dichte kann zwischen 0 % und 100 % liegen. Das Füllmuster ist die Art und Weise, in der die Füllung im Objekt angeordnet ist. Wie der Infill eingestellt wird hängt nur vom Verwendungszweck des Objekts ab und nicht vom 3D Drucker.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Für dekorative Objekte kannst du niedrige Infill Dichten von 0 bis 15% verwenden. Bei Standard Objekten die vielleicht sogar eine mechanische Funktion haben, sind 15 bis 50% ratsam. Wenn das Objekt sehr stabil sein soll, kannst du die Dichte auch über 50% und bis zu 100% erhöhen.
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim FLSUN Super Racer:
- Schichtdicke: 100-200% der normalen Schichtdicke (höhere Werte, um Druckbett Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbett Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett Haftung)
Wenn die erste Schicht nicht korrekt gedruckt wird oder erst gar nicht auf dem Druckbett haftet, ist der komplette Druck ruiniert. Es gibt daher ein paar Einstellung die du bei der ersten Schicht beachten musst um ein gutes Ergebnis sicherzustellen. Besonders kannst du dabei die Druckbett Haftung durch ein paar Tricks erhöhen.
Durch höhere Werte bei der Schichthöhe, Linienbreite oder der Flussrate, bekommt das Filament auf dem Druckbett einen größeren Durchmesser und kühlt dadurch langsamer aus. Dadurch verbindet es sich besser mit dem Druckbett.
Die erste Maßnahme die ich bei einer schlechten Druckbett Haftung durchführe ist die Druckgeschwindigkeit extrem zu verringern. Besonders bei dem Glas Druckbett des Super Racer ist dies eine gute Idee.
Cura Einstellungen Kalibrieren für den FLSUN Super Racer
Wie schon erwähnt gibt es ein paar Druckeinstellungen die besonders wichtig sind um eine gute Druckqualität zu gewährleisten. Darunter zählen vor allem die Drucktemperatur, die Flussrate und die Retraction.
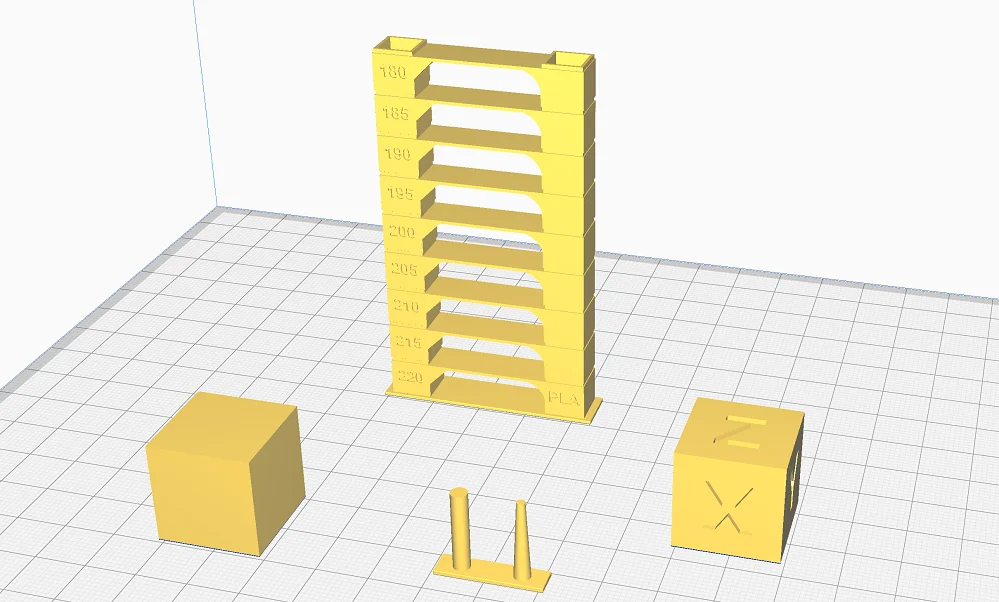
Um diese drei Einstellungen zu kalibrieren druckst du hier jeweils bestimmte Objekte. Diese Objekte sind so designt, dass sie bestimmte Druckfehler provozieren. Dadurch kannst du nach dem Druck sehen ob die neue Einstellung zu einer Verbesserung oder Verschlechterung geführt hat. So kannst du dich langsam aber sicher dem perfekten Wert nähern.
Du findest solche Kalibrierobjekte auf Portalen wie Thingiverse, Cults3D oder im Calibration Shapes Plugin in Cura.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Drucktemperatur Kalibrieren
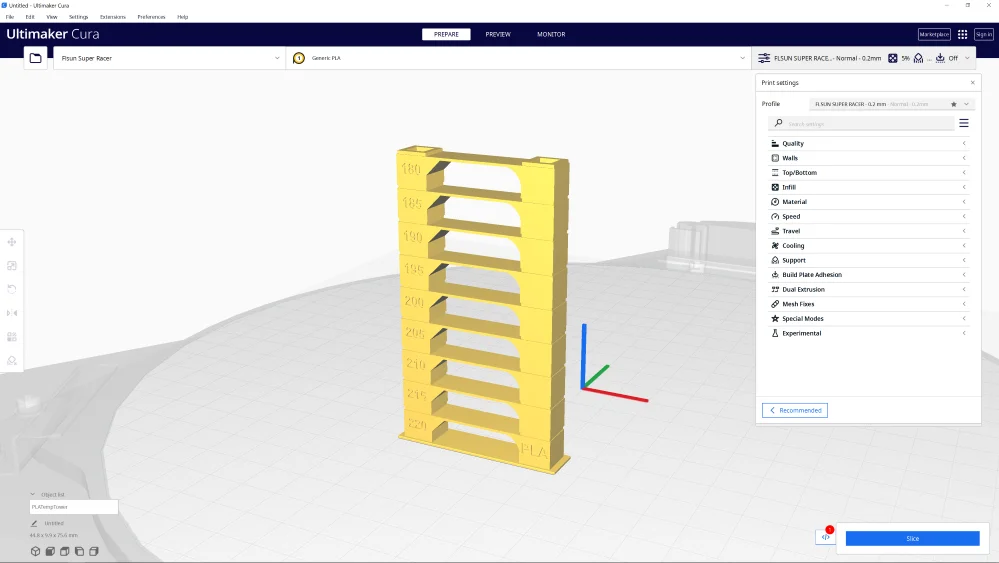

Ich kalibriere die Drucktemperatur am liebsten mit einem Temperatur Turm. Dieses Objekt besteht aus mehreren Ebenen derselben Geometrie. Die Form der einzelnen Ebenen provoziert bestimmte Druckfehler die bei einer falschen Temperatur auftauchen.
Während des Drucks verändert sich die Temperatur in kleinen Schritten pro Ebene. So kannst du nach dem Druck sehen bei welcher Ebene und Temperatur die besten Ergebnisse erzielt werden können.
Flussrate Kalibrieren
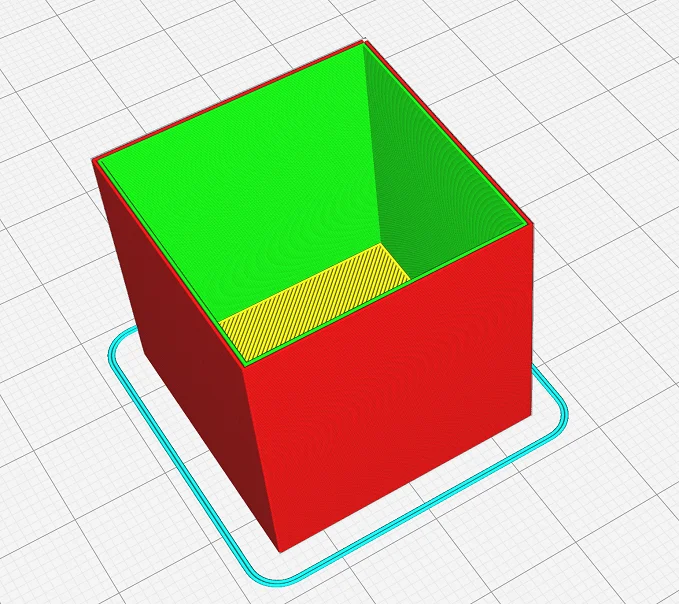
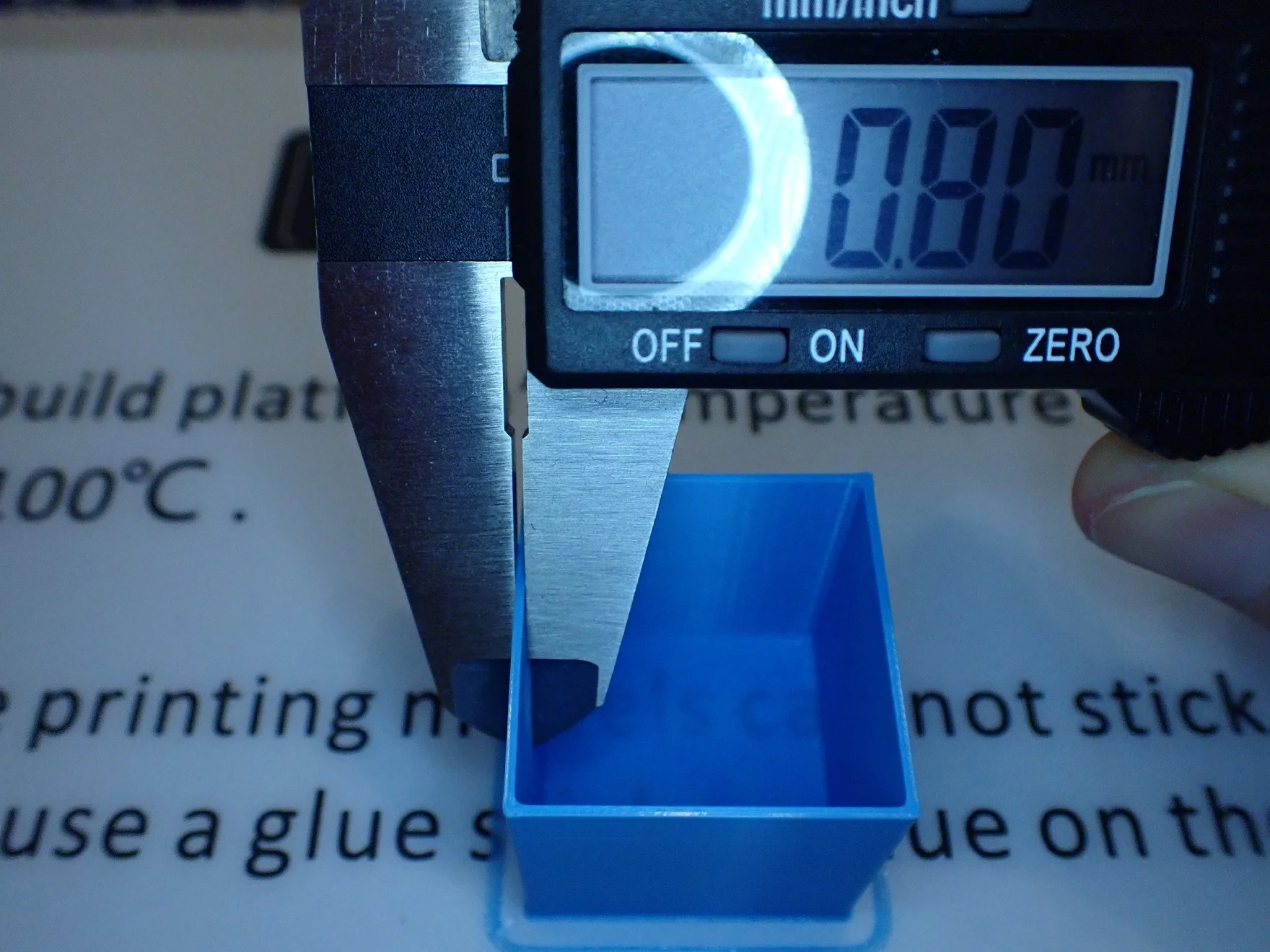
Wenn die Flussrate richtig eingestellt ist, beträgt die Höhe und Breite der Filament Linien genau dem Wert den du in Cura eingestellt hast. Um dies zu überprüfen druckst du am besten ein Objekt bei dem du die Wandstärke nach dem Druck einfach messen kannst.
Beliebt dafür ist ein hohler Würfel ohne Infill und obere Schichten. So kannst du nach dem Druck mit einem Messschieber die Wandstärke ausmessen. Wenn die Wandstärke zu dünn ist, musst du die Flussrate erhöhen, ist die zu dick, musst du sie verringern.
Einzug Kalibrieren
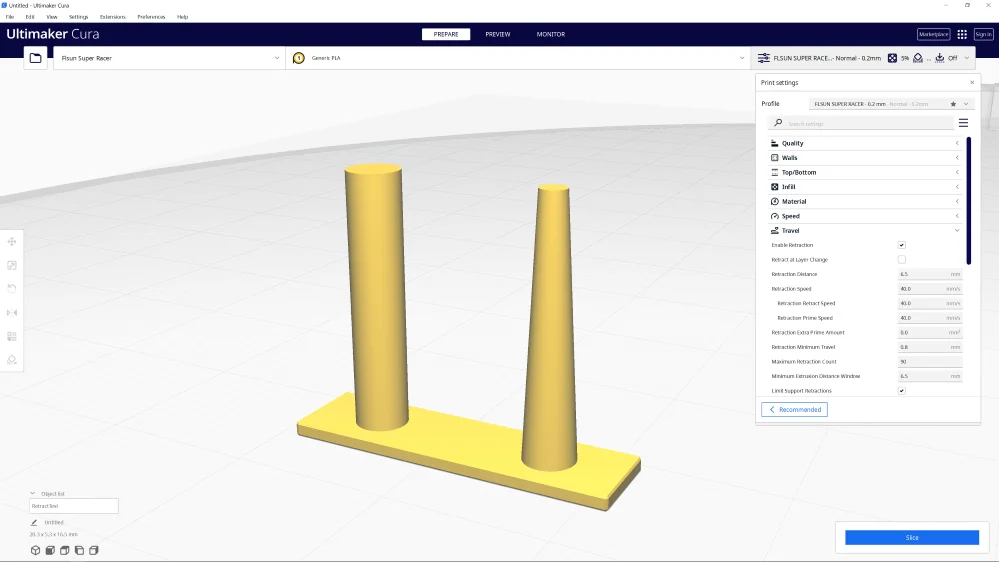
Wenn die Retraction falsch eingestellt ist kommt es besonders schnell zu Stringing – es werden also feine Härchen zwischen zwei Stellen des Objekts aufgespannt. Daher kann ein Objekt zu Kalibrierung der Retraction sehr minimalistisch aufgebaut sein und im Prinzip nur aus zwei kleinen Säulen bestehen.
Wenn die Retraction richtig eingestellt ist, wird zwischen diesen Säulen kein Stringing entstehen. Die meisten dieser Objekte sind innerhalb weniger Minuten gedruckt, wodurch du die Einstellungen schnell verändern kannst, um den perfekten Wert zu finden.
Achte dabei aber darauf, dass die Retraction aus zwei Werten besteht, der Distanz und der Geschwindigkeit. Ändere immer nur einen Wert gleichzeitig!
Fazit
Der FLSUN Super Racer ist ein sehr guter 3D Drucker und einer der besten die ich bisher testen durfte. Er ist sogar im Moment mein Lieblings-3D-Drucker mit dem ich die meisten meiner Timelapse Videos auf YouTube herstelle.
Durch seine hohe Geschwindigkeit und die gleichzeitig hohe Genauigkeit bringt er die wichtigsten Eigenschaften mit die man sich bei einem 3D Drucker wünscht. Solange du die richtigen Cura Einstellungen verwendest, kannst du auch mit deinem Super Racer extrem schnell und genau drucken. Die Werte in diesem Artikel sollten dir einen guten Startpunkt geben. Eine Kalibrierung der wichtigsten Einstellungen wird deine Ergebnisse perfektionieren!
Viel Spaß beim blitzschnellen Drucken mit dem Super Racer!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
