
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Ender 3 S1 ist der Nachfolger des beliebten Ender 3 V2 von Creality. Er ist vollgepackt mit bewährten Features die nicht nur die Handhabung sondern auch die Druckqualität erheblich verbessern.
Jedoch stehen für viele Anwender die Einstellungen des Slicers zwischen den hervorragenden Hardware Voraussetzungen und einem perfekten 3D Druck. Um diese Lücke zu schließen und das Beste aus deinem Ender 3 S1 rauszuholen, brauchst du die richtigen Einstellungen für das Cura Profil.
Die beste Strategie um das perfekte Cura Profil mit den besten Einstellungen für den Ender 3 S1 zu bekommen ist ein gutes Standardprofil als Grundlage zu nehmen und dann zu optimieren und zu kalibrieren.
Das perfekte Ender 3 S1 Profil beinhaltet folgende Einstellungen in Cura:
- Druckgeschwindigkeit: 40 mm/s
- Schichthöhe: 0,12 mm
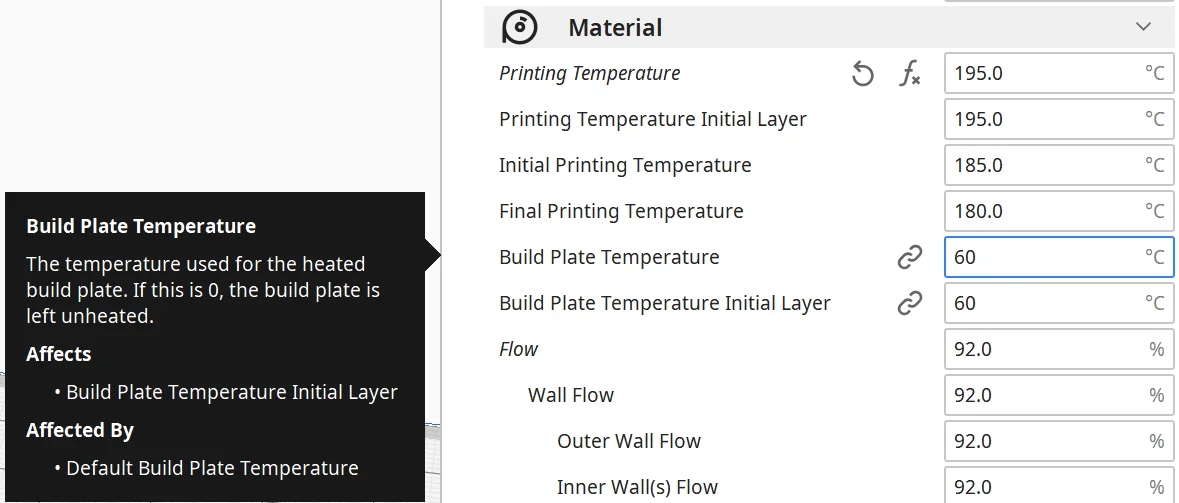
- Drucktemperatur: 195 °C
- Druckbetttemperatur: 60 °C
- Rückzug: 1 mm bei 60 mm/s
- Infill: 20 %
- Anfängliche Lüftergeschwindigkeit: 0%
- Geschwindigkeit der ersten Schicht: 20 mm/s
Die oben genannten Werte gelten für PLA. Die perfekten Einstellungen für andere gängige Filamente wie ABS und PETG werden auch in diesem Artikel erläutert.
Welche Einstellungen sich in den hunderten Stunden Betrieb meines Ender 3 S1 bewährt haben, zeige ich dir in diesem Artikel. Außerdem erfährst du wie du die wichtigsten Einstellungen selbst kalibrieren kannst!
Welche Cura-Einstellungen sind die Besten für den Ender 3 S1?
Die besten Einstellungen in Cura für den Ender 3 S1 hängen von dem Einsatzzweck des Objekts, dem verwendeten Filament und anderen Parametern ab. Der schnellste Weg zu einem perfekten Cura Profil für den Ender 3 S1 ist ein vorgefertigtes Standardprofil zu verwenden.
Danach musst du es nur noch auf deinen individuellen 3D Drucker und das verwendete Filament anpassen. Die in diesem Artikel angegebenen Werte sind gute Richtwerte, werden aber nicht perfekt für dein individuelles Gerät sein. Jede Nozzle, jeder Extruder und jedes Filament sind etwas anders und erfordern daher auch unterschiedliche Einstellungen, auch wenn sie eng beieinander liegen.
Daher findest du nach den besten Standardeinstellungen auch einen Abschnitt der die Kalibrierung der wichtigsten Parameter erklärt. So kannst du das Cura Profil deines Ender 3 S1 optimieren.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
Das Standardprofil aus Cura als Grundlage
Cura bietet für sehr viele 3D Drucker hervorragende Standardprofile an. Sie sind ein exzellenter Startpunkt für weitere Optimierungen. Du findest die Standardprofile unter den Einstellungen für das Hinzufügen von neuen 3D Druckern. So kannst du sie aktivieren:
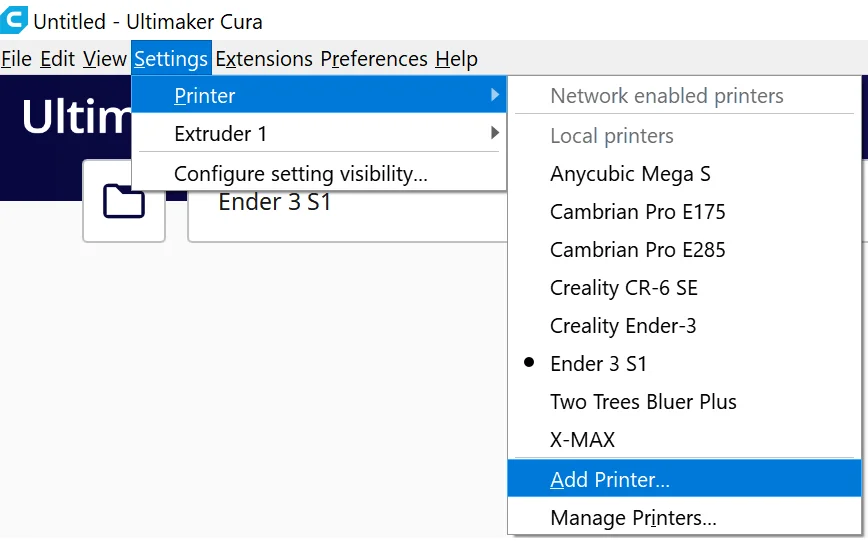
- Klicke auf “Einstellungen” und anschließend auf “Drucker” und “Drucker verwalten”.
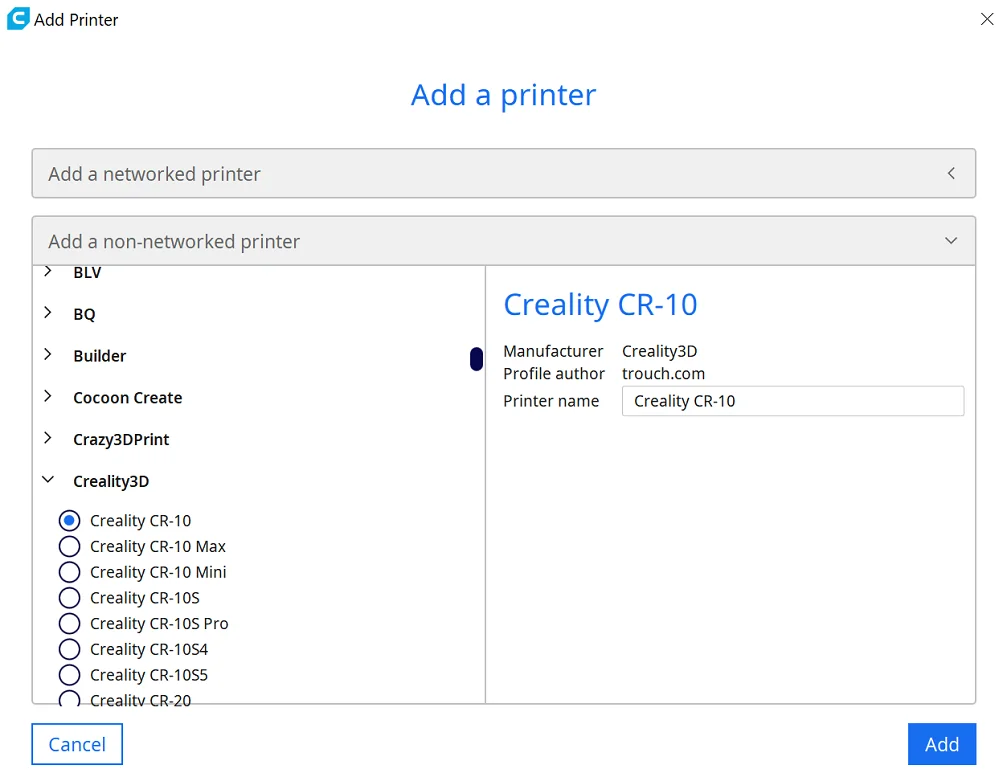
- Wähle beim “Hinzufügen” “Einen nicht vernetzten Drucker hinzufügen” aus.
- Nun scrollst du runter bis zu “Creality3D”, erweiterst das Dropdown-Menü und wählst den “Ender 3 S1” aus.
Mit diesem Profil hast du sehr gute Standardwerte die du weiter optimieren kannst. Es gibt in Cura dutzende Einstellungen die du vornehmen kannst um deinen 3D Druck zu optimieren, jedoch sind ein paar davon ausschlaggebend. Diese sehr wichtigen Einstellungen werden in diesem Artikel beschrieben und wie du sie selber kalibrieren kannst.
Oft hat Cura jedoch noch keine Standardprofile für neue 3D Drucker mehrere Wochen oder sogar Monate nach dem Release. Falls du kein Standardprofil für den Ender 3 S1 findest, hast du drei Möglichkeiten:
- Erstelle ein komplett neues Profil (komplizierteste Variante)
- Wähle den Ender 3 aus und passe seine Daten an (fehleranfällig)
- Importiere das Standardprofil aus dem Creality Slicer und optimiere es (beste Variante)
Das Standardprofil aus dem Creality Slicer als Grundlage
Creality hat mit dem Creality Slicer seine eigene Variante von Cura. Der Creality Slicer basiert auf Cura, sieht fast identisch aus und hat auch dieselben Einstellungen. Falls dich die einzelnen Unterschiede genauer interessieren, kannst du in diesen detaillierten Vergleich dieser beiden Slicer hineinschauen.
Kurz gesagt ist der Hauptunterschied, dass der Creality Slicer häufig bessere und sofort verfügbare Standardprofile für Creality 3D Drucker besitzt, jedoch Cura bei den neuesten Updates hinterher hinkt. Du kannst aber das Beste aus beiden Welten nutzen indem du die Profile aus dem Creality Slicer in Cura einfügst.
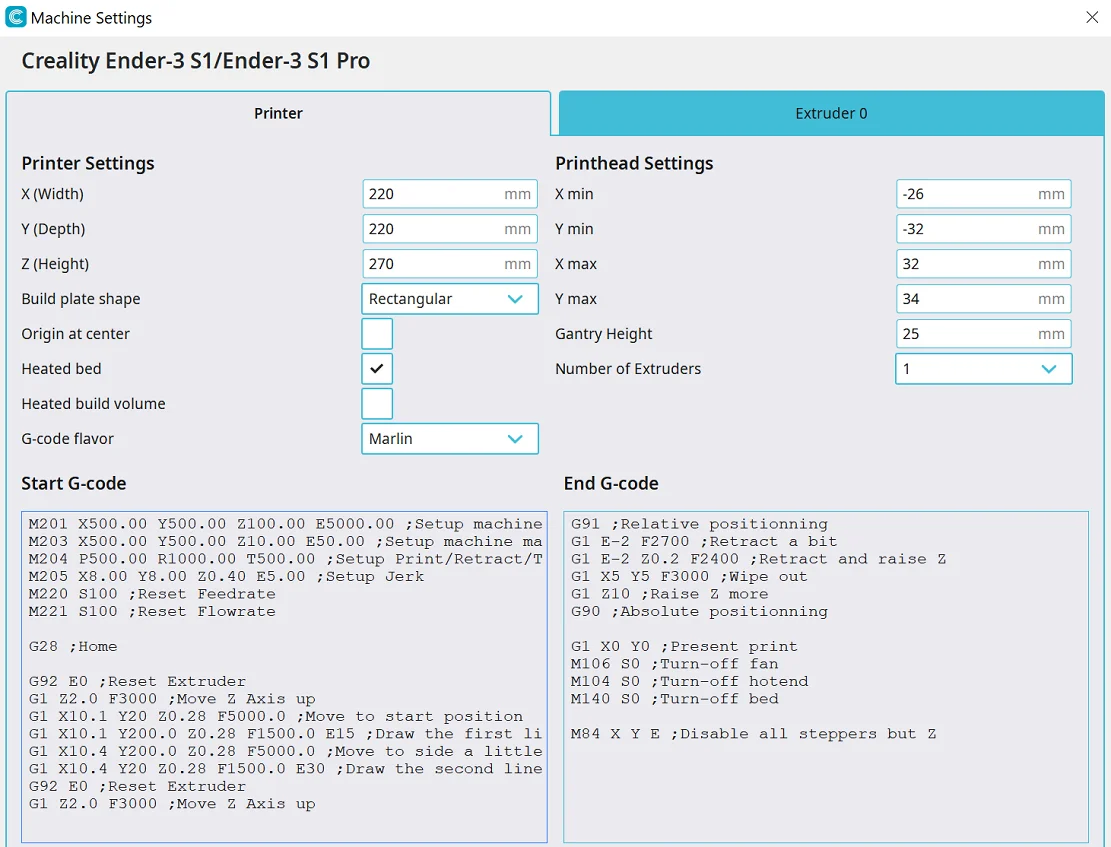
Um das neue Profil in Cura zu erstellen, kannst du entweder ein Ender 3 Profil ändern oder ein leeres Profil erstellen. Dann überträgst du alle Daten aus den Machine Settings und überträgst die Werte für die Druckeinstellungen. Falls du nicht alle Druckeinstellungen sehen kannst, musst du die Sichtbarkeit in den Einstellungen aktivieren.
Meiner Erfahrung nach ist das Profil aus dem Creality Slicer recht gut, aber bei weitem nicht perfekt. Vor allem die Einstellungen zum Einzug bzw. zur Retraction benötigen viel Kalibrierung. Wie du dies tust, kannst du weiter unten lesen.
Drucktemperatur
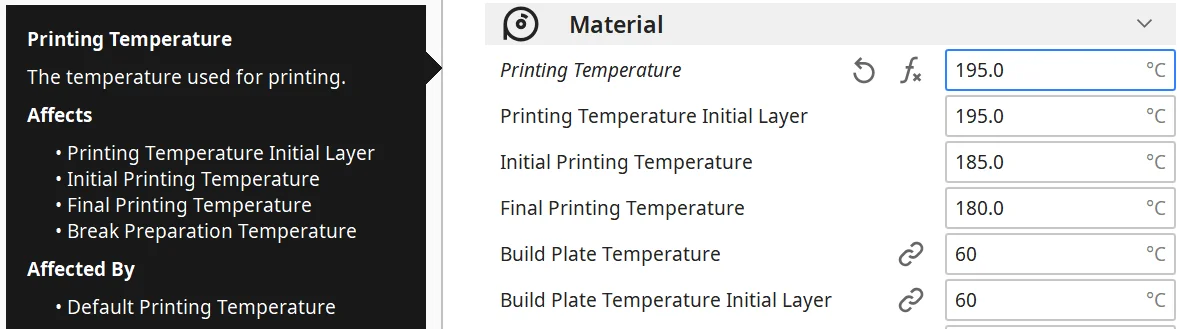
Die Drucktemperatur ist eine der wichtigsten Einstellungen beim 3D Druck. Ist die zu hoch oder zu niedrig, kann es schnell zu Pickeln, Stringing und Über- oder Unter-Extrusion kommen.
Das Hotend des Ender 3 S1 ist meiner Erfahrung nach sehr effektiv, wodurch die Temperaturen sich an der unteren Grenze der empfohlen Temperaturen der Filamente orientieren.
Für das beliebte PLA Filament hat sich eine Temperatur von 190 °C bewährt. Je nach Filament, können aber auch Werte bis 200 °C ideal sein. Für ABS funktioniert die Temperaturspanne zwischen 220 und 250 °C, bei PETG zwischen 220 und 245 °C am besten.
Egal welches Filament du verwendest: du solltest dich nicht nur auf die Standard Temperaturen verlassen. Es ist immer empfehlenswert Testdrucke zu drucken, um die perfekte Temperatur zu finden. Dazu aber später mehr.
Die besten Drucktemperaturen für den Ender 3 S1 in Cura:
- PLA: 190-200 °C
- ABS: 220-250 °C
- PETG: 220-245 °C
Druckbett Temperatur
Beim Ender 3 S1 brauchst du dir um die Druckbett Haftung nur sehr wenig Sorgen machen. Das flexible Druckbett ist nahezu perfekt und es kam bei mir nur sehr selten vor, dass ich Hilfsmittel bzw. Klebstoffe wie Magigoo verwenden musste um die Haftung zu erhöhen.
Trotzdem ist die richtige Druckbett Temperatur wichtig um diese perfekte Haftung zu erreichen. PLA benötigt theoretisch gar kein beheiztes Druckbett, die besten Ergebnisse ergeben sich aber bei 60 °C.
Bei ABS kannst du auf die Druckbett Heizung jedoch nicht verzichten. Hier sollte die Temperatur 90 bis 100 °C betragen. ABS neigt aber nicht nur bei der Verbindung vom Objekt zum Druckbett zu Warping, es zieht sich auch am Rest des Objekts beim Abkühlen zusammen. Daher ist es sinnvoll beim Druck von ABS ein Gehäuse zu verwenden, um die Umgebungstemperatur homogen und warm zu halten. Es gibt dafür ein passendes Gehäuse von Creality, den detaillierten Test dazu findest du hier.
PETG hat ähnliche Anforderungen an die Druckbett Temperatur wie PLA, benötigt jedoch mit 70 °C etwas mehr.
Die besten Druckbett Temperaturen für den Ender 3 S1 in Cura:
- PLA: 60 °C
- ABS: 90-100 °C
- PETG: 70 °C
Druckgeschwindigkeit
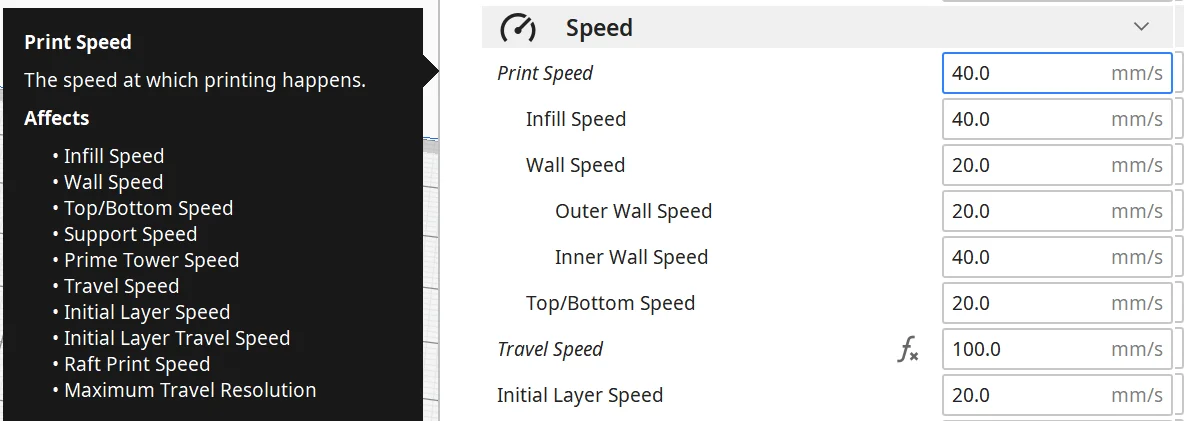
Die Angabe von Druckgeschwindigkeiten bei 3D Druckern führt häufig zu Verwirrung bei 3D Druck Anfängern. Auch wenn die maximale Druckgeschwindigkeit des Ender 3 S1 mit 150 mm/s angegeben wird, ist dies bei weitem nicht die ideale Geschwindigkeit. Solch hohe Werte werden höchstens bei groben Prototypen angewendet die keine hohe Genauigkeit oder schöne Oberflächen benötigen.
Die tatsächliche Druckgeschwindigkeit ist ein Bruchteil der maximale Druckgeschwindigkeit, damit die Druckqualität so hoch wie möglich bleibt und der 3D Druck trotzdem schnell fertig wird.
Für die meisten nicht flexiblen Filamente hat sich beim Ender 3 S1 eine Druckgeschwindigkeit von 40 bis 60 mm/s bewährt. Nur PETG braucht genauso wie flexible Filamente wie TPU geringere Geschwindigkeiten. Hier haben sich 30 mm/s bewährt.
Die besten Druckgeschwindigkeiten für den Ender 3 S1 in Cura:
- PLA: 40-60 mm/s
- ABS: 40-60 mm/s
- PETG & TPU: 30 mm/s
Schichtdicke
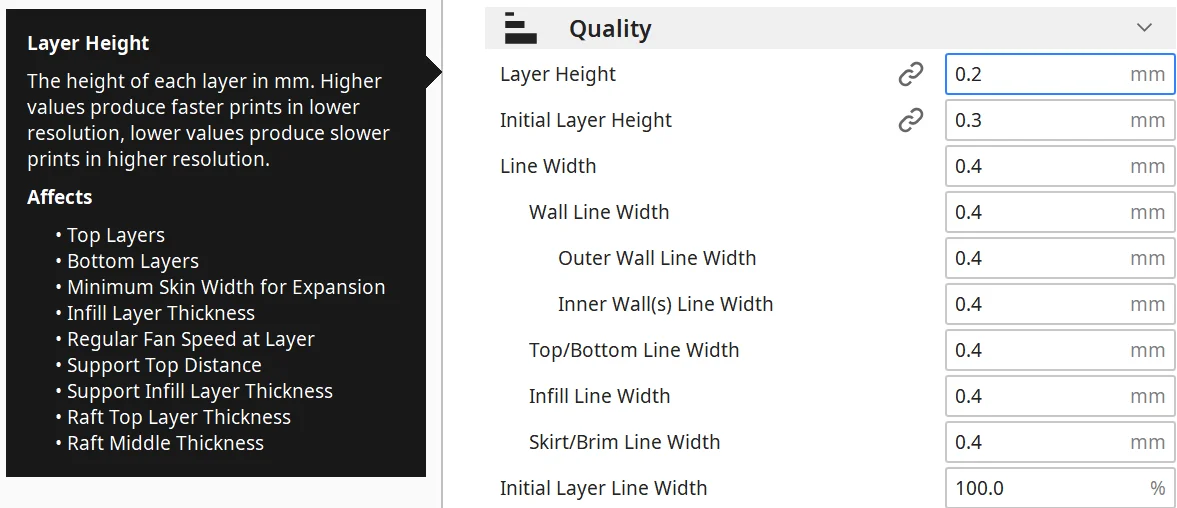
Die Schichtdicke eines 3D Drucks ist das ausschlaggebende Maß für die Druckqualität. Je dicker die Schichten werden, desto gröber wird die Oberfläche. Dünnere Schichten sind aber nicht automatisch immer die bessere Wahl, da es auch ein paar Nachteile bei dünneren Schichten gibt. Die Druckdauer nimmt nämlich exponentiell zu.
Beim Ender 3 S1 haben sich folgende Schichtdicken bewährt:
- 0,08 mm
- 0,12 mm
- 0,16 mm
- 0,20 mm
- 0,24 mm
- 0,28 mm
Dünnere Schichten eignen sich besonders für dekorative Objekte bei denen eine schöne Oberfläche wichtig ist. Für Standard Objekte bei denen zwar die dimensionelle Genauigkeit aber nicht unbedingt eine perfekte Oberfläche wichtig ist, bieten sich die mittleren Schichtdicken an. Für Objekte die keinen ästhetischen Wert haben, können die groben Schichtdicken sehr viel Druck Zeit sparen. Besonders für schnelle Prototypen oder Ersatzteilen im Haushalt sind grobe Schichtdicken ratsam.
Die besten Schichtdicken für den Ender 3 S1 in Cura:
- Dekorative Objekte: 0,08 und 0,12 mm
- Standard: 0,16 und 0,20 mm
- Grobe, schnelle Drucke: 0,24 und 0,28 mm
Verwandter Artikel:
Beste Schichthöhe für den 3D-Druck | Qualität, Zeit, etc.
Fluss
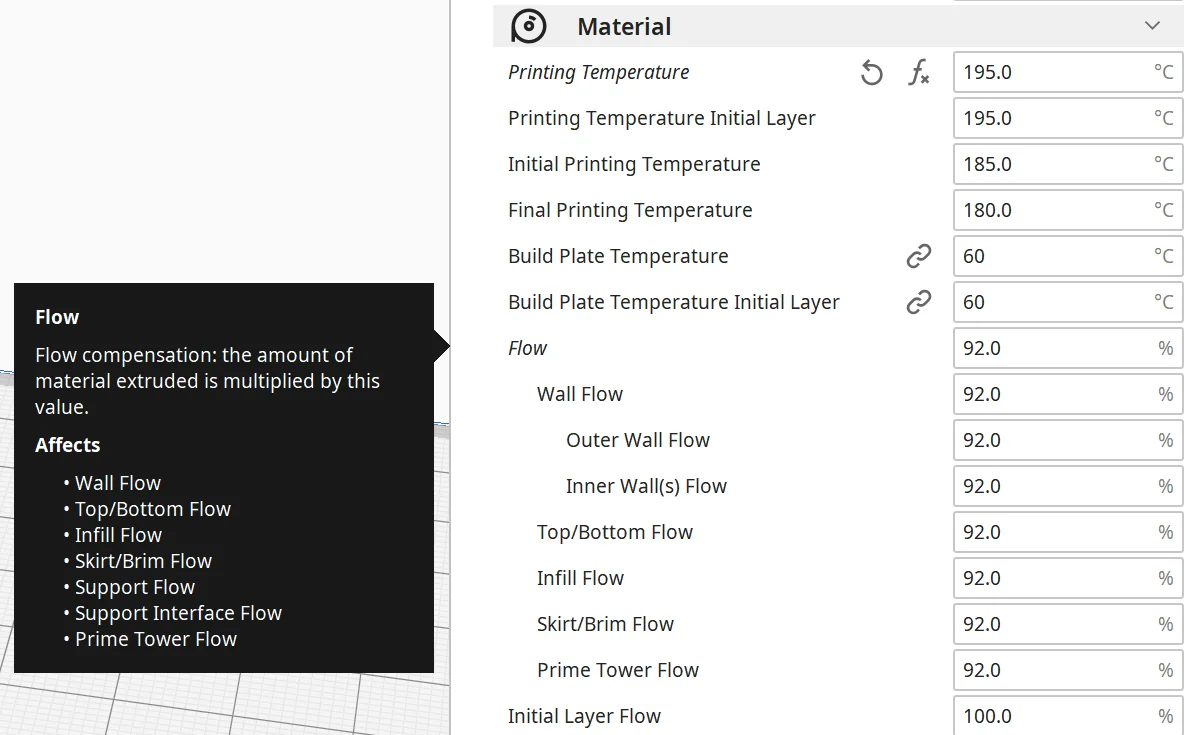
Die Flussrate beträgt in Cura normalerweise 100%. Um Phänomenen wie Über- oder Unter-Extrusion entgegenzuwirken, kann die Flussrate verändert werden. Dabei sind Werte zwischen 90 und 110% üblich. Die Flussrate wird dann mit dem tatsächlichen Materialfluss multipliziert, um diesen zu modulieren.
Neben den Einstellungen für den Einzug (Retraction), ist der richtige Fluss bzw. die richtige Flussrate sehr individuell und kann sich um mehrere Prozent zwischen den einzelnen 3D Druckern desselben Modells unterscheiden. Meistens ist 100% jedoch entweder ein sehr guter Startwert oder schon der perfekte Wert für die Flussrate.
Die beste Flussrate für den Ender 3 S1 in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Einzug (Retraction)
Stringing/Fadenzug und die Ausbildung von Tropfen bzw. Oozing sind häufige Druckfehler. Die richtigen Einstellungen für den Einzug (Retraction in Englisch) können diese Fehler vermeiden.
Diese Druckfehler einstehen wenn überschüssiges Material aus der Nozzle während der Bewegung austritt. Tritt nur sehr wenig aus, kann sich ein Faden von einer Stelle zu einer anderen Stelle auf dem 3D Modell ziehen. Tritt viel Material aus, entstehen Kleckse an den Stellen wo die Nozzle an- oder abgesetzt hat.
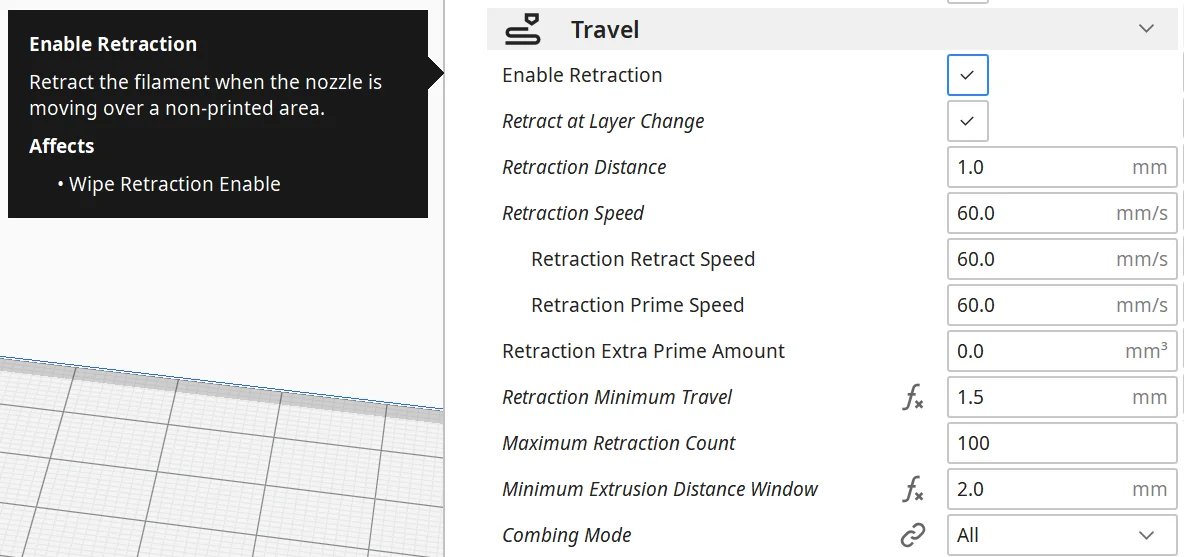
Für den Einzug gibt es zwei Werte die angepasst werden müssen. Den Einzugsabstand und die Einzugsgeschwindigkeit. Der Einzugsabstand definiert die Strecke an Filament die bei jedem einen Einzug zurück in die Nozzle gezogen wird, die Einzugsgeschwindigkeit definiert die Geschwindigkeit mit dem dies passiert.
Die besten Einstellungen für den Einzug (Retraction) für den Ender 3 S1 in Cura:
- PLA: 0,8-1,0 mm bei 50 mm/s
- ABS: 0,8-1,0 mm bei 60 mm/s
- PETG: 0,6-0,8 mm bei 40 mm/s
Einzugsabstand
Der Einzugsabstand definiert die Länge des Materials die bei der Einzugsbewegung zurückgezogen wird. Der Wert beträgt nur wenige Millimeter und unterscheidet sich zwischen 3D Druckern teilweise stark. Dieser Wert ist einer der wichtigsten der individuell optimiert werden muss.
Der Direct Drive Extruder des Ender 3 S1 bewegt das Filament sehr präzise. Sobald du die richtige Einstellung gefunden, sind die Druckfehler die mit einer falschen Retraction verbunden sind wie magisch verschwunden.
Der Ender 3 S1 benötigt nur sehr kleine Einzugsabstände. Für PLA und ABS reichen 0,8 bis 1,0 mm aus, PETG benötigt nur 0,6 bis 0,8 mm.
Die besten Einstellungen für den Einzugsabstand für den Ender 3 S1 in Cura:
- PLA: 0,8-1,0 mm
- ABS: 0,8-1,0 mm
- PETG: 0,6-0,8 mm
Einzugsgeschwindigkeit
Die Einzugsgeschwindigkeit definiert die Geschwindigkeit mit der das Filament während einer Einzugsbewegung in die Nozzle zurückgezogen wird. Beim Ender 3 S1 beträgt sie zwischen 40 und 60 mm/s. Die Werte unterscheiden sich je nach verwendetem Filament.
Die Einzugsgeschwindigkeit sollte so hoch wie möglich eingestellt werden ohne, dass das Filament vom Extruder zerstört wird oder es zu einem Durchrutschen im Extruder kommt. Je schneller das Filament zurückgezogen wird, desto effektiver wird Stringing und die Bildung von Klecksen verhindert. Außerdem verringert sich so die Zeit in der die Nozzle still steht und die Druckzeit verringert sich etwas.
Die Einzugsgeschwindigkeit muss neben der Einzugslänge, der Drucktemperatur und der Flussrate individuell für jeden 3D Drucker optimiert werden. Auch unterscheidet sie sich wie die anderen dieser Werte von Filament zu Filament und teilweise sogar zwischen Filamenten anderer Hersteller derselben Sorte.
Die besten Einstellungen für die Einzugsgeschwindigkeit für den Ender 3 S1 in Cura:
- PLA: 50 mm/s
- ABS: 60 mm/s
- PETG: 40 mm/s
Infill
Der Infill ist unabhängig vom 3D Drucker und bestimmt neben der Wanddicke die Stabilität des gedruckten Objekts. Grob gesagt wird die Stabilität mit einer höheren Infill Dichte größer und mit einer geringeren Dichte kleiner. Außerdem haben die einzelnen Muster durch ihre Geometrie eine Auswirkung auf die Stabilität. Dabei können manche Muster eine höhere Stabilität bei gleicher Dichte bieten als andere Muster.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
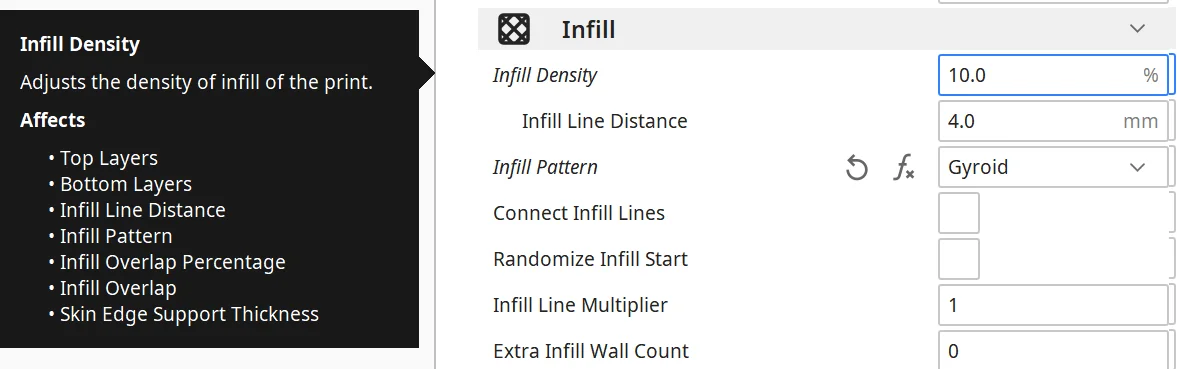
Bei der Infill Dichte gibt es die komplette Bandbreite von 0 bis 100%. 0% bedeutet, dass das Objekt hohl ist, 100% bedeutet, dass das Objekt solide ist. Eine Dichte von 0% ist aber in den seltensten Fällen sinnvoll. Nur bei Objekten ohne Deckel macht dies Sinn, wobei dann auch der Vasenmodus angewendet werden kann. Für die meisten Objekte macht eine Dichte von 10-20% Sinn.
Die beste Infill Dichte für den Ender 3 S1 in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Erste Schicht
Die erste Schicht bestimmt oft ob der 3D Druck funktionieren wird oder nicht. Besonders ist hierbei die Druckbett Haftung gefragt. Haftet die erste Schicht nicht richtig am Druckbett, kannst du den Druck sofort abbrechen.
Die Druckbett Haftung des Ender 3 S1 ist exzellent. Jedoch kannst du mit den folgenden Einstellungen eine gute Haftung garantieren, damit jeder Druck erfolgreich wird.
Schichtdicke der ersten Schicht
Die Dicke der ersten Schicht beeinflusst die Druckbett Haftung. Je dicker die Schichtdicke ist, desto langsamer kühlt das Filament aus. Dadurch hat das heiße Filament länger Zeit eine Verbindung mit dem Druckbett einzugehen. Werte zwischen 100 und 200% der normalen Schichtdicke sind üblich.
Für den Ender 3 S1 haben sich 150% der normalen Schichtdicke bewährt. Wenn du also eine Schichtdicke von 0,2 mm verwendest, ist eine Schichtdicke für die erste Schicht von 0,3 mm sinnvoll.
Ein weiterer Vorteil einer dickeren ersten Schicht ist die Möglichkeit Unebenheiten im Druckbett auszugleichen. Eine dickere erste Schicht legt sich in diese Vertiefungen und füllt sie auf. Bei Glas Druckbetten ist dies sehr selten der Fall, da Glas sehr eben und glatt hergestellt werden kann. Beim dünnen flexiblen Druckbett des Ender 3 S1 sind mir aber bisher keine Unebenheiten aufgefallen.
Die beste Schichtdicke der ersten Schicht für den Ender 3 S1 in Cura:
- Bei perfekter Druckbett Haftung: 100% der normalen Schichtdicke
- Standard: 150% der normalen Schichtdicke (z.B. 0,3 mm bei 0,2 mm Schichtdicke)
- Bei Problemen mit der Druckbett Haftung: 200% der normalen Schichtdicke
Linienbreite der ersten Schicht
Auch mit der Linienbreite der ersten Schicht kannst du die Druckbett Haftung verbessern. Der Standardwert der Linienbreite der ersten Schicht beträgt 100% der normalen Linienbreite.
Falls du die Druckbett Haftung verbessern möchtest, sind Werte bis zu 200% der normalen Linienbreite möglich. Auch hier ist die thermische Trägheit des dickeren Filament-Strangs dafür verantwortlich, dass eine bessere Druckbett Haftung entsteht.
Achte bei der Erhöhung der ersten Schicht aber darauf, dass ein großer Unterschied zwischen den Linienbreiten zu einer zu breiten ersten Schicht führen könnte.
Die beste Linienbreite der ersten Schicht für den Ender 3 S1 in Cura:
- Standard: 100% der normalen Linienbreite
- Bei Problemen mit der Druckbett Haftung: bis zu 200% der normalen Linienbreite
Drucktemperatur der ersten Schicht
Wenn das Filament auf dem Druckbett heißer ist, verbindet es sich besser mit dem Druckbett und bildet so eine bessere Druckbett Haftung. Wenn deine Druckbett Haftung also nicht optimal ist, kannst du die Drucktemperatur für die erste Schicht um 5 bis 10 °C erhöhen. Dadurch kühlt das Filament langsamer aus und hat mehr Zeit sich mit dem Druckbett zu verbinden.
Normalerweise ist die Drucktemperatur der ersten Schicht gleich der normalen Drucktemperatur. Da du wahrscheinlich sehr selten Probleme mit der Druckbett Haftung mit deinem Ender 3 S1 haben wirst, solltest du mit der gleichen Drucktemperatur für die erste Schicht anfangen wie für alle anderen Schichten auch.
Falls du auf Probleme mit der Druckbett Haftung stößt, kannst du die Drucktemperatur der ersten Schicht in 5 °C Schritten erhöhen.
Die beste Drucktemperatur der ersten Schicht für den Ender 3 S1 in Cura:
- Standard: Gleiche Drucktemperatur wie beim Rest des Objekts
- Bei Problemen mit der Druckbett Haftung: 5-10 °C höher als die normale Drucktemperatur
Druckgeschwindigkeit der ersten Schicht
Auch bei der Druckgeschwindigkeit der ersten Schicht gilt das gleiche Prinzip wie bei den anderen Einstellungen für die erste Schicht: je langsamer der 3D Drucker die erste Schicht auf das Druckbett aufträgt, desto länger benötigt das Filament zum Auszukühlen.
Dadurch wird die Druckbett Haftung stark erhöht. Egal welchen 3D Drucker du verwendest, solltest du eine Druckgeschwindigkeit für die erste Schicht verwenden die die Hälfte der normalen Druckgeschwindigkeit beträgt.
Die beste Druckgeschwindigkeit der ersten Schicht für den Ender 3 S1 in Cura:
- Standard: 50% der normalen Druckgeschwindigkeit
- Bei Problemen mit der Druckbett Haftung: < 50% der normalen Druckgeschwindigkeit
Fluss der ersten Schicht
Mit der Flussrate können nicht nur Extrusionsprobleme ausgeglichen werden, es kann auch eine bessere Druckbett Haftung erzeugt werden. Um die feinen Ritzen zwischen den einzelnen Linien des 3D Drucks auf dem Druckbett auszufüllen, kannst du die Flussrate der ersten Schicht leicht erhöhen.
Du musst dir dabei aber bewusst sein, dass dies die Gefahr von extrusions-bedingten Fehlern wie Stringing oder Über-Extrusion zur Folge haben könnte. Da die Flussrate aber nur für eine Schicht angepasst wird, sollten die Probleme aber überschaubar sein.
Die beste Flussrate der ersten Schicht für den Ender 3 S1 in Cura:
- Standard: 100%
- Bei Problemen mit der Druckbett Haftung: 101-110%
Cura Einstellungen Kalibrieren für den Ender 3 S1
Es kann gut sein, dass die in diesem angegebenen Artikel angegebenen Werte perfekt für deinen Ender 3 S1 sind. Meistens erfordern bestimmte Einstellungen jedoch individuelle Kalibrierungen, da sich bestimmte Komponenten des 3D Druckers auch innerhalb einer Charge unterscheiden können. Außerdem ist auch immer die Kombination aus 3D Drucker und Filament Sorte ein großer Einfluss darauf wie sich die Einstellungen auswirken.
Daher ist es besonders für die Drucktemperatur, die Flussrate und den Einzug wichtig Testdrucke durchzuführen, um die perfekten Einstellungen zu finden. Dafür gibt es auf Portalen wie Thingiverse oder in bestimmten Plugins in Cura Kalibrier-Objekte. Ich selber verwende das “Calibration Shapes” Plugin in Cura, um meine FDM 3D Drucker zu kalibrieren.
Du findest das Plugin im Marktplatz von Cura. Es ist gratis und bietet eine ganze Reihe von Objekten um deinen 3D Drucker optimal zu kalibrieren.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
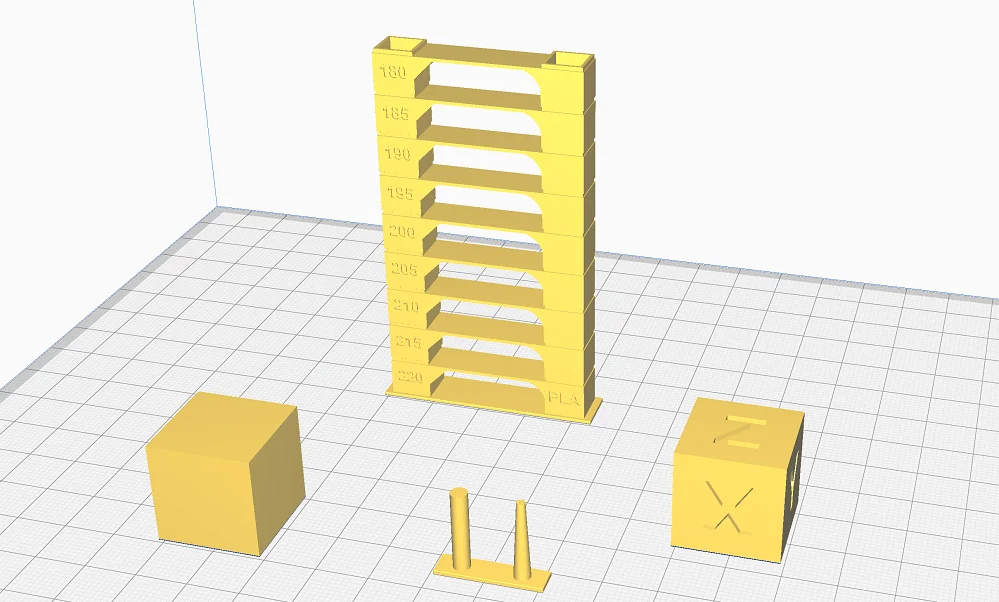
Drucktemperatur Kalibrieren
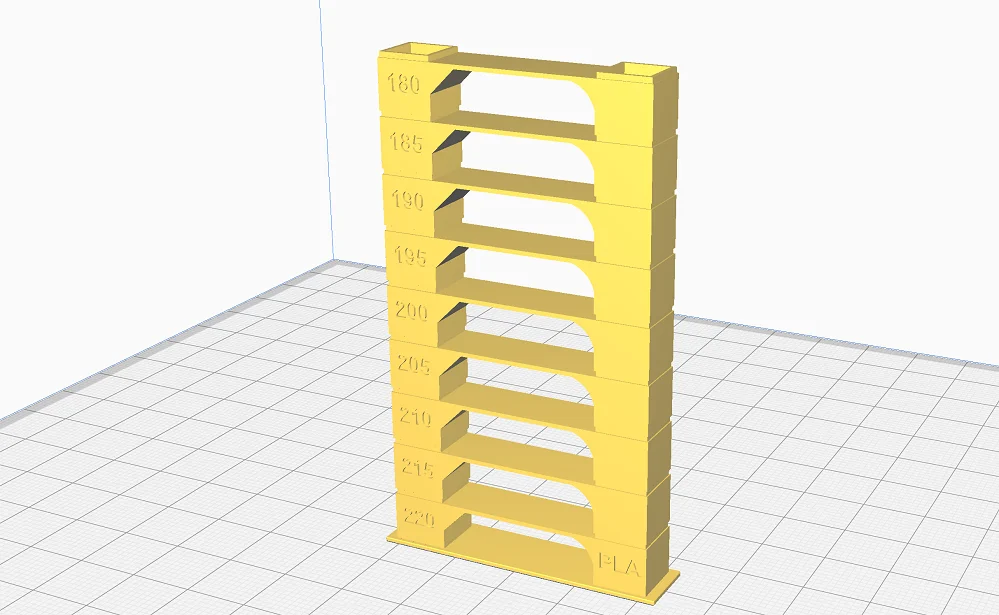

Um die Drucktemperatur für deinen Ender 3 S1 zu kalibrieren eignen sich Temperatur Türme ideal. Diese Objekte haben eine wiederkehrende Geometrie die alle paar Millimeter in der Höhe wiederholt wird. Diese Geometrie fordert den 3D Drucker und begünstigt Druckfehler. Durch das passende Skript, kannst du die Temperatur pro angegebener Schicht Anzahl mit der Höhe variieren. So kannst du die perfekte Drucktemperatur ermitteln.
Falls du dich für das Plugin Calibration Shapes entschieden hast, findest du den Temperatur Turm unter “Erweiterungen” > “Part for Calibration”. Das passende Script fügst du unter “Nachbearbeitung” > “G-Code ändern” hinzu.
Hast du den Turm fertig gedruckt, kannst du erkennen in welcher Etage die Drucktemperatur am besten waren. Und schon hast du die perfekte Drucktemperatur für deinen Ender 3 S1 gefunden.
Manchmal können die Einstellungen der Flussrate und des Einzugs so falsch sein, dass sie das Ergebnis des Temperatur Turms beeinflussen können. Wenn dem so ist, musst du den Temperatur Turm nach der Kalibrierung der beiden anderen Werte noch einmal drucken.
Fluss Kalibrieren
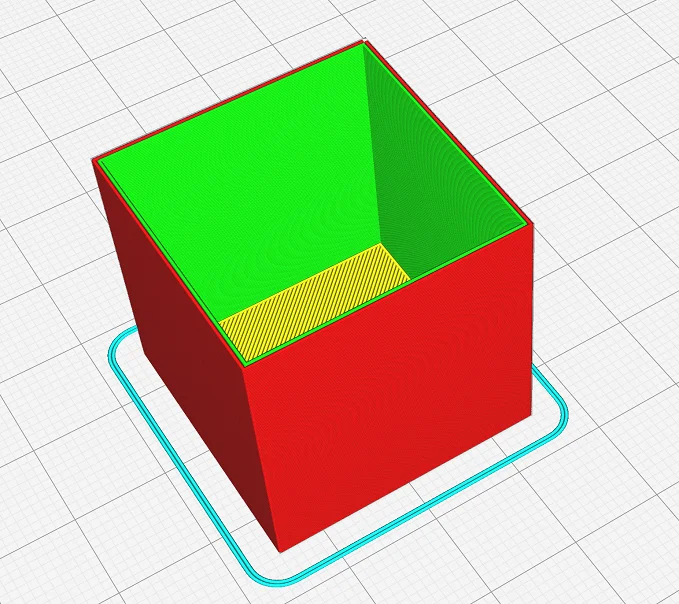
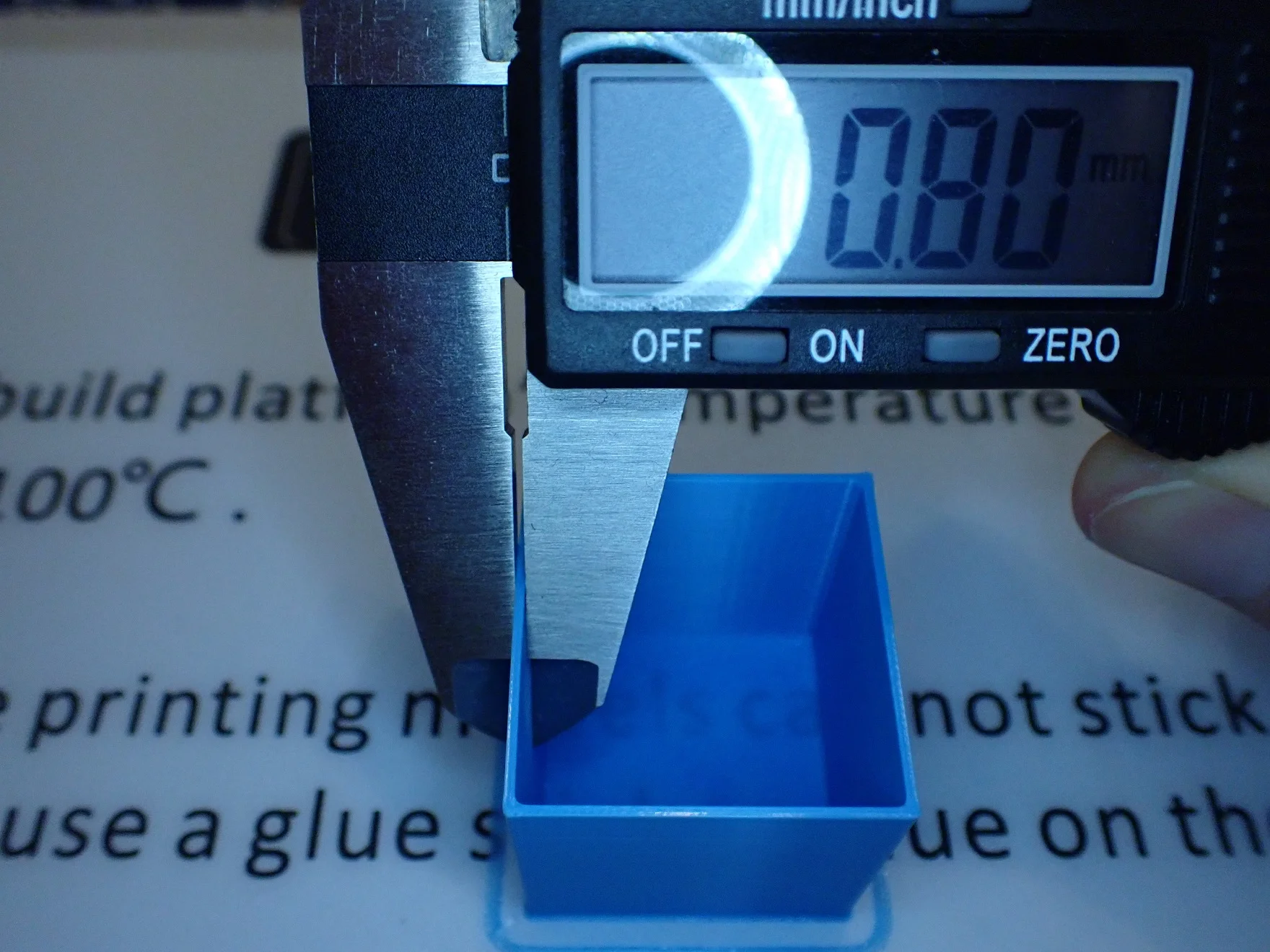
Die Flussrate lässt sich relativ leicht kalibrieren. Dafür druckst du einen Würfel ohne Infill, ohne Deckel und mit 2 Wänden. Drucke dann den Würfel und messe die Wandstärke.
Wenn die Wandstärke genau dem 2-fachen deiner Linienbreite entspricht, ist deine Flussrate schon ideal eingestellt. Wenn sie jedoch davon abweicht, kannst du die Flussrate anpassen um dies auszugleichen.
- Beispiel 1:
- Linienbreite = 0,2 mm
- Anzahl Wände = 2
- Gemessene Wandstärke = 0,42 mm
- Die Flussrate ist um 0,02/0,40 = 5% zu hoch
- Neuer Wert für die Flussrate = 95%
- Beispiel 2:
- Linienbreite = 0,2 mm
- Anzahl Wände = 3
- Gemessene Wandstärke = 0,59 mm
- Die Flussrate ist um 0,01/0,60 = 1,7% zu niedrig
- Neuer Wert für die Flussrate = 101,7%
Einzug Kalibrieren
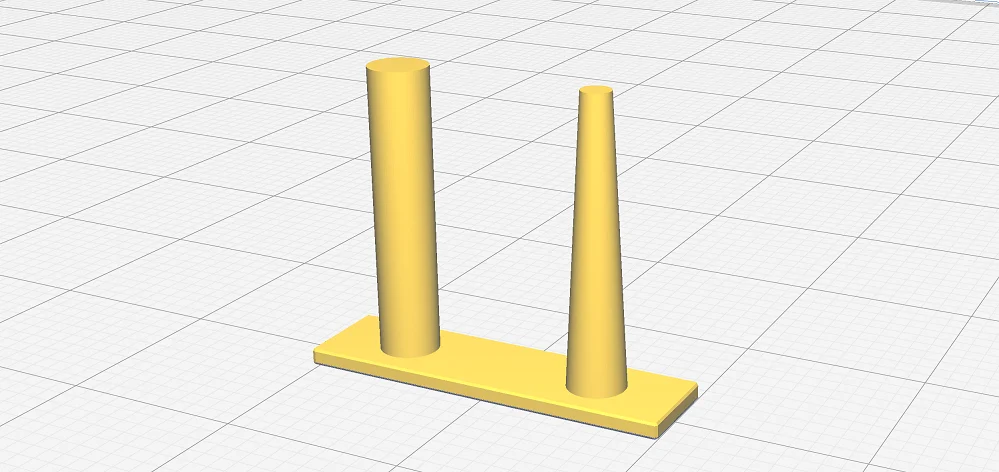
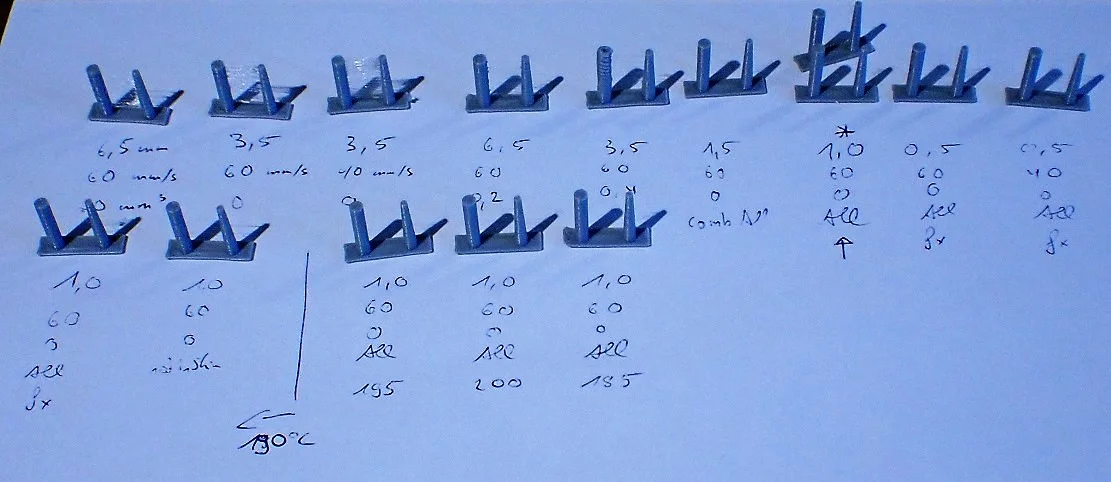
Den Einzug bzw. die Retraction zu kalibrieren ist eines der ersten Dinge die ich bei einem neuen FDM 3D Drucker mache. Diese Kalibrierung bietet sich auch bei jedem neuen Material an.
Die Kalibrierung ist schnell durchgeführt, da das Kalibrierobjekt sehr klein ist und nur wenige Minuten zum Druck benötigt. Du kannst also innerhalb kürzester Zeit mehrfach die Einstellungen ändern, um so den perfekten Wert zu finden.
Am besten ist es, wenn du von den Standardeinstellungen die weiter oben erläutert wurden ausgehst und in kleinen Schritten von 0,1 mm den Einzugsabstand und in Schritten von 5 mm/s die Einzugsgeschwindigkeit änderst. Ändere aber nie beide Werte auf einmal, da du dann nicht weißt woran die Änderungen des Ergebnisses gelegen haben.
Der Ender 3 S1 ist Perfekt für Anfänger
Der Ender 3 S1 ist sehr anwenderfreundlich, da er viele Features besitzt die nicht nur die Druckqualität verbessern sondern auch die Handhabung. Das User-Interface ist sehr übersichtlich gestaltet, die Druckbett Haftung ist ideal und der Direct Drive Extruder arbeitet sehr zuverlässig. Daher ist der Ender 3 S1 perfekt für Anfänger geeignet.
Was viele Anfänger aber bei den ersten Testdrucken falsch machen ist, dass sie sich zu wenig mit den Einstellungen auseinandersetzen. Wenn dann ein Druckfehler auftaucht, sind die Fragezeichen groß und die Frustration nahe.
Mache dich also am Anfang mit den Grundeinstellungen und den Standardprofilen vertraut und kenne die Funktionen der wichtigsten Einstellungen und wie du sie optimieren kannst. Auch ist es wichtig, dass du die Einstellungen je nach Einsatzzweck des Objekts anpassen kannst. Ein dekoratives Objekt mit 70 % Infill ist Filament Verschwendung und eine Schichtdicke von 0,08 mm ist Zeitverschwendung wenn du dir einen Türstopper druckst.
Bei Unklarheiten gibt es sehr gute Dokumentationen über Cura auf der offiziellen Seite und auf dieser Seite in der Kategorie “Slicer Anleitungen”.

Verwandter Artikel:
Creality Ender 3 S1 | Praktischer Test & Review
Fazit
Mit diesen Einstellungen in Cura sollte der Ender 3 S1 keine Probleme haben. Perfekt werden die Einstellungen aber erst wenn du sie mit geeigneten Kalibrierobjekten optimierst. Die perfekten Einstellungen in Cura hängen auch immer vom individuellen Gerät und dem verwendeten Filament ab.
Sobald du verstanden hast was die wichtigsten Einstellungen in Cura (Drucktemperatur, Druckbett Temperatur, Druckgeschwindigkeit, Schichtdicke, Flussrate und der Einzug) bewirken, bist du Druckfehlern immer einen Schritt voraus und kannst sie schnell abstellen wenn sie doch einmal auftauchen sollten!
Ich hoffe du hast mit diesem Cura Profil für den Ender 3 S1 genauso viel Erfolg wie ich und konntest noch etwas in diesem Artikel lernen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
