
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
PETG ist nicht so einfach zu handhaben wie PLA, ist aber trotzdem aufgrund seiner mechanischen und chemischen Eigenschaften extrem beliebt. Allerdings sind die Anforderungen beim 3D-Druck etwas höher. Dazu zählt auch die Druckbetthaftung – sind bestimmte Anforderungen nicht gegeben, haftet das PETG Filament nicht am Druckbett.
Wenn PETG nicht am Druckbett haftet, liegt das meistens an falschen Druckeinstellungen, feuchtem Filament, schlechter Filament-Qualität, einem schmutzigen oder ungeeignetem Druckbett.
Dieser Guide zeigt dir die richtigen Schritte, um die Druckbetthaftung von PETG zu erhöhen. Die Reihenfolge der Schritte ist auch die Reihenfolge, in der du sie anwenden solltest.
Reinige das Druckbett
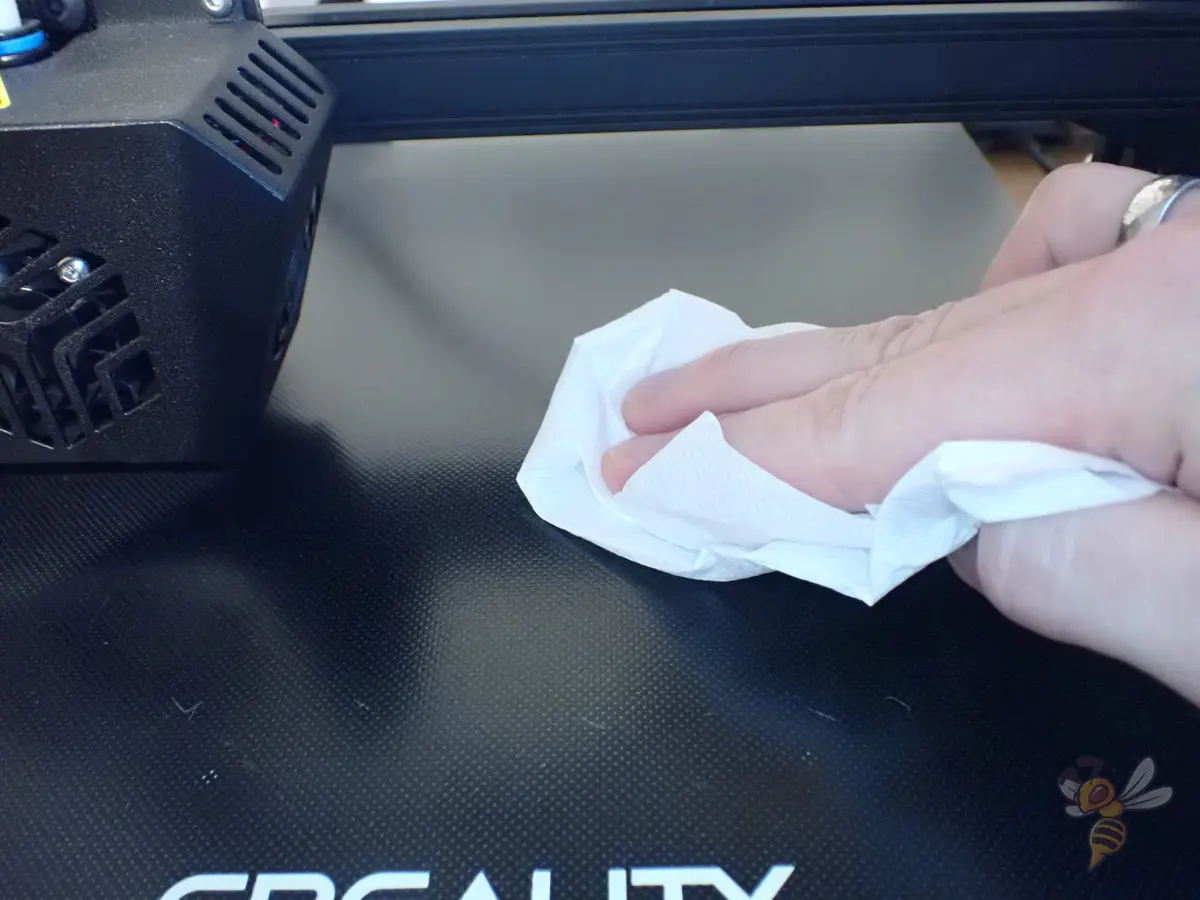
PETG Filament kann nur auf einem sauberen Druckbett haften. Der erste Schritt für eine gute Druckbetthaftung von PETG ist also das Entfernen von Staub, Filament-Resten, Fetten/Ölen und sonstigen Fremdkörpern vom Druckbett.
Je nachdem wie stark und womit das Druckbett verunreinigt ist, musst du unterschiedliche Lösungsmittel oder Werkzeuge verwenden. Für Staub und lose Filament Reste kannst du dafür einfach ein Tuch verwenden. Bei hartnäckigen Filament Resten ist der Einsatz eines Spachtels möglich.
Wenn du schon mit Klebstoffen experimentiert hast, ist es wichtig, die Klebstoffreste nach jedem Druck mit einem geeigneten Lösungsmittel zu entfernen. Bei Klebstiften oder Haarspray wäre hier Wasser mit etwas Spülmittel ausreichend, bei stärkeren Klebstoffen könnte nur Isopropyl Alkohol oder Aceton helfen.
Je nachdem, welches Druckbett Material du verwendest, musst du bei bestimmten Reinigungsmethoden aufpassen, dieses nicht zu beschädigen. Wenn du ein Glas Druckbett oder einen mit PEI beschichtetes Druckbett verwendest, musst du mit einem Spachtel sehr vorsichtig sein, damit du die Oberfläche nicht zerkratzt.
Meistens reicht es aus, wenn du den Spachtel an die Kante des gedruckten Filaments zu legen und leicht nach oben zu hebeln. Dadurch können auch stark haftende Filament Reste entfernt werden, ohne Kratzer zu hinterlassen. Schnelles Kratzen über die Oberfläche kann die Hafteigenschaften des Druckbetts verringern.
Eine gute Angewohnheit, die auch ich mir angewöhnen musste, ist es, das Druckbett konsequent nach jedem Druck von Filament-Resten zu befreien und Klebstoffe abzuwaschen. Dann hast du bei jedem neuen Druck ein frisches Druckbett, das du nur noch von Staub befreien musst.

Verwandter Artikel:
Druckbett Reinigung bei 3D Druckern: PEI, Glas, Spray, Tape
Nivelliere das Druckbett
Wenn das PETG Filament ungleichmäßig am Druckbett haftet, liegt dies häufig daran, dass das Druckbett nicht richtig nivelliert ist. Bei einer falschen Nivellierung ist der Abstand zwischen der Nozzle und dem Druckbett und damit die Haftung nicht überall gleich.
Nach der Reinigung des Druckbetts ist in die Nivellierung der erste Schritt, um die Druckbetthaftung zu verbessern. Wie auch die Reinigung gehört die Nivellierung zu den Grundlagen und sollte bei jedem Druck sichergestellt werden.
Ein sicheres Anzeichen dafür, dass die Druckbetthaftung von PETG aufgrund eines schlecht nivellierten Druckbetts mangelhaft ist, wird dadurch sichtbar, dass sich das Objekt immer an derselben Seite löst. Dieses Phänomen kann zwar auch durch eine besondere Geometrie des Objekts ausgelöst werden, jedoch schadet eine neue Nivellierung nicht.
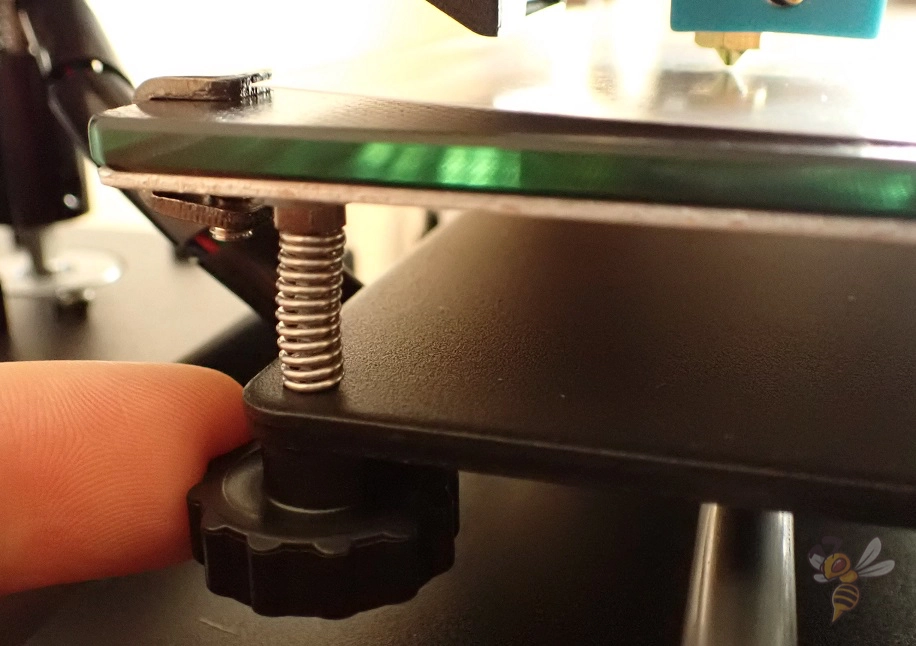
FDM 3D Drucker lassen sich entweder manuell oder automatisch nivellieren. Bei der manuellen Druckbett Nivellierung hat sich die Papiermethode durchgesetzt. Dabei stellst du den Abstand der Nozzle überall auf dem Druckbett gleich groß ein, und zwar mit einem ganz normalen Stück Papier.
Über die Drehschrauben unter dem Druckbett stellst du an allen vier Ecken den Abstand zwischen der Nozzle und dem Druckbett so ein, dass sich das Papier mit etwas Reibung bewegen lässt. Wenn das Druckbett stark verstellt war, musst du diesen Vorgang mindestens zweimal durchlaufen, bis der Abstand überall gleich groß ist.
Es gibt aber auch 3D Drucker, die keine Stellschrauben unter dem Druckbett besitzen. Sie verwenden dann einen Sensor, der den Abstand an verschiedenen Stellen auf dem Druckbett misst, um die Neigung des Druckbetts auszugleichen.
Falls du deinen 3D-Drucker mit einem Sensor wie den BL-Touch oder CR-Touch aufgerüstet hast, musst du trotzdem regelmäßig eine manuelle Nivellierung durchführen. Auch die besten Sensoren sind nicht in der Lage, sehr große Neigungen ausgleichen.
Verringere den Z-Offset

PETG Filament reagiert sehr empfindlich darauf, wenn der Abstand zwischen der Nozzle und dem Druckbett zu groß ist. Erst wenn der Abstand auf das richtige Maß verringert wird, verbessert sich die Druckbett-Haftung enorm. Der z-Offset kann mit einem Stück Papier oder während des Drucks der ersten Schicht justiert werden.
Die Nivellierung und Reinigung des Druckbettes sind Grundlagen, die bei jedem Druck sichergestellt werden müssen. Die Verringerung des Abstands der Nozzle zum Druckbett ist die erste mögliche Maßnahme, mit der du die Druckbett-Haftung verändern kannst.
Zwar stellst du den z-Offset schon während der Nivellierung mit dem Stück Papier ein, jedoch kannst du ihn meistens im Menü deines 3D Druckers noch manuell anpassen.
Meistens ist es auch möglich, den z-Offset live während des Drucks der ersten Schicht anzupassen. Dies ist oft die praktischste Methode, da du dann direkt siehst, ob das PETG Filament gut haftet oder sogar zu stark von der Nozzle zerquetscht wird.

Hierbei musst du nämlich vorsichtig sein, da du sonst künstlich einen Elefantenfuß erzeugst oder die Extrusion sogar komplett verhinderst. Wenn der Abstand der Nozzle zum Druckbett zu klein ist, wird das PETG Filament auseinander gepresst und wird breiter als gewollt.
Es ist also immer ein Balanceakt, den z-Offset korrekt einzustellen. Mit den hier genannten Tipps wirst du jedoch schneller die richtige Einstellung finden. Wenn du dies ein paar mal gemacht hast, wirst du genug Erfahrung darin haben und schnell eine gute Druckbett-Haftung für PETG zu erzeugen.
Reduziere die Druckgeschwindigkeit der Ersten Schicht
Die Druckbetthaftung von PETG Filament kann extrem verbessert werden bei niedrigen Druckgeschwindigkeiten. Dadurch bleibt das Filament länger heiß und kann sich besser mit dem Druckbett verbinden. Druckgeschwindigkeiten von 5 bis 10 mm/s für die erste Schicht haben sich bewährt.
Für den Druck mit PETG wird eine Geschwindigkeit zwischen 40 Millimeter pro Sekunde und 80 Millimeter pro Sekunde empfohlen – je nach 3D Drucker Modell und gewünschter Qualität. Bei dieser Druckgeschwindigkeit ist jedoch die Druckbetthaftung relativ schlecht.
Die Druckgeschwindigkeit auf 5 bis 10 mm/s zu reduzieren würde aber für den gesamten Druck bedeuten, dass er um ein Vielfaches länger dauert. Die Druckgeschwindigkeit lässt sich aber bei den meisten Slicern auch nur für die erste Schicht separat einstellen.
Alle Maßnahmen, um die Druckbetthaftung von PETG zu erhöhen, die du durch Slicer Einstellungen erreichen kannst, nutzen alle das gleiche physikalische Prinzip. Das Ziel ist jeweils die Zeit, die das Filament zum Abkühlen benötigt, zu verlängern.
Je länger das Filament bei einer höheren Temperatur auf dem Druckbett verweilt, desto größer wird die Druckbetthaftung. Die erhöhte Dauer, in der das Filament flüssiger bleibt, für dazu, dass es in die kleinsten Vertiefungen des Druckbetts fließen kann. Dadurch wird die Kontaktoberfläche zwischen dem Filament und dem Druckbett enorm erhöht, was zu einer größeren Haftwirkung führt.
Und da du nicht einfach die Druckbett-Temperatur ins Unendliche erhöhen kannst, da du sonst einen massiven Elefantenfuß hervorrufen würdest, gibt es diese Tricks über die anderen Slicer Einstellungen. Die Reduzierung der Druckgeschwindigkeit für die erste Schicht ist dabei mein Favorit, da sie das beste Kosten-Nutzen Verhältnis hat bei der Erhöhung der Druckbetthaftung von PETG.
Deaktiviere die Kühlung der Ersten Schichten
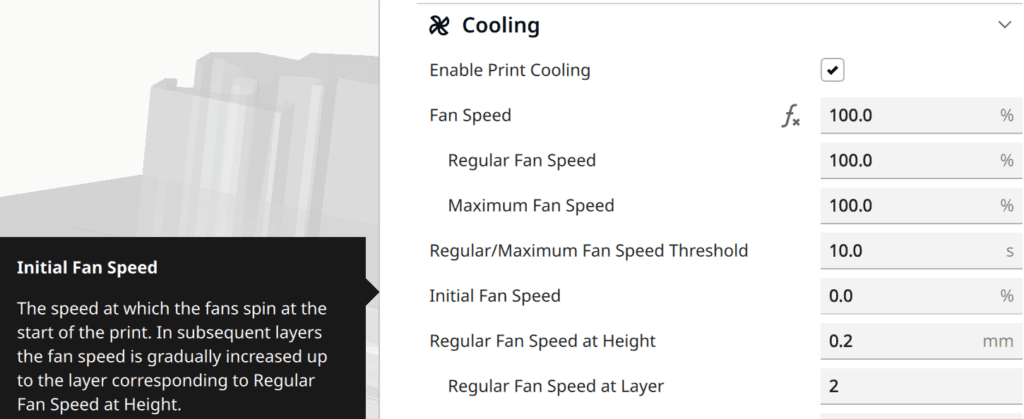
Die Kühlrate sollte für die erste Schichte auf 0% eingestellt werden, um eine gute Druckbetthaftung für PETG zu gewährleisten. Kühlt das Filament durch eine zu hohe Kühlung zu schnell auf dem Druckbett ab, kann es sich nicht damit verbinden und löst sich.
PETG ist ein thermoplastischer Kunststoff, das Material wird also bei Hitze weich und zieht sich beim Abkühlen etwas zusammen. Wie schnell sich das PETG beim Abkühlen zusammenzieht, hat Einfluss auf die haftenden Eigenschaften. Das bedeutet: Ist der Lüfter bei den ersten Schichten zu hoch eingestellt, kann das PETG kann nicht richtig auf dem Druckbett haften.
Für die Druckeinstellungen bedeutet das: Die ersten ein bis zwei Schichten PETG sollten bei ausgeschaltetem Lüfter oder nur schwach laufendem Lüfter gedruckt werden. Denn die hohe Temperatur unterstützt die Druckbetthaftung. Damit das Material aber auch danach noch sicher auf der Platte bleibt und das Modell nicht zu weich wird, darf ab der zweiten oder dritten Schicht der Lüfter wieder aktiviert werden.
Lüfterlos und mit wenig Luft muss die Temperatur heruntergesetzt werden. Allerdings halten die Layer schlecht, wenn das Material zu kalt ist. Unsaubere Ecken und mitgerissene Infills sind ein Hinweis, dass das Material zu kalt war, entweder wegen des zu heftig blasenden Lüfters oder aufgrund der niedrigen Temperatur.
Was die Kühlrate angeht, musst du bei deinem verwendeten PETG Filament etwas experimentieren. Zwar gilt der Rat sie für die erste Schicht auf 0% einzustellen immer, für den Rest des Drucks schwanken die Werte jedoch zwischen 50 und 100%.
PETG neigt sehr stark zu Stringing, und mit einer Anpassung der Kühlrate kannst du versuchen, diesen Druckfehler zu verringern. Ich habe einen eigenen Artikel über PETG Stringing geschrieben, falls du Probleme damit haben solltest.
Erhöhe die Temperaturen

Um die Druckbetthaftung von PETG zu erhöhen, kann die Drucktemperatur der ersten Schicht und des Druckbetts erhöht werden. Dadurch bleibt das flüssige Filament länger heiß und kann sich besser mit dem Druckbett verbinden. Zu große Werte führen jedoch schnell zu einem Elefantenfuß.
Der Schmelzpunkt von PETG liegt höher als bei anderen Filamenten wie PLA. Deshalb sollte die Extrudertemperatur höher liegen, und die Bauplatte sollte ebenfalls vorgeheizt werden.
Ich habe mit einer Druckbett-Temperatur von um die 70 °C und 90 °C auf der Bauplatte gute Erfahrung bei PETG gemacht. Jedes PETG Filament ist aber etwas anders und es kommt auch stark auf dein verwendetes Druckbett Material an.
Im Prinzip kannst du hier die Druckbett-Temperatur so weit erhöhen, bis du die ersten Anzeichen eines Elefantenfußes entdeckst. Dasselbe gilt auch für die Drucktemperatur für die erste Schicht. Je höher sie ist, desto besser wird die Druckbetthaftung, das Risiko für einen Elefantenfuß steigt aber dafür auch.
Du musst also etwas experimentieren, bis du den maximalen Wert gefunden hast, bei dem das Objekt noch ohne Druckfehlern gedruckt werden kann.
Für den Rest des Modells gilt im Prinzip dasselbe für die Drucktemperatur, jedoch gibt es hier noch ein paar andere Druckfehler, wie Stringing auf die du achten musst. Um die richtige Drucktemperatur für den Rest des Modells zu finden, bietet sich eine Kalibrierung an. Dies kannst du am besten mit einem Temperatur-Turm machen. Die passenden Dateien dafür findest du auf Portalen wie Thingiverse.
Trockne das Filament

Ist PETG Filament zu feucht, bilden sich Blasen und Fäden beim Extrudieren. Dies kann auch negative Auswirkungen auf die Druckbetthaftung haben. PETG Filament muss trocken gelagert und kann bei niedrigen Temperaturen im Backofen oder mit speziellen Geräten getrocknet werden.
Ein häufiger Fehler bei Filamenten ist ihre unsachgemäße Lagerung. Wird das Filament feucht, leidet die Druckqualität sehr darunter. Für die Aufbewahrung ist nicht viel nötig.
Du brauchst lediglich einen luftdichten Behälter und trockene Luft durch Silica-Gel Päckchen* zum Beispiel. Es gibt aber auch spezielle Aufbewahrungsbehälter für 3D Druck Filamente*, die eine optimale Lagerung gewährleisten.
Falls das PETG Filament schon feucht ist, musst du es trocknen. Ich selbst verwende dafür vor dem Druck mit PETG den Sunlu FilaDryer S2. Du kannst das Filament aber auch für ein paar Stunden bei einer Temperatur von 60-70 °C im Backofen trocknen. Zu hoch darf die Temperatur natürlich nicht sein, da das Filament sonst anfängt, flüssig zu werden, und zusammenklebt.
Es ist oft nicht ganz einfach, Druckfehler oder eine schlechte Druckbetthaftung auf feuchtes Filament zurückzuführen. Wenn du neben einer schlechten Druckbetthaftung auch Stringing oder Blasenbildung bei deinem PETG Filament beobachtest, wäre das Trocknen eine gute Idee. Wenn du es richtig machst, wird das Trocknen nicht schaden und du kannst diese Problemquelle schnell ausschließen.
Verwandter Artikel:
3D Drucker Filament Aufbewahrung/Lagerung: Kompletter Guide
Drucke eine Dickere Erste Schicht

Wie auch andere Slicer Einstellungen kann eine dickere erste Schicht die Kontaktfläche zwischen dem PETG Filament und dem Druckbett erhöhen, was zu einer verbesserten Druckbetthaftung führt.
Die maximale Schichthöhe kann so groß sein wie der Nozzle Durchmesser. Die meisten 3D-Drucker werden mit einer Nozzle von 0,4 mm geliefert. Das bedeutet, dass die erste Schicht maximal 0,4 mm hoch sein darf.
In diesem Artikel gehe ich auf das Verhältnis von Nozzle-Durchmesser und Schichthöhe im Detail ein, falls du ausprobieren möchtest noch feinere Drucke zu realisieren.
Die Linienbreite darf maximal das Zweifache des Nozzle-Durchmessers betragen. Bei einer 0,4 mm Nozzle würde dies also 0,8 mm bedeuten. In manchen Slicern wie Cura gibst du die Linienbreite der ersten Schicht aber nicht in Millimeter, sondern in Prozent an. Der richtige Wert wäre demnach maximal 200%, wenn deine normale Linienbreite 0,4 mm beträgt.
Wie auch die anderen Einstellungen, mit denen du mit dem Slicer die Druckbetthaftung erhöhen kannst, zielt eine dickere erste Schicht bzw. breitere Linien darauf ab, die Zeit, die das Filament zum Abkühlen benötigt, zu verlängern.
Je größer der Querschnitt des extrudierten Filaments ist, desto träger ist seine thermische Masse und desto länger braucht es zum Abkühlen. Wie schon weiter oben beschrieben, wird dadurch die Kontaktfläche zwischen Filamente und Druckbett erhöht, was automatisch die Haftung verbessert.
Normalerweise sollte die Optik deines Objekts durch eine dickere erste Schicht nicht stark beeinflusst werden.
Brim oder Raft Verwenden
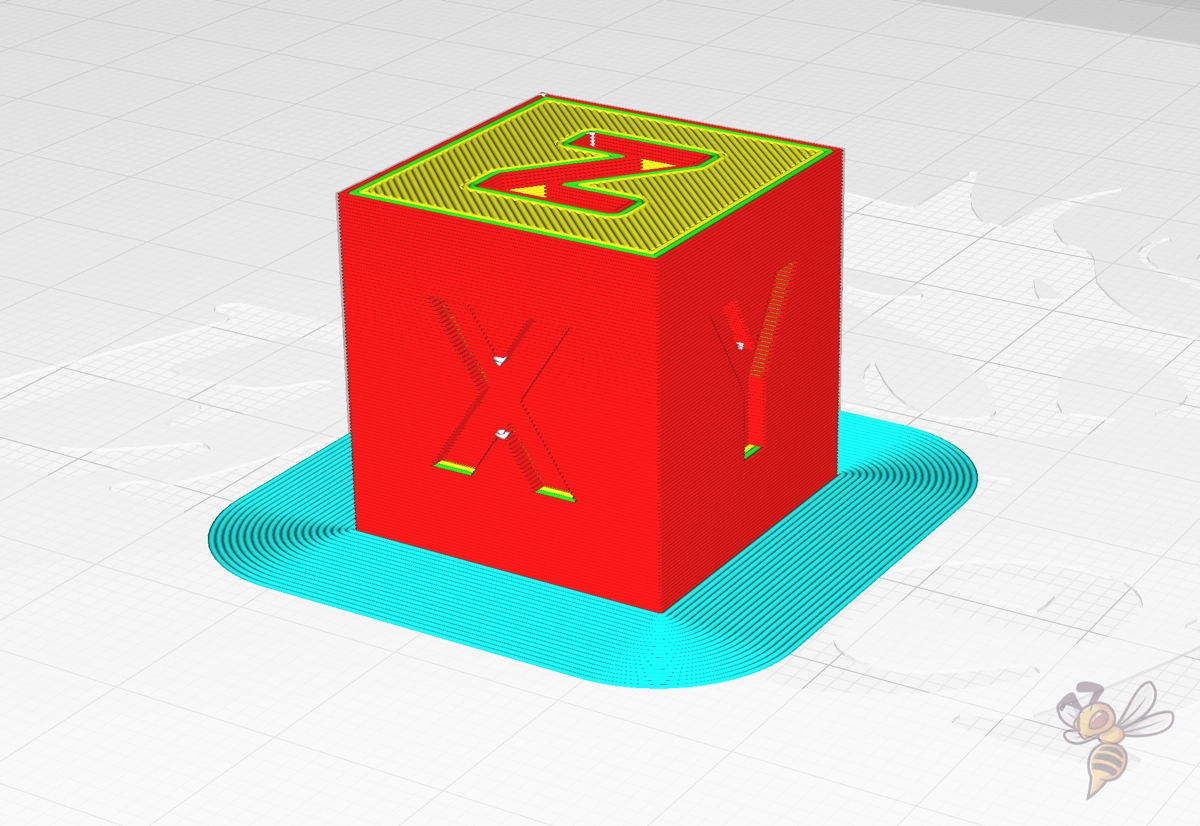
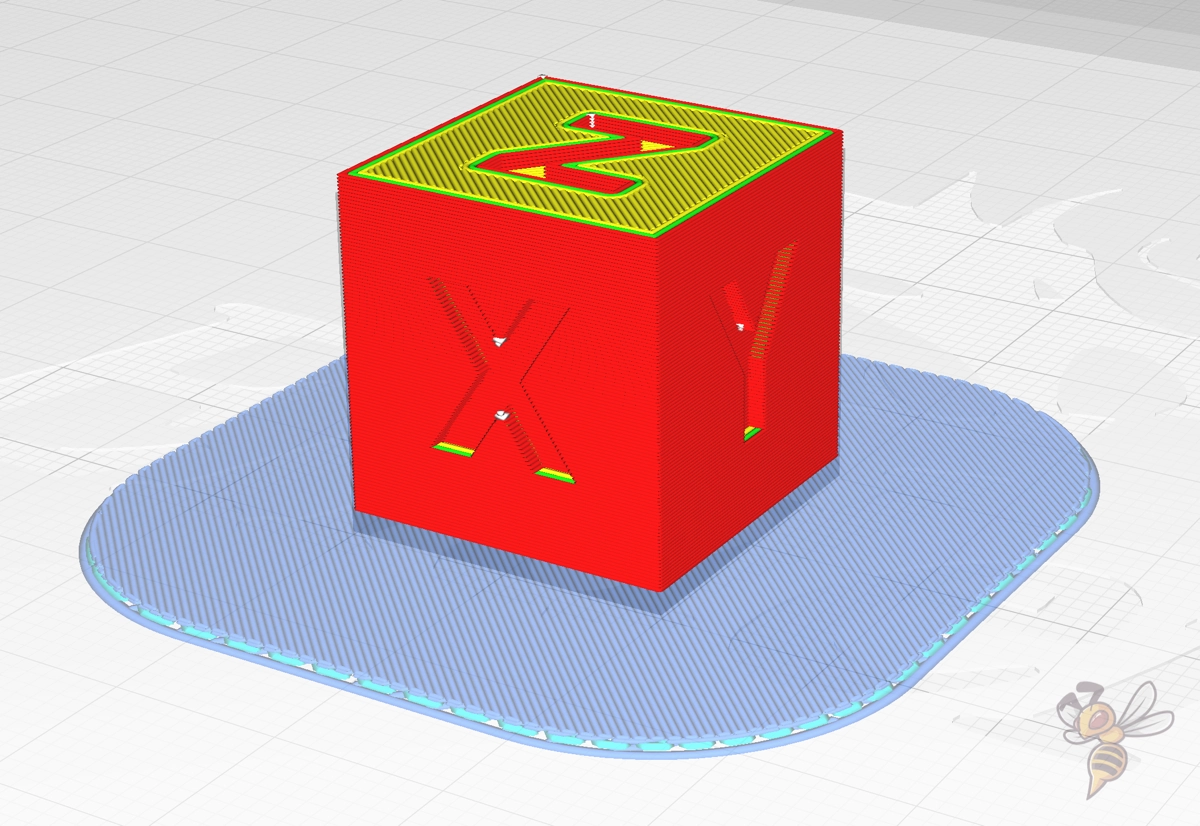
Um die Druckbetthaftung von PETG zu erhöhen, können Hilfskonstruktionen wie Rafts oder Brims helfen. Sie erhöhen künstlich die Kontaktfläche zwischen dem Objekt und dem Druckbett.
Besonders Rafts sind sehr beliebt, wenn es darum geht die Druckbetthaftung für winzige Details an einem Druckobjekt zu erhöhen. Ich bin jedoch kein Fan von Brims, da sie schwierig zu entfernen sind und meistens hässliche Spuren am Objekt hinterlassen.
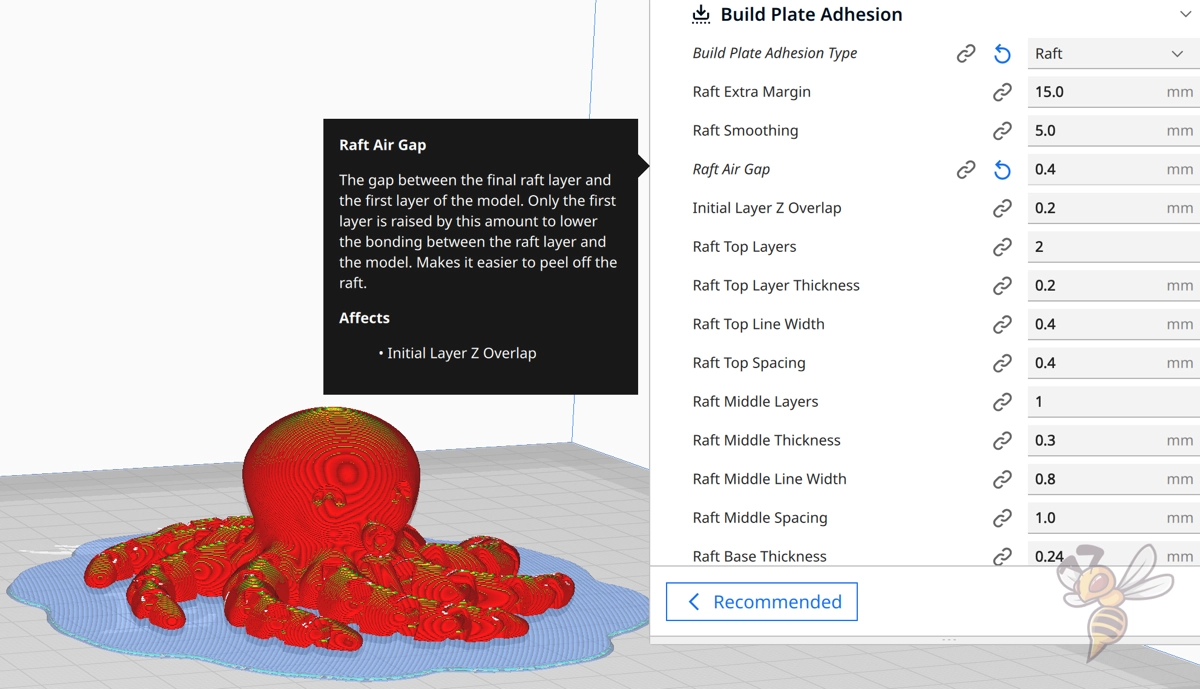
Ein Raft kann aber auch schwer zu entfernen sein, wenn du nicht die richtigen Einstellungen verwendest. Oft kann es passieren, dass das Objekt zu stark am Raft klebt und du es kaum davon entfernen kannst. Dabei kann besonders die Einstellungen, die den Abstand zwischen dem Raft und der ersten Schicht des Objekts definiert, helfen. Wenn du sie erhöhst, wird es einfacher sein, das Objekt vom Raft zu entfernen.
Ein weiterer Vorteil an einem Raft ist, dass du dir keine Sorgen mehr um einen Elefantenfuß machen musst. Auch wenn die Einstellungen einen Elefantenfuß hervorrufen, würde er sich nur auf das Raft auswirken und nicht auf die ersten Schichten des Objekts.
Der Nachteil an einem Raft ist jedoch, dass du mehr Filament und Zeit benötigst für den Druck deines Objekts. Falls die anderen Schritte, um die Druckbetthaftung für PETG Filament zu erhöhen, bisher nicht funktioniert haben, ist das Kosten-Nutzen-Verhältnis eines Rafts trotzdem so gut, dass du es ausprobieren solltest.
Drucke „Mausohren“ an den Ecken
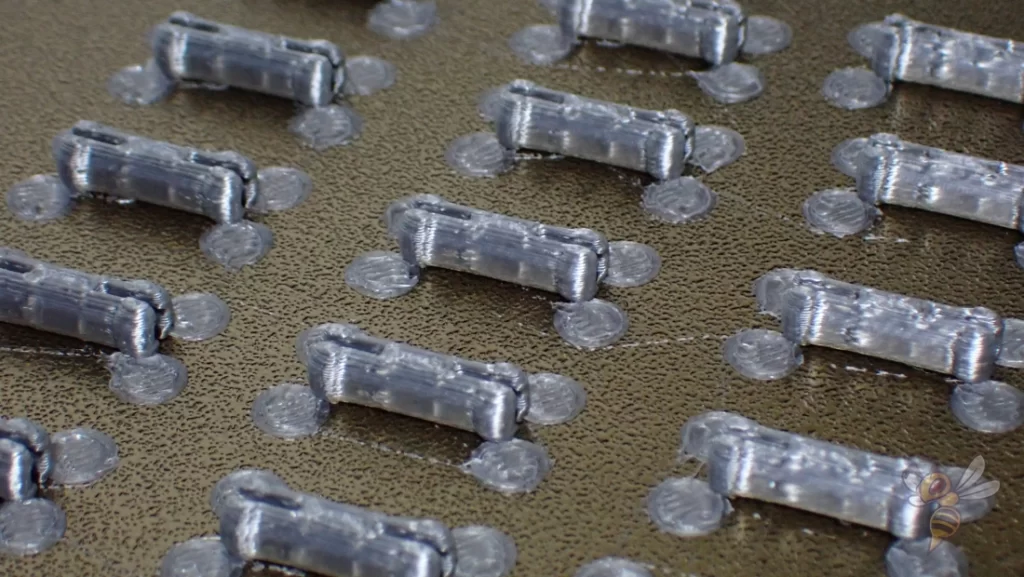
Sogenannte Mauseohren können an den Ecken oder an feinen Details des Objekts angebracht werden, um deren Kontaktflächen zum Druckbett zu erhöhen. Dadurch kann die Druckbetthaftung von PETG punktuell erhöht werden.
Die Mausohren sind kleine Brims, die du an den Ecken des Objekts anbringen kannst. Sie sind nicht so schwer zu entfernen wie ein richtiges Brim und liefern an kritischen Stellen eine starke Erhöhung der Druckbetthaftung.
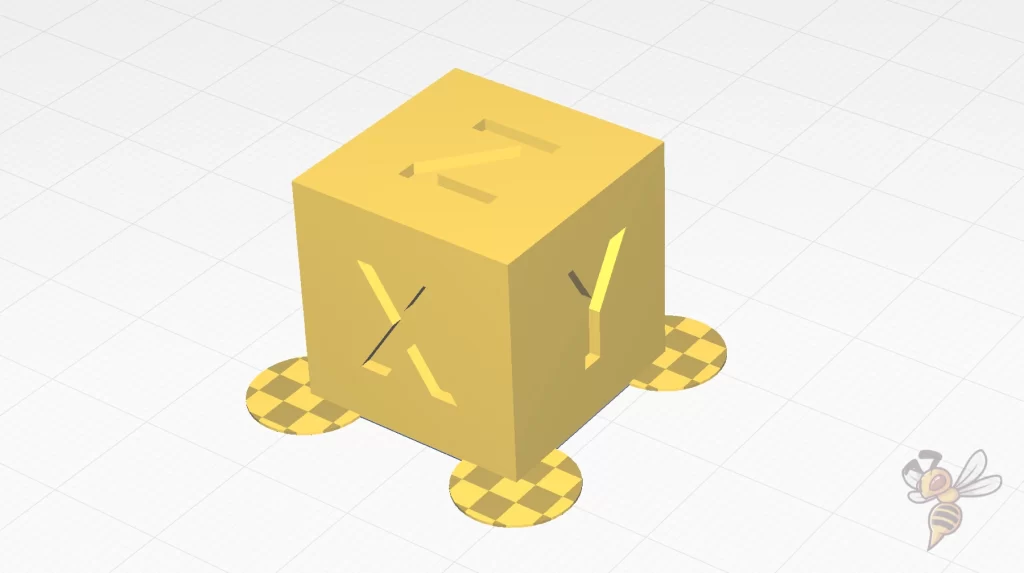
Du kannst die Mauseohren entweder in einem CAD-Programm selbst hinzufügen oder durch bestimmte Slicer Plugins. In Cura gibt es zum Beispiel diverse Plugins, die automatisch oder benutzerdefinierte Mauseohren an das Objekt anfügen.
Wenn dir ein großes Raft zu viel Material verschwendet und deine Druckbetthaftung mit deinem PETG Filament nur an bestimmten Stellen des Objekts zu schwach ist, sind Mauseohren vielleicht genau das Richtige für dich.
Wenn du mehr über Mausohren und ihre Verwendung erfahren möchtest, schau dir diesen Artikel an: Mauseohren (Brim Ohren) gegen Warping im 3D Druck – Guide
Verwende Klebstoff

Bei manchen Druckbett-Oberflächen kann nur noch Klebstoff helfen, um die Druckbetthaftung von PETG zu erhöhen. Dabei gibt es verschiedenste Klebstoff Varianten, die ausprobiert werden können.
Du hast dabei die Auswahl zwischen Klebstoffen, die in den meisten Haushalten vorhanden sind oder speziellen Produkten für den 3D-Druck.
Klebestift: Der klassische Klebestift ist wahrscheinlich die schlechteste aller Varianten, wenn es um Klebstoff geht. Zwar ist es relativ einfach den Klebstoff aufzutragen, es dürfen jedoch keine Klumpen zurückbleiben. Außerdem muss das fertige Objekt zügig nach dem Druck vom Druckbett entfernt werden, da es sonst sehr fest darauf kleben könnte. Auch ist die Reinigung des Objekts und des Druckbetts umständlicher als mit den anderen Varianten.
Haarspray: Auf manchen Druckbett-Oberflächen kann eine feine Schicht Haarspray genau das Richtige sein, um die Druckbetthaftung für PETG Filament zu erhöhen. Das Problem bei Haarspray ist jedoch, dass es schnell an Orte gelangt, wo es nicht hin soll. Am besten ist es also, wenn du das Druckbett abmontierst und es an einem sicheren Ort einsprühst.
Blue Tape: Blue Tape kann für PETG sowohl dafür verwendet werden die Druckbetthaftung zu erhöhen und zu verringern. Die raue Oberfläche bietet dem flüssigen Filament viele Angriffspunkte. Bei manchen Druckbett-Oberflächen, wie Glas, erzeugt PETG teilweise eine so große Haftung, dass es kaum möglich ist, es davon zu lösen.
3D-Druck Klebstoffe: Die beste Art von Klebstoff für PETG Filament sind spezielle 3D Druck Klebstoffe. Ich habe sehr gute Erfahrungen mit Magigoo gemacht. Das Auftragen ist sehr einfach, durch die flüssige Konsistenz entstehen keine Klumpen und das Reinigen des Druckers funktioniert mit etwas Spülmittel und Wasser.
Verwende ein anderes Druckbett

Wenn bisher keine Maßnahme geholfen hat, die Druckbetthaftung für PETG ausreichend zu erhöhen, könnte ein anderes Druckbett Material die Lösung sein. Druckbetten mit einer PEI Beschichtung haben sich für PETG als hervorragend erwiesen.
Neben ihrer guten Haftung können mit PEI beschichtete Federstahl Druckplatten auch nach dem Druck von ihrer magnetischen Unterlage abgenommen und durchgebogen werden. Dadurch löst sich das 3D gedruckte Objekt, ohne viel Kraft oder einen Spachtel verwenden zu müssen.
Dieses Druckbett* ist perfekt für PETG geeignet.
Wenn sich auch Glas biegen lassen würde, wäre Glas eine der besten Optionen für PETG. Offensichtlich ist dies aber nicht der Fall. Die Druckbetthaftung auf Glas ist bei PETG oft zu stark. Häufig kann es dann dazu kommen, dass man das PETG kaum von dem Glas Druckbett entfernen kann.
Um PETG und Glas ohne Schäden voneinander zu lösen, sollte die Glasplatte nach dem Druck und noch vor dem selbstständigen Abkühlen mit kaltem Wasser abgespült werden. Dann löst sich der Druck von allein und ist in der Regel nicht beschädigt.
Fazit
Warum genau PETG im Einzelfall nicht auf dem Druckbett haftet, muss einfach ausprobiert werden. Mal sind es die Temperatureinstellungen, mal der Abstand der Düse. Wichtig zu wissen: In den meisten Fällen liegt es an den Einstellungen, manchmal an der Qualität des Filaments und oft genug am Druckbett selbst.
Allerdings ist es nur selten eine gute Lösung, mit Klebebändern, Leim, Sprays oder Klebestiften zu experimentieren. Es lohnt dagegen, die Einstellungen zu überprüfen und ein wenig damit zu spielen.
Übrigens ist PETG relativ empfindlich, was die Lagerung angeht. Das Filament sollte auf keinen Fall Temperaturschwankungen oder höherer Luftfeuchtigkeit ausgesetzt werden, weil es sich dann auflöst oder brüchig wird (im Zweifelsfall beides). Deshalb solltest du deine Filamentrollen immer in der originalen Verpackung in luftdicht schließenden Kunststoffboxen aus einem dunklen (lichtgeschützten) Material aufbewahren.
PETG ist zwar gegenüber UV-Einstrahlung nicht so empfindlich wie PLA, aber irgendwann verwittert auch PETG. Trockenperlen aus Silica-Gel stellen sicher, dass die Luftfeuchtigkeit in der Box nie zu hoch wird.
Und manchmal ist es auch einfach besser, ein etwas kostenintensiveres PETG Filament von einem namhaften Hersteller zu verwenden. Denn die Qualitätsschwankungen sind in diesem Fall nicht so groß wie bei den kostengünstigeren Produkten aus Fernost.

Wenn du mehr über PETG wissen willst, schau dir den vollständigen Guide an:
PETG Filament Guide | Einstellungen, Haftung, Stringing, etc
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
