
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
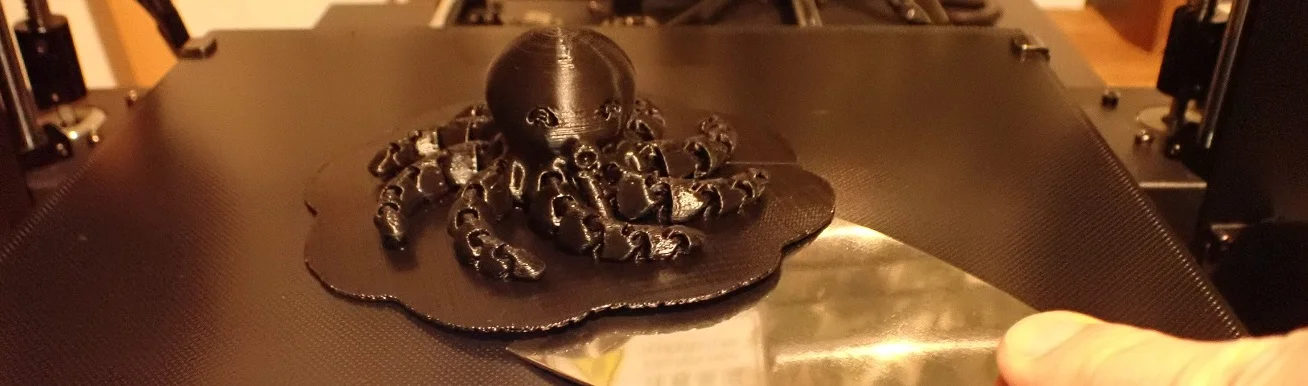
Wenn ein PLA 3D Druck zu schnell und ungleichmäßig ausgekühlt, können sich Teile des Drucks vom Druckbett lösen und sich nach oben ziehen. Diesen Effekt nennt man Warping.
Um Warping bei PLA zu vermeiden sollte das Druckbett richtig nivelliert, der Abstand zwischen Nozzle und Druckbett nicht zu groß, die Druckbett Temperatur hoch genug, die Druckbett Haftung gut genug und die Umgebungstemperatur so homogen wie möglich sein.
In diesem Artikel lernst du alles über die Ursachen von PLA Warping und welche Methoden sich bewährt haben um es zu vermeiden.
Table of Contents:
- 1 Wodurch wird PLA Warping Verursacht?
- 2 Schritt 1: Nivelliere das Druckbett
- 3 Schritt 2: Verringere den Z-Offset
- 4 Schritt 3: Reinige das Druckbett
- 5 Schritt 4: Erhöhe die Druckbett Temperatur
- 6 Schritt 5: Verbessere die Druckbett-Haftung
- 7 Schritt 6: Umgebungstemperatur & Kühlung
- 8 Vermeide einen Elefantenfuß
Wodurch wird PLA Warping Verursacht?
Warping wird durch eine inhomogene Temperatur im Druckobjekt verursacht. Die Temperaturunterschiede erzeugen mechanische Kräfte, die das warme Filament verziehen können. Gleichbleibende Temperaturen verhindern Warping und eine gute Druckbett Haftung kann das Abheben vom Druckbett vermeiden.
3D Druck Filamente werden geschmolzen, gedruckt und härten dann aus. Wie die meisten anderen Materialien auch, dehnt sich das Filament aus wenn es erhitzt wird und zieht sich zusammen wenn es abkühlt.
Da beim 3D Druck die Schmelz- und Abkühlvorgänge fließend ineinander übergehen, entstehen während des Drucks mechanische Kräfte durch das erstarrende Filament. Je stärker der Temperaturunterschied zwischen dem erstarrenden Filament und dem flüssigen Filament ist, desto größer werden die Kräfte.
Um diese mechanischen Kräfte zu reduzieren und damit auch das Entstehen von Warping zu vermeiden, musst du also dafür sorgen dass dieser Temperaturunterschied so klein wie möglich wird. Wenn das komplette Druckobjekt von der ersten bis zur letzten Schicht während des Drucks die gleiche Temperatur hätte, wäre dies ideal und es würde keinerlei Warping entstehen.
Es gibt Filamente bei denen Warping wahrscheinlicher ist als bei anderen. Obwohl es bei PLA häufig auftritt, ist es bei anderen Filamenten wie ABS noch viel wahrscheinlicher. Trotzdem gelten dieselben Prinzipien und Abstellmaßnahmen.
Im Folgenden lernst du alle Methoden um PLA Warping zu vermeiden. Die Reihenfolge bestimmt dabei die Priorität mit der du die Methoden anwenden solltest.
Schritt 1: Nivelliere das Druckbett

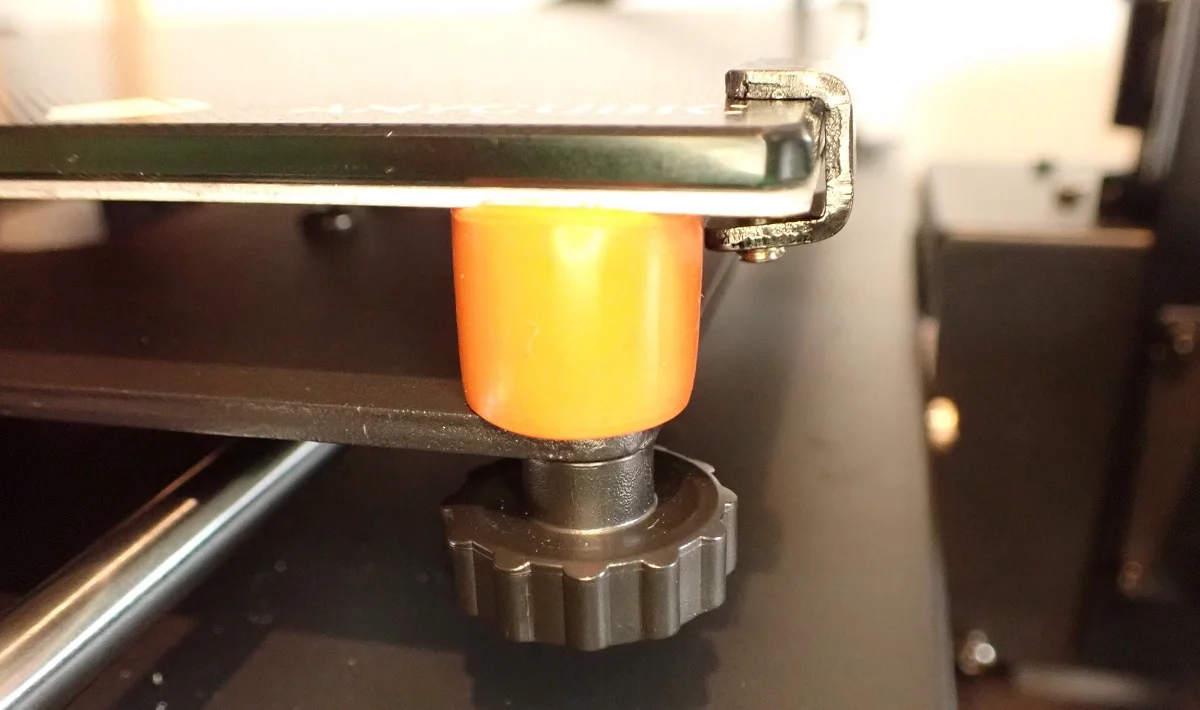
Immer wenn du Probleme mit deinen ersten Schichten hast, solltest du dein Druckbett neu nivellieren. Ein falsch nivelliertes Druckbett kann eine ganze Reihe von Druckfehlern produzieren. Daher ist es wichtig diese Fehlerursache als erstes auszuschließen.
Ein starkes Anzeichen für ein nicht richtig nivelliertes Druckbett in Kombination mit Warping bei PLA ist, wenn sich nicht alle Ecken des Objekts gleichmäßig verziehen. Wenn sich nur eine oder zwei Ecken verzieren, ist eine ungewollte Neigung im Druckbett der wahrscheinlichste Auslöser.
Wenn du bei deinem 3D Drucker manuell nivellieren musst, dann mache dies mindestens an allen vier Ecken und zur Überprüfung in der Mitte. Wenn dein 3D Drucker eine automatische Druckbett Nivellierung hat, solltest du sie ab und zu kontrollieren.
Je nachdem wie deine Druckplatte befestigt ist und wie du mit dieser umgehst, musst du die Druckbett Nivellierung in regelmäßigen Abständen wiederholen. Gewissenhafte Anwender tun dies alle 5-10 Drucke. Meistens reicht es aber aus, wenn du das Druckbett erst nivellierst, sobald du auf Druckfehler stößt. Die Druckbett Nivellierung ist immer die erste Ursache die du bei Druckfehlern ausschließen solltest.
SELTENE URSACHE – GEWÖLBTES DRUCKBETT: In sehr seltenen Fällen kann es sein, dass das Druckbett des 3D Druckers an sich schon nicht eben, sondern gewölbt ist. Wenn dies der Fall sein sollte, solltest du es beim Hersteller ersetzen lassen oder dir ein Glasbett besorgen. Ein Druckbett aus Glas ist extrem selten gewölbt und verzieht sich auch während des Drucks nicht.
Schritt 2: Verringere den Z-Offset
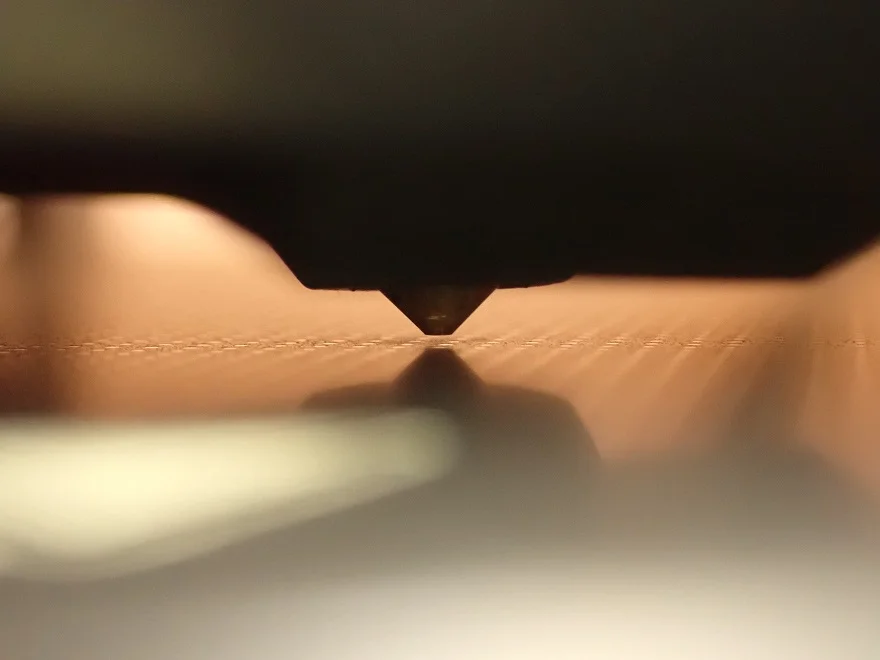
Neben der Neigung des Druckbetts, die du bei der Druckbett Nivellierung einstellst, ist auch der Z-Offset wichtig. Eine optimale erste Schicht ist der Schlüssel um Warping bei PLA zu vermeiden.
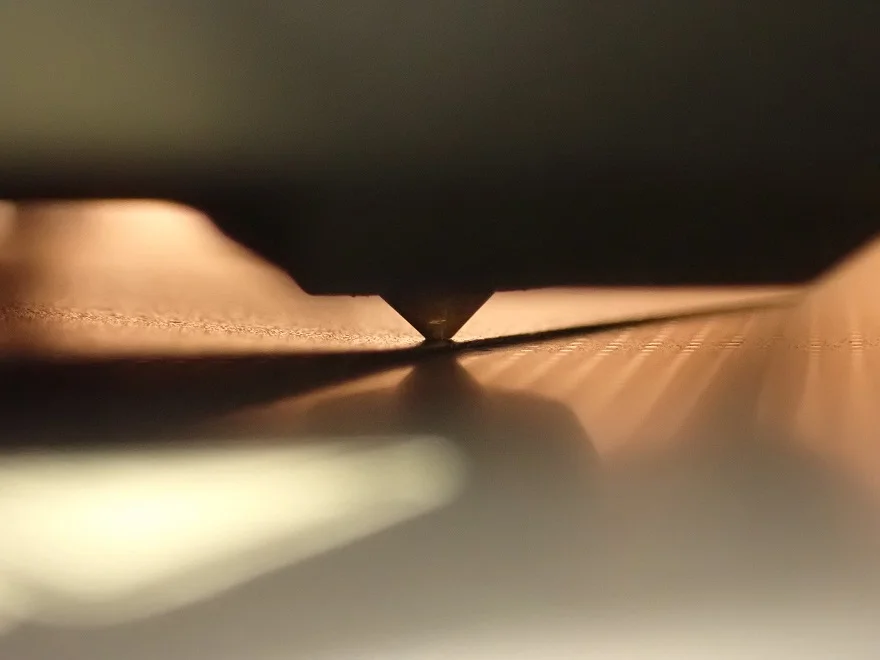
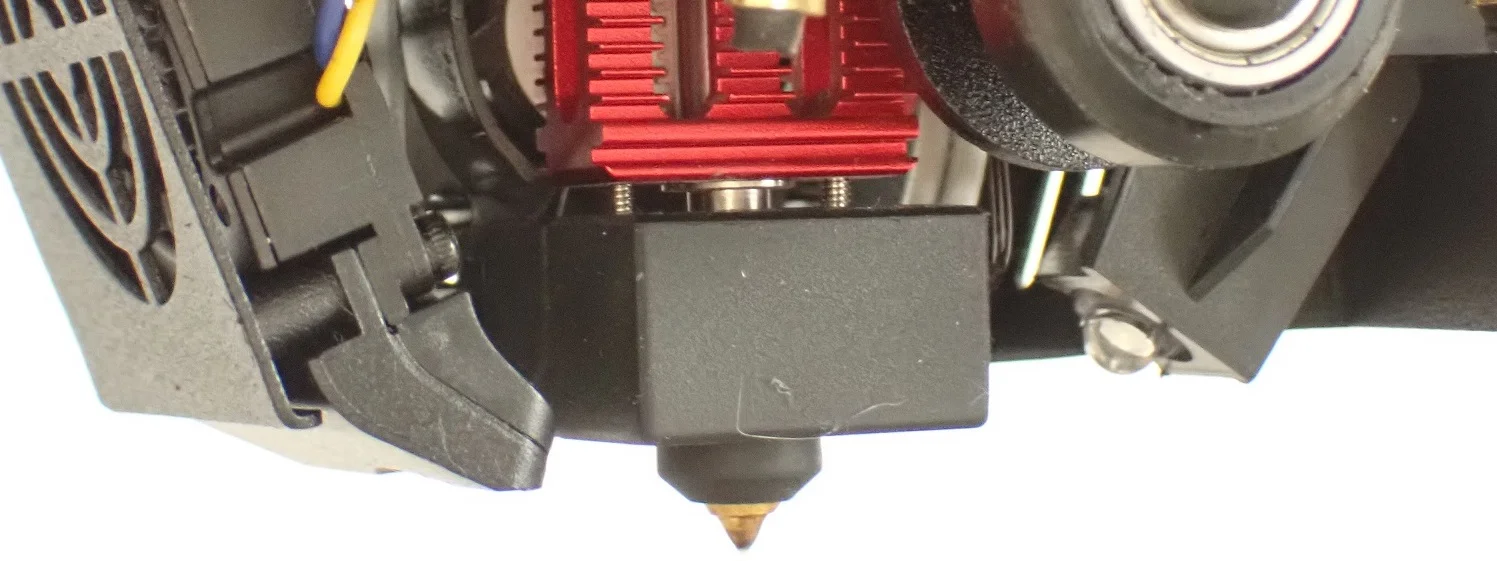
Wenn der Abstand zwischen Nozzle und Druckbett zu groß ist, haftet nur ein kleiner Teil des Filament Strangs auf dem Druckbett und kühlt auf dem Weg dahin zu schnell aus. Wenn der Abstand aber zu gering ist, hat das Filament zu wenig Platz und muss zu den Seiten ausweichen – es entsteht ein Elefantenfuß (mehr dazu am Ende des Artikels oder in diesem ausführlichen Guide dazu).
Du musst also den richtigen Abstand zwischen Nozzle und Druckbett finden. Wenn du Warping bei PLA hast, kann es gut sein, dass dein Abstand zu groß ist.
Ein guter Start um den Abstand korrekt einzustellen ist die bewährte Papiermethode bei der Druckbett Nivellierung. Dabei verwendest du ein Stück Papier mit einer Dicke von ca 0,1 mm um den Abstand der Nozzle zum Druckbett einzustellen. Wenn du das Papier mit etwas Reibung zwischen Nozzle und Druckbett bewegen kannst, ist der Abstand richtig eingestellt.
Falls du mit PLA trotzdem Warping beobachtest, kannst du versuchen den Z-Offset um 0,05 mm zu verringern.
Schritt 3: Reinige das Druckbett
Warum eine gute Druckbett Haftung wichtig ist um Warping bei PLA zu vermeiden und wie du die Haftung erhöhen kannst, erfährst du später in diesem Artikel. Wenn du dein Druckbett nicht gut genug gereinigt hast, hat das Filament aber erst gar keine Chance sich mit dem Druckbett zu verbinden und eine gute Haftung zu erzeugen. Dann ist Warping vorprogrammiert!
Befreie das Druckbett von alten Filament Resten, Staub und anderen Fremdkörpern. Spätestens wenn du Warping oder andere Probleme der ersten Schichten feststellst, solltest du das Druckbett mit Spüli oder Isopropylalkohol von Fett befreien. Erst dann kann eine gute Druckbett Haftung entstehen.
Wie du verschiedene Druckbett Oberflächen richtig reinigst, kannst du in diesem Artikel nachlesen: Druckbett Reinigung bei 3D Druckern: PEI, Glas, Spray, Tape
Schritt 4: Erhöhe die Druckbett Temperatur
Eine homogene Temperatur im Druckobjekt verhindert Warping. Ein beheiztes Druckbett ist die beste Möglichkeit die Temperaturverteilung homogen zu machen. Ist die Druckbett Temperatur und die Haftung zu gering, können sich einzelne Ecken oder das ganze Objekt vom Druckbett durch Warping lösen.
Mittlerweile besitzen so gut wie alle 3D Drucker ein beheiztes Druckbett. Falls du noch ein älteres Modell besitzt, dass kein beheiztes Druckbett eingebaut hat, wäre ein beheiztes Druckbett eine gute Investition und Möglichkeit um Warping bei PLA und anderen Filamenten wie ABS zu vermeiden.
NICHT ZU HEIß: Ein beheiztes Druckbett ist aber noch nicht das Wundermittel gegen Warping bei PLA. Wenn du die Druckbett Temperatur zu hoch einstellst, könnte ein Elefantenfuß entstehen. Dabei fließen die ersten Schichten zu weit auseinander (mehr dazu am Ende des Artikels).
Die richtige Druckbett Temperatur ist für jedes Filament und jede Druckbett Oberfläche anders. Der beste Startpunkt für PLA sind 60 °C. Falls du trotzdem Warping entdeckst und dabei kein Elefantenfuß entsteht, kannst du die Druckbett Temperatur weiter erhöhen. Falls ein Elefantenfuß entsteht, solltest du die Druckbett Temperatur verringern.
HOMOGENE DRUCKBETT TEMPERATUR: Wenn du bemerkst, dass Objekte an einer bestimmten Stelle des Druckbetts kein Warping zeigen und an einer anderen Stelle schon, könnte es sein, dass die Temperaturverteilung deines Druckbetts nicht homogen ist. Dies ist aber recht selten, und besonders bei Glasdruckbetten weniger wahrscheinlich.
WARTEN: Wahrscheinlicher ist es, dass eine inhomogene Temperaturverteilung über das gesamte Druckbett später erfolgt, als es dir dein 3D Drucker mitteilt. Viele 3D Drucker fangen direkt an zu drucken sobald der Temperatursensor die eingestellte Temperatur erreicht hat. Der Temperatursensor sitzt jedoch meistens nicht auf dem Druckbett, sondern darunter.
Bis die Temperatur durch eine dicke Glasplatte hindurch gekommen ist, kann es einige Minuten dauern. Um sicher zu gehen solltest du daher 5-10 Minuten warten bis du mit dem Druck anfängst nachdem die Temperatur laut 3D Drucker erreicht wurde.
Schritt 5: Verbessere die Druckbett-Haftung
Du kannst die Druckbett Haftung auf verschiedene Arten erhöhen. Manchmal führen auch Kombinationen der einzelnen Lösungen zum Ziel. Der Anfang ist jedoch immer das richtige Druckbett Material.
Für PLA hat sich haben sich Druckplatten aus Glas* bewiesen. Sie sind sehr glatt, extrem eben und verziehen sich nicht mit der Zeit. Außerdem ist ihre Temperaturleitung zwar gut, aber sehr langsam, wodurch ihre Temperaturverteilung sehr homogen ist.
Zwischen den einzelnen Herstellern unterscheiden sich die Glas Druckplatten aber teilweise deutlich. Mittlerweile sind die meisten Druckbetten aus Glas mit einer texturierten Oberfläche versehen, um die Druckbett Haftung noch weiter zu erhöhen. Je nachdem wie diese Oberfläche geschaffen ist, kann die Druckbett Haftung exzellent oder mittelmäßig sein.
Mit den folgenden Methoden kannst du deine Druckbett Haftung noch weiter erhöhen:
DRUCKGESCHWINDIGKEIT DER ERSTEN SCHICHTEN: Oft reicht es aus, wenn du die Druckgeschwindigkeit für die ersten Schichten verringerst, um die Druckbett Haftung zu erhöhen. Wenn die ersten Schichten zu schnell gedruckt werden, hat das Filament zu wenig Zeit, um eine gute Bindung mit dem Druckbett einzugehen.
Die Druckgeschwindigkeit der ersten Schichten sollte etwa die Hälfte der normalen Druckgeschwindigkeit betragen. Du kannst aber auch in kleinen Schritten versuchen die Druckgeschwindigkeit zu verringern um den Effekt besser nachvollziehen zu können und die optimale Geschwindigkeit zu finden.
RAFT: Ein Raft zu drucken ist eine bewährte Methode um die Druckbett Haftung zu erhöhen. Ein Raft sind dicke erste Schichten die einen größeren Durchmesser haben als dein Druckobjekt. Dadurch erhöht du die Oberfläche Fläche zwischen deinem Druckbett und dem Druckobjekt, wodurch die Oberflächenspannung und damit die Druckbett Haftung erhöht wird.
In Cura kannst du das Raft über die Einstellungen größer, kleiner, dicker oder dünner einstellen und den Abstand zwischen der obersten Schicht des Rafts und deines Druckobjekts so einstellen, dass du es danach leichter entfernen kannst.
Der Nachteil eines Rafts ist, dass du keine so glatte unterste Schicht bekommst wie ohne Raft.
BRIM: Ein Brim ist sehr ähnlich zu einem Raft. Ein Brim liegt jedoch nur außerhalb des Druckobjekts und nicht darunter. Das heißt, dass die unterste Schicht deines Modells trotzdem auf deinem Druckbett haftet und der Brim außen an den ersten Schichten gedruckt wird und damit die Druckbett Haftung erhöht.
Zwar bleibt die unterste Schicht deines Modells gewohnt glatt, jedoch ist es schwierig, bis gar unmöglich, das Brim restlos von den ersten Schichten deines Objekts zu entfernen. Die Oberfläche wird dort relativ rau sein, wenn du sie nicht nachbearbeitest.
RUNDE ECKEN: Genauso wie ein Brim funktionieren auch sogenannte Mäuseohren. Im Prinzip sind dies nur runde Scheiben die du im Slicer unter die Ecken deines Objekts legst.
Da besonders scharfe Ecken häufig unter Warping leiden, ist dies eine gute Möglichkeit die Wahrscheinlichkeit dafür stark zu reduzieren. Jedoch hast du hier genau den gleichen Nachteil wie bei Rafts oder Brims: du musst die Scheiben nach den Druck von deinem Objekt entfernen, was manchmal nicht ohne zurückbleibende Schäden möglich ist. Hier findest du ein Model für Mäuseohren auf Thingiverse.

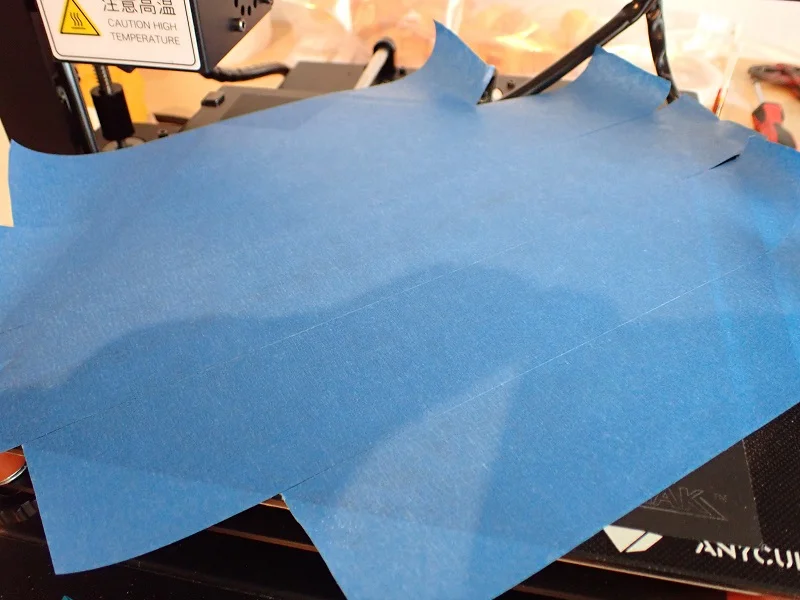
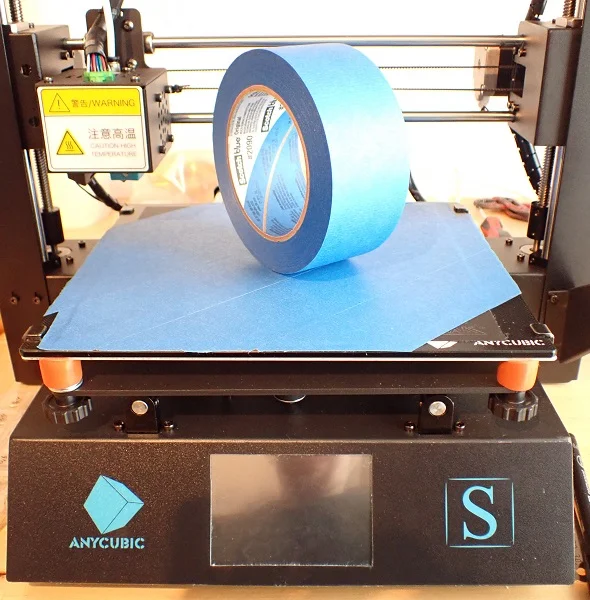
BLUE TAPE: Die Druckbett Haftung mancher 3D Drucker lässt sich mit Blue Tape erhöhen. Dies ist eine besondere Art von Malerkrepp die in der 3D Druck Community sehr beliebt ist. Die Rückseite des Klebebandes hat eine raue Oberfläche die die Haftung des Filaments begünstigt. Besonders für PLA kann Blue Tape die richtige Lösung sein, um die Druckbett Haftung zu erhöhen und Warping zu verhindern.
PEI FOLIE: PEI-Folien* sind selbstklebende Folien die du in der passenden Größe für dein Druckbett kaufen kannst. Die Oberfläche von PEI-Folien begünstigt die Haftung von flüssigem Filament auf dem Druckbett. Für PLA eignen sich PEI Folien sehr gut, wobei du beachten musst, dass du die Z0-Position neu kalibrieren musst und die Druckbett Temperatur ein paar Grad höher einstellen solltest.
BUILDTAK: BuildTak Folien* sind auch spezielle selbstklebende Folien die du auf dein Druckbett aufbringen kannst. Für Standard Filamente wie PLA und ABS ist eine BuildTak Oberfläche sehr gut geeignet. Aber auch Nylon* und flexible Filamente wie TPU können auf BuildTak Folien gedruckt werden. Achte bei dem Aufkleben darauf, dass du das Druckbett vorher gründlich reinigst und es anschließend neu nivellierst.
HAARSPRAY: Wenn du nicht auf eine neue Druckbett Oberfläche warten möchtest, kannst du auch zu improvisierten Methoden greifen. Eine davon ist Haarspray. Haarspray ist ziemlich klebrig um seine Funktion zu erfüllen. Wenn du es auf das Druckbett sprühst kannst du diese Klebrigkeit ausnutzen um die Druckbett Haftung zu erhöhen. Haarspray darf nicht in das Innere des 3D Druckers gelangen. Wenn du ein abnehmbares Druckbett hast, solltest du damit in einen anderen Raum gehen und es dort besprühen.

KLEBESTIFT: Genauso wie Haarspray zählt ein Klebestift zu den eher improvisierten Methoden. Klebestifte können aber schnell die Lösung für eine schlechte Druckbett Haftung darstellen. Ein ganz normaler haushaltsüblicher Klebestift reicht dafür aus, es gibt aber mittlerweile auch spezialisierte Klebestifte für 3D Drucker* die noch besser funktionieren. Wie du dir aber vorstellen kannst, ist der große Nachteil von Klebestift, dass du sowohl das Druckbett als auch das gedruckte Objekt nach dem Drucken von Kleberesten befreien musst.
ABS JUICE: Es gibt viele Anwender die auf ABS Juice schwören. Dieser Saft besteht aus einer Mischung von ABS Filament und Aceton. Aceton löst ABS auf, wodurch eine klebrige Substanz entsteht. Je nachdem wie viel Aceton du zu dem ABS Filament gibst, entsteht entweder der ABS Juice oder der sogenannte ABS Slurry. Wenn du diese Flüssigkeit auf dem Druckbett gleichmäßig verteilst, entsteht eine sehr starke Druckbett Haftung. Aceton ist jedoch gefährlich und schwierig im Umgang und die Reinigung des Druckbetts und des gedruckten Objekts ist aufwendig.
Schritt 6: Umgebungstemperatur & Kühlung
Nicht nur die Druckbett Temperatur ist entscheidend um Warping zu verhindern. Auch die Umgebungstemperatur ist extrem wichtig um diesen Druckfehler zu vermeiden.
Wenn du das Objekt während des Drucks auf einer konstanten Temperatur halten könntest, würde Warping bei PLA nicht entstehen. Daher sind diverse Methoden um dies zu gewährleisten mögliche Lösungen.
LÜFTER: Eine Kühlung des Objekts ist wichtig um Stringing bei PLA zu vermeiden und das Bridging-Verhalten zu verbessern. Ganz solltest du den Lüfter also nicht ausstellen. Die Drehzahl etwas zu verringern könnte aber helfen, um Warping bei PLA zu verhindern.
Besonders solltest du aber den Lüfter erst nach den ersten paar Schichten einschalten. Wenn die Teile-Kühlung während der ersten Schichten deaktiviert ist, hat das Filament eine höhere Chance eine haftende Bindung zum Druckbett einzugehen.
RAUMTEMPERATUR: Einer der wichtigsten Faktoren bei der Umgebungstemperatur ist eine konstante Raumtemperatur. Häufig ist ein kalter Luftstrom über das Druckobjekt die Ursache für Warping bei PLA. Während des Drucks solltest du also darauf achten, dass der Drucker windgeschützt ist und die Raumtemperatur während des Drucks sich nicht stark verändert.

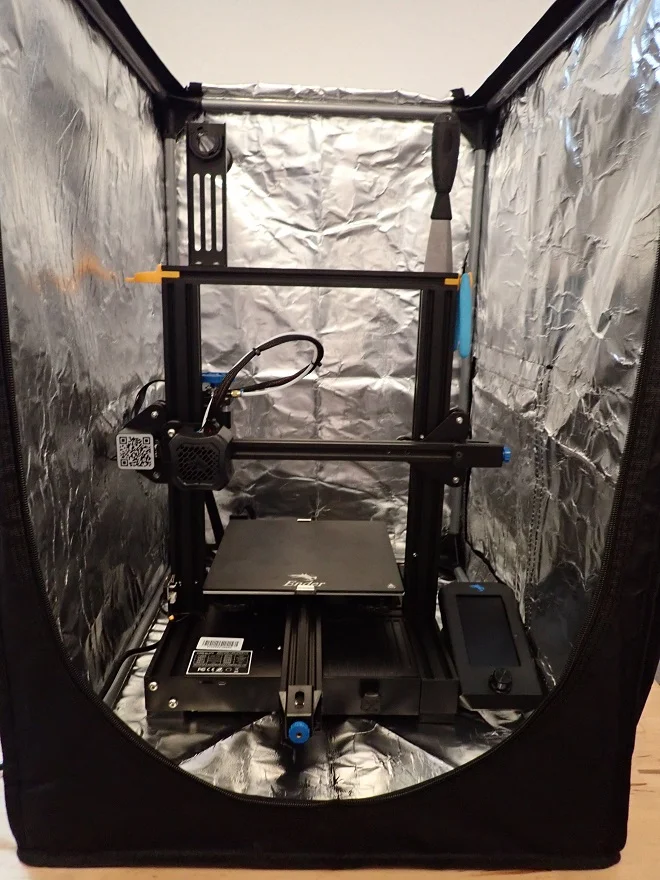
GEHÄUSE: Um die Umgebungstemperatur des Druckobjekts gleichbleibend zu halten, kannst du nicht nur dafür sorgen, dass die Raumtemperatur konstant bleibt, du kannst auch einfach den Raum durch ein Gehäuse verkleinern. Die Temperatur in einem Gehäuse gleichbleibend zu halten ist wesentlich einfacher als die eines ganzen Raumes.
Du findest mittlerweile günstige Gehäuse für alle 3D Drucker Größen*, du kannst dir natürlich auch ein Gehäuse selber bauen.
WINDSCHUTZ AKTIVIEREN: Wie schon beschrieben, sind kalte Luftströme einer der häufigsten Auslöser für PLA Warping. Wenn die oben beschriebenen Maßnahmen die Luftströme nicht beseitigt haben, oder du erst eine günstige Alternative ausprobieren möchtest, kannst du in Cura den Windschutz aktivieren (Draft Shield in der englischen Version).
Durch diese Option druckt dein 3D Drucker um das Objekt herum eine Mauer die Luftströme abblockt. Besonders für PLA kann dies eine schnelle und günstige Maßnahme sein um Warping zu verhindern.
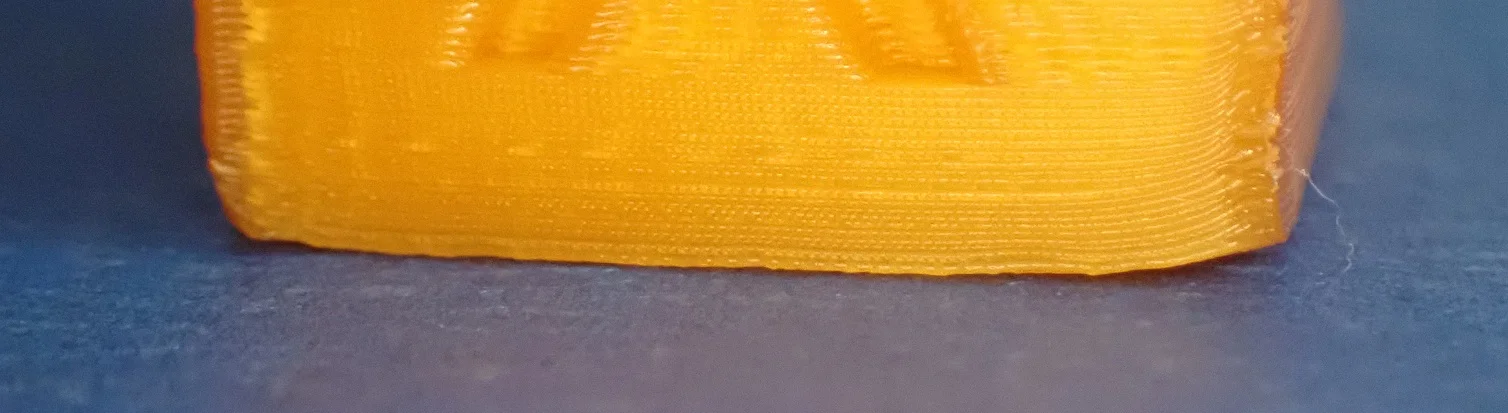
Vermeide einen Elefantenfuß
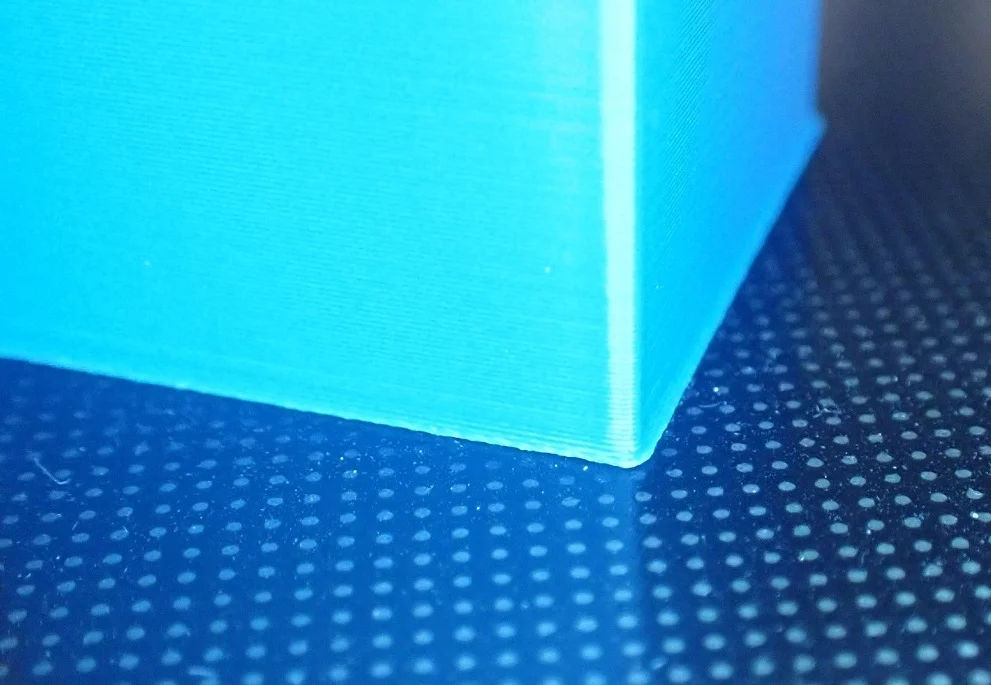
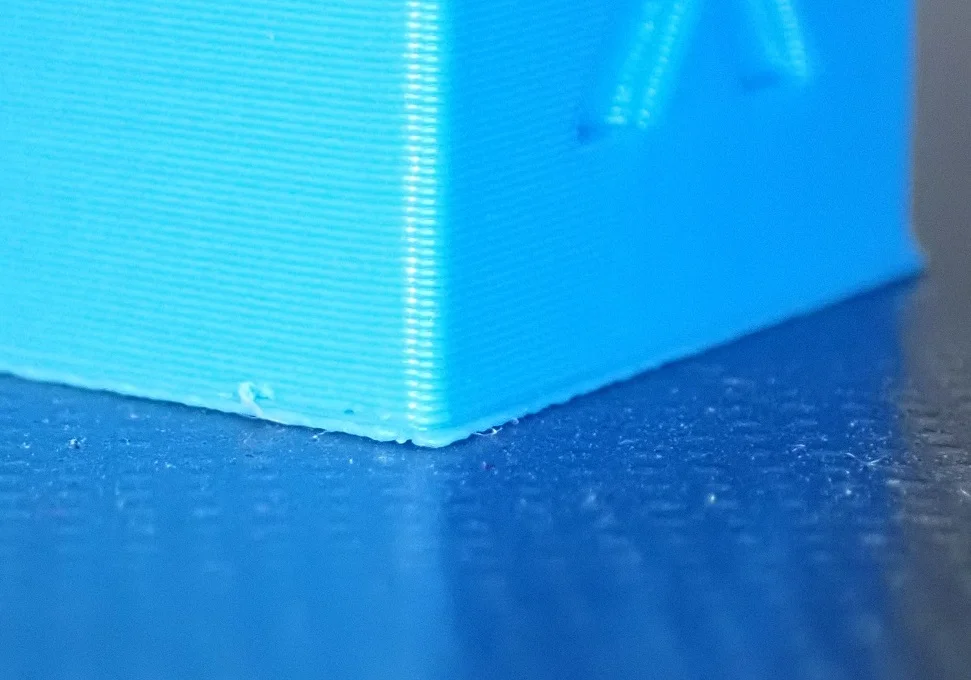
Um Warping zu verhindern, ist die richtige Druckbett Temperatur wichtig. Wenn die Druckbett Temperatur zu hoch eingestellt ist, können noch ganz andere Druckfehler entstehen. Einer dieser Fehler ist der gefürchtete Elefantenfuß!
Ein Elefantenfuß beim 3D Drucken entsteht meistens dadurch, dass die Druckbett Temperatur zu hoch ist und/oder das Objekt mit seinem hohen Eigengewicht die ersten Layer zusammendrückt. Eine Reduzierung der Druckbett Temperatur und weniger Infill können Elefantenfüße vermeiden.
Es gibt aber auch noch ein paar andere Methoden um einen Elefantenfuß, vor allem bei PLA, zu vermeiden. Hier sind sie in der Reihenfolge ihrer Priorität aufgelistet:
DRUCKBETT NIVELLIERUNG: Ein Elefantenfuß kann auch dadurch entstehen, dass dein Druckbett nicht richtig nivelliert und justiert ist. Nicht nur die Neigung ist wichtig, sondern auch die Justierung der Z0-Position.
Wenn die Neigung nicht richtig eingestellt ist, kann der Elefantenfuß an einer Ecke oder Seite entstehen. Wenn die Z0-Position zu hoch ist, also die Nozzle zu nah am Druckbett ist, entsteht der Elefantenfuß am kompletten Objekt. Dann hat das Filament zu wenig Platz und weicht zu den Seiten hin aus, was einen Elefantenfuß bewirkt.
Wenn du also bemerkst, dass du einen Elefantenfuß an deinen Objekten hast, solltest du als allererstes dein Druckbett neu nivellieren und die Z0-Position überprüfen.
DRUCKBETT TEMPERATUR VERRINGERN: Nach einem nicht richtig nivellierten Druckbett, ist eine zu hohe Druckbett Temperatur die Hauptursache für Elefantenfüße. Wenn die Nivellierung deines Druckbetts nicht die Lösung war, solltest du die Druckbett Temperatur in kleinen Schritten verringern und testen. Die meisten Fälle von Elefantenfüßen lassen sich hierdurch abstellen.
RAFT: Ein Raft kann bei Elefantenfüßen auf zweierlei Wegen helfen. Dadurch, dass du wahrscheinlich die Druckbett Temperatur verringert hast, wird die Druckbett Haftung auch etwas schlechter sein als vorher. Um dies auszugleichen könntest du einen Raft drucken.
Elefantenfüße betreffen die ersten Lagen deines Objekts. Mit einem Raft opferst du quasi die ersten Schichten des Rafts, die die ungewollte Ausdehnung aufnehmen. So werden die tatsächlichen ersten Schichten deines Objekts richtig gedruckt.
INFILL VERRINGERN ODER OBJEKT TEILEN: In seltenen Fällen kann ein Elefantenfuß auch dadurch entstehen, dass dein Objekt einfach zu schwer ist. Besonders bei großformatigen Druckern ist dies häufiger ein Problem.
Wenn alle anderen Methoden die vor diesem Punkt kamen keine Lösung waren, könntest du versuchen die Infill Dichte zu verringern oder das Objekt zu teilen, um das Gewicht zu verringern.
FASE AN DEN ERSTEN SCHICHTEN: Die letzte Methode um mit Elefantenfüßen umzugehen, ist die Konstruktion einer Fase an den ersten Schichten. Mit einer solchen Fase, die am besten 45° beträgt, kompensiert du die Ausdehnung durch den Elefantenfuß.
Wie du dir vorstellen kannst, benötigt dies ein paar Testdrucke bis du den perfekten Winkel und die richtige Höhe für die Fase gefunden hast.

Mehr Details im kompletten Guide:
Elefantenfuß im 3D Druck Vermeiden | Alle Lösungen und Notlösungen
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
