
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Mingda Magician Max ist ein beliebter großformatiger 3D Drucker der mit dem richtigen Cura Profil hervorragende und reproduzierbare Ergebnisse liefert. Mit den richtigen Cura Einstellungen wirst du mit diesem 3D Drucker fehlerfrei in hoher Qualität Objekte herstellen können.
Zwar gibt es ein Standardprofil für den Mingda Magician Max in Cura. Am besten ist es jedoch, dieses Profil für die Maschineneinstellungen zu laden, die mitgelieferten Druckeinstellungen zu importieren und die wichtigsten Einstellungen zu kalibrieren.
Wie du all dies machst und welche Einstellungen sich für die verschiedenen Filamente am besten eignen, erfährst du in diesem detaillierten Artikel über die besten Cura Einstellungen für den Mingda Magician Max.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 190-200 °C | 220-230 °C | 210-220 °C | 225-245 °C |
| Druckbett Temperatur | 60 °C | 90 °C | 60 °C | 60-70 °C |
| Druckgeschwindigkeit | 50 mm/s | 50 mm/s | 30 mm/s | 50 mm/s |
| Retraction | 2 mm bei 60 mm/s | 2.5 mm bei 60 mm/s | 3 mm bei 60 mm/s | 1.8-2.0 mm bei 60 mm/s |
| Kühlung | 100 % | 0% + Gehäuse | 100 % | 50 % |
Table of Contents:
Ein Profil für den Magician Max in Cura Erstellen
Wenn du einen 3D-Drucker zu Cura hinzufügst, musst du ein Profil für ihn erstellen. Dieses Profil enthält alle Maschineneinstellungen und Druckeinstellungen, die die Druckqualität bestimmen. Zu den Maschineneinstellungen gehören Dinge wie das Bauvolumen, die Düsengröße und der Filamentdurchmesser. Zu den Druckeinstellungen gehören Dinge wie die Infill Dichte, die Schichthöhe und die Temperaturen für Nozzle und Druckbett.
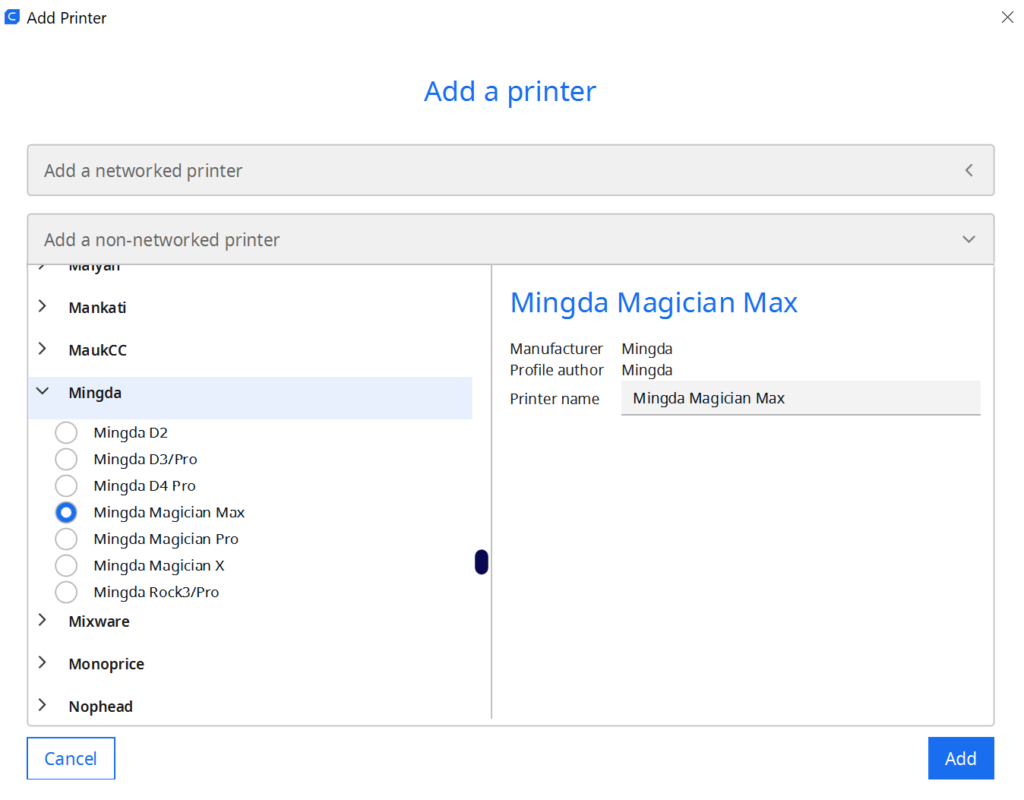
Ein neues Profil für den Magician Max lässt sich in Cura über die Menüleiste hinzufügen: “Settings” > “Printer” > “Add Printer…”. Im sich öffnenden Menü kann unter Mingda der Magician Max ausgewählt und hinzugefügt werden.
Nach dem Hinzufügen öffnen sich die Maschineneinstellungen für den 3D Drucker. Diese sind schon richtig eingestellt und du musst hier nichts ändern. Standardmäßig erzeugt Cura dann mehrere Profile für die Druckeinstellungen mit verschiedenen Qualitäten von 0,06 bis 0,6 mm.
Diese Druckeinstellungen sind jedoch teilweise nicht sehr gut auf den 3D Drucker abgestimmt und bedürfen Optimierung und Kalibrierung. Besonders die Einstellungen für die Retraction passen nicht zum Direct Drive Extruder. Aber die wird Retraction zählt auch zu den Druckeinstellungen die unbedingt kalibriert werden sollten. Wie du die Retraction und andere wichtige Einstellungen kalibrierst erfährst du am Ende dieses Artikels nachdem wir uns die einzelnen Einstellungen angeschaut.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Magician Max für PLA:
- Drucktemperatur: 190-200 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 2 mm bei 60 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PLA, oder Polymilchsäure, ist eines der beliebtesten 3D-Drucker-Filamente auf dem Markt. Es wird aus erneuerbaren Rohstoffen wie Maisstärke oder Zuckerrohr hergestellt und ist daher umweltfreundlich. PLA ist auch relativ einfach zu drucken, was es zu einer guten Wahl für Anfänger/innen macht. In diesem Artikel erfährst du alles über PLA Filament.
Allerdings gibt es ein paar Dinge, die du beachten musst, um die besten Ergebnisse zu erzielen. Das PLA-Filament muss auf die richtige Temperatur erhitzt werden, damit es richtig fließt und am Druckbett haftet. Auch die Druckgeschwindigkeit und die Retraction Einstellungen können die endgültige Druckqualität beeinflussen. Wenn du diese Faktoren beachtest, kannst du mit deinem PLA-Filament hochwertige Drucke herstellen.
Da PLA der einfach zu drucken ist und jeder Extruder Typ das Material verarbeiten kann, ist neben den richtigen Temperaturen und den Retraction Einstellungen hauptsächlich die Druckbett Haftung ein Thema. Das Glas Druckbett des Magician Max bietet eine relativ gute Druckbett Haftung für PLA. In meiner Erfahrung ist die Haftung jedoch bei besonders kleinen PLA Teilen manchmal nicht gut genug.
Um die Druckbett Haftung zu erhöhen solltest du als erstes die Druckgeschwindigkeit für die erste Schicht auf 5 bis 10 mm/s reduzieren. Wenn das nicht geholfen hat, solltest du ein zu einem Klebstoff wie Magigoo greifen. Magigoo ist eine Art Klebestift, den ich in diesem Artikel getestet habe. Ansonsten kannst du auch einen Raft verwenden.
ABS Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Magician Max für ABS:
- Drucktemperatur: 220-230 °C
- Druckbett Temperatur: 90 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 2,5 mm bei 60 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS ist dank seiner Eigenschaften ein sehr beliebtes 3D-Drucker Filament. ABS ist nach dem Druck sehr stabil und eignet sich gut für mechanische Anwendungen. In diesem ABS Guide findest du alles was du bei diesem Filament beachten musst.
Allerdings braucht ein 3D-Drucker bestimmte Eigenschaften, um das Filament fehlerfrei verarbeiten zu können. So muss ein 3D-Drucker zum Beispiel eine beheizte Bauplattform haben, um Verformungen zu verhindern und sicherzustellen, dass das ABS richtig auf der Bauplattform haftet. Außerdem muss der Extruders die nötigen Temperaturen erreichen, damit das Filament reibungslos fließen kann.
Und für größere ABS Objekte ist es wichtig eine homogen warme Umgebungstemperatur sicherzustellen. Dies kannst du beim Magician Max am besten mit einem 3D Drucker “Zelt” erreichen. Dieses hier von Creality passt gut für den Magician Max.
Mit einer langsamen Druckgeschwindigkeit für die erste Schicht solltest du keine größeren Probleme mit der Druckbett Haftung beim Magician Max haben. Wenn die Haftung dadurch aber zu stark wird und es schwierig wird das Objekt nach dem Druck zu lösen, ist die Kombination mit Blue Tape eine gute Idee.
TPU Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Magician Max für TPU:
- Drucktemperatur: 210-220 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 30 mm/s
- Einzug (Retraction): 3 mm bei 60 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Einige Filamente, wie TPU, sind flexibler als andere, was das Drucken mit ihnen schwieriger machen kann. Deshalb ist es wichtig, dass du beim Drucken mit TPU genau auf die Druckgeschwindigkeit und die Einstellungen für die Retraction achtest. Ein flexibles Filament wie TPU verstopft eher als ein steiferes Filament, deshalb ist es wichtig, die Druckgeschwindigkeit und die Retraction richtig einzustellen, um Probleme zu vermeiden.
Flexible Filamente eignen sich auch nicht für jeden 3D-Drucker. Die besten Ergebnisse werden in der Regel mit einem Extruder mit Direktantrieb erzielt. Da der Magician Max über einen solchen Direct Drive Extruder verfügt (und sogar einen sehr guten davon), wirst du mit TPU sehr gute Ergebnisse erzielen können.
Der Hauptunterschied zwischen einem Bowden Extruder und einem Direct Drive Extruder ist die Strecke, die das Filament zwischen dem Extruder und der Nozzle zurücklegen muss. Bei einem Extruder mit Direktantrieb befindet sich der Extruder direkt über der Nozzle. Das bedeutet, dass das Filament eine kürzere Strecke zurücklegen muss, was hilfreich sein kann, wenn du mit Materialien druckst, die zum Verstopfen neigen (wie TPU). Allerdings sind Direct Drive Extruder oft schwerer als Bowden-Extruder und drucken bei etwas niedrigeren Geschwindigkeiten, um Schwingungen zu vermeiden.
Bowden-Extruder bestehen aus einem Extruder, der weit von der Düse entfernt ist, und einem Schlauch der die beiden Komponenten verbindet. Dieses Design ist leichter und billiger als ein Extruder mit Direktantrieb, aber es bedeutet, dass das Filament einen längeren Weg zurücklegen muss, was bei flexiblen Filamenten ein Problem sein kann.
Zwar ist der Direct Drive Extruder des Magician Max sehr gut für TPU geeignet, jedoch musst du hier auch darauf aufpassen dass du keine zu hohen Druckgeschwindigkeiten verwendest. Ansonsten könnte das flexible Filament die Extrusionsbewegungen durch die Flexibilität ausgleichen, was zu Ungenauigkeiten führen kann.
PETG Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Magician Max für PETG:
- Drucktemperatur: 225-245 °C
- Druckbett Temperatur: 60-70 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 1,8-2 mm bei 60 mm/s
- Kühlung: 50%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG ist ein Filament, das viele der besten Eigenschaften von PLA und ABS vereint. Es ist einfach zu drucken und ergibt sehr starke und stabile Endprodukte. Allerdings gibt es beim Drucken mit PETG ein paar Dinge zu beachten. So sind zum Beispiel die Einstellungen für die Retraction wichtig, da PETG stark zu Stringing neigt.
Stringing ist eines der häufigsten Probleme bei 3D-Druckern. Stringing tritt auf, wenn das Filament an der Nozzle hängen bleibt und zur nächsten Schicht oder zum nächsten Teil des Objekts mitgezogen wird, sodass ein dünner Kunststofffaden zurückbleibt.
Es gibt eine Reihe von Faktoren die zu Stringing führen können. Bei PETG ist besonders eine falsche Drucktemperatur oder Retraction Einstellung für Stringing verantwortlich. Diese beiden Einstellungen solltest du am besten kalibrieren – mehr dazu später.
Die oben angegebenen Werte sind jedoch ein guter Start für weitere Optimierungen. Wenn du das Stringing nicht komplett in den Griff bekommst, kannst du auch mit ein paar anderen Tricks versuchen es zu verringern. Zum Beispiel kannst du die Bewegungen ohne Extrusion verringern oder die Fahrgeschwindigkeit bei diesen Bewegungen erhöhen, um dem Filament noch weniger Chance zu geben Fäden zu ziehen.
Zuletzt ist noch die Kühlung bei PETG wichtig. Bei manchen PETG Filamenten ist es in Ordnung die Kühlung auf 100% zu belassen. Oft kann dies aber zu Rissen oder anderen Druckfehlern führen. Bei den meisten PETG Filamenten bin ich mit einer Kühlung von 50% gut gefahren. Manchmal ist es auch nötig sie ganz auszustellen um solche Druckfehler zu vermeiden. Du benötigst aber nicht wie bei ABS ein abgeschlossenes Druckvolumen – nur eine zu starke Kühlung oder kalte Luftströme können bei PETG störend wirken.
Beste Cura Einstellungen für den Magician Max
Nachdem du nun einen groben Überblick darüber hast welche Druckeinstellungen für welches Filament beim Magician Max zu guten Ergebnissen führen, gehen wir nun noch einmal detailliert auf die einzelnen Einstellungen ein.
Da jeder 3D Drucker etwas anders ist, einen anderen Extruder oder ein anderes Druckbett verwendet, können diese Einstellungen sich teilweise stark voneinander unterscheiden. Auch bei 3D Druckern desselben Modells kann es leichte Unterschiede geben, weshalb du die angegebenen Werte als grobe Richtwerte interpretieren kannst. Bei meinem Magician Max haben sie zu guten Ergebnissen geführt.
Drucktemperatur
Die besten Drucktemperaturen für den Magician Max in Cura:
- PLA: 190-200 °C
- ABS: 220-230 °C
- TPU: 210-220 °C
- PETG: 225-245 °C
Der Magician Max erreicht Drucktemperaturen von 260 °C. Damit kann er ohne Probleme alle gängigen Standard Filamente verarbeiten. Oft ist es bei Hobby 3D Druckern der Fall, dass sie eine PTFE Heatbreak zwischen der Nozzle und dem Extruder besitzen. Da sich PTFE aber ab 240 °C langsam auflöst und dabei sogar giftige Gase verströmt, eignen sich solche 3D Drucker oft nicht für bestimmte Filamente wie PETG. Dies ist beim Magician Max nicht der Fall – du kannst mit ihm bedenkenlos bei solch hohen Temperaturen drucken.
Die Drucktemperatur zählt zu den wichtigsten Druckeinstellungen eines jeden 3D Druckers. Wenn sie falsch eingestellt ist kann dies zu diversen Druckfehlern führen. Beispiele sind dafür Stringing oder Blobs bei zu hohen Temperaturen oder schlechte Schichthaftungen bei zu niedrigen Temperaturen. Daher ist bei Drucktemperatur immer etwas Probieren nötig um den perfekten Wert zu finden.
Falls du Probleme mit der Druckbett Haftung haben solltest, kannst du die Drucktemperatur für die erste Schicht etwas höher einstellen als für die darauffolgenden Schichten. Dadurch bleibt das Filament auf dem Druckbett länger heiß und kann so eine bessere Verbindung mit ihm herstellen.
Druckbett Temperatur
Die besten Druckbett Temperaturen für den Magician Max in Cura:
- PLA: 60 °C
- ABS: 90 °C
- TPU: 60 °C
- PETG: 60-70 °C
Damit dein Objekt auf dem Druckbett haften bleibt, muss das Bett warm genug sein. Wenn die Temperatur zu niedrig ist, verformt sich dein Objekt und löst sich vom Bett ab. Ist die Temperatur jedoch zu hoch, hast du am Ende einen Elefantenfuß – dann verbreitert sich die erste Schicht. Die richtige Balance muss also gefunden werden.
Zum Glück ist es bei der Druckbett Temperatur aber wesentlich einfacher den richtigen Wert zu finden als bei der Drucktemperatur. Eine Kalibrierung ist hier nicht nötig, da die oben angegebenen Werte meistens funktionieren.
Der Magician Max kann eine maximale Druckbett Temperatur von 110 °C erreichen, womit er sich für sehr viele Filamente eignet. Der einzige Nachteil bei seinem großen Druckbett ist, dass die Homogenität der Temperaturverteilung nicht ganz so gut ist. In meinem praktischen Test des Magician Max habe ich die Temperatur an mehreren Stellen auf dem Druckbett gemessen. Die Abweichungen sind teilweise ziemlich groß und könnten bei großen Objekten zu Problemen führen. Solche Probleme konnte ich aber in meinem Test nicht feststellen und im Zweifelsfall kannst du immer noch die Druckbett Haftung durch andere Methoden erhöhten.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Magician Max in Cura:
- PLA: 50 mm/s
- ABS: 50 mm/s
- TPU: 30 mm/s
- PETG: 50 mm/s
Durch den relativ großen Direct Drive Extruder erreicht der Magician Max nur moderate Druckgeschwindigkeiten von 40 bis 60 mm/s. Für die meisten Filamente bin ich mit 50 mm/s gut gefahren. Bei TPU solltest du die Druckgeschwindigkeit aber noch weiter reduzieren, um die Genauigkeit zu erhöhen und Stringing zu vermeiden.
Falls du einen extrem schnellen 3D Drucker suchst, kannst du dir auch einmal meinen praktischen Test für den FLSUN Super Racer anschauen. Dieser Delta 3D Drucker erreicht sehr hohe Geschwindigkeiten von 100 bis 200 mm/s, was 2-4-mal schneller ist als der Magician Max!
Schichthöhe
Die besten Schichthöhen für den Magician Max in Cura:
- Dekorative Objekte: 0,1-0,15 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3-0,6 mm
Dadurch, dass der Magician Max eine sehr reproduzierbar genaue Extrusion besitzt, erreicht er auch hohe Genauigkeit. Schichthöhen von 0,1 mm sind einfach für diesen 3D Drucker. Mit gut kalibrierten Druckeinstellungen kannst du die Schichthöhe auch noch weiter reduzieren.
Wenn du hauptsächlich dekorative Objekte druckst, bist du mit dem Magician Max daher sehr gut beraten – besonders wenn du große Objekte drucken möchtest. Falls du etwas Druckzeit sparen möchtest, kannst du die Schichthöhe aber auch erhöhen. Für Standardobjekte eignen sich am besten 0,2 mm, für grobe und schnellere Drucke kannst du die Schichthöhe noch weiter erhöhen.
Flussrate
Die beste Flussrate für den Magician Max in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Im Idealfall sollte die Flussrate nicht von 100% abweichen. Solltest du aber Über- oder Unter-Extrusion bemerken und diese durch die anderen Druckeinstellungen nicht in den Griff bekommen, ist eine Anpassung der Flussrate vielleicht genau das Richtige um dagegen anzukommen. Daher ist die Flussrate auch eine der Druckeinstellungen die auf jeden Fall kalibriert werden sollten.
Du kannst die Flussrate aber auch nur für die erste Schicht vergrößern, um eine stärkere Druckbett Haftung herzustellen. Passe hier aber dabei auf, dass die erste Schicht dadurch nicht zu dick wird und du künstlich einen Elefantenfuß hervorrufst.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den Magician Max in Cura:
- PLA: 2 mm bei 60 mm/s
- ABS: 2,5 mm bei 60 mm/s
- TPU: 3 mm bei 60 mm/s
- PETG: 1,8-2 mm bei 60 mm/s
Die Einstellungen für die Retraction sind abhängig vom verwendeten Extruder. Die Retraction Distanz ist wesentlich kürzer bei Direct Drive Extrudern als bei Bowden Extrudern. Beim Magician Max haben sich Werte von 2-3 mm für die Retraction Distanz bewährt. Diese Werte unterscheiden sich stark zu den Werten die im Standardprofil von Cura angegeben werden. Dies ist relativ ungewöhnlich und unterstreicht die Dringlichkeit einer Kalibrierung für diese Einstellung.
Wenn die Retraction nicht richtig eingestellt ist es der erste Fehler der Auftritt Stringing. Bei sehr stark verstellten Werten kommen dann noch Risse oder Kleckse dazu, je nachdem in welche Richtung die Werte falsch eingestellt sind. Wenn die Retraction Distanz und die Retraction Geschwindigkeit perfekt eingestellt sind, wirst du die besten Druckergebnisse erzielen.
Infill
Die beste Infill Dichte für den Magician Max in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Je nachdem welchen Zweck dein Druckobjekt erfüllen soll, bietet sich eine andere Infill Dichte an. Wenn das Objekt nur einen dekorativen Zweck hat, sind Dichten von 0 bis 15% angemessen. Dadurch sparst du dir viel Zeit und Filament.
Für Standardobjekte verwende ich ca. 20% und je nach Anwendung sogar noch mehr. Falls das Objekt oder ein Teil des Objekts einen mechanischen Zweck erfüllen soll, solltest du das Objekt oder dieses Teil mit 50 bis 100% Infill füllen.
Neben der Dichte beeinflusst aber auch das Muster des Infills die Stabilität des Objekts.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim Magician Max:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte, um Druckbett Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbett Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett Haftung)
Bei der ersten Schicht deines 3D Drucks kannst du sehr viele Änderungen vornehmen um die Druckbett Haftung zu erhöhen. Jeder der oben gezeigten Methoden zielt darauf ab die Zeit die das Filament zum Abkühlen benötigt zu verlängern. Je länger das Filament warm bleibt, desto besser kann es sich mit dem Untergrund verbinden.
Was die Prioritäten der Methoden angeht, fange ich persönlich mit einer Verringerung der Druckgeschwindigkeit an und danach erhöhe ich die Schichthöhe bei Bedarf.
Cura Einstellungen Kalibrieren für den Magician Max
Die wichtigsten Druckeinstellungen beim Magician Max sind die Drucktemperatur, die Flussrate und die Retraction. Diese drei Einstellungen solltest du unbedingt kalibrieren wenn du den 3D Drucker das erste Mal verwendest und auch wenn du die Werte aus diesem Artikel übernommen hast. Sie können sich auch zwischen verschiedenen Filamenten des gleichen Typs unterscheiden.
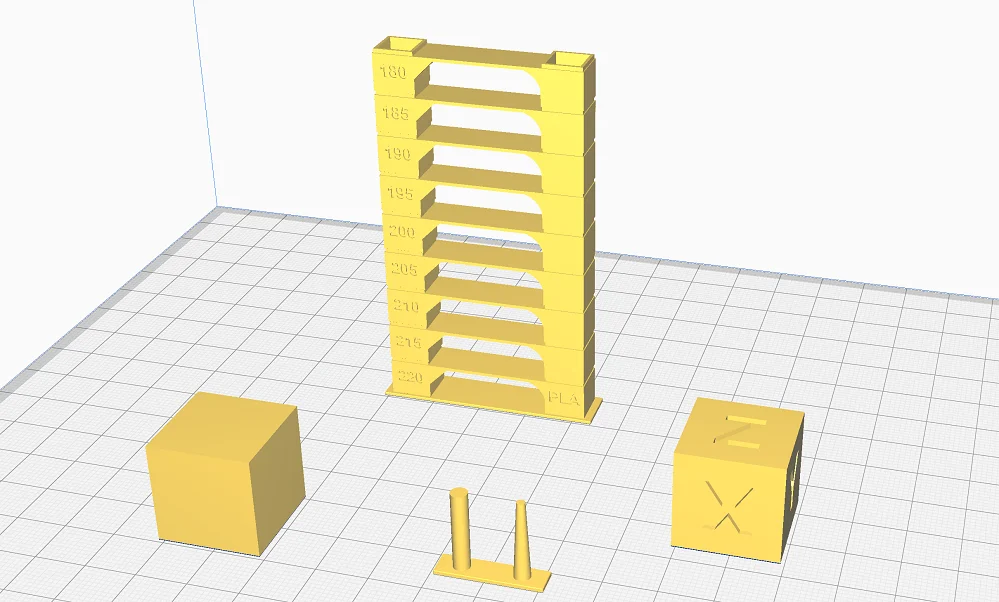
Um diese drei Einstellungen zu kalibrieren kannst du bestimmte Kalibrierobjekte verwenden. Diese Objekte findest du auf Portalen wie Thingiverse oder im Calibration Shapes Plugin in Cura.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Drucktemperatur Kalibrieren
Ich kalibriere die Drucktemperatur am liebsten mit einem Temperatur Turm. Dies ist ein Objekt das aus mehreren Ebenen besteht. Jede Ebene wird bei einer anderen Temperatur gedruckt. So kannst du am Ende sehen bei welcher Temperatur die besten Ergebnisse erzielt wurden.
Flussrate Kalibrieren
Um die Flussrate zu kalibrieren vergleichst du die Linienbreite die du im Slicer eingestellt hast mit der realen Linienbreite die dein 3D Drucker gedruckt hat. Ich verwende dazu am liebsten einen hohlen Würfel mit zwei Außenwänden und ohne Deckel. So kann ich nach dem Druck mit einem Messschieber ganz einfach die Wandstärke messen.
Wenn der gemessene Wert (geteilt durch die Anzahl der Wände) nicht dem Wert im Slicer entspricht, muss ich die Flussrate etwas nach oben oder unten anpassen.
Achtung: Die Flussrate ist mit anderen Druckeinstellungen wie der Drucktemperatur gekoppelt. Es kann daher sein, das eine Veränderung eine dieser Druckeinstellungen die andere etwas beeinflusst. Es kann daher sein, dass du die Kalibrierung dieser Druckeinstellungen mehr als einmal wiederholen musst, um die perfekten Werte zu finden – besonders wenn große Anpassungen notwendig sind.
Einzug Kalibrieren
Mit der richtigen Retraction kannst du viele der häufigsten Druckfehler wie Stringing ausmerzen. Zum Glück ist die Kalibrierung dieser Druckeinstellungen relativ einfach. Ich verwende dafür am liebsten die zwei kleinen Säulen aus dem Calibration Shapes Plugin in Cura. Dieses Objekt ist innerhalb von wenigen Minuten gedruckt und das Stringing Phänomen ist sofort sichtbar bei den falschen Einstellungen.
Fazit
Die richtigen Cura Einstellungen zu finden ist oft nicht ganz so einfach. Besonders Anfänger sind häufig mit den vielen Einstellungen in Cura etwas überfordert und wissen nicht welche davon wichtig sind und welche nicht.
In diesem Artikel hast du einen sehr gute Grundlage für dein Cura Profil für den Magician Max gesehen. Es ist aber wichtig, dass du von diesen Werten weitere Optimierungen vornimmst wenn du noch nicht ganz zufrieden mit den Ergebnissen bist.
Da auch unterschiedliche Filamente desselben Typs unterschiedliche Druckeinstellungen benötigen können, wird es unwahrscheinlich sein, dass die hier angegebenen Werte perfekt für dich funktionieren. Wie du aber hoffentlich gesehen hast, ist die Kalibrierung dieser Einstellungen auch nicht allzu schwer, womit du nicht lange brauchen wirst um perfekte Druckergebnisse zu erzielen!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
