
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Eine PEI-Folie ist ein sinnvolles Upgrade um die Druckbett Haftung zu erhöhen. Besonders für PETG ist PEI hervorragend geeignet, aber auch andere Standard Filamente wie PLA oder ABS haften meistens gut auf dieser Druckbett Oberfläche.
Da PEI-Folie aber nicht gleich PEI-Folie ist, kann es sein, dass es bei manchen Produkten besonders bei PLA zu einer schlechten Druckbett Haftung kommen kann. Als erstes solltest du sichergehen, dass deine PEI-Folie auch wirklich aus PEI ist und du sie von einem vertrauenswürdigen Hersteller kaufst. Mit dieser PEI-Folie* hatt ich bisher eine exzellente Druckbett Haftung mit PLA.
Für eine gute Druckbett Haftung von PLA auf PEI muss das Druckbett gut nivelliert und frei von Fetten und Ölen sein. Zur weiteren Verbesserung der Haftung kann die Druckgeschwindigkeit der ersten Schichten verringert, die Druckbett Temperatur erhöht oder die PEI-Folie aufgeraut werden.
Welche Option dir noch zur Verfügung stehen und wie du dies im Einzelnen tust, erfährst du in diesem detaillierten Guide.
Druckbett Nivellieren
Egal welches Problem du mit den ersten Schichten deines 3D Drucks hast, ist der erste Lösungsansatz immer das Druckbett neu zu nivellieren. Ein nicht korrekt nivelliertes Druckbett kann zu einer ganzen Reihe von Druckfehlern führen. Diese Maßnahme ist auch schnell und einfach erledigt und kann dir viel Ärger ersparen.
Ein starkes Indiz darauf, dass dein Druckbett nicht richtig nivelliert ist, ist wenn sich nur Teile der ersten Schicht von deinem Druckbett abheben. Wenn der Abstand der Nozzle zum Druckbett an einer Ecke größer ist als einer einer anderen, wird die Druckbett Haftung dort auch schlechter sein.
Du kannst dein Druckbett entweder mit der Papiermethode nivellieren, einen automatischen Druckbett Nivellier Sensor wie den BL-Touch oder CR-Touch verwenden, oder andere Tools für die Druckbett Nivellierung verwenden.
Achte bei der Papiermethode darauf, dass du einen Papier mit einer Dicke von ca 0,1 mm verwendest. Wenn das Papier zu dick ist, könnte der Abstand der Nozzle zum Druckbett zu groß sein, was zu einer schlechten Druckbett Haftung führen würde.
Es gibt mittlerweile auch viele 3D Drucker die eine automatische Druckbett Nivellierung standardmäßig verbaut haben. Wenn du einen solchen 3D Drucker besitzt, solltest du das Druckbett trotzdem regelmäßig manuell nivellieren um den automatischen Prozess zu überprüfen.
Druckbett mit 99% Isopropylalkohol Reinigen
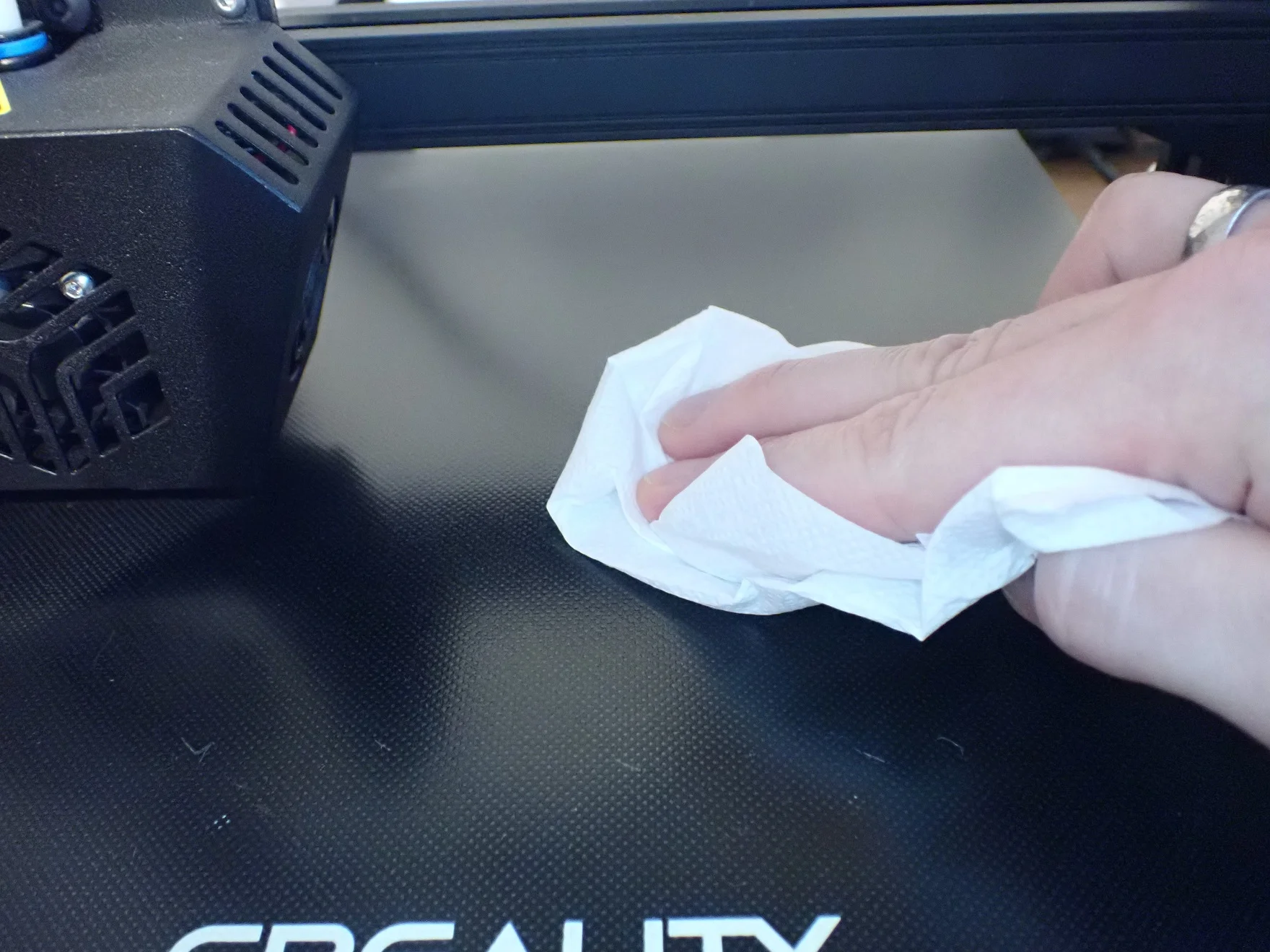
Einer der häufigsten Gründe für eine schlechte Druckbett Haftung zwischen PLA und PEI sind Öle und Fette auf dem Druckbett. Auch Fingerabdrücke reichen schon aus um die Druckbett Haftung stark zu verringern.
Am besten ist es deshalb, wenn du das Druckbett bzw. die PEI-Folie vor jedem Druck mit 99% Isopropylalkohol* reinigst. Manchmal reicht auch heißes Wasser mit Spüli aus, viel besser ist jedoch die Reinigung mit Isopropylalkohol, da es restlos verdampft und du damit alle Fett- und Ölreste vom Druckbett entfernen kannst.
Auch wenn PEI normalerweise eine sehr gute Haftung mit PLA eingeht, wird diese Haftung durch Fette und Öle sofort zerstört. Andere Druckbett Oberflächen reagieren nicht so empfindlich auf Fette und Öle, weshalb dir diese Maßnahme vielleicht etwas übertrieben vorkommt. Bei PEI ist es aber tatsächlich notwendig, dass die Oberfläche des Druckbetts so sauber wie möglich ist.
Achte darauf, dass das Isopropylalkohol eine 99% Konzentration besitzt. Bei geringeren Konzentrationen können Überreste der Additive auf dem Druckbett zurückbleiben die die Druckbett Haftung wieder negativ beeinflussen.
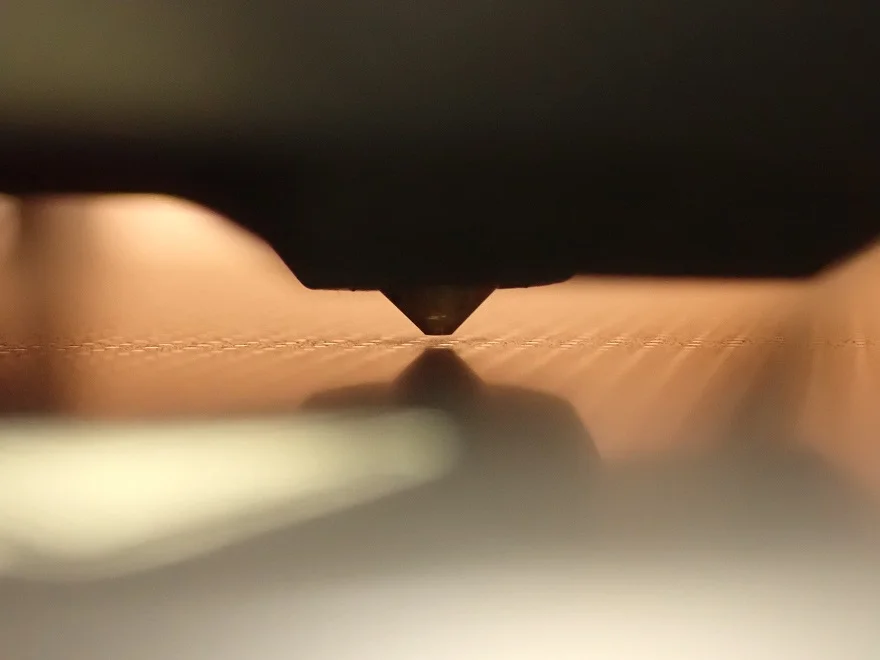
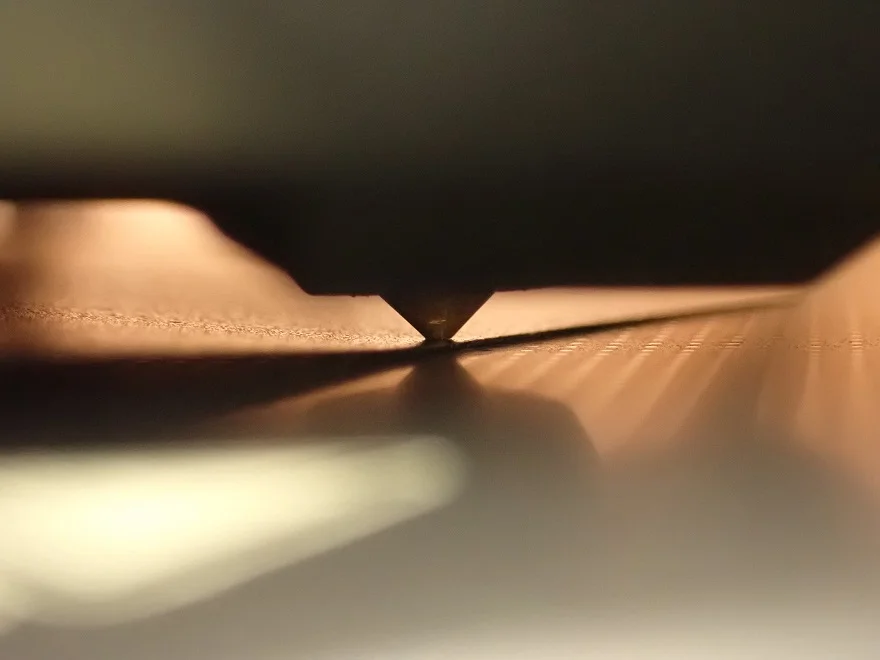
Z0-Position Verringern
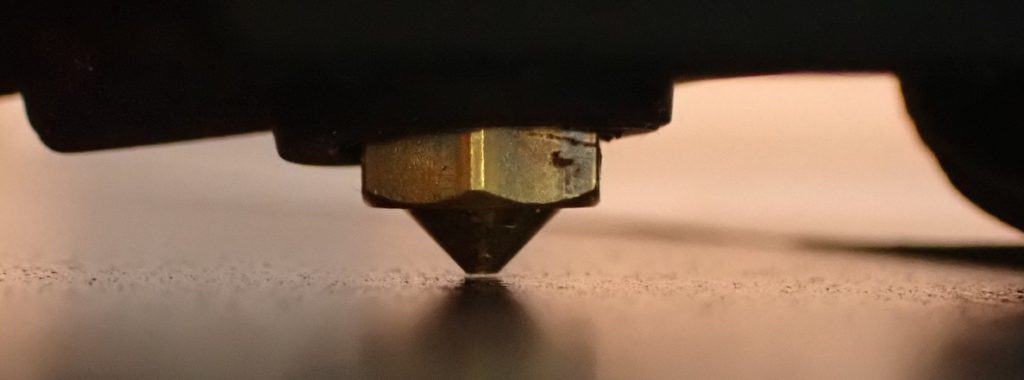
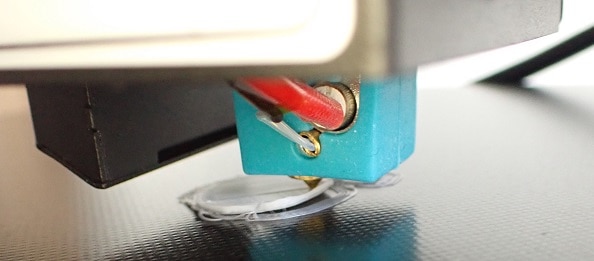
Die Z0-Position ist für eine gute Druckbett Haftung von entscheidender Bedeutung. Wenn der Abstand zwischen Nozzle und Druckbett zu groß ist, hat das Filament keine Chance sich richtig mit der PEI-Folie zu verbinden.
Das Filament muss beim Extrudieren der ersten Schicht etwas auf das Druckbett gequetscht werden, damit die Oberfläche zwischen dem Filament Strang und dem Druckbett groß genug ist um eine gute Haftung einzugehen.
Bei der Druckbett Nivellierung wird die Z0-Position meistens mit eingestellt. Bei den meisten Druckern kannst du die Z0-Position aber auch im Menü in 0,01 mm Schritten manuell anpassen. Wenn du zur Druckbett Nivellierung Papier verwendest, solltest du darauf achten, dass das Papier eine Dicke von 0,1 mm hat (Standardpapier ist meistens 0,1 mm dick, du kannst es aber auch mit einem Messschieber nachmessen).
Manchmal ist es nicht ganz einfach zu erkennen, ob der Abstand zwischen Nozzle und Druckbett zu groß ist. Offensichtlich wird es erst, wenn der Filament Strang quasi nur auf das Druckbild gelegt und überhaupt nicht in seiner Z-Ausrichtung gequetscht wird. Wenn dies bei dir der Fall ist, wirst du nie eine gute Druckbett Haftung bekommen.
Druckgeschwindigkeit der Ersten Schichten Reduzieren
Egal mit welchem Filament und welcher Druckbett Oberfläche du arbeitest, die Druckgeschwindigkeit der ersten Schichten zu reduzieren führt immer zu einer besseren Druckbett Haftung.
Besonders ist diese Maßnahme zu empfehlen wenn du bemerkst, dass das Filament an Ecken oder sonstigen Richtungswechseln nicht gut auf dem Druckbett haftet.
Als Faustformel nimmt man normalerweise für die ersten Schichten die Hälfte der Standard Druckgeschwindigkeit. Wenn dies bei dir schon eingestellt ist, solltest du versuchen die Druckgeschwindigkeit für die ersten Schichten weiter zu reduzieren. Versuche es in Schritten von 5 bis 10 mm/s.
Je langsamer die Druckgeschwindigkeit ist, desto länger hat das flüssige Filament Zeit sich mit dem Druckbett zu verbinden bevor es erstarrt. Wenn die Druckgeschwindigkeit zu hoch ist, bewegt sich die Nozzle zu schnell vom extrudierten Filament weg, wodurch das Filament schneller erhärtet.
Kühlung der Ersten Schichten auf 0%

Für eine gute Druckbett Haftung ist es immer wichtig, dass die Teile-Kühlung während der ersten Schichten deaktiviert ist. Besonders wenn du schon mal mit Warping zu tun hattest, wirst du dies bereits wissen.
Wenn die Kühlung bei den ersten Schichten aktiviert ist, erstarrt das flüssige Filament zu schnell und kann keine Haftung mit dem Druckbett eingehen. Durch die Kühlung wird es sich sofort verziehen und vom Druckbett lösen. In vielen Slicern ist eine Kühlung der ersten Schichten von 0% der Standard. Ob dem so ist, solltest du auf jeden Fall einmal überprüfen.
Du kannst auch versehentlich eine Kühlung der ersten Schichten bekommen wenn du deinen 3D Drucker nicht vor Luftzügen schützt. Wenn kalte Luftströme auf den 3D Drucker treffen, wirken diese wie ein eingeschalteter Lüfter und können so zu einer schlechten Druckbett Haftung und Warping führen. Du kannst dies durch geschlossene Türen und Fenster, 3D Drucker Gehäuse* oder einem Draft Shield verhindern.
Druckbett Temperatur Erhöhen
Je nachdem wie dick deine PEI-Folie ist, kommt etwas weniger Temperatur bis zum 3D Objekt hindurch als ohne. Daher solltest du die Druckbett Temperatur um ein paar Grad erhöhen.
Falls die oben genannten Lösungsansätze noch nicht funktioniert haben, kannst du die Druckbett Haftung noch weiter erhöhen, indem du die Druckbett Temperatur weiter erhöhst. Durch eine höhere Druckbett Temperatur zerfließt das Filament stärker, wodurch es eine bessere Haftung mit dem Druckbett eingehen kann.
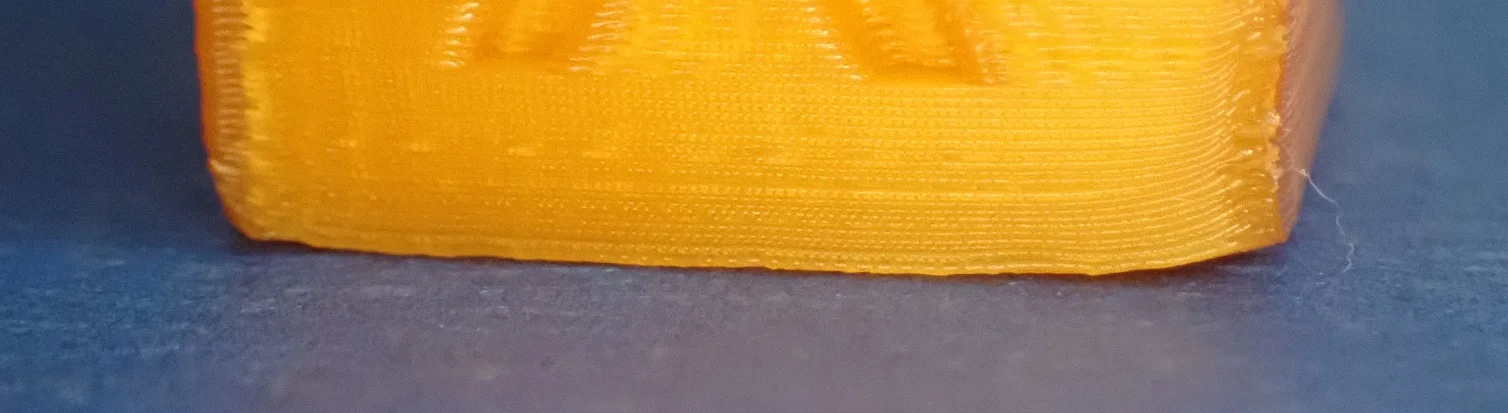
Wenn du es jedoch übertreibst und die Temperatur zu hoch einstellst, könnte das FIlament zu stark zerfließen und zu einem Elefantenfuß führen. Ein Elefantenfuß wird durch einen zu großen Durchmesser der unteren Schichten des Druckobjekts charakterisiert. Durch die hohe Temperatur bleibt das Filament weicher und kann durch das Eigengewicht des Objekts zerdrückt werden.
Wartezeit für Druckbett Temperatur
Viele 3D Drucker starten sofort mit dem Druck wenn die eingestellten Temperaturen erreicht wurden. Da der Temperatursensor des Druckbett jedoch meistens unter dem Druckbett montiert ist, zeigt er nicht die Temperatur an die in dem Moment auf der Oberfläche des Druckbetts herrscht.
Bis die Temperatur durch das komplette Druckbett hindurch gewandert ist, kann es je nach Dicke und Material des Druckbetts mehrere Minuten dauern. Um sicher zu gehen, solltest du 10 bis 15 Minuten warten bis die Temperatur des Druckbett homogen ist und die Oberfläche erreicht hat.
Ansonsten könntest du versehentlich die Druckbett Temperatur viel zu hoch einstellen und dadurch Fehldrucke produzieren. Am Anfang scheint die Druckbett Temperatur dann genau richtig zu sein, im Laufe des Drucks wird die Temperatur aber dann zu hoch und kann die ersten Schichten zerstören.
PEI mit Schleifpapier Aufrauen
Als letztes Mittel kannst du die Oberfläche der PEI-Folie mit Schleifpapier aufrauen. Je nach gewählter Rauheit des Schleifpapiers wirst du eine andere Oberflächenrauheit bekommen.
Diese Maßnahme solltest du erst ergreifen, wenn alle anderen Lösungsansätze nicht funktioniert haben. Mit dem falschen Schleifpapier oder einem unregelmäßigen Schleifen, kannst du die Oberfläche zerstören und unbrauchbar machen.
Achte beim Schleifen unbedingt darauf, dass du die gesamte Oberfläche gleichmäßig bearbeitest. Ansonsten könnte das Druckbett uneben werden, was wiederum zu einer schlechten Druckbett Haftung an einzelnen Stellen führen wird.
Nachdem du die PEI-Folie mit Schleifpapier bearbeitet hast, musst du es sorgfältig reinigen. Staub oder Ölreste deiner Finger verringern die Druckbett Haftung extrem. Am besten reinigst du das Druckbett mit 99% Isopropylalkohol.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
