
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Die erste Schicht eines jeden 3D Drucks ist entscheidend für die Druckbett Haftung und die Qualität der unteren Oberfläche.
Besonders die Linienbreite, die Flussrate, die Schichtdicke und die horizontale Erweiterung der ersten Schicht sind maßgeblich für eine erfolgreiche Druckbett Haftung und eine gute Oberflächenqualität.
Welche Werte sich für die jeweiligen Optionen am besten anbieten, was sie bewirken und wie du die Druckbett Haftung sonst noch erhöhen kannst, erfährst du in diesem detaillierten Guide für die erste Schicht im Cura.
Cura Erste Schicht – Linienbreite
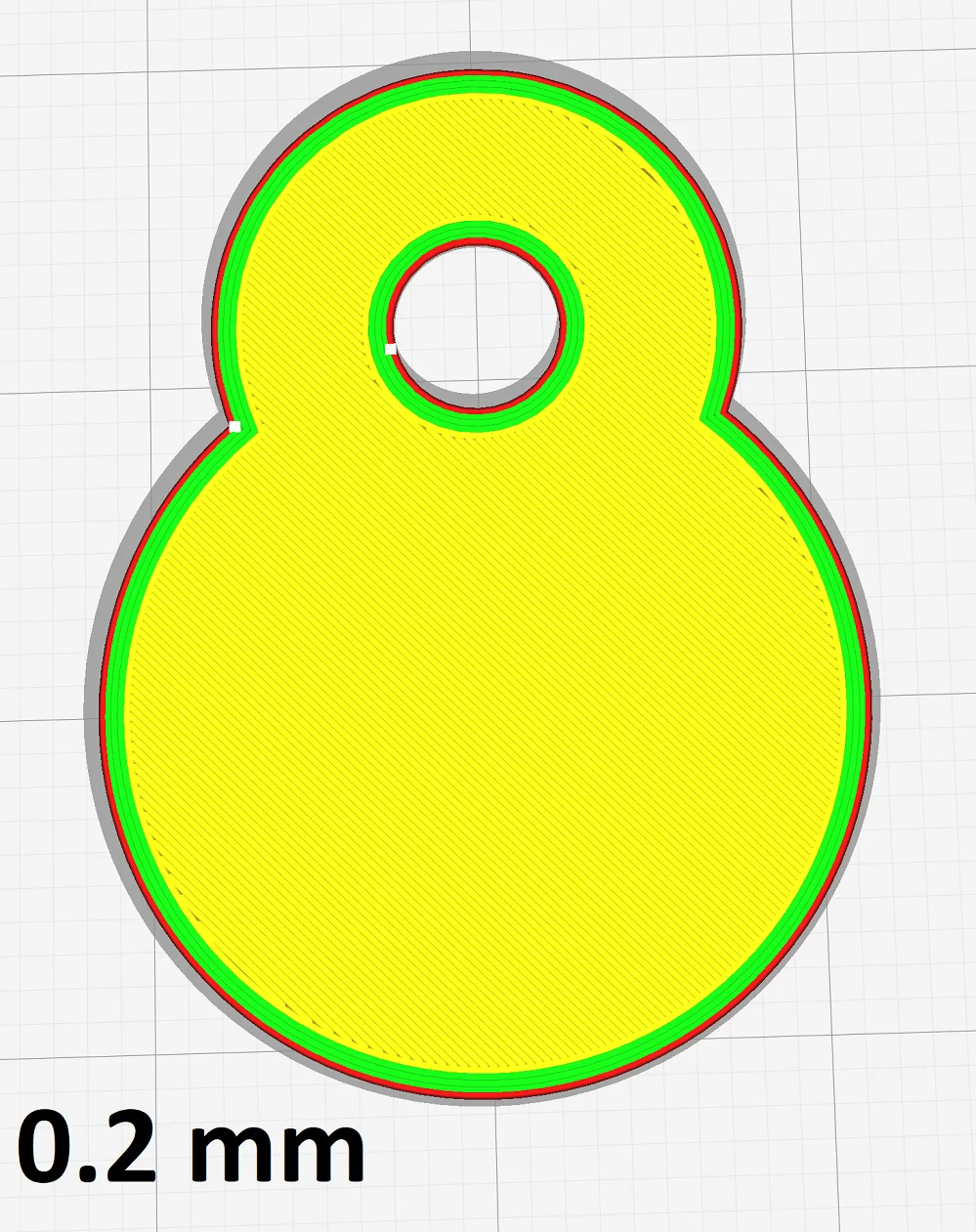
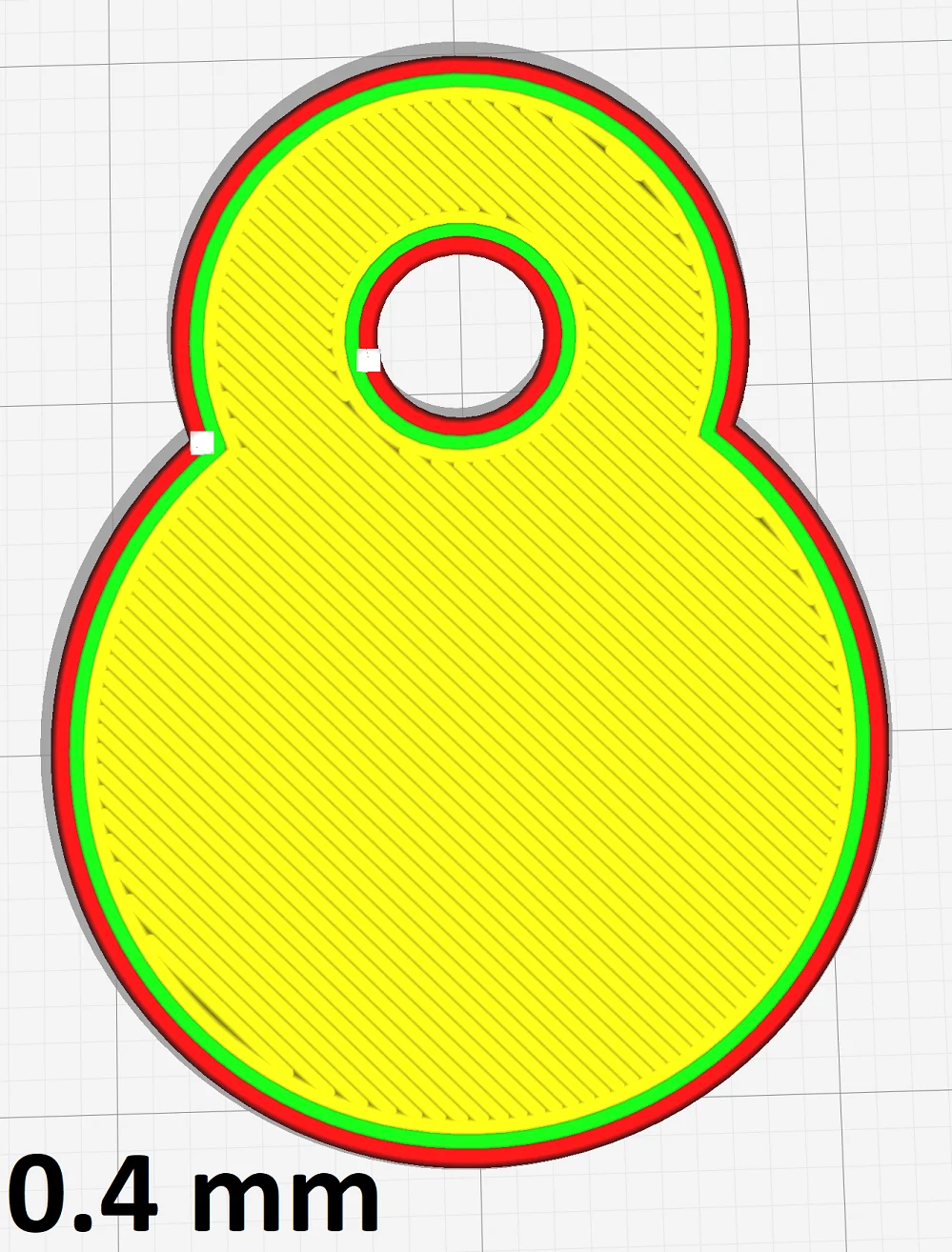
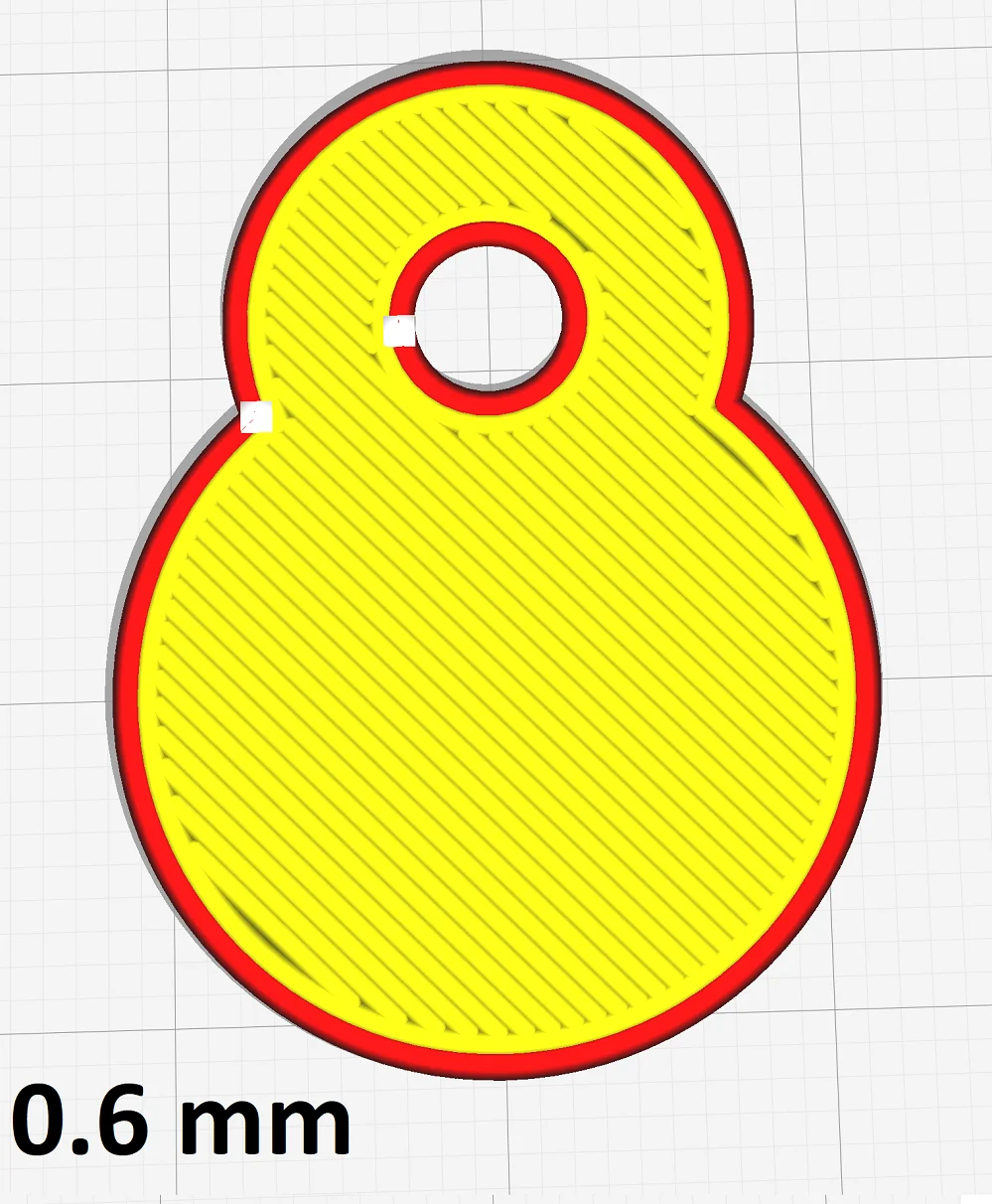
Die Linienbreite der ersten Schicht ist sehr wichtig für die Druckbett Haftung. Ist sie zu klein, gibt es eine schlechte Haftung. Zu groß darf sie aber auch nicht sein, da du sonst Details verlierst oder es zu Unregelmäßigkeiten in der Extrusion kommt.
Für die normale Extrusionsbreite werden Werte zwischen 100% und 140% des Nozzle Durchmessers empfohlen. Bei einer Nozzle mit einem Durchmesser von 0,4 mm kannst du maximal Linienbreiten von 0,24 mm bis 0,8 mm drucken.
Die Linienbreite der ersten Schicht orientiert sich jedoch nicht an dem Durchmesser der Nozzle sondern an der Linienbreite die du für den Rest des Modells verwendest. Ist der Unterschied zu groß, wird der Übergang der ersten Schicht zu den darauffolgenden stark sichtbar.
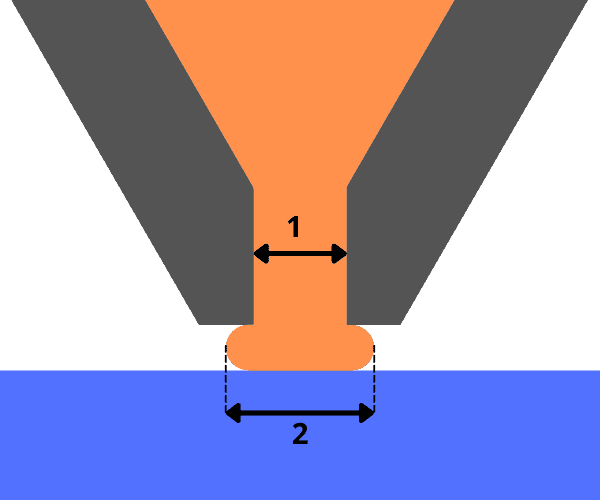
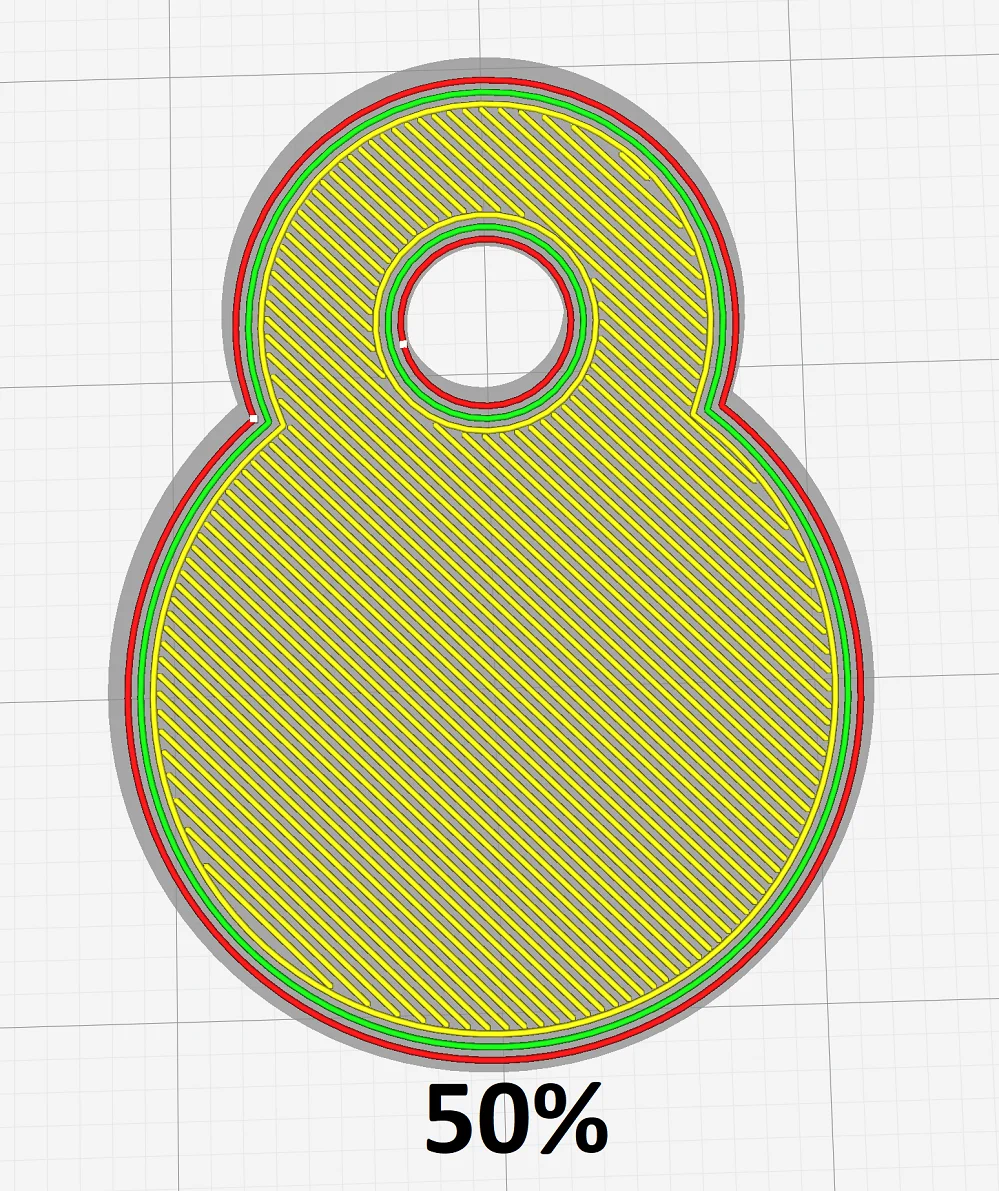
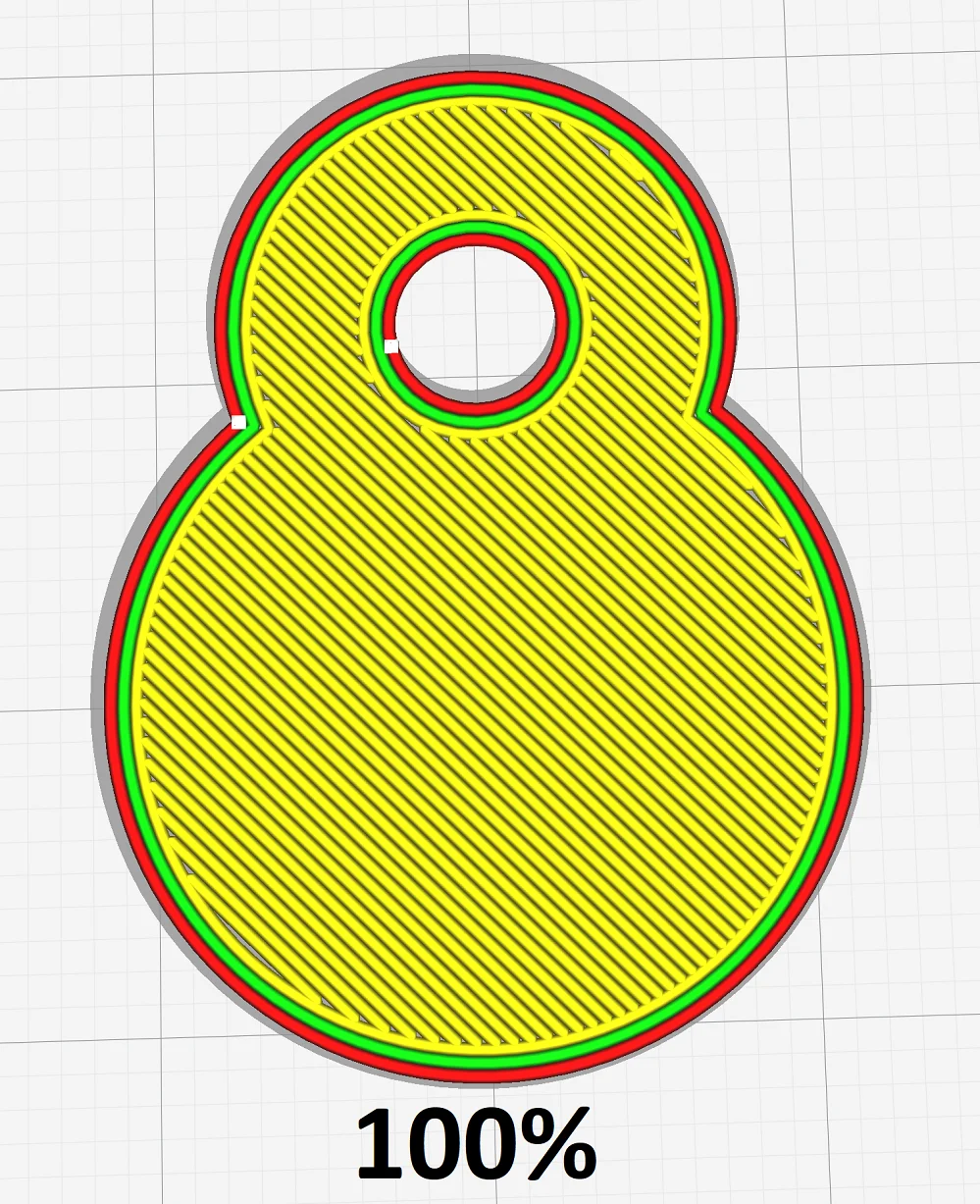
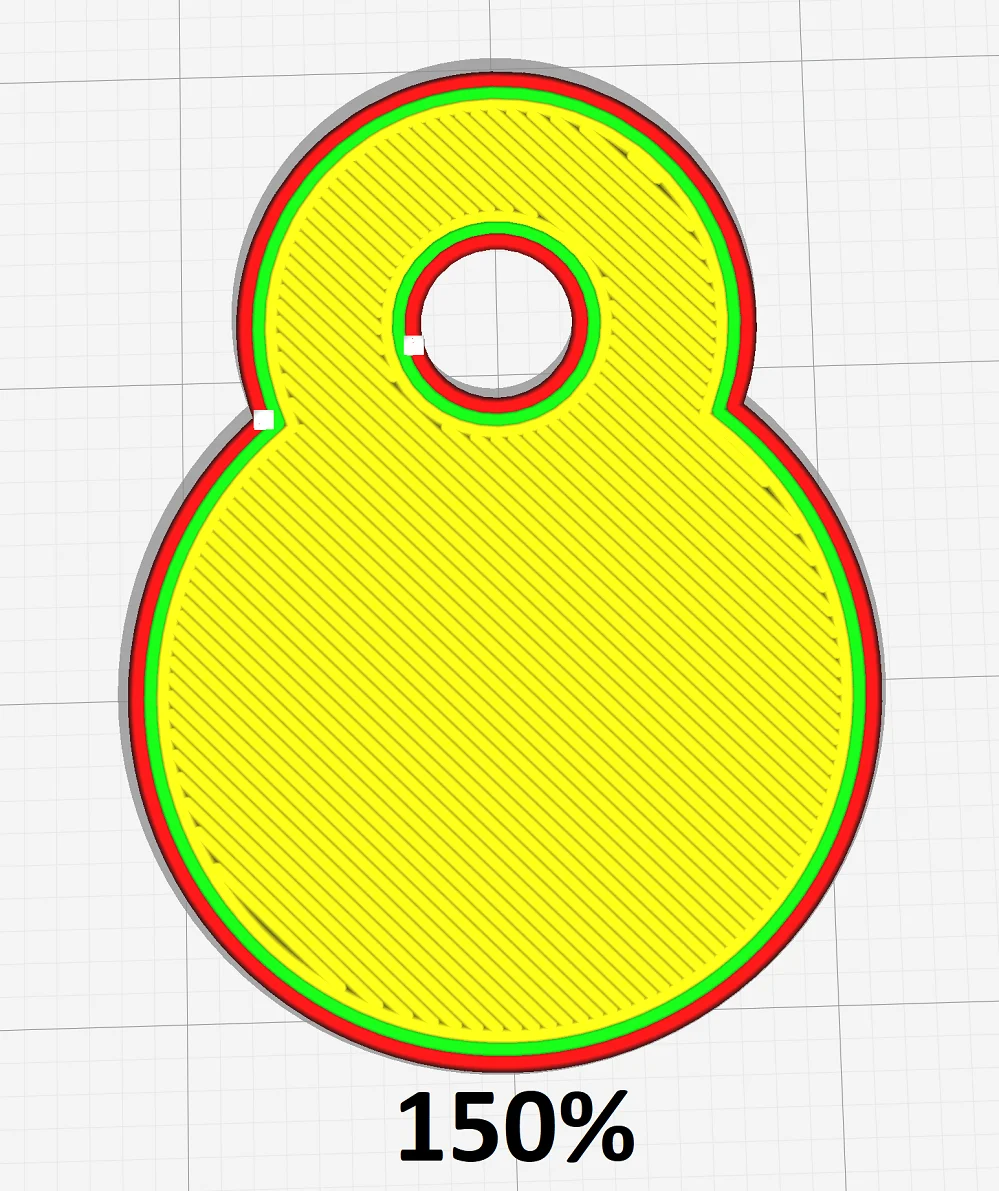
2 = Extrusionsbreite / Linienbreite / Line Width
Die Linienbreite der ersten Schicht ist normalerweise genauso groß wie beim Rest des Objekts. Um die Druckbett Haftung zu erhöhen kann die Linienbreite der ersten Schicht auf 120% oder höher eingestellt werden (z.B.: 0,36 mm bei einer normalen Linienbreite von 0,3 mm).
Je größer die Linienbreite ist, desto mehr Filament kommt aus der Nozzle auf das Druckbett. Die größere Masse an flüssigem Filament benötigt länger zum Erstarren. Dadurch hat sie mehr Zeit eine haftende Bindung mit der Oberfläche des Druckbetts einzugehen.
Der zweite Effekt der eine größere Druckbett Haftung erzeugt ist die Tatsache, dass die Nozzle das Filament stärker auf das Druckbett presst bei gleichbleibender Schichtdicke. Durch den höheren Druck entsteht eine bessere Druckbett Haftung. Die dafür nötige Durchflussrate des Filaments wird von Cura automatisch berechnet.
Zusammenfassung:
- Eine höhere Linienbreite ergibt eine bessere Druckbett Haftung
- Standard: 100% der normalen Linienbreite
- Für eine bessere Haftung: ≥ 120% der normalen Linienbreite
Cura Erste Schicht – Fluss
Die Flussrate der ersten Schicht wird oft mit der Linienbreite der ersten Schicht verwechselt oder der Unterschied ist oft nicht klar.
Eine Veränderung der Linienbreite der ersten Schicht verändert den Abstand der Linien zueinander und die Linienbreite. Eine Veränderung der Flussrate der ersten Schicht verändert nicht den Abstand der Linien zueinander sondern beeinflusst nur die Linienbreite, da mehr oder weniger Filament pro Sekunde extrudiert wird.
Durch eine erhöhte Flussrate der ersten Schicht wird eine Über-Extrusion hervorgerufen die oft die Druckbett Haftung erhöhen kann. Du solltest hier jedoch aufpassen die Flussrate nicht zu hoch einzustellen, da du sonst sehr schnell einen Elefantenfuß (eine oder mehrere zu dicke erste Schichten) bekommen kannst.
Die Flussrate der ersten Schicht beträgt bei gut kalibrierten 3D Druckern immer 100%. Um eine schlechte Druckbett Haftung zu verbessern kann die Flussrate der ersten Schicht auf 105% oder mehr eingestellt werden, um dickere Linien bei gleichem Linienabstand zu bekommen.
Meiner Erfahrung nach sind höhere Flussraten der ersten Schicht nur bei Druckbett Oberflächen nötig die eine schlechte Haftung bieten. Auch bei manchen Hilfsmitteln wie Blue Tape kann sich eine höhere Flussrate anbieten, um mit der rauen Oberfläche eine bessere Verbindung einzugehen.
Bei manchen Oberflächen ist eine höhere Flussrate aber nicht nur gut um die Haftung zu erhöhen, sie kann auch die Oberfläche verbessern. Manchmal ist die Oberfläche der ersten Schicht nicht sehr glatt und homogen. Durch eine höhere Flussrate gibt es mehr Material das in diese kleine Ritzen fließen kann. Dadurch können spiegelglatte Oberfläche entstehen (besonders bei Glasoberflächen).
Zusammenfassung:
- Eine höhere Flussrate der ersten Schicht verbessert die Druckbett Haftung
- Standard: 100% der normalen Flussrate
- Für eine bessere Haftung: ≥ 105% der normalen Flussrate (stark vom Filament und dem Druckbett abhängig)
Cura Erste Schicht – Schichtdicke
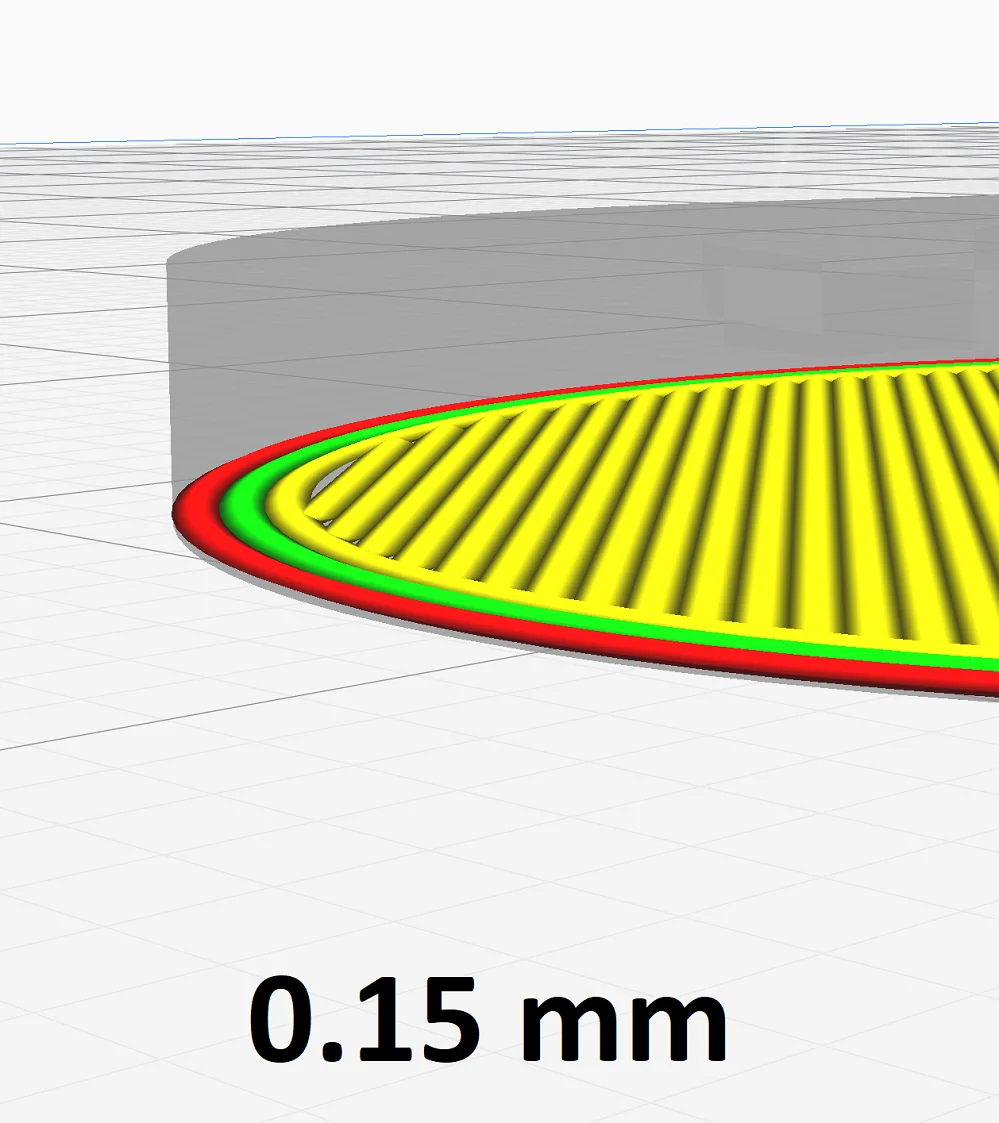
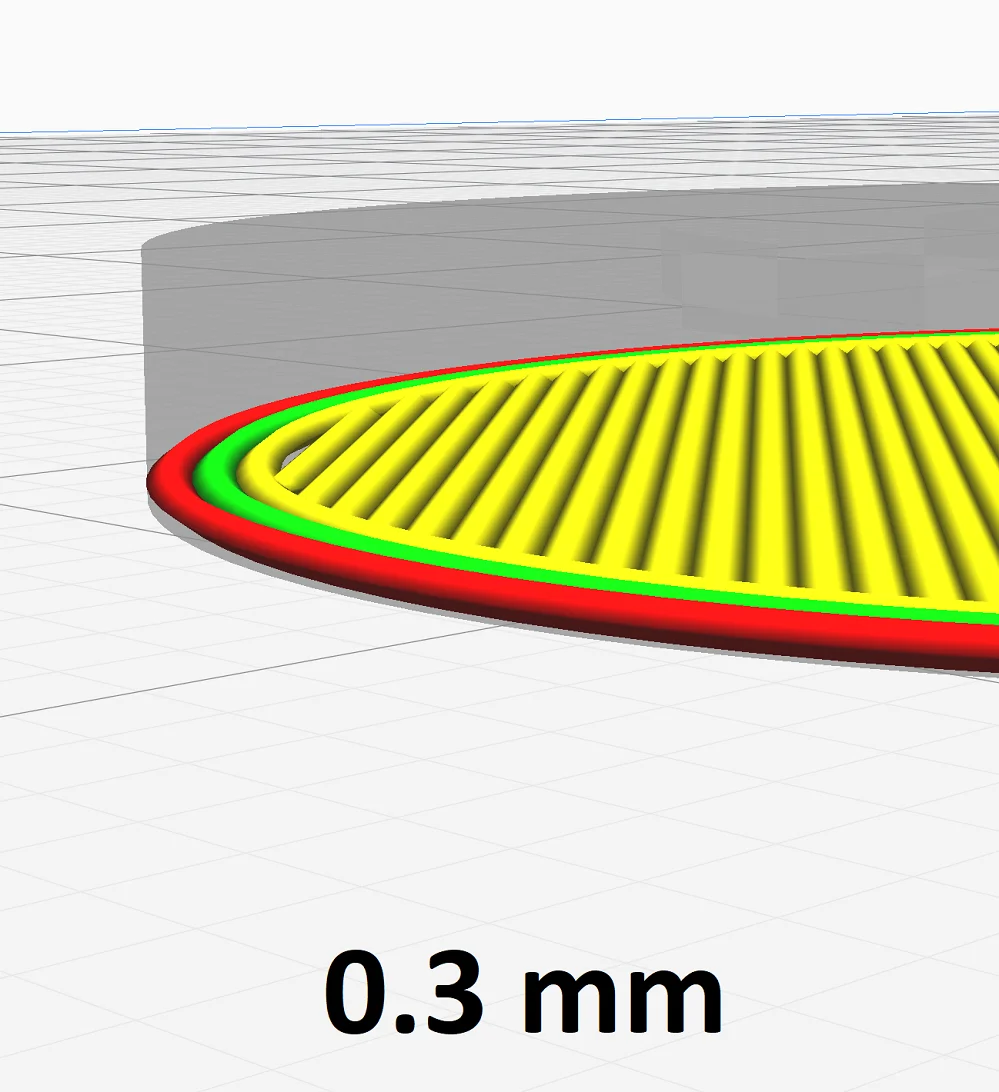
Die Schichtdicke ist maßgeblich für die Genauigkeit des Druckobjekts. Je kleine die Schichtdicke ist, desto mehr Details bleiben erhalten. Je größer die Schichtdicke ist, desto mehr werden die einzelnen Schichten sichtbar.
Eine möglichst kleine Schichtdicke ist also das Ziel bei den meisten Objekten bei denen es auf die Optik ankommt. Dies gilt aber nicht unbedingt für die erste Schicht.
Wenn du eine sehr gute Druckbett Haftung hast, kann die Dicke der ersten Schicht genauso groß sein wie im Rest des Objekts. Um die Druckbett Haftung zu erhöhen, kannst du die Schichtdicke erhöhen.
Je länger das Filament flüssig bleibt bevor es auf dem Druckbett erstarrt, desto besser wird die Haftung. Durch eine größere Schichtdicke ist der das Gesamtvolumen der Filamentlinie größer, wodurch das Filament thermisch träger wird und langsamer erstarrt. Das klingt auf den ersten Blick etwas kompliziert, hat aber im etwa einen ähnlichen Effekt wie eine erhöhte Drucktemperatur, die auch zu einer besseren Druckbett Haftung führen kann.
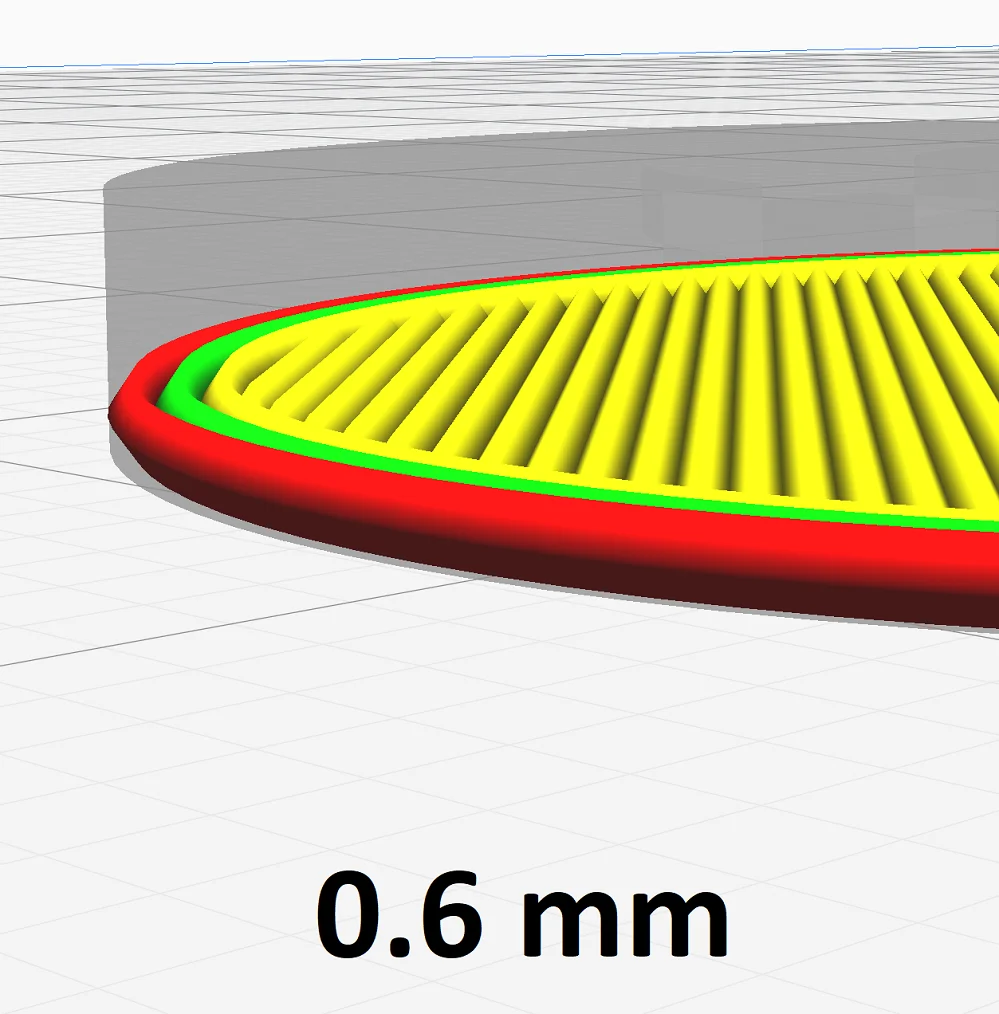
Die Schichtdicke der ersten Schicht beträgt im Normalfall 100% der normalen Schichtdicke. Um die Druckbett Haftung zu erhöhen kann sie auf über 120% der normalen Schichtdicke erhöht werden.
Neben der langsameren Erstarrung des Filaments gibt es noch einen anderen Effekt der die Druckbett Haftung erhöht wenn du eine dickere erste Schicht druckst. Wenn dein Druckbett nicht perfekt nivelliert ist, in sich gebogen oder sonst irgendwie uneben ist, können dickere erste Schichten solche kleinen Unebenheiten ausgleichen.
Zusammenfassung:
- Eine dickere erste Schicht bietet eine bessere Druckbett Haftung
- Standard: 100% der normalen Schichtdicke
- Für eine bessere Haftung: ≥ 120% der normalen Schichtdicke
Cura Erste Schicht – Horizontale Erweiterung
Die horizontale Erweiterung gibt es für das gesamte Objekt und nur für die erste Schicht. Die horizontale Erweiterung skaliert das Objekt gleichmäßig in XY-Richtung. Die Linienbreite, die Schichtdicke und die Flussrate bleiben dabei gleich.
Der klassische Anwendungsfall dieser Option sind dimensionelle Ungenauigkeiten zwischen dem 3D Modell und dem gedruckten Objekt. Wenn du zum Beispiel einen Würfel mit einer Kantenlänge von 10 mm druckst und er in XY-Richtung nur 9,5 x 9,5 x 10 mm (X x Y x Z) misst, kannst du dies mit der horizontalen Erweiterungen kompensieren um auf die gewollten 10 mm zu kommen.

Hier kommst zu zum kompletten Guide:
Horizontale Erweiterung in Cura – Anschaulicher Guide
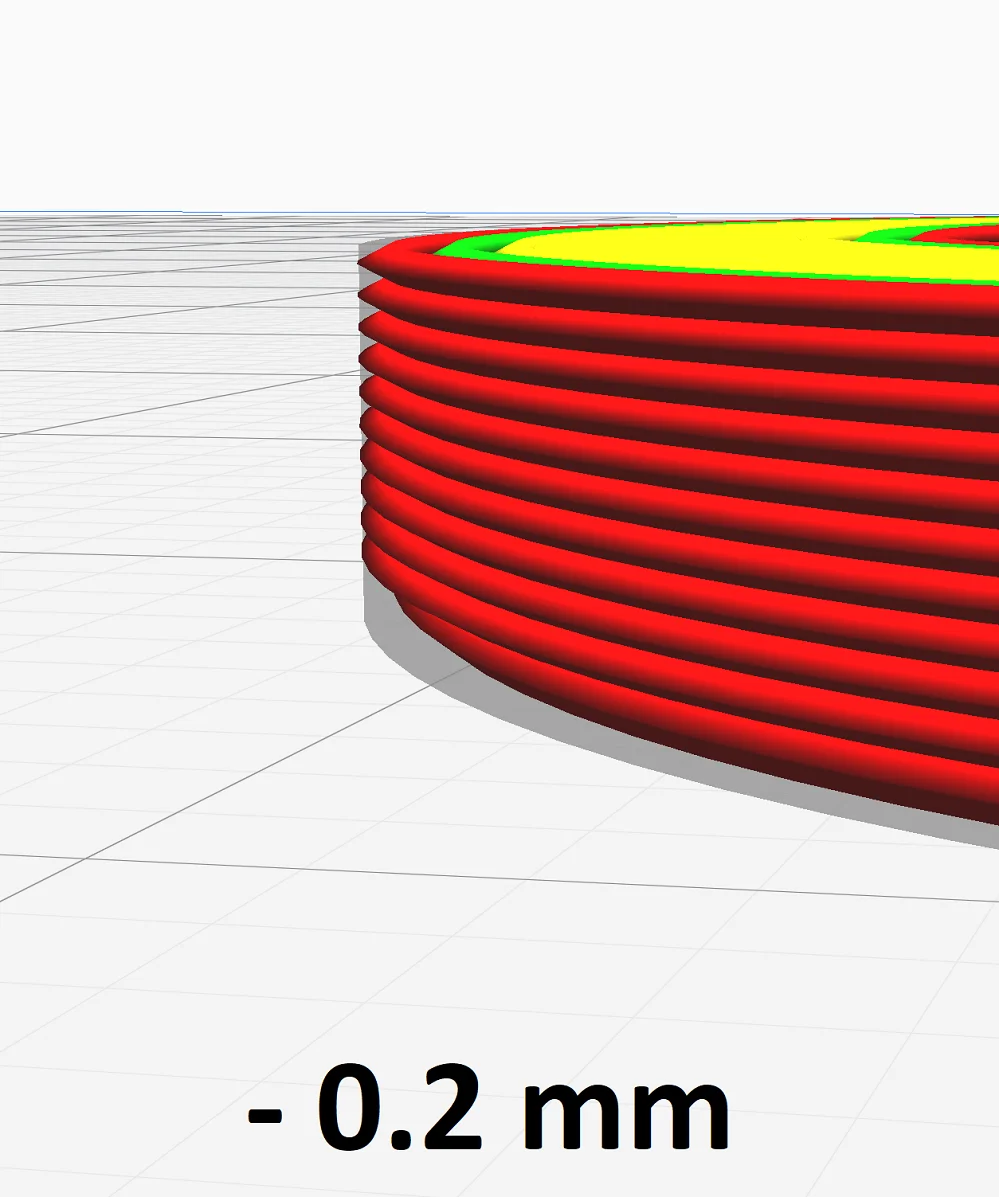
Es ist aber selten, dass solche dimensionellen Ungenauigkeiten nur die erste Schicht betreffen. Die horizontale Erweiterung macht für die erste Schicht nur Sinn, um Über- oder Unter-Extrusion zu kompensieren. Der klassische Fall ist eine Über-Extrusion bzw. ein Elefantenfuß der ersten Schicht. Dabei gibt es zu viel Material in der ersten Schicht, wodurch sie breiter wird als die Schichten darüber. Wenn du negative Werte bei der horizontalen Erweiterung der ersten Schicht eingibst, kannst du diesem Defekt entgegensteuern.
Die horizontale Erweiterung der ersten Schicht ist aber nur in absoluten Notfällen ein Lösungsansatz. Alle anderen hier beschriebenen Optionen bieten sich besser an, um die Druckbett Haftung zu erhöhen. Die Druckbett Haftung lässt sich aber auch noch auf andere Arten verbessern.
Zusammenfassung:
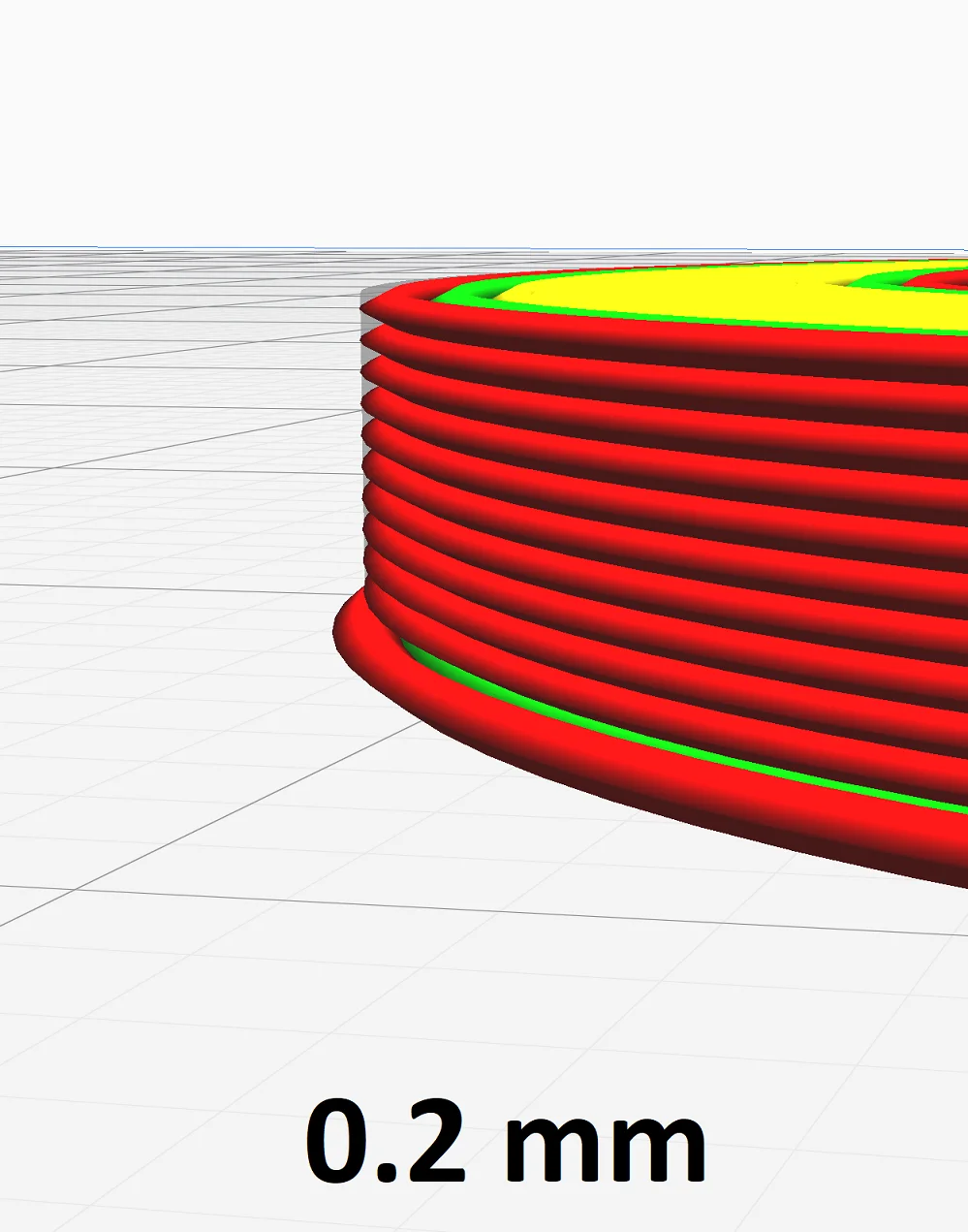
- Skaliert die erste Schicht in X/Y-Richtung gleichmäßig
- Standard: 0 mm
- Gegen Unter-Extrusion: positive Werte (Start bei 50% der Linienbreite)
- Gegen Über-Extrusion/Elefantenfuß: negative Werte (Start bei 50% der Linienbreite)
Druckbett Haftung Erhöhen
Wenn du auf der Suche nach den idealen Einstellungen für die erste Schicht deines 3D Drucks bist, scheinst du Probleme mit den Standardeinstellungen zu haben. Eine schlechte Druckbett Haftung ist ein wahrscheinlicher Grund dafür.
Mit einer perfekten Druckbett Haftung sind die Standardeinstellungen für die erste Schicht in Cura absolut ausreichend. Aber wie bekommst du eine gute Druckbett Haftung? Dafür gibt es mehrere Wege:
Druckbett nivellieren: Eine korrekte Nivellierung des Druckbetts ist nicht nur für die Druckbett Haftung entscheidend, es verhindert auch diverse andere Druckfehler. Wenn der Abstand zwischen Nozzle und Druckbett nicht genau eingestellt wird, kann die Nozzle überall oder nur teilweise zu weit von dem Druckbett entfernt sein, womit das Filament nicht ausreichend stark auf das Druckbett gepresst wird. Dann wird es nur auf die Oberfläche gelegt und kann keine haftende Verbindung mit der Oberfläche eingehen.
Wenn du wissen möchtest, wie du dein Druckbett perfekt nivellierst, ist hier ein detaillierter Guide dazu: 3D Drucker Druckbett Nivellierung | Manuell & Automatisch
Druckgeschwindigkeit der ersten Schicht reduzieren: Eine weitere Maßnahme um die Druckbett Haftung zu erhöhen ist es die Druckgeschwindigkeit der ersten Schichten zu reduzieren. Dann hat das Filament mehr Zeit sich mit dem Druckbett zu verbinden, wodurch eine bessere Druckbett Haftung entsteht.
Normale Druckgeschwindigkeiten liegen im Bereich zwischen 40-60 mm/s. Für die erste Schicht sollte sie nur 20-30 mm/s betragen.
Drucktemperatur der ersten Schicht erhöhen: Ein weiterer wichtiger Parameter dafür, dass das Filament eine gute Haftung zum Druckbett reingeht ist seine Temperatur. Je höher die Drucktemperatur ist, desto flüssiger ist das Filament. Wenn das Filament flüssiger ist, wird die Kontaktfläche zwischen Druckbett und Filament größer, was zu einer erhöhten Haftung führt.
Zu hoch darf die Temperatur aber auch nicht sein, da es sonst zu einem Elefantenfuß kommen könnte. Wenn du Probleme mit der Druckbett Haftung hast, könnte eine um 10-15 °C erhöhte Drucktemperatur helfen.
Druckbett Temperatur der ersten Schicht: Eine gute Druckbett Haftung wird auch maßgeblich von der Temperatur der Druckoberfläche bestimmt. Wenn sie zu kalt ist, erstarrt das Filament zu schnell und kann keine Haftung mit dem Druckbett eingehen. Achte immer darauf, dass du die richtige Temperatur für das verwendete Filament verwendest.
Hilfsmittel verwenden: Es gibt auch diverse Hilfsmittel mit denen du die Druckbett Haftung verbessern kannst. Dazu zählen vor allem Blue Tape, ein Klebeband mit einer etwas rauen Oberfläche, und Magigoo, einem speziellen Kleber für 3D Drucker. Ich selber bin ein großer Fan von Magigoo – besonders bei sehr filigranen ersten Schichten verwende ich diesen Kleber oft, um ohne Hilfsdrucke auszukommen.
Hilfsdrucke verwenden: Hilfsdrucke wie Brims oder Rafts dienen dazu die Oberfläche der ersten Schicht zu vergrößern, um damit die Druckbett Haftung zu verbessern. Außerdem helfen sie dabei Warping zu vermeiden.
Mit diesen Tipps sind sollte es dir gelingen eine gute Druckbett Haftung zu bekommen. Falls es dir trotzdem nicht gelingt eine gute Druckbett Haftung herzustellen, solltest du dir überlegen eine andere Oberfläche zu verwenden. Ich selber bin ein großer Fan von magnetischen, flexiblen PEI Oberflächen*.
Hier ist der komplette Artikel zum Thema Druckbett Haftung: 3D Druck haftet nicht am Bett? – Guide für Beste Haftung
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
