
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Creality CR-10 Smart Pro ist ein großartiger 3D Drucker mit einem großen Druckvolumen, einem PEI Druckbett und vielen smarten Features. Doch was sind die besten Cura Einstellungen für ihn?
In diesem Artikel erfährst du wie du dein Cura Profil ideal für den Creality CR-10 Smart Pro einstellst.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 195 °C | 230 °C | 215-225 °C | 220-245 °C |
| Druckbett Temperatur | 55 °C | 80 °C | 55-60 °C | 60-70 °C |
| Druckgeschwindigkeit | 50 mm/s | 50 mm/s | 20-30 mm/s | 50 mm/s |
| Retraction | 1 mm bei 40 mm/s | 1 mm bei 50 mm/s | 1,0-1,2 mm bei 50 mm/s | 0,8-1,0 mm bei 40 mm/s |
| Kühlung | 100 % | 0% + Gehäuse | 100 % | 100 % |
Table of Contents:
Ein Profil für den Creality CR-10 Smart Pro in Cura Erstellen
Ein Druckerprofil in Cura ist eine Reihe von spezifischen Druckereinstellungen, die du zum Drucken eines 3D-Modells verwenden kannst. Zu diesen Einstellungen gehören die Art des Filaments, die Druckbetttemperatur, die Druckgeschwindigkeit und vieles mehr.
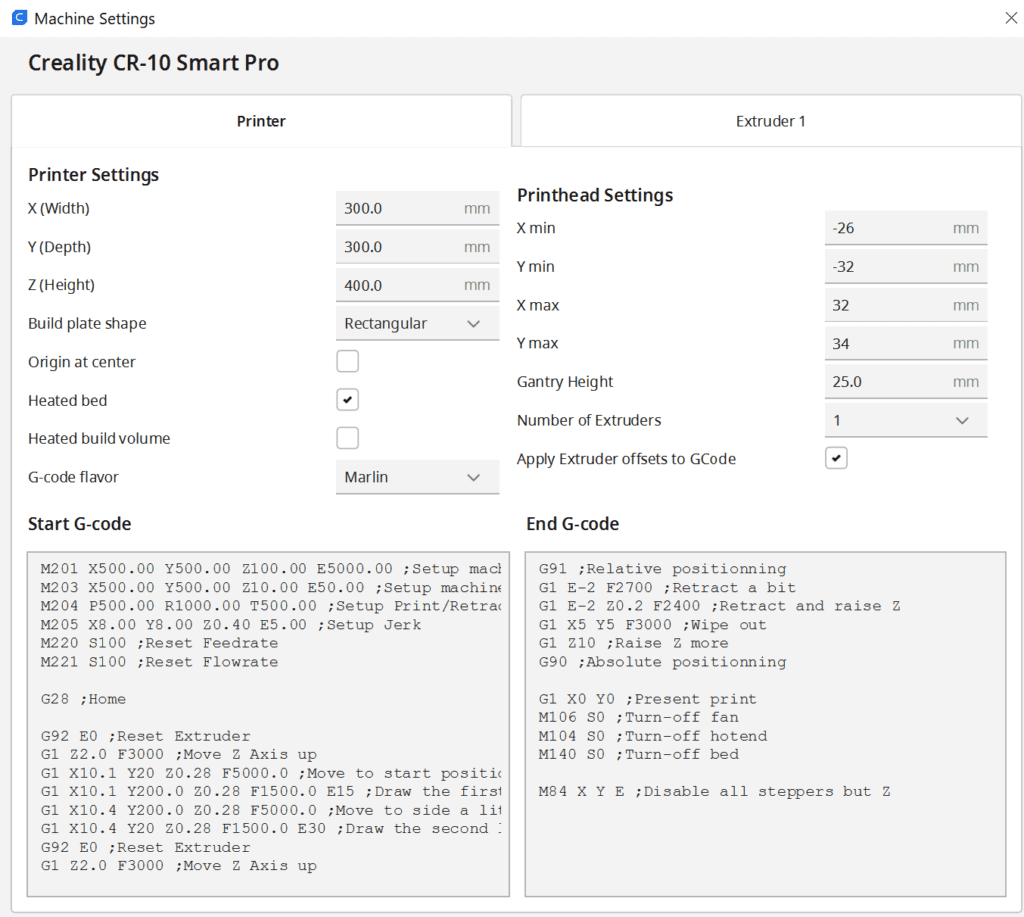
Für den Creality CR-10 Smart Pro gibt es jedoch kein vorgefertigtes Standardprofil in Cura. Du musst dir ein eigenes erstellen. Dabei musst du neben den Druckeinstellungen auch die Maschinenparameter definieren, also das Druckvolumen, wie viele Extruder er hat, und solche Dinge. Gehe dazu im Auswahlfenster für das Hinzufügen eines neuen 3D Druckers auf “Custom FFF printer” und erzeuge ein blankes Profil mit dem Namen “Creality CR-10 Smart Pro”.
Im obigen Screenshot siehst du die Maschinenparameter die ich für meinen Creality CR-10 Smart Pro angegeben habe. Damit hast du schon einmal die Maschinenparameter für dein Cura Profil abgehakt.
Nachdem du das neue Profil angelegt hast, trägt Cura in die Druckeinstellungen Standardwerte ein. Hier musst du die wichtigsten Einstellungen an den Creality CR-10 Smart Pro anpassen und teilweise kalibrieren.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
Beim Drucken mit PLA gibt es ein paar wichtige Dinge zu beachten. Die Temperatur ist das A und O – du musst den richtigen Punkt finden, an dem das Filament gut fließt, aber kein Stringing oder andere Druckfehler verursacht. Auch die richtige Druckgeschwindigkeit ist wichtig, jedoch ist die Retraction meistens eine der wichtigsten Einstellungen.
Wenn der Einzug (Retraction) nicht richtig eingestellt ist, kann er eine Reihe von Druckproblemen verursachen. Vor allem kann es dazu führen, dass das Filament aus dem Extruder gezogen wird und ein Fadeneffekt entsteht. Es ist wichtig, den Rückzugsabstand und die Geschwindigkeit richtig einzustellen, damit dieses Problem nicht auftauchen kann. Am besten ist es, wenn du die Retraction kalibrierst – mehr dazu später.
Was die Druckgeschwindigkeit angeht, ist der Creality CR-10 Smart Pro vergleichbar mit den meisten anderen FDM Drucker und druckt PLA am besten im Bereich zwischen 40 und 60 mm/s. Ich habe mit 50 mm/s immer gute Ergebnisse erzielt. Dank des Sprite Pro Extruders können aber theoretisch auch noch höhere Druckgeschwindigkeiten erreicht werden, da er sehr leicht ist. Druckfehler wie Ghosting die durch Vibrationen während der Bewegung hervorgerufen werden, treten hier erst bei höheren Geschwindigkeiten auf als bei 3D Druckern mit schwereren Extrudern.
Das hier sind die richtigen Cura Einstellungen für den Creality CR-10 Smart Pro für PLA:
- Drucktemperatur: 195 °C
- Druckbett Temperatur: 55 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 1 mm bei 40 mm/s
- Kühlung: 100%
- Erste Schicht: 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS Einstellungen auf einen Blick
ABS-Filament ist eine beliebte Wahl für den Druck von 3D-Objekten, weil es hochwertige Ergebnisse liefert und langlebig ist. Beim Drucken mit ABS gibt es jedoch auch ein paar Dinge zu beachten. Die wichtigste Besonderheit bei ABS ist, dass es sich beim Abkühlen verzieht (Warping) und im schlimmsten Fall Risse entstehen können.
Eine Möglichkeit, das Problem des Verziehens beim Drucken mit ABS zu bekämpfen, ist die Verwendung eines 3D-Druckergehäuses. Ein Gehäuse hilft dabei, die Umgebungstemperatur um den Druck herum konstant zu halten, was die Gefahr des Verziehens verringern kann.
Beim Creality CR-10 Smart Pro wird dies aufgrund seiner Größe jedoch schwierig ein passendes Gehäuse zu finden. Die beste Option wäre hier das „Zelt“ von Creality selbst (hier* geht es zum Produkt und hier zu meinem Test). In die große Variante passt der CR-10 Smart Pro rein. Vor dem Druck musst du das Druckbett einige Zeit vor dem Druck schon anstellen und das Zelt zu machen. Dann wärmt sich das Innere auf und erzeugt eine gute Umgebungstemperatur für den Druck mit ABS.
Ein weiteres Problem bei der Verwendung von ABS ist manchmal, dass die Druckbett Haftung nicht gut sein kann. Beim PEI Druckbett des CR-10 Smart Pro und der richtigen Temperatur sollte aber eigentlich nichts schief gehen. Falls doch, wäre 3D Druck Klebstoff Magigoo die perfekte Lösung.
Das hier sind die richtigen Cura Einstellungen für den Creality CR-10 Smart Pro für ABS:
- Drucktemperatur: 230 °C
- Druckbett Temperatur: 80 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 1 mm bei 50 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
TPU Einstellungen auf einen Blick
Wenn du mit TPU druckst, ist es wichtig, die Temperatur des Druckbetts und des Hotends richtig einzustellen. Wenn die Temperatur zu niedrig ist, haftet das TPU nicht richtig auf dem Druckbett. Wenn die Temperatur zu hoch ist, kann sich das TPU verformen oder Stringing verursachen.
Der Creality CR-10 Smart Pro besitzt einen Direct Drive Extruder, den Sprite Pro Extruder um genau zu sein. Dieser Extruder ist ideal für TPU. Im Gegensatz zu einem Bowden-Extruder sitzt der Extruder direkt über der Nozzle im Druckkopf. Das bedeutet, dass das flexible Filament bis zur Nozzle einen kürzeren Weg zurücklegen muss und die Extrusions- und Retraction-Bewegungen nicht so leicht mit seiner Flexibilität ausgleichen kann.
Die Druckbett-Haftung von TPU kann eine Herausforderung sein. Beim CR-10 Smart Pro hatte ich jedoch keinerlei Probleme, da das PEI Druckbett mit der richtigen Temperatur eine sehr gute Haftung für TPU erzeugt.
Das hier sind die richtigen Cura Einstellungen für den Creality CR-10 Smart Pro für TPU:
- Drucktemperatur: 215-225 °C
- Druckbett Temperatur: 55-60 °C
- Druckgeschwindigkeit: 20-30 mm/s
- Einzug (Retraction): 1,0-1,2 mm bei 50 mm/s
- Kühlung: 100%
- Erste Schicht: 0% Kühlung, 150% Extrusionsbreite, 150% Schichthöhe
PETG Einstellungen auf einen Blick
Bei PETG gibt es besonders eines worauf du achten musst: PETG Stringing. PETG eignet sich hervorragend für den 3D Druck. Es vereint viele der guten Eigenschaften von PLA und ABS. Es ist relativ einfach zu drucken und ist haltbarer als PLA. Jedoch ist Stringing oft ein echtes Problem.
Der Sprite Pro Extruder des CR-10 Smart Pro lässt sich aber in der Hinsicht relativ gut kalibrieren. Neben der Drucktemperatur, ist die Retraction eine der wichtigsten Werte, um Stringing zu verhindern. Solange das Filament nicht feucht ist, solltest du recht schnell Stringing beseitigen können.
Die hier angegebenen Werte sind aber nur die Werte die bei mir gut funktioniert haben. Da es kleinere Unterschiede auch zwischen 3D Druckern desselben Modells gibt und sich die Filamente verschiedener Hersteller teilweise stark voneinander unterscheiden, bieten dir die unten stehenden Werte “nur” einen guten Startpunkt von dem aus du weitere Optimierungen vornehmen kannst. Weiter unten in diesem Artikel lernst du wie du die Retraction und andere wichtigen Druckeinstellungen bei deinem Creality CR-10 Smart Pro kalibrieren kannst.
Das hier sind die richtigen Cura Einstellungen für den Creality CR-10 Smart Pro für PETG :
- Drucktemperatur: 220-245 °C
- Druckbett Temperatur: 60-70 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 0,8-1,0 mm bei 40 mm/s
- Kühlung: 100%
- Erste Schicht: 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Creality CR-10 Smart Pro Profil aus dem Creality Slicer in Cura Importieren
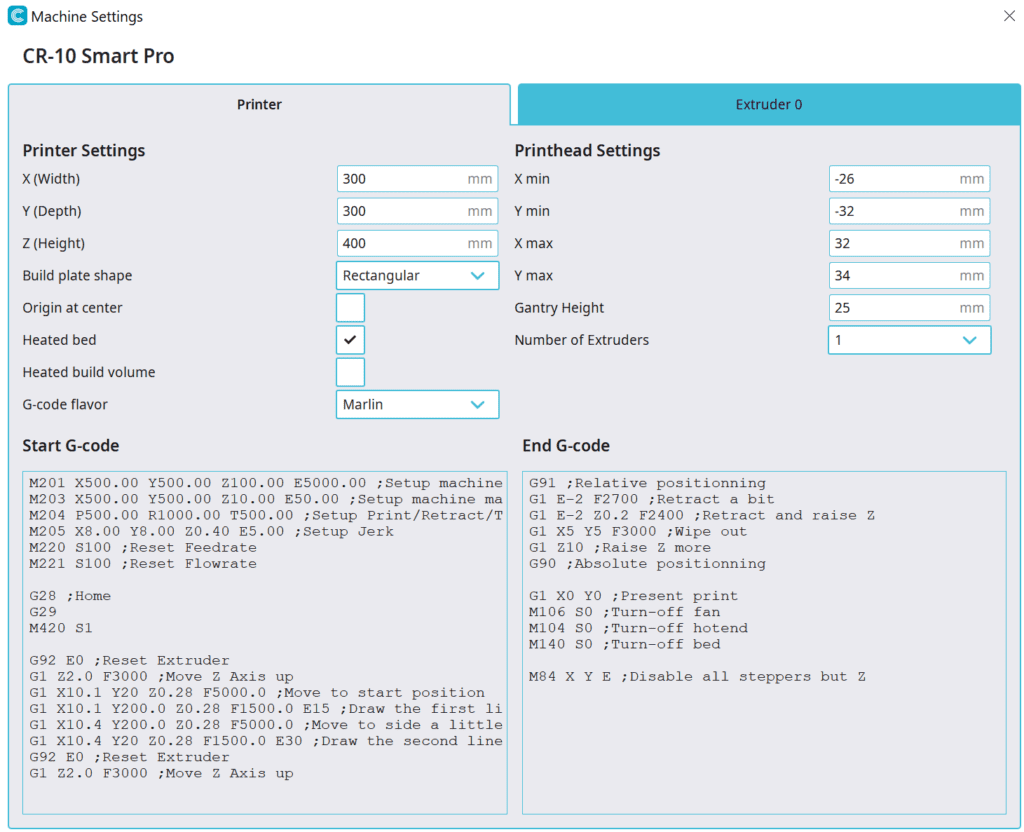
Creality Slicer und Cura sind beides Slicing-Softwareprogramme, mit denen 3D-Modelle für den Druck vorbereitet werden. Creality Slicer ist ein Programm, das speziell für Creality 3D-Drucker entwickelt wurde, während Cura ein Allzweck-Slicer ist, der mit einer Vielzahl von 3D-Druckern verwendet werden kann.
Die Unterschiede zwischen Cura und dem Creality Slicer sind aber gering. Die Benutzeroberflächen sind im Prinzip identisch und die Bedienung auch. Die einzigen beiden größeren Unterschiede sind, dass Cura neue Features früher bekommt als der Creality Slicer. Jedoch hat der Creality Slicer, da er speziell für Creality 3D Drucker entwickelt wurde, sehr viel früher Standardprofile für Creality 3D Drucker.
Dadurch, dass die Benutzeroberflächen im Prinzip identisch sind, kannst du auch relativ einfach das Profil aus dem Creality Slicer in Cura importieren. Die vielen Optionen sind auch hier in die Maschineneinstellungen und die Druckeinstellungen aufgeteilt. Kopiere die Werte einfach und füge sie in Cura in einem neuen “Custom FFF printer” Profi ein.
Beste Cura Einstellungen für den Creality CR-10 Smart Pro
Nachdem du jetzt die einzelnen Einstellungen für die Filamente gesehen hast und wie du ein Profil für deinen Creality CR-10 Smart Pro erstellen kannst, gehen wir nun im Einzelnen auf die verschiedenen Druckeinstellungen ein.
Drucktemperatur
Wenn die Drucktemperatur zu niedrig eingestellt ist, haftet das Filament nicht richtig am Druckbett, der Druck kann sich verziehen oder es entstehen Löcher. Wenn die Drucktemperatur jedoch zu hoch eingestellt ist, wird das Filament zu flüssig und tritt zwischen den Extrusionsbewegungen unkontrolliert aus. Deshalb ist es wichtig, die Drucktemperatur für jeden verwendeten Filamenttyp richtig einzustellen.
Der Creality CR-10 Smart Pro Extruder kann eine Temperatur von bis zu 300 °C erreichen. Dadurch kann eine Vielzahl von Filamenten verwendet werden, unter anderem natürlich die Standardfilamente PLA, ABS, TPU und PETG.
Viele 3D Drucker die sich angeblich gut für PETG eignen sollen, haben nur eine PTFE Heat Break zwischen der Nozzle und dem Extruder. PTFE fängt bei 240 °C an sich zu zersetzen und muss sehr oft ausgetauscht werden wenn du häufiger mit PETG druckst. Dies ist beim Creality CR-10 Smart Pro zum Glück nicht der Fall, da er sogar bis 300 °C drucken kann und einen Vollmetall Extruder verwendet.
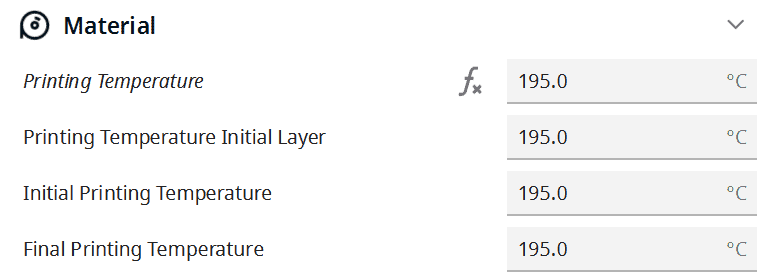
Die besten Drucktemperaturen für den Creality CR-10 Smart Pro in Cura:
- PLA: 195 °C
- ABS: 230 °C
- TPU: 215-225 °C
- PETG: 220-245 °C
Druckbett Temperatur

Wenn die Temperatur des Druckbetts nicht richtig eingestellt ist, kann die Druckbett Haftung leiden oder zu einem Elefantenfuß führen. Kurz gesagt ist bei einem Elefantenfuß die Druckbett Temperatur zu hoch, was dazu führt, dass das Filament der ersten Schicht zu flüssig ist und sich unter dem Gewicht der oberen Schichten verformt.
Der Creality CR-10 Smart Pro hat ein Druckbett, das Temperaturen von bis zu 100 °C erreichen kann. Das ist für die meisten Filamente absolut ausreichend. Außerdem ist die Haftung auf dem PEI Druckbett so gut, dass du bei der Einstellung der Druckbett Temperatur viel Spielraum hast und nicht lange für einen guten Wert suchen musst.
Die besten Druckbett Temperaturen für den Creality CR-10 Smart Pro in Cura:
- PLA: 55 °C
- ABS: 80 °C
- TPU: 55-60 °C
- PETG: 60-70 °C
Druckgeschwindigkeit
Der Creality CR-10 Smart Pro verwendet übliche Druckgeschwindigkeiten von 30 bis 60 mm/s. Bei PLA und ABS befindest du dich am oberen Ende dieses Bereichs, bei TPU und PETG am unteren Ende.
Eine falsch eingestellte Druckgeschwindigkeit kann die Qualität des 3D-Druckergebnisses stark beeinträchtigen. Wenn die Geschwindigkeit zu niedrig ist, dauert der Druck ewig. Wenn die Geschwindigkeit zu hoch ist, kann das Filament nicht mit dem Extruder mithalten und es kommt zu unterschiedlichsten Fehlern.
Bei flexiblen Filamenten ist es besonders wichtig die Druckgeschwindigkeit eher zu langsam als zu schnell einzustellen. Durch die Flexibilität des Materials können diese Filamente die Extrusionsbewegungen ausgleichen. Dies würde zu ungleichmäßigen Oberflächen und Extrusionsfehlern führen. Aber auch bei starren Filamenten wie PLA oder ABS darf die Geschwindigkeit nicht zu hoch eingestellt werden, da es sonst zu Vibrationen kommen kann, was wiederum zu Ghosting führt.
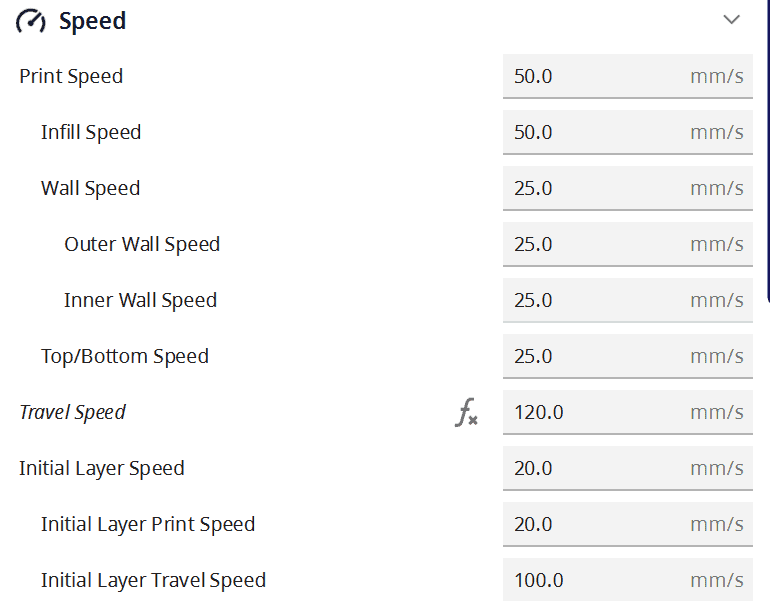
Die beste Druckgeschwindigkeit für den Creality CR-10 Smart Pro in Cura:
- PLA: 50 mm/s
- ABS: 50 mm/s
- TPU: 20-30 mm/s
- PETG: 50 mm/s
Schichthöhe
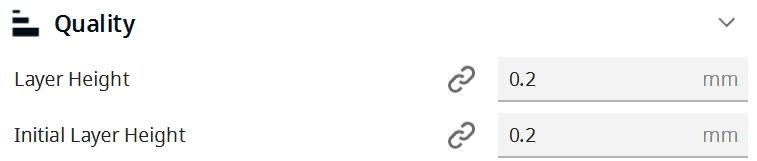
Die Schichthöhe eines 3D-Drucks wirkt sich auf seine Qualität aus, denn sie bestimmt, wie dick die einzelnen Schichten des Drucks sind. Eine geringere Schichthöhe führt zu dünneren Schichten, während eine höhere Schichthöhe zu dickeren Schichten führt.
Der Creality CR-10 Smart Pro kann Schichten mit einer Höhe von nur 0,05 mm drucken, was zu dünneren Schichten und hochwertigeren Drucken führt.
Wenn du dekorative Objekte druckst, ist es wichtig, eine Schichthöhe zu wählen, die gute Ergebnisse liefert und trotzdem relativ schnell zu drucken ist. Eine Schichthöhe von 0,1-0,2 mm ist ein guter Ausgangspunkt für die meisten Dekordrucke, da die Schichten dünn genug sind, um qualitativ hochwertige Drucke zu erstellen, ohne dass der Druck zu lange dauert.
Für robuste Objekte, wie z. B. mechanische Teile, wird eine Schichthöhe von 0,2-0,5 mm empfohlen. Bei dieser Dicke sind die Schichten stabil genug, um der Handhabung und der normalen Abnutzung standzuhalten. Außerdem steht hier Funktion im Vordergrund und nicht die Optik, womit dickere Schichten aufgrund ihrer schnelleren Druckzeit noch attraktiver werden.
Die besten Schichtdicken für den Creality CR-10 Smart Pro in Cura:
- Dekorative Objekte: 0,08-0,12 mm
- Standard: 0,16-0,20 mm
- Grobe, schnelle Drucke: 0,24-0,28 mm
Flussrate
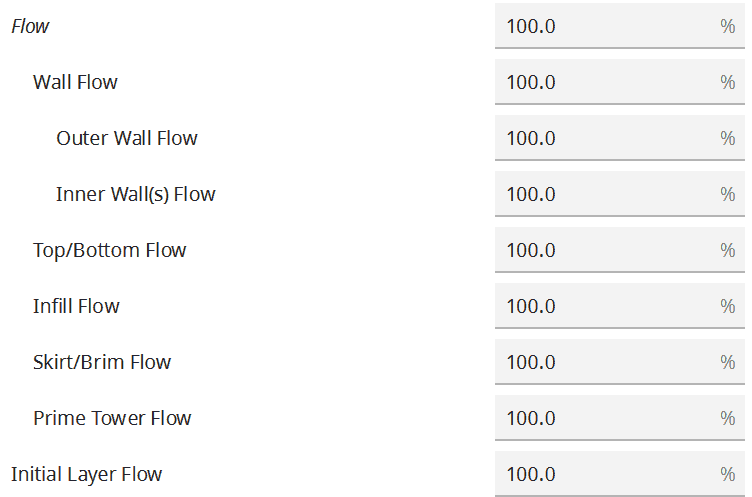
Wenn die Durchflussrate nicht richtig eingestellt ist, kann das Filament nicht gleichmäßig extrudiert werden und Probleme mit der Qualität des Drucks verursachen. Es ist also wichtig sicherzustellen, dass die Flussrate richtig eingestellt ist, um die besten Ergebnisse mit deinem 3D-Drucker zu erzielen.
Wenn die Flussrate zu hoch eingestellt ist, kann es zu Über-Extrusion mit Fehlern wie Stringing oder Blobs kommen. Wenn die Flussrate zu niedrig eingestellt ist, kommt es zu Unter-Extrusion mit Löchern oder Rissen. Die Flussrate ist eine der Einstellungen die für jede 3D-Drucker-Filament-Kombination kalibriert werden sollte – mehr dazu später.
Wenn du die Durchflussrate deines 3D-Druckers erhöhst, weist du den Drucker im Wesentlichen an, mehr Filament mit einer höheren Geschwindigkeit durch das Hotend zu drücken. Das kann dazu beitragen, die Haftung des Druckbetts zu verbessern, da so eine stärkere Verbindung zwischen dem Filament und dem Druckbett hergestellt wird. Eine höhere Flussrate für die erste Schicht erhöht die Druckbett Haftung.
Die beste Flussrate für den Creality CR-10 Smart Pro in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
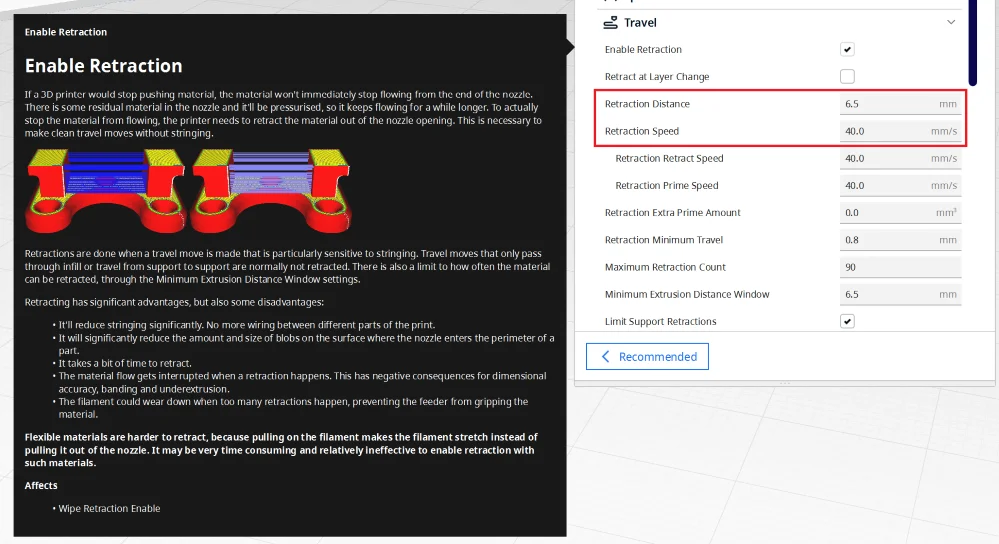
Einzug (Retraction)
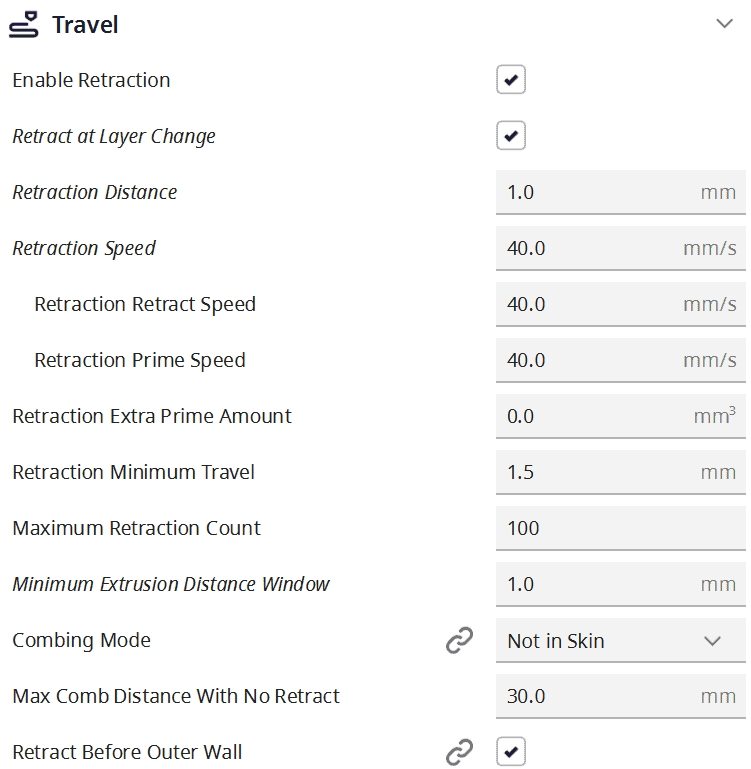
Ein falsch eingestellter Einzug kann dem 3D-Druckergebnis großen Schaden zufügen. Wenn der Rückzugsabstand zu lang ist, kann das Filament in die Extruderdüse gezogen werden und einen Stau verursachen. Wenn der Rückzugsabstand zu kurz ist, fließt das Filament aus der Nozzle wenn sich die Nozzle zwischen zwei Extrusionen befindet.
Ein häufiges Problem, das beim 3D-Druck auftreten kann, ist Stringing (Fadenbildung). Es entsteht, wenn das Filament aus der Düse tropft, wodurch ein fadenartiger Effekt entsteht. Das kann beim endgültigen Druck zu Problemen führen, da die Oberfläche unsauber wird. Um Stringing zu beheben ist die Retraction eine der wichtigsten Einstellungen.
Die besten Einstellungen für den Einzug (Retraction) für den Creality CR-10 Smart Pro in Cura:
- PLA: 1 mm bei 40 mm/s
- ABS: 1 mm bei 50 mm/s
- TPU: 1,0-1,2 mm bei 50 mm/s
- PETG: 0,8-1,0 mm bei 40 mm/s
Infill
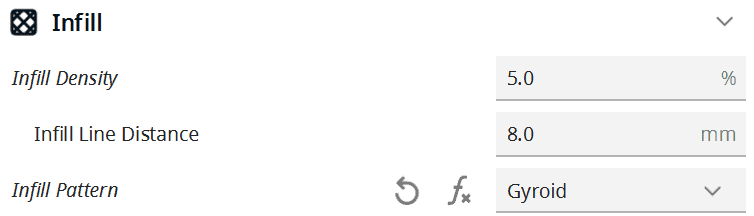
Eine falsch gesetzte Infill Dichte kann dazu führen, dass das Objekt weniger stabil und weniger haltbar ist. Bei zu wenig Infill wird das Objekt schwach und zerbrechlich. Wenn die Infill Dichte zu hoch ist, wird das Objekt schwer und teuer. Außerdem nimmt die Druckzeit mit hohen Dichten erheblich zu.
Das richtige Gleichgewicht für die Füllung zu finden, ist wichtig, um die besten Ergebnisse aus deinem Objekt zu erzielen und dabei so viel Filament und Zeit wie möglich zu sparen.
Es gibt zwei Eigenschaften von Infill: das Muster und die Dichte. Das Infill-Muster bezieht sich auf die Art und Weise, wie der Drucker die Infill-Filamente im Querschnitt deines Drucks ablegt. Einige gängige Muster sind Linien, Würfel oder Gyroid.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Wenn es darum geht, die beste Fülldichte für den 3D-Druck zu ermitteln, gibt es ein paar Dinge, die du berücksichtigen musst. Das erste ist die Art des Objekts, das du drucken willst. Wenn du ein Standardobjekt druckst, das nicht besonders stabil sein muss, reicht wahrscheinlich eine geringere Fülldichte aus.
Wenn du ein Objekt druckst, das sehr stark und stabil sein muss, wie zum Beispiel ein Zahnrad oder ein tragendes Element deiner Cosplay Rüstung, musst du eine höhere Fülldichte verwenden.
Die beste Infill Dichte für den Creality CR-10 Smart Pro in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Erste Schicht
Die erste Schicht eines 3D-Drucks ist extrem wichtig, da sie die Grundlage für den Rest des Drucks bildet. Wenn die erste Schicht nicht richtig gemacht wird, kann der Druck fehlschlagen oder schlechte Ergebnisse liefern. Deshalb ist es wichtig, dass du dir die Zeit nimmst, um die erste Schicht mit den richtigen Einstellungen und Profilen einzurichten.
Eine Möglichkeit, die Druckbett-Haftung der ersten Schicht beim 3D-Druck zu erhöhen, ist die Verwendung einer geringeren Anfangsdruckgeschwindigkeit. Dadurch wird eine stärkere Verbindung zwischen dem Druck und dem Druckbett hergestellt. Außerdem kannst du versuchen, die Druckbett Temperatur zu erhöhen oder ein beheiztes Bett zu verwenden, um die Haftung zu verbessern.
Das sind die besten Cura Einstellungen für die erste Schicht beim Creality CR-10 Smart Pro:
- Schichtdicke: 100-200% der normalen Schichtdicke (höhere Werte, um Druckbett Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s)
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett Haftung)
Cura Einstellungen Kalibrieren für den Creality CR-10 Smart Pro
Die Kalibrierung eines 3D-Druckers ist wichtig, weil sie sicherstellt, dass der Drucker genau druckt. Wenn der Drucker nicht richtig kalibriert ist, sind die Drucke ungenau und möglicherweise nicht verwendbar.
Die wichtigsten Druckeinstellungen die kalibriert werden sollten sind die Drucktemperatur, die Flussrate und die Retraction. Sie haben den größten Einfluss auf die Qualität und verhindern die meisten Fehler wenn sie richtig kalibriert sind.
Für die Kalibrierung benötigst du geeignete Kalibrierobjekte. Diese findest du auf den meisten Portalen die digitale Modelle für den 3D Druck anbieten. Thingiverse ist eines der beliebtesten dieser Portale. Ich selber benutze gerne das Calibration Shapes Plugin in Cura.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
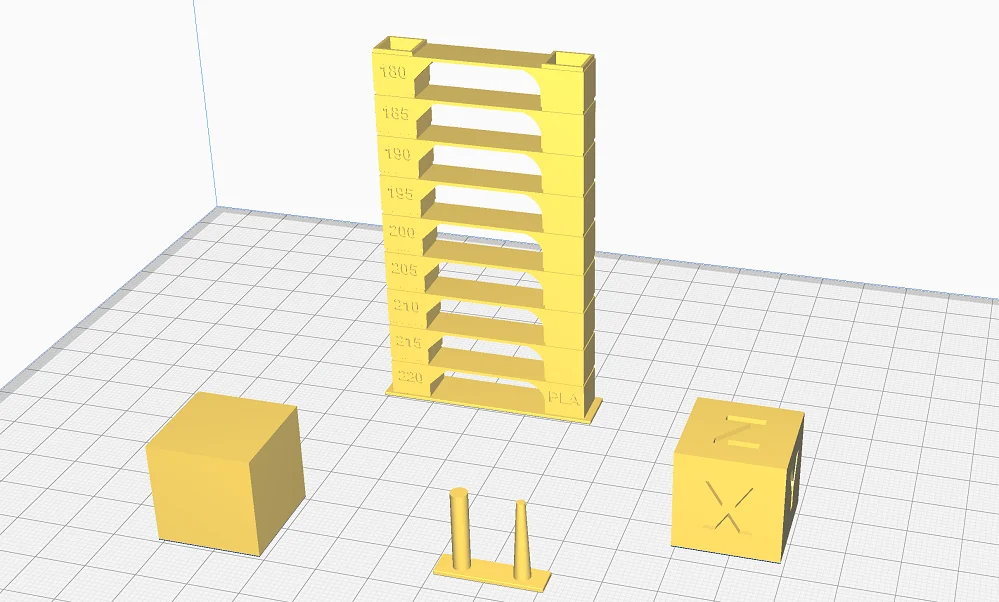
Drucktemperatur Kalibrieren
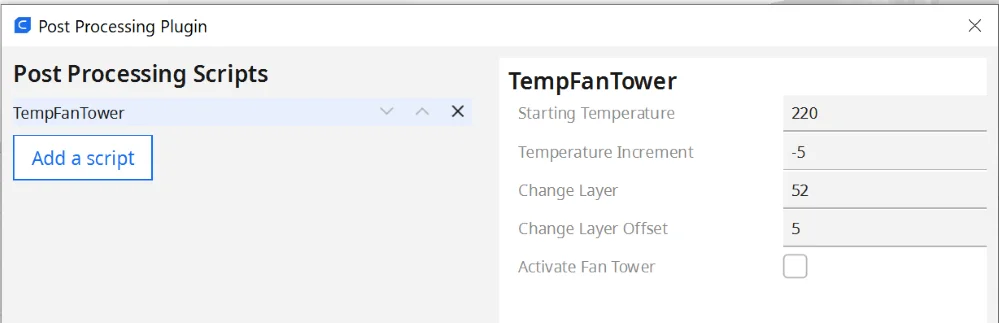
Um die Drucktemperatur eines 3D-Druckers zu kalibrieren, eignet sich am besten ein Temperaturturm. Um die Drucktemperatur mit einem Temperaturturm zu kalibrieren, brauchst du nur das Objekt und ein Skript in Cura.
Das vorgefertigte Skript in Cura verändert die Temperatur für jede Etagen des Turms. So kannst du nach dem Druck direkt sehen welche Drucktemperatur am besten ist.
Flussrate Kalibrieren
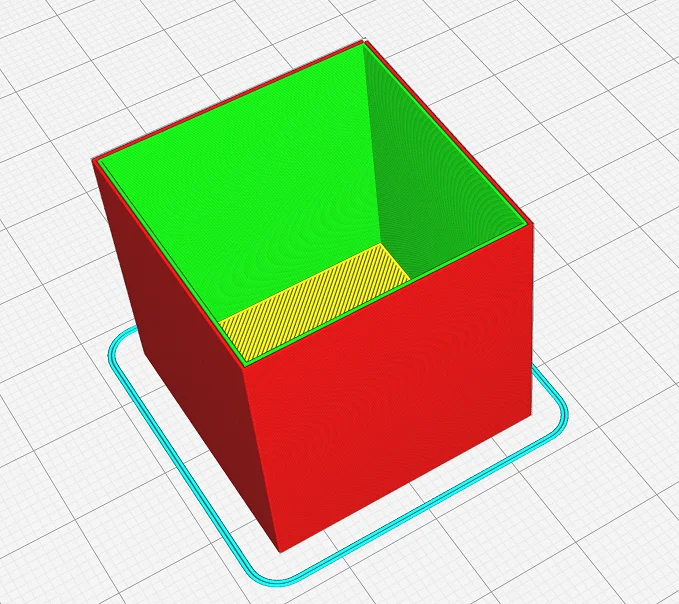
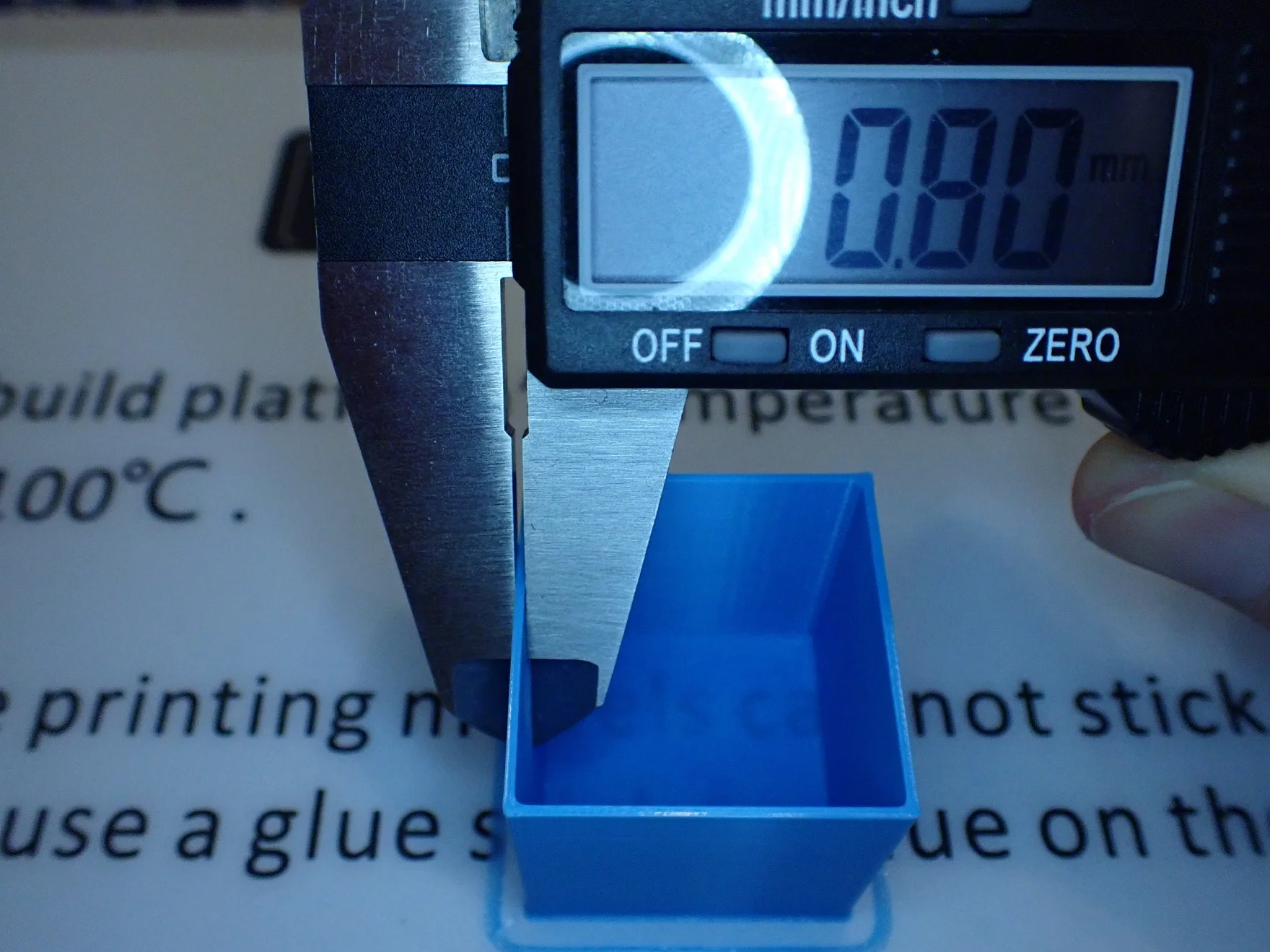
Um die Durchflussrate eines 3D-Druckers zu kalibrieren, musst du die reale Wandstärke messen und sie mit der theoretischen Wandstärke im Slicer vergleichen. Wenn sie voneinander abweichen, musst du die Durchflussrate in Cura entsprechend einstellen.
Die einfachste Methode dafür ist in meinen Augen einen Würfel ohne infill und obere Schichten zu drucken. Er wird dadurch hohl und du kannst die Wandstärke nach dem Druck ganz einfach mit einem Messschieber messen.
Mit etwas Ausprobieren oder Mathe kommst du dann sehr schnell auf die richtigen Werte für die Flussrate.
Einzug Kalibrieren
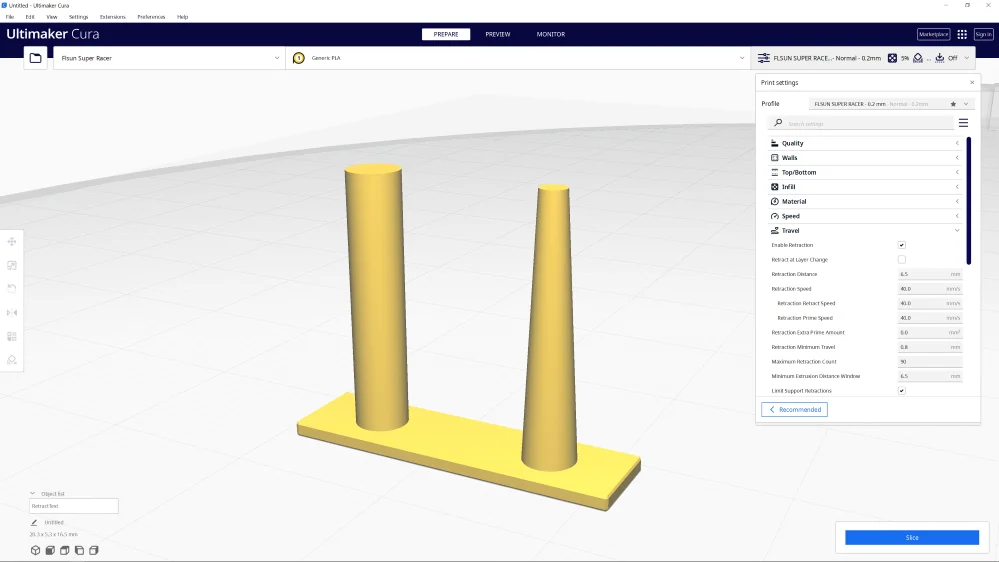
Um den Einzug eines 3D-Druckers zu kalibrieren, benötigst du ein Objekt das Stringing provoziert. Im Allgemeinen sind diese Objekte mit mehreren Säulen. Wenn die Retraction nicht richtig eingestellt ist entstehen Fäden zwischen diesen Säulen.
Ich verwende für die Kalibrierung der Retraction am liebsten Objekte die innerhalb von wenigen Minuten gedruckt sind. So kann ich die richtigen Einstellungen sehr schnell finden und dabei so wenig Filament wie möglich verbrauchen.
Fazit
Der Creality CR-10 Smart Pro ist ein großartiger 3D-Drucker, der kalibriert werden kann, um qualitativ hochwertige Drucke zu produzieren. Mit den Cura-Einstellungen, die du in diesem Artikel findest, kannst du die Qualität und Reproduzierbarkeit deiner Drucke verbessern. Viel Spaß beim Drucken!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
