
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Anycubic Kobra ist ein günstiger Einsteiger 3D Drucker mit vielen nützlichen Features. Anycubic hat zwar den hauseigenen Slicer “Photon Workshop”, jedoch ist dieser Slicer nur für Resin 3D Drucker wie der Photon Mono X 6K geeignet. Der beliebteste und auch von Anycubic empfohlene Slicer für den Kobra ist Cura.
Für das perfekte Cura Profil für den Anycubic Kobra müssen die Maschinen Parameter definiert werden und die Druckeinstellungen müssen für das jeweils verwendete Filament eingestellt und am besten noch kalibriert werden.
Cura hat sehr gute Standardprofile für die meisten 3D Drucker auf dem Markt, jedoch müssen diese immer noch auf das individuelle Gerät und das verwendete Filament kalibriert werden. Außerdem sind diese Profile meistens erst einige Zeit nach dem Release des Geräts verfügbar. Falls du die perfekten Cura Einstellungen für den Anycubic Kobra suchst, wirst du in diesem Artikel fündig.
Table of Contents:
Anycubic Kobra Profil in Cura Erstellen
Es ist nicht schwer ein Profil für einen neuen 3D Drucker in Cura zu erstellen. Du musst lediglich auf die Maschinenparameter achten und die Druckeinstellungen an das jeweils verwendete Filament anpassen.
Als erstes werfen wir einen Blick auf die Maschinenparameter und dann auf die einzelnen Filamente und deren Druckeinstellungen.
Um ein neues Profil für den Anycubic Kobra anzulegen, folge diesen Schritten:
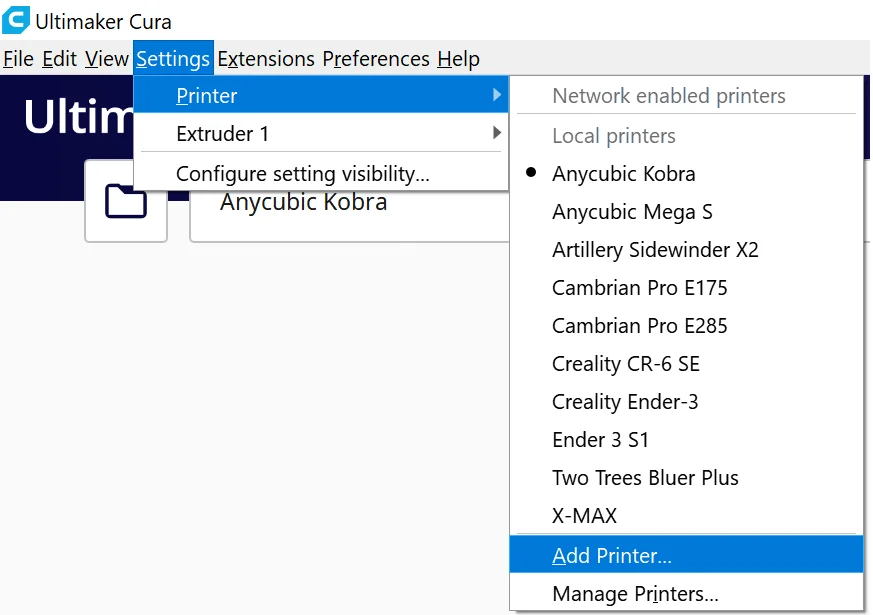
- Klicke oben auf der Benutzeroberfläche von Cura auf “Einstellungen” und dann auf “Drucker” und “Drucker verwalten”.
- Danach öffnet sich ein Popup Menü in dem du neue Drucker hinzufügen kannst. Wähle “Einen nicht vernetzten Drucker hinzufügen” aus.
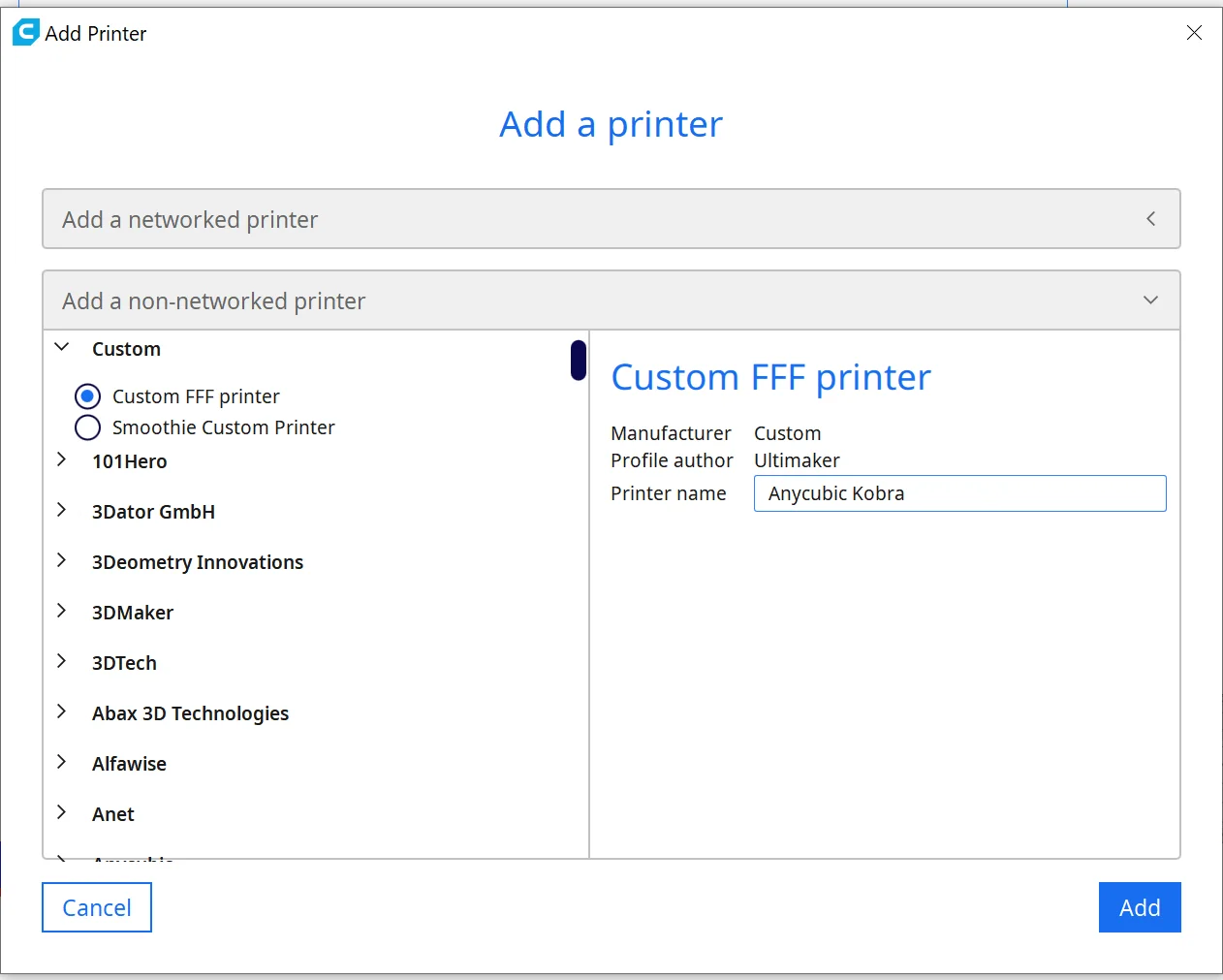
- Scrolle runter, öffne das Menü “Custom” und wähle “Custom FFF printer” aus.
- Nenne den neuen 3D Drucker rechts im Menü “Anycubic Kobra”.
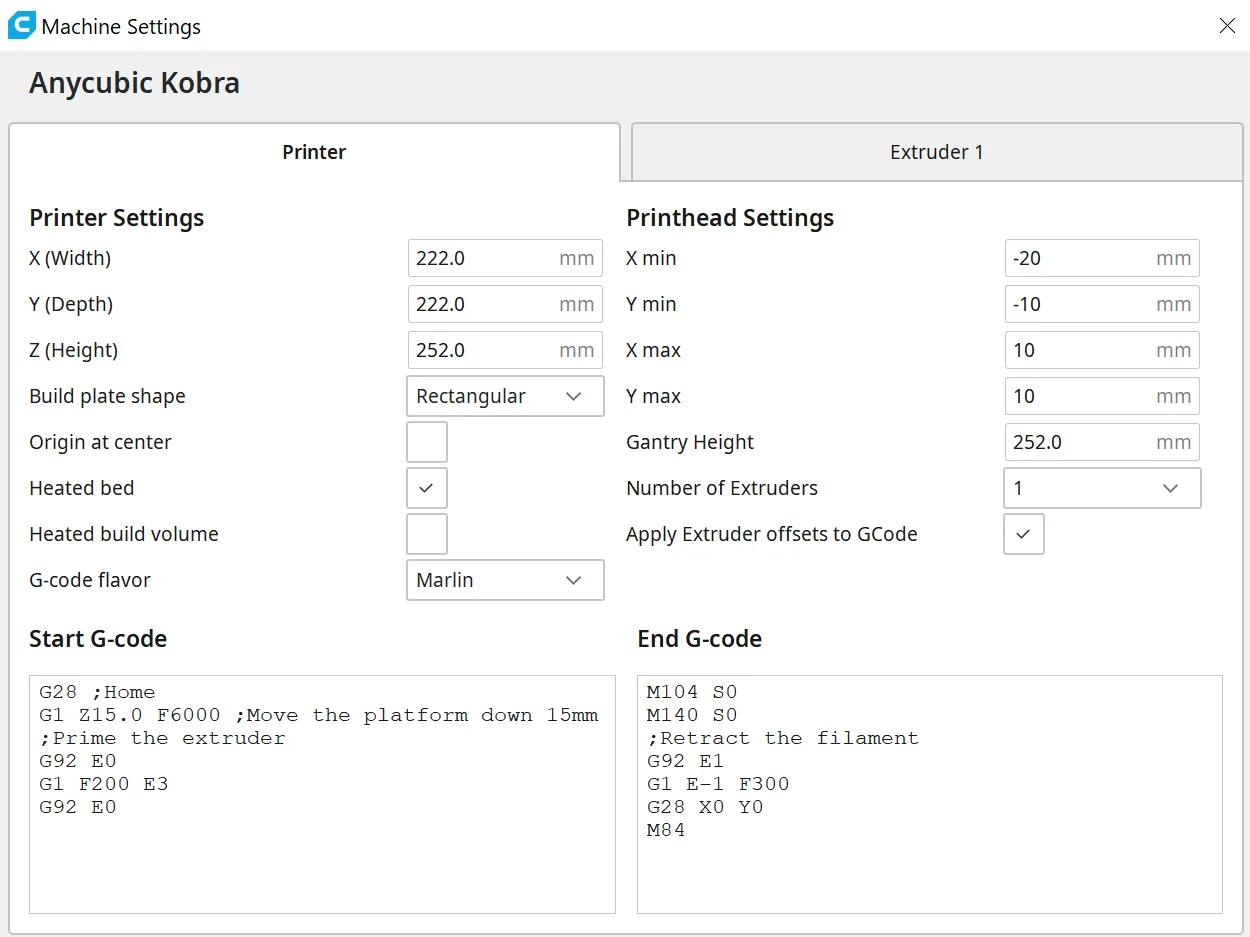
- Danach öffnen sich die Maschineneinstellungen für den neu angelegten 3D Drucker. Gebe dort folgende Werte ein:
- Druckereinstellungen:
- X (Breite) = 222 mm
- Y (Tiefe) = 222 mm
- Z (Höhe) = 252 mm
- Druckbettform = Rectangular
- Ausgang in Mitte = Nein
- Heizbares Druckbett = Ja
- Druckraum aufgeheizt = Nein
- G-Code-Variante = Marlin
- Druckkopfeinstellungen:
- X min = -20 mm
- Y min = -10 mm
- X max = 10 mm
- Y max = 252 mm
- Anzahl Extruder = 1
- Extruder-Versatzwerte auf G-Code anwenden = Ja
- Start G-Code = Auf Standardwerten lassen
- Ende G-Code = Auf Standardwerten lassen
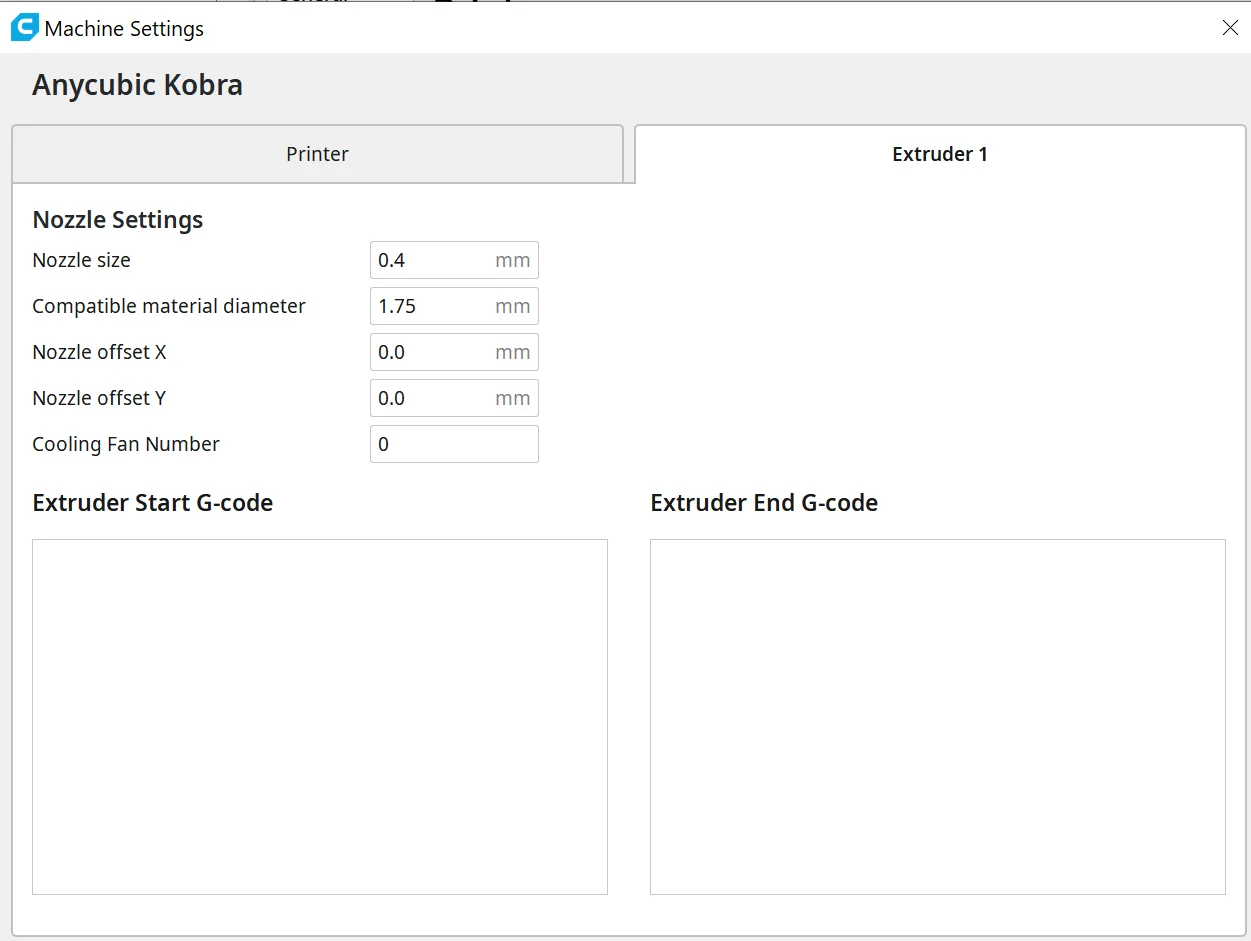
- Düseneinstellungen:
- Düsengröße = 0,4 mm
- Kompatibler Materialdurchmesser = 1,75 mm
- X-Versatz Düse = 0,0 mm
- Y-Versatz Düse = 0,0 mm
- Kühllüfter-Nr = 0
- G-Code Extruder-Start = Auf Standardwerten lassen
- G-Code Extruder-Ende = Auf Standardwerten lassen
- Druckereinstellungen:
- Schließe dann alle Menüs.
Cura legt dann automatisch mehrere Profile für verschiedenste Genauigkeiten an. Die Genauigkeiten reichen von 0,06 mm bis 0,6 mm. Diese Profile sind aber noch nicht auf die einzelnen Filamente und den Drucker abgestimmt und werden suboptimale Ergebnisse liefern.
Um perfekte Ergebnisse zu bekommen musst du die Druckeinstellungen auf das jeweils verwendete Filament einstellen und kalibrieren. In den nächsten Zeilen stelle ich dir die besten Einstellungen für PLA, ABS und TPU vor.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
PLA ist eines der am einfachsten zu druckenden Filamente für den 3D Druck. Es lässt sich mit jedem FDM 3D Drucker verarbeiten und vergibt so manchen Fehler.
Die Standardeinstellungen für PLA für den Anycubic Kobra kannst du der Aufstellung unten entnehmen. Ich rate dir jedoch dazu die Einstellungen immer zu kalibrieren. Mehr dazu später.
Das hier sind die besten Einstellungen für PLA mit dem Anycubic Kobra:
- Drucktemperatur: 200 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 6 mm bei 40 mm/s
- Erste Schicht: 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS Einstellungen auf einen Blick
ABS ist wesentlich anspruchsvoller als PLA. Du benötigst nicht nur höhere Temperaturen, auch eine konstante Umgebungstemperatur ist wichtig damit sich das Filament beim Abkühlen nicht verzieht (Warping).
Um die Umgebungstemperatur homogen zu halten, eignet sich beim Anycubic Kobra am besten das Creality 3D Drucker Gehäuse. In diesem Artikel findest du einen detaillierten Test dazu. Falls du Probleme mit der Druckbett Haftung hast, kann Magigoo helfen.
Das hier sind die besten Einstellungen für ABS mit dem Anycubic Kobra:
- Drucktemperatur: 230 °C
- Druckbett Temperatur: 80 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 6 mm bei 40 mm/s
- Erste Schicht: 0% Kühlung, 140% Extrusionsbreite, 100% Schichthöhe
TPU Einstellungen auf einen Blick
Dank dem Direct Drive Extruder kann der Anycubic Kobra TPU sehr gut verarbeitet. Durch die flexible Natur des Filaments sind die Druckeinstellungen jedoch wichtig, damit sich das Filament nicht verheddern kann. Umso wichtiger ist eine Kalibrierung dieser Einstellungen, da sich jedes TPU-Filament je nach Hersteller etwas anders verhalten kann.
Das hier sind die besten Einstellungen für TPU mit dem Anycubic Kobra:
- Drucktemperatur: 230 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 8 mm bei 60 mm/s
- Erste Schicht: 0% Kühlung, 140% Extrusionsbreite, 100% Schichthöhe
Welche Cura-Einstellungen sind die Besten für den Anycubic Kobra?
In diesem Teil des Artikels erfährst du im Detail was die einzelnen Einstellungen bewirken und welche Einstellungen für die verschiedenen Filamente am besten sind. Im Anschluss daran schauen wir uns die Kalibrierung der wichtigsten Einstellungen an, damit du die hier angegebenen Standardwerte für dein System optimieren kannst.
Drucktemperatur
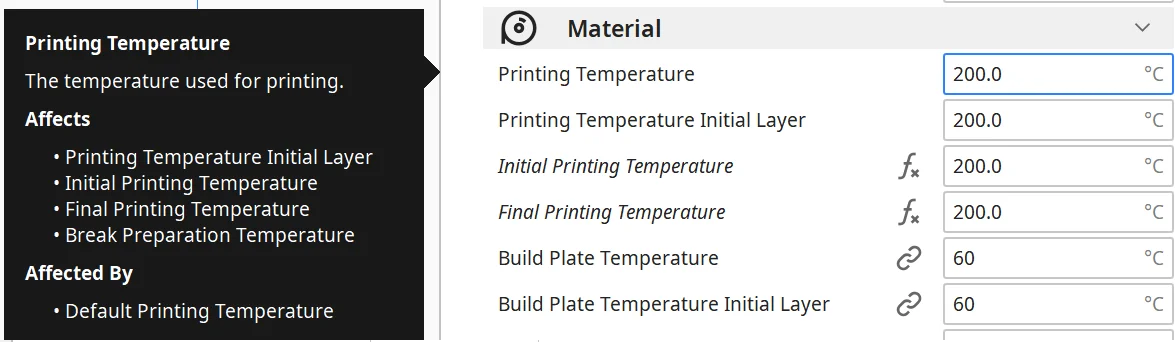
Die Drucktemperatur ist hauptsächlich davon abhängig welches Filament du verwendest. Drucktemperatur können auch viele der häufigsten Fehler entstehen. Dazu zählen Über- und Unter-Extrusion, Stringing und sonstige Probleme bei der Extrusion wie das Bilden von Pickeln oder Klecksen
Die Hotends der verschiedenen 3D Drucker Modelle unterscheiden sich teilweise stark in ihrer Effektivität. So kann die perfekte Temperatur für ein Filament beim Anycubic Kobra um mehrere Grad unterschiedlich sein als beim Ender 3 S1 zum Beispiel.
Für PLA haben sich 200 °C beim Anycubic Kobra bewährt. Je nachdem von welchem Hersteller das Filament stammt, kann die perfekte Temperatur aber auch zwischen 190 und 200 °C liegen. Wie du die perfekte Temperatur findest, erfährst du im Kalibrier-Teil dieses Artikels weiter unten. Ansonsten solltest du bei 200 °C starten und in 5 °C Schritten optimieren.
ABS und TPU benötigen etwas höhere Temperaturen von 220 bis 250 °C. Ideal haben sich für mich 230 °C bei beiden Filamenten erwiesen.
Die besten Drucktemperaturen für den Anycubic Kobra in Cura:
- PLA: 190-200 °C
- ABS: 220-250 °C
- TPU: 220-250 °C
Druckbett Temperatur
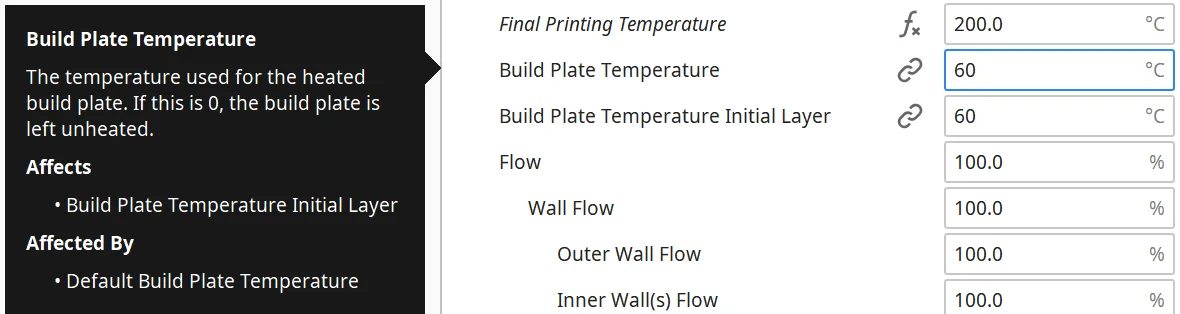
Die Druckbett Oberfläche des Anycubic Kobra ist sehr gut und bietet für die meisten Filamente eine sehr gute Druckbett Haftung. Trotzdem musst du die richtige Druckbett Temperatur einstellen um davon zu profitieren. Eine zu niedrige Druckbett Temperatur kann zu einer schlechten Druckbett Haftung führen und eine zu hohe Temperatur zu anderen Druckfehlern wie Warping oder einem Elefantenfuß.
PLA Filament benötigt wenn man es genau nimmt gar kein beheiztes Druckbett. Jedoch erhältst du die besten Ergebnisse wenn du die Druckbett Temperatur auf etwa 60 °C einstellst. Falls du Probleme mit einer schlechten Druckbett Haftung hast, kannst du die Druckbett Temperatur auch etwas erhöhen oder Hilfsmittel wie Magigoo verwenden oder einen Hilfsdruck wie ein Raft oder Brim drucken.
Für ABS benötigst du etwas höhere Druckbett Temperaturen. Beim Anycubic Kobra bieten sich 90 bis 100 °C an. Denke immer daran, dass ABS sich beim Abkühlen stark zusammenzieht und sogar Risse bilden kann. Daher sollte die Umgebungstemperatur so homogen wie möglich und höher als die normale Raumtemperatur sein. Ein passendes Gehäuse für den Anycubic Kobra findest du hier.
Ich habe bisher nur eine Sorte TPU auf dem Anycubic Kobra getestet, jedoch empfiehlt Anycubic auch 60 °C – dieselbe Temperatur bei der ich sehr gute Ergebnisse hatte. Jedoch solltest du nicht viel hören gehen als das und eher im Bereich zwischen 50 und 60 °C die optimale Temperatur suchen.
Die besten Druckbett Temperaturen für den Anycubic Kobra in Cura:
- PLA: 55-60 °C
- ABS: 90-100 °C
- TPU: 50-60 °C
Druckgeschwindigkeit
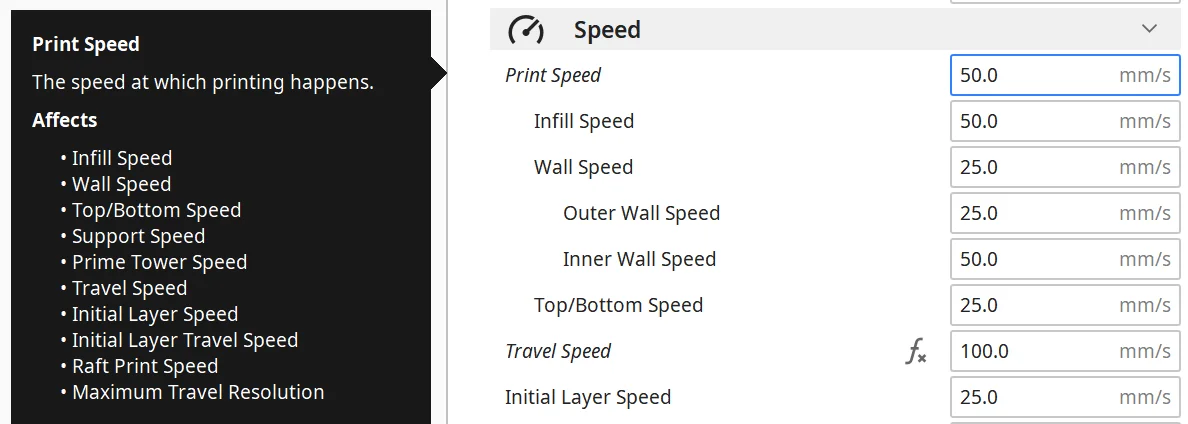
Durch den leichten Direct Drive Extruder des Anycubic Kobra können hohe Druckgeschwindigkeiten erzielt werden ohne dabei das Risiko von Vibrationen einzugehen. Zwar sind die praktisch verwendeten Druckgeschwindigkeiten sehr viel geringer als die theoretisch möglichen Druckgeschwindigkeiten, jedoch sind diese hauptsächlich für grobe Prototypen gedacht und nicht für feine Details.
Beim Anycubic Kobra bieten sich für die meisten Filamente Druckgeschwindigkeiten zwischen 40 und 60 mm/s an. Besonders für PLA und ABS sind dies bewährte Standardwerte.
Bei TPU solltest du die Druckgeschwindigkeit eng mit den Einstellungen für die Retraction optimieren, da die Flexibilität des Filaments Einfluss darauf hat wo die perfekte Druck- und Einzugsgeschwindigkeit liegt.
Falls du dich an die optimale Druckgeschwindigkeit herantasten möchtest, sind grobe Schritte von 5 mm/s und danach kleinere Schritte von 2 mm/s sinnvoll.
Die besten Druckgeschwindigkeiten für den Anycubic Kobra in Cura:
- PLA: 50 mm/s
- ABS: 50 mm/s
- TPU: 50 mm/s
Schichtdicke
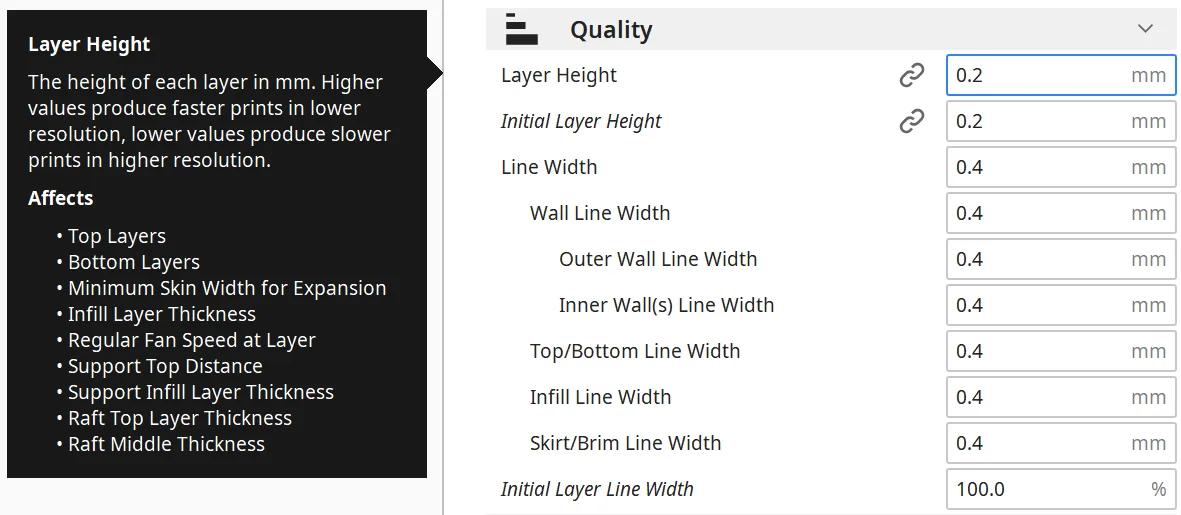
Die Schichtdicke ist beim 3D Druck ein Maß für die Genauigkeit, wie glatt die Oberfläche des Objekts wird und wie viele Details erkennbar bleiben. Je kleiner die Schichtdicke ist, desto genauer wird der Druck. Jedoch steigt mit einer geringen Schichtdicke auch die Druckzeit erheblich.
Nachdem du den Anycubic Kobra als neuen Drucker angelegt hast, wird Cura standardmäßig folgende Profile anlegen:
- Extra Fine 0,06 mm
- Fine 0,1 mm
- Normal 0,15 mm
- Draft 0,2 mm
- Extra Fast 0,3 mm
- Coarse 0,4 mm
- Extra Coarse 0,6 mm
Wie groß du die Schichtdicke einstellst, hängt davon ab was für ein Verwendungszweck du für das Objekt im Sinn hast. Wenn es hauptsächlich dekorativ ist, solltest du natürlich eine dünnere Schichtdicke wählen. Bei groben Prototypen oder Teilen die nur einen mechanischen Zweck haben und nicht schön aussehen müssen, kannst du die Schichtdicke zugunsten einer schnelleren Druckzeit erhöhen.
Die besten Schichtdicken für den Anycubic Kobra in Cura:
- Dekorative Objekte: 0,08 und 0,12 mm
- Standard: 0,16 und 0,20 mm
- Grobe, schnelle Drucke: 0,24 und 0,28 mm
Fluss
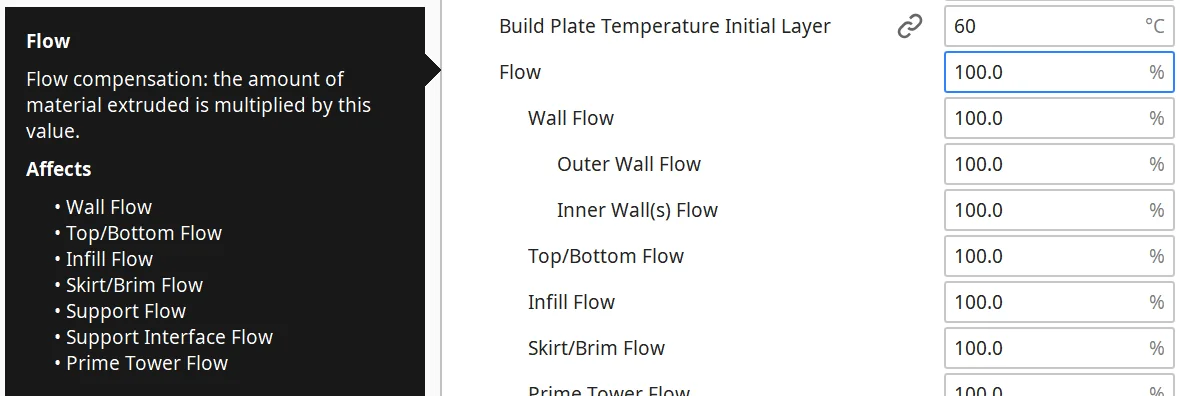
Mit der Flussrate kannst du die Menge an Filament anpassen die pro Sekunde extrudiert wird. Wenn du Werte höher als 100% angibst, wird dementsprechend mehr Filament extrudiert, bei niedrigeren Werten wird weniger Filament extrudiert.
Die Flussrate des 3D Druckers wird mit dem angegebenen Wert multipliziert. Dadurch lassen sich viele Extrusionsprobleme in den Griff bekommen.
Normalerweise ist der Startwert von 100% in den meisten Fällen korrekt. Manchmal muss der Extruder jedoch etwas kalibriert werden und der Wert muss höher oder niedriger eingestellt werden. Wie du diesen Wert am besten kalibrieren kannst, erfährst du weiter unten in diesem Artikel.
Die beste Flussrate für den Anycubic Kobra in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Einzug (Retraction)
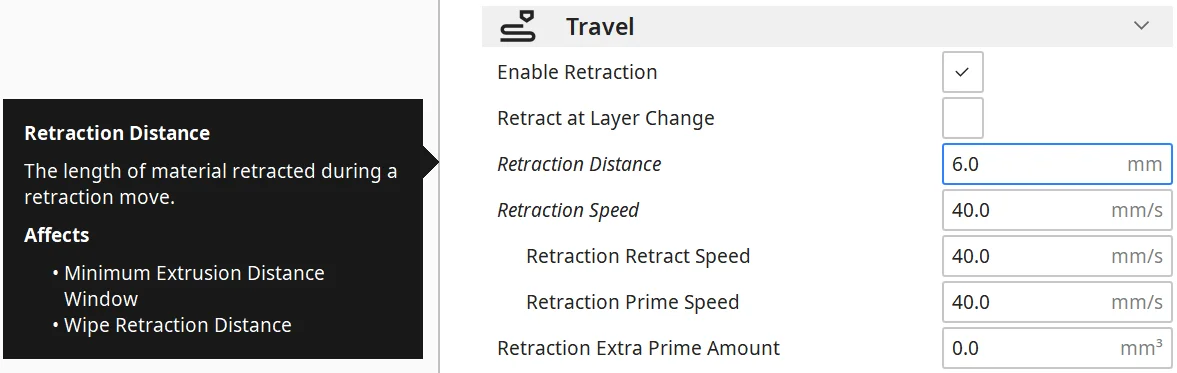
Zu den häufigsten Druckfehlern zählen die Bildung von Fäden (Stringing) und in Extremfällen auch das Bilden von größeren Flecken und Pickeln. Manche Filamente neigen stärker zu Stringing als andere. So oder so kannst du diese Probleme mit den richtigen Retraction Einstellungen in den Griff bekommen.
Wenn an der Öffnung der Nozzle noch überschüssiges Material vorhanden ist wenn sich diese über das Objekt bewegt ohne Filament zu extrudieren, bilden sich Fäden zwischen dem Anfang und dem Ende der Bewegung. Der Einzug des Filaments verhindert dies, indem das Filament mit einer bestimmten Geschwindigkeit und einer bestimmten Länge zurück in die Nozzle gezogen wird.
Die Einstellungen müssen jedoch auf den jeweiligen 3D Drucker und das verwendete Filament abgestimmt sein, damit dies funktioniert. Hier gibt es große Unterschiede zwischen verschiedenen Filament Sorten und 3D Druckern. Selbst 3D Drucker desselben Modell vom selben Hersteller unterscheiden sich hier teilweise auch leicht.
Deswegen sind die hier angegebenen Werte grobe Richtwerte um dir einen guten Startpunkt für Optimierungen zu geben. Wie du dies tust, fährst du weiter unten in diesem Artikel.
Die besten Einstellungen für den Einzug (Retraction) für den Anycubic Kobra in Cura:
- PLA: 6 mm bei 40 mm/s
- ABS: 6 mm bei 40 mm/s
- TPU: 8 mm bei 60 mm/s
Infill
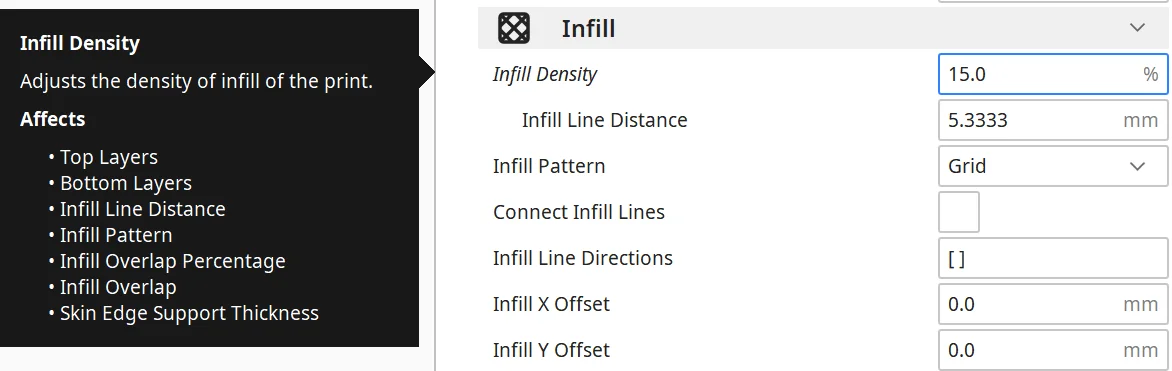
Auch wenn der Infill ein wichtiger Parameter in den Druckeinstellungen ist, ist er unabhängig vom verwendeten 3D Drucker. Das Muster und die Dichte des Infills bestimmen die Stabilität des Objekts. Je nachdem welchen Zweck das Druckobjekt nach dem Druck erfüllen muss, solltest du hier das richtige Muster und die richtige Dichte wählen.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Neben dem Muster der Füllung ist auch die Dichte ausschlaggebend dafür wie stabil das Objekt am Ende wird. Eine Dichte von 0% bedeutet, dass das Objekt hohl wird, eine Dichte von 100 % ergibt ein solides Objekt. Für die meisten Objekte ist eine Dichte von 15 bis 25% perfekt.
Die besten Infill Dichten für den Anycubic Kobra in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Erste Schicht

Die Einstellungen für die erste Schicht des Drucks haben einen großen Einfluss darauf wie gut die Druckbett Haftung ist. Auch wenn die Druckbett Haftung beim Anycubic Kobra sehr gut ist, können die falschen Einstellungen für die erste Schicht den Druck ruinieren.
Mit einer höheren Schichtdicke der ersten Schicht kannst du die Druckbett Haftung erhöhen. Meistens reicht die Standard Schichtdicke aus um gute Ergebnisse zu erzielen. Solltest du jedoch Probleme haben mit der Schichtdicke, solltest du erst versuchen die Schichtdicke etwas zu erhöhen bevor du zu anderen Hilfsmitteln greifst.
Je dicker die erste Schicht ist, desto langsamer kühlt sie aus. Dadurch hat das heiße Filament länger Zeit sich mit der Oberfläche des Druckbetts zu verbinden. Dasselbe gilt auch für die Linienbreite. Wenn du die Linienbreite erhöhst, verbesserst du auch die Druckbett Haftung.
Du kannst die Zeit die das Filament zum Abkühlen benötigt aber auch durch andere Einstellungen verlängern. Dazu kannst die Drucktemperatur erhöhen, die Druckgeschwindigkeit verringern oder die Druckbett Temperatur erhöhen.
Die besten Einstellungen für die erste Schicht für den Anycubic Kobra in Cura:
- Schichtdicke: 100-200% der normalen Schichtdicke (höhere Werte bei einer schlechten Druckbett Haftung)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte bei einer schlechten Druckbett Haftung)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit
- Fluss: 100-110% (höhere Werte bei einer schlechten Druckbett Haftung)
TIPP: Wie du deinen 3D-Drucker kalibrieren kannst, um jedes Mal perfekte Ergebnisse zu bekommen, lernst du in meinem 3D-Druck Kurs: FDM 3D-Druck: Der umfassende Kurs von A bis Z
(Der Kurs vermittelt alles, was du für den FDM 3D Druck wissen musst, in über 60 Lektionen. Der Kurs bringt Anfängerin kürzester Zeit auf mein Level!)
Cura Einstellungen Kalibrieren für den Anycubic Kobra
Die Einstellungen die du in diesem Artikel bisher gesehen hast, sind sehr gute Richtwerte für den Anycubic Kobra. Du solltest aber die wichtigsten Einstellungen, die Drucktemperatur, die Flussrate und den Einzug für jedes Filament neu kalibrieren. Selbst kleinste Abweichungen können hier das Ergebnis ruinieren.
Für die Kalibrierung benötigst du geeignete Objekte. Auf Portalen wie Thingiverse findest du für die meisten Druckfehler passende Objekte die du schnell drucken kannst. Sie provozieren den jeweiligen Fehler, damit du schnell die richtige Einstellung findest.
Es gibt aber auch ein praktisches Plug-In in Cura, das “Calibration Shapes” Plug-In. Wenn du dieses Plugin installiert hast, kannst du über die Benutzeroberfläche geeignete Kalibrierobjekte für verschiedene Einstellungen laden und drucken.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
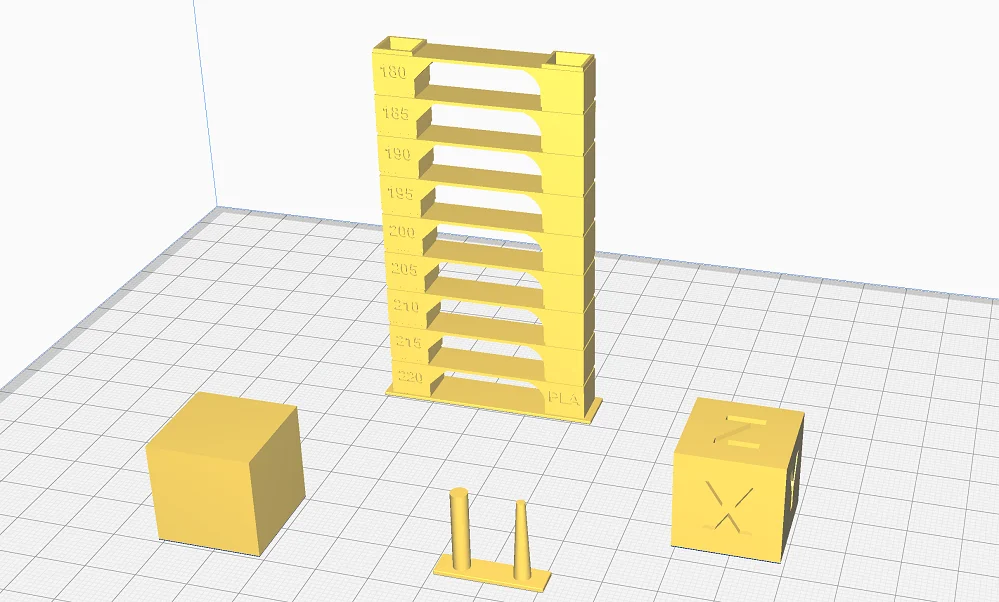
Drucktemperatur Kalibrieren
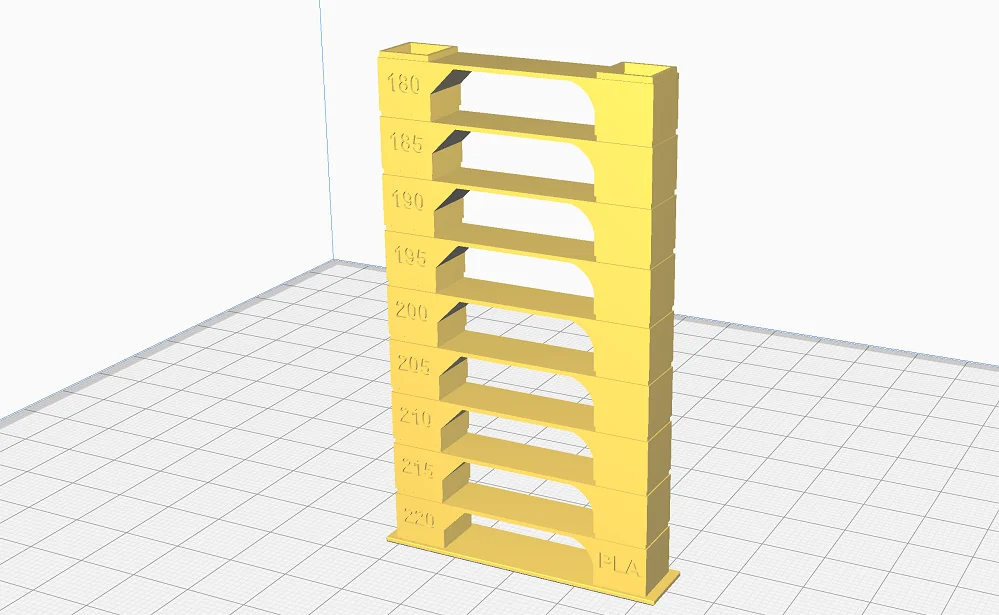

Um die Drucktemperatur zu kalibrieren kannst du am besten einen sogenannten Temperatur Turm verwenden. Dieser Turm besteht aus mehreren Etagen bei denen jeweils eine andere Drucktemperatur verwendet wird. Die Etagen sind so gestaltet, dass Fehler wie Stringing provoziert werden. Dadurch kannst du schnell sehen welche Temperatur perfekt ist.
Der Turm besteht aus so vielen Etagen, dass du die gesamte Temperaturspanne eines Filaments testen kannst. Die richtige Temperatur kannst du dann leicht daran erkennen, dass es keine Druckfehler in der jeweiligen Etage gibt.
Falls dir das zu kompliziert ist, weil du auch einen Skript für die Temperaturänderung benötigst (kann innerhalb Cura über die Benutzeroberfläche konfiguriert werden), kannst du auch das Kalibrierobjekt für die Retraction verwenden. Drucke es einfach mehrfach und ändere die Temperatur jeweils in kleinen Schritten von 5 °C. Damit erkennst du zwar nicht alle Druckfehler die durch eine falsche Temperatur hervorgerufen werden können, bei einem Vergleich der einzelnen Objekte miteinander wirst du aber trotzdem schnell die richtige Temperatur finden.
Fluss Kalibrieren
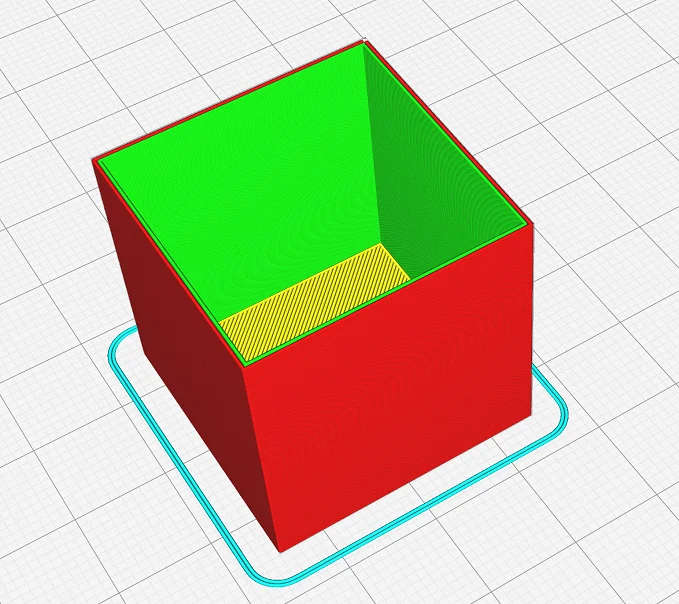
Um die Flussrate zu kalibrieren verwendest du beim Anycubic Kobra genau die gleichen Kalibrierobjekte wie bei anderen 3D Druckern auch. Für die Kalibrierung der Flussrate eignet sich am besten ein hohler Würfel.
Stelle den Druck so ein, dass er mit zwei Wänden gedruckt wird, mit 0% Infill und ohne obere Schichten. Dadurch kannst du die Wandstärke messen sobald der Druck beendet ist.
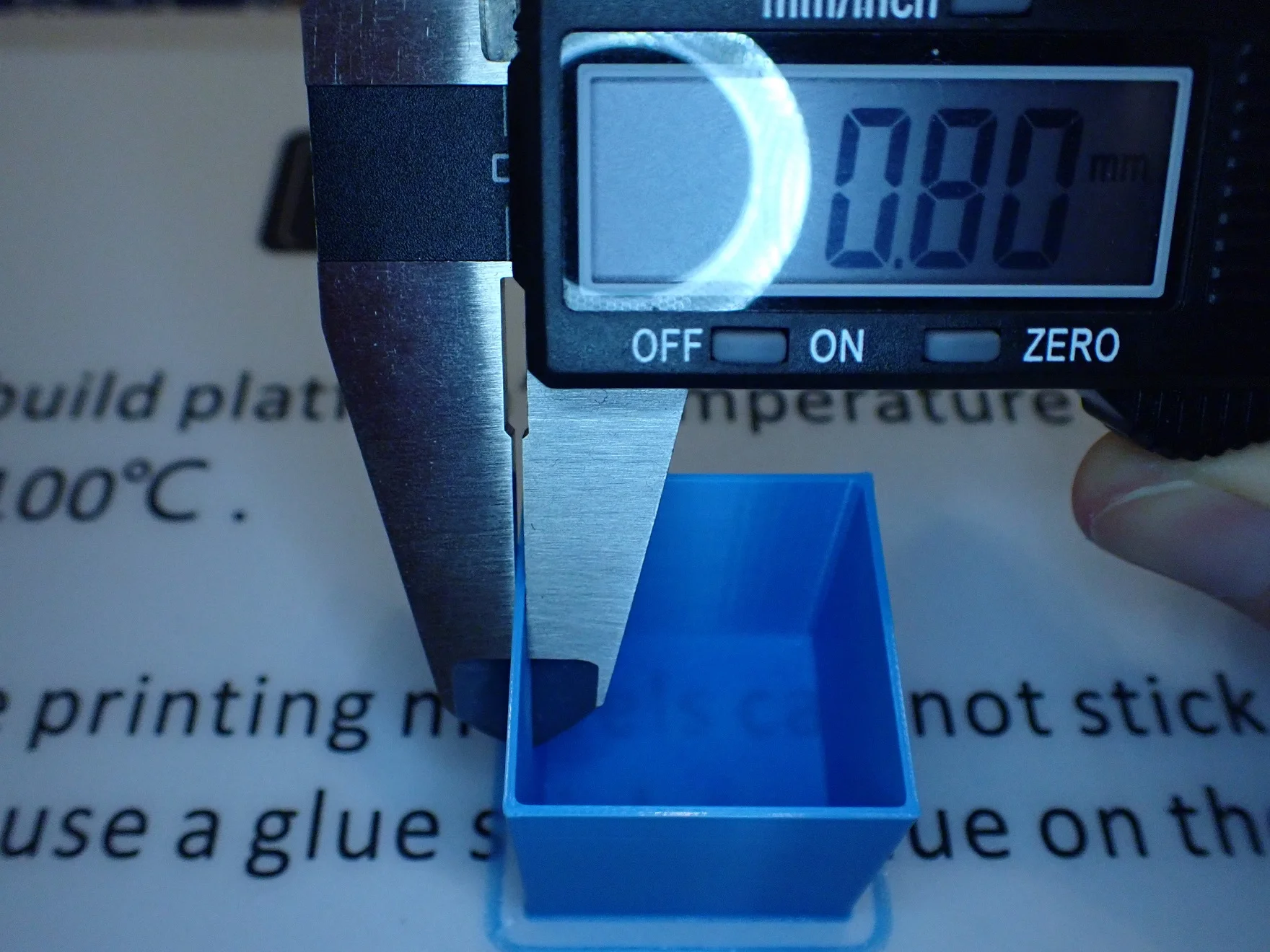
Mit einem Messschieber kannst du leicht die Wanddicke messen um Abweichungen in der Flussrate zu berechnen. Ist die Wanddicke zu hoch, muss die Flussrate dementsprechend reduziert werden, ist die Wanddicke zu klein muss die Flussrate erhöht werden.
Einzug Kalibrieren
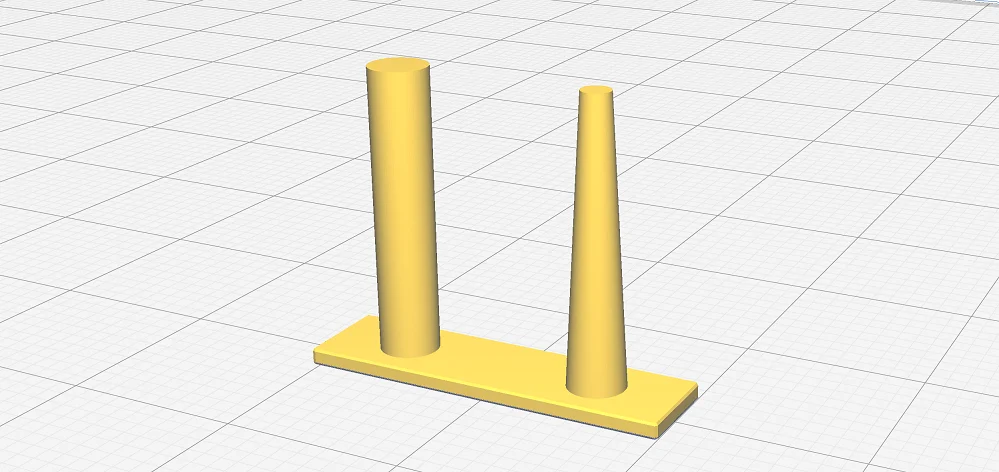
Die Einstellungen für die Retraction haben einen sehr großen Einfluss auf die Druckqualität. Ein zu großer oder ein zu kleiner Einzugsabstand oder eine ungenaue Einzugsgeschwindigkeit können starkes Stringing und andere Druckfehler hervorrufen.
Zum Glück ist es recht einfach diese beiden Parameter für die Retraction zu kalibrieren. Mein Favorit ist das Kalibrierobjekt aus dem Calibration Shapes Plugin in Cura. Es ist so klein, dass du es innerhalb von wenigen Minuten drucken kannst und zeigt dir gut an ob die Einstellungen richtig sind oder noch optimiert werden müssen.
Starte bei den Richtwerten aus diesem Artikel und nähere dich den optimalen Werten in kleinen Schritten. Den Einzugsabstand solltest du in kleinen Schritten von 0,1 mm und die Einzugsgeschwindigkeit in 5 mm/s Schritten anpassen. Denke dabei aber daran, dass du immer nur einen Wert auf einmal ändern solltest, damit du weißt durch welchen Parameter die Änderungen eingetreten ist.
Der Anycubic Kobra ist Perfekt für Anfänger
Falls du dich mit diesem Artikel schon im Vorfeld mit den richtigen Einstellungen auseinandersetzen möchtest bevor du den Anycubic Kobra kaufst, zählst du zu den lobenswerten Wenigen die dies tun!
Falls dich die vielen Werte und die Kalibrierungen abgeschreckt haben, solltest du jedoch nicht vor dem 3D Druck im Ganzen oder vor dem Anycubic Kobra zurückschrecken. Dieser 3D Drucker ist nicht nur günstig, er eignet sich auch perfekt für Anfänger. Er arbeitet sehr präzise, besitzt viele nützliche Features und verzeiht so manchen Fehler in der Bedienung. Dadurch ist es ziemlich einfach die richtigen Einstellungen zu finden, wenn die Standardwerte in diesem Artikel nicht sogar schon perfekt sind.
Fazit
Mit den Cura Einstellungen für den Anycubic Kobra aus diesem Artikel solltest du sehr gute Startwerte für deine ersten Testdrucke haben.
Es kann sein, dass die angegebenen Richtwerte schon perfekt für deinen Drucker und dein verwendetes Filament funktionieren, jedoch würde ich dir in jedem Fall raten die wichtigsten Einstellungen zu kalibrieren. Die Kalibrierung erfordert nur wenig Zeit und wird durch vorhandene Kalibrierobjekte vereinfacht. Es ist also nicht schwer durch wenig Aufwand das Druckergebnis zu perfektionieren.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
