
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
ABS ist ein sehr anspruchsvolles Filament für den 3D Druck. Wenn du bisher das relativ einfach zu druckende PLA Filament gewohnt bist, musst du dich bei ABS etwas umstellen.
Um die Schichthaftung von ABS zu verbessern und eine Delamination zu vermeiden, benötigt der 3D Drucker ein Gehäuse, die Drucktemperatur muss hoch genug sein und die Druckgeschwindigkeit darf nicht zu schnell sein. Es gibt aber noch mehr Lösungsansätze für dieses Problem.
In diesem Artikel lernst du alle Lösungsansätze kennen die die Schichthaftung bei ABS verbessern und eine Delamination vermeiden.
Table of Contents:
- 1 Verwende ein 3D Drucker Gehäuse
- 2 Verringere oder Deaktiviere die Kühlung
- 3 Erhöhe die Drucktemperatur
- 4 Reinige die Nozzle
- 5 Verringere die Druckgeschwindigkeit
- 6 Verringere die Schichtdicke
- 7 Erhöhe die Linienbreite
- 8 Erhöhe die Flussrate
- 9 Verwende Trockenes Filament
- 10 Reduziere die Infill Dichte
- 11 Erhöhe die Druckbett Temperatur
- 12 Verwende Kleber für das Druckbett
Verwende ein 3D Drucker Gehäuse

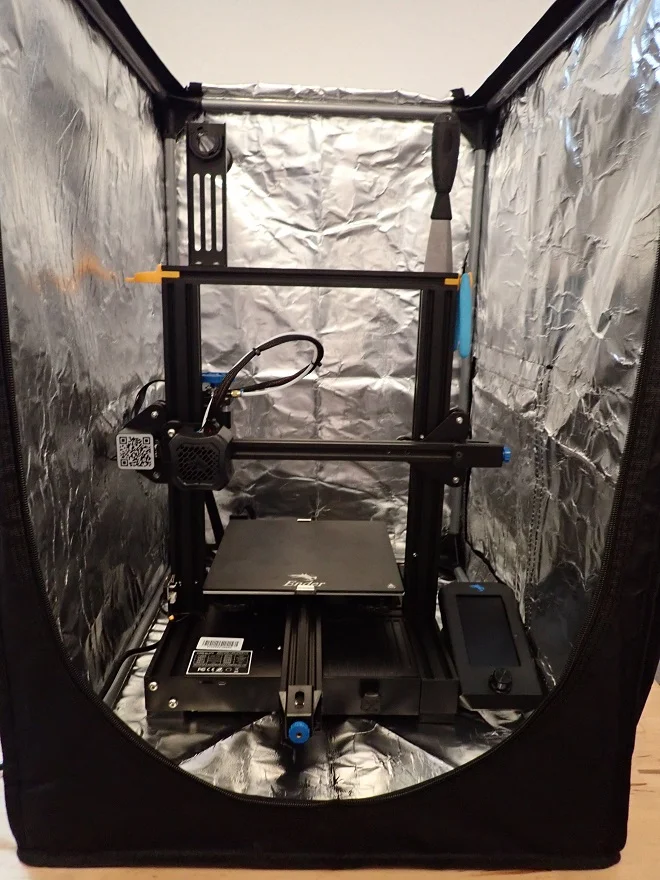
ABS ist sehr anfällig für schnelle Temperaturschwankungen. Daher ist es ratsam beim 3D Druck mit diesem Filament ein Gehäuse für den 3D Drucker zu verwenden. Viele 3D Drucker besitzen schon ein Gehäuse, andere lassen sich mit einem passendem Gehäuse upgraden.
Wenn ABS zu schnell auskühlt, verzieht es sich. Dadurch kommt es oft zum gefürchteten Warping. Es können aber auch Risse entstehen bei denen sich die einzelnen Schichten voneinander lösen. ABS benötigt eine gewisse Zeit im geschmolzenen Zustand um sich mit der darunterliegenden Oberfläche zu verbinden. Kühlt das Filament dabei zu schnell aus, ist die Verbindung zu schwach oder gar nicht gegeben.
Die meisten Lösungsansätze in diesem Artikel setzen also genau bei diesem Phänomen an und versuchen die Zeit die das Filament zum Auskühlen benötigt zu verlängern damit eine bessere Haftung entstehen kann.
Die effektivste Variante dafür ist ein 3D Drucker Gehäuse das die Umgebungstemperatur wärmer hält als die normale Raumtemperatur. Durch eine erhöhte Umgebungstemperatur kühlt das ABS viel langsamer aus und hat dadurch mehr Zeit sich mit der unteren Schicht oder dem Druckbett zu verbinden.
Falls dein 3D Drucker zwar die nötigen Temperaturen für ABS erreicht aber kein Gehäuse besitzt, brauchst du dir nicht unbedingt einen neuen 3D Drucker kaufen, sondern kannst ganz einfach ein passendes Gehäuse kaufen. Ich selber habe das 3D Drucker Gehäuse von Creality getestet und verwende es für meine ABS Drucke. Es ist für die meisten 3D Drucker kompatibel und es ist in zwei verschiedenen Größen verfügbar.
Ein 3D Drucker Gehäuse ist für ABS ein Muss!
Verringere oder Deaktiviere die Kühlung

Kühlt ein Filament zu schnell aus, entsteht eine schlechte Haftung zwischen den einzelnen Schichten und zum Druckbett. Bestimmte temperaturempfindliche Filamente wie ABS sind dafür besonders anfällig. ABS benötigt nur eine sehr geringe oder gar keine Kühlung während des Drucks.
Auch hier gilt wieder das gleiche Prinzip wie beim 3D Drucker Gehäuse. Je länger das Filament Zeit hat auszukühlen, desto besser wird die Haftung zu der darunterliegenden Oberfläche.
Selbst bei dem sehr einfach zu druckenden Filament PLA führt eine Kühlung der ersten Schichten dazu, dass eine schlechte Druckbett Haftung entsteht oder sich die ersten Schichten stark verziehen. Bei ABS ist dieser Effekt um ein vielfaches stärker. Bei ABS muss die Kühlung bei den ersten Schichten deaktiviert sein und für den Rest des Objekts entweder extrem niedrig eingestellt oder auch ganz deaktiviert sein.
Manchmal ist der Teile-Lüfter am Druckkopf jedoch nicht die einzige Quelle ungewollter Luftzüge die das Filament zu schnell auskühlen. Falls du kein 3D Drucker Gehäuse besitzt oder ein selbstgebautes Gehäuse hast bei dem hier und da Risse bestehen und Luftzüge bis an das Objekt kommen können, könntest du versuchen deinen Druck mit einem Draft Shield zu drucken.
Dieses Draft Shield besteht im Prinzip aus einer Mauer die direkt um dein Objekt gedruckt wird und es vor Luftzügen schützt. Diese Konstruktion kann auch Sinn machen wenn du ein 3D Drucker Gehäuse besitzt. Dann ist die Umgebungstemperatur am Objekt noch ein Stückchen höher und homogener als ohne.
Erhöhe die Drucktemperatur
Die Drucktemperatur sollte bei ABS etwa 250 °C betragen um eine gute Schichthaftung zu erzeugen und eine Delamination zu vermeiden. Die Temperatur variiert zwischen einzelnen Herstellern und muss für jede Filament-Drucker Kombination kalibriert werden.
Eine zu niedrige Drucktemperatur führt auch bei anderen Filamenten zu Phänomenen wie Unter-Extrusion und einer schlechten Haftung auf dem Druckbett oder zwischen den einzelnen Schichten. Ist die Temperatur zu hoch, können aber auch andere Druckfehler auftauchen.
Um eine gute Schichthaftungen zu gewährleisten haben sich solche Temperaturen als wirksam erwiesen die am oberen Ende des empfohlenen Temperaturbereichs des jeweiligen ABS Filament angegeben werden. Ansonsten solltest du deine Drucktemperatur in 5 °C Schritten erhöhen.
Das Drucken mit höheren Drucktemperaturen führt nicht nur bei ABS zu einer besseren Schichthaftung. Auch bei anderen Filamenten erzeugt der Druck mit höheren Temperaturen stabilere Objekte. Wie auch bei den meisten anderen Lösungsansätzen in diesem Artikel wirkt sich die Drucktemperatur direkt auf die Dauer die das Filament benötigt um auszukühlen aus.
Nur heißes Filament kann eine haftende Verbindung mit der darunterliegenden Oberfläche eingehen indem es in die kleinen Ritzen und Ecken der anderen Oberfläche fließt. Kühlt es zu schnell aus, hat es nicht genug Zeit in diese kleinen Rissen und Ecke zu fließen und es entsteht eine schlechte Haftung.
Achte bei den hohen Drucktemperaturen aber darauf, dass dein 3D Drucker diese auch unterstützt. Viele Hobby 3D Drucker geben zwar an, dass sie ABS drucken können, verfügen aber nur über ein PTFE-ausgekleidetes Hot End mit einem Einsatzbereich von maximal 240 °C. Bei Temperaturen über 240 °C fängt das PTFE an zu schmelzen und gibt giftige Gase frei. Falls du also mit deinem 3D Drucker höhere Temperaturen anfahren möchtest, solltest du prüfen ob es ein All-Metal-Hotend für deinen 3D Drucker gibt.
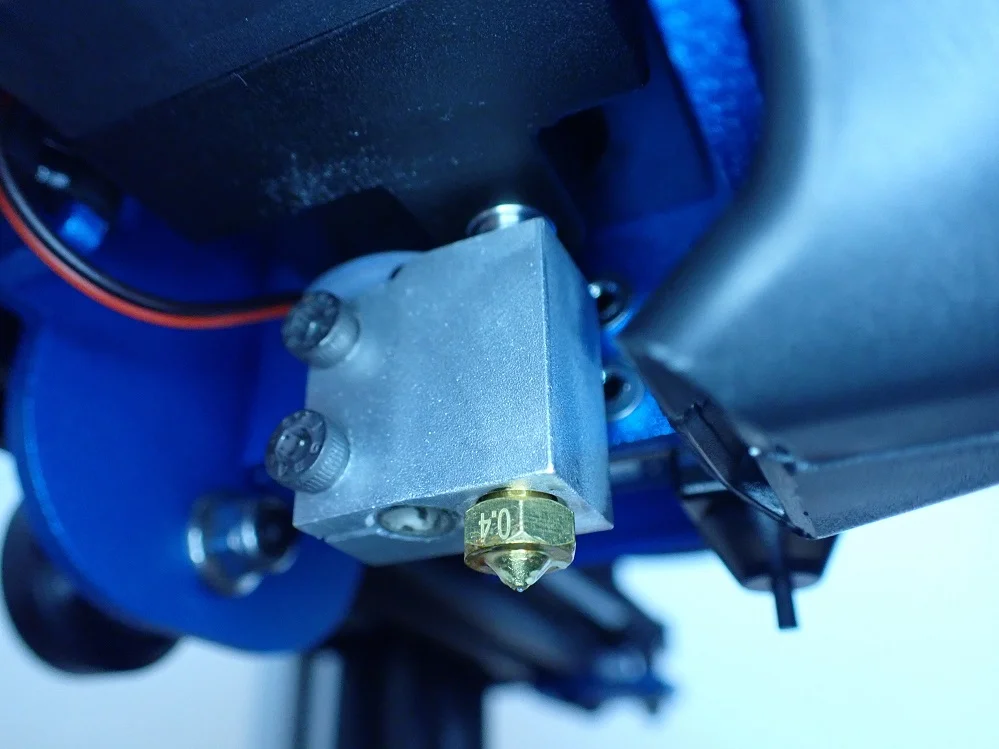
Reinige die Nozzle
Eine verunreinigte Nozzle kann besonders bei ABS zu einer schlechten Schichthaftung führen. Wenn durch die teilweise verstopfte Nozzle weniger Filament extrudiert wird als normalerweise kann das wenige heiße Filament keine haftende Bindung zu darunterliegenden Schichten aufbauen.
Um eine verstopfte Nozzle zu vermeiden solltest du nur hochwertiges ABS Filament* verwenden. Filament mit schlechter Qualität kann oft verunreinigt sein und die Nozzle nach mehrfachem Gebrauch verstopfen. Aber auch komplett reines ABS Filament kann über die Dauer Rückstände in der Nozzle ablagern welche zu einer komplett oder nur teilweise verstopften Nozzle führen kann.
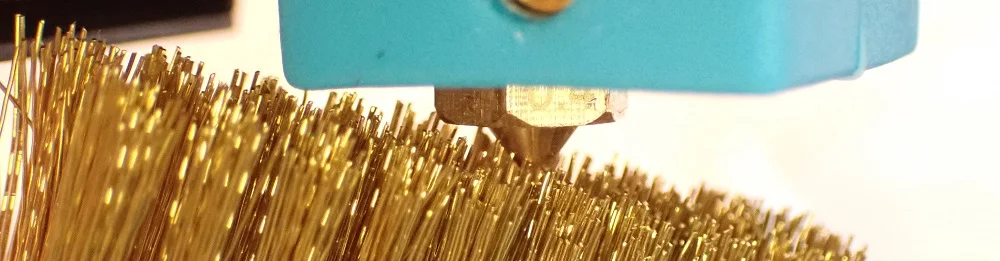
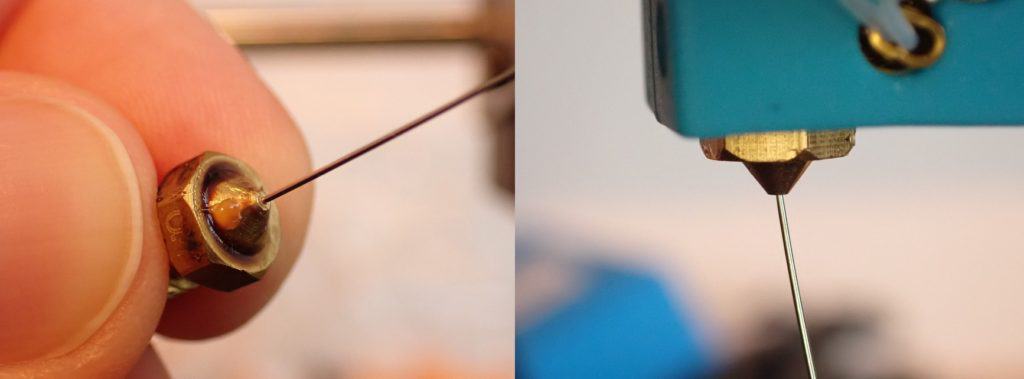
Um die Nozzle zu reinigen kannst du sie auf die Schmelztemperatur des Filaments erhitzen und mit einer feinen Nadel die Verstopfung im Inneren lösen und extrudieren. Dies ist aber nur bei starken Verschmutzungen notwendig und du solltest auf die Verwendung von mechanischen Reinigungen mit Nadeln oder Drahtbürsten nur im Notfall einsetzen, da dadurch die Nozzle beschädigt werden kann.
Eine schonende Variante die Nozzle zu reinigen ist mit Reinigungsfilament*. Dieses Filament wird nicht gedruckt sondern nur extrudiert, um die Nozzle zu reinigen. Auch wenn Reinigungsfilament vergleichsweise teuer ist, brauchst du davon nur sehr wenig für eine Reinigung. Auch bei regelmäßiger Anwendung wird eine Spule Reinigungsfilament sehr lange halten. Du wirst erstaunt sein wie viel Dreck in deiner Nozzle steckt!
Verringere die Druckgeschwindigkeit

Die Schichthaftung von ABS Filament kann durch eine niedrigere Druckgeschwindigkeit verbessert werden. Durch die niedrigere Geschwindigkeit kühlt das Filament langsamer aus und hat dadurch länger die Möglichkeit eine starke Haftung zu der unteren Schicht einzugehen.
Wenn die Druckgeschwindigkeit zu hoch eingestellt ist, bewegt sich das Filament so schnell durch die Nozzle, dass das Hotend keine Zeit hat das Filament auf die nötige Endtemperatur zu erhitzen. Dadurch wird das Filament kälter extrudiert als es sollte. Dies tritt aber nur bei sehr hohen Druckgeschwindigkeiten auf.
Der wichtigere Effekt ist der, dass bei einer langsameren Druckgeschwindigkeit die heiße Nozzle länger in der Nähe des extrudierten Filaments verbleibt und so die Temperatur des extrudierten Filaments länger warm bleibt und es langsamer auskühlt.
Eine niedrigere Druckgeschwindigkeit hilft bei vielen Druckfehlern. Auch hier ist es ein gutes Mittel um schnell zu einer Lösung zu kommen.
Für ABS bieten sich Druckgeschwindigkeiten von 30 bis 60 mm/s an. Falls du schon in diesem Bereich bist, kannst du die Druckgeschwindigkeit in 5 mm/s Schritten verringern und schauen ob sich das Problem verbessert hat. Falls du schon am unteren Ende dieses Bereichs der Druckgeschwindigkeit angelangt bist, wird eine Verringerung wahrscheinlich keine Verbesserung mehr bringen und du solltest einen anderen Lösungsansatz ausprobieren.
Verringere die Schichtdicke
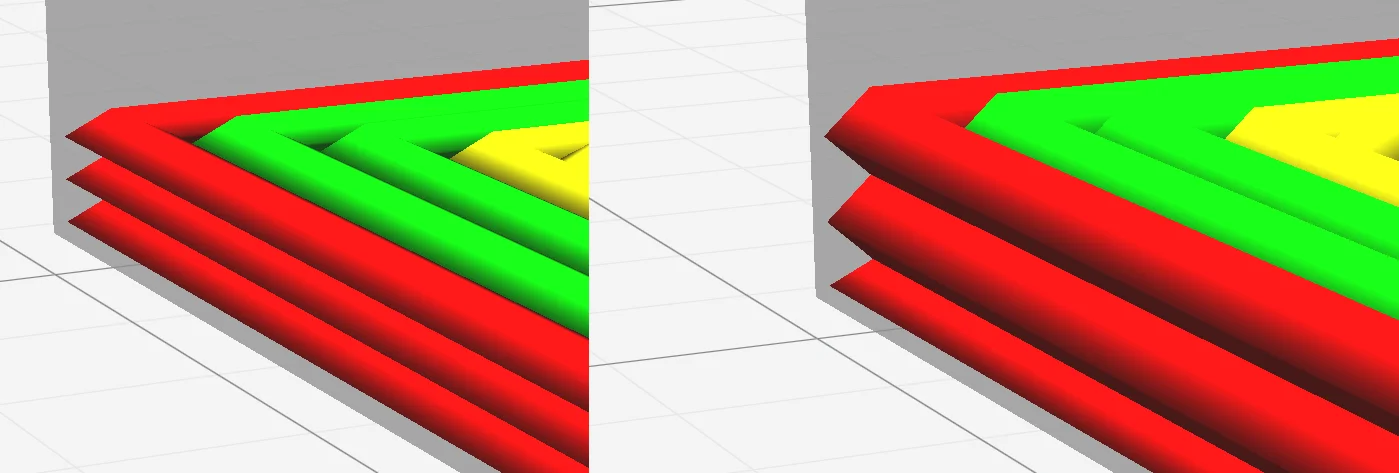
Eine zu dicke Schicht kann bei ABS Filamenten auch zu einer schlechten Schichthaftung führen. Durch die höhere Schichtdicke werden die einzelnen Filament Linien nicht so stark zusammengedrückt und kleben dadurch nicht so gut aneinander nachdem sie ausgekühlt sind.
Beim Drucken wird das Filament von der Nozzle etwas zusammengedrückt. Normalerweise ist die Linienbreite höher als die Schichtdicke. Je runder der Querschnitt wird, desto kleiner wird die gemeinsame Fläche der einzelnen Schichten an der sie sich berühren. Je dünner die Schichten werden, desto ovaler wird der Querschnitt, wodurch die Anbindung zur unteren Schicht größer wird.
Hier wirken jedoch zwei verschiedene Effekte gegeneinander. Zum einen ist da der eben angesprochene Effekt der größeren Oberfläche zwischen den Schichten, jedoch kühlt eine dünnere Schicht schneller aus als eine dickere. Anscheinend überwiegt das erstere Phänomen, wodurch niedrigere Schichtdicken zu einer besseren Schichthaftung führen und eine Delamination verhindern können.
Achte dabei aber darauf, dass du innerhalb der machbaren Schichtdicken deiner nozzle bleibst. Mit einer 0,4 mm Nozzle ist die Schichtdicke normalerweise 0,2 mm dick. Es sind aber auch Schichtdicken von 0,1 bis 0,3 mm möglich.
Erhöhe die Linienbreite
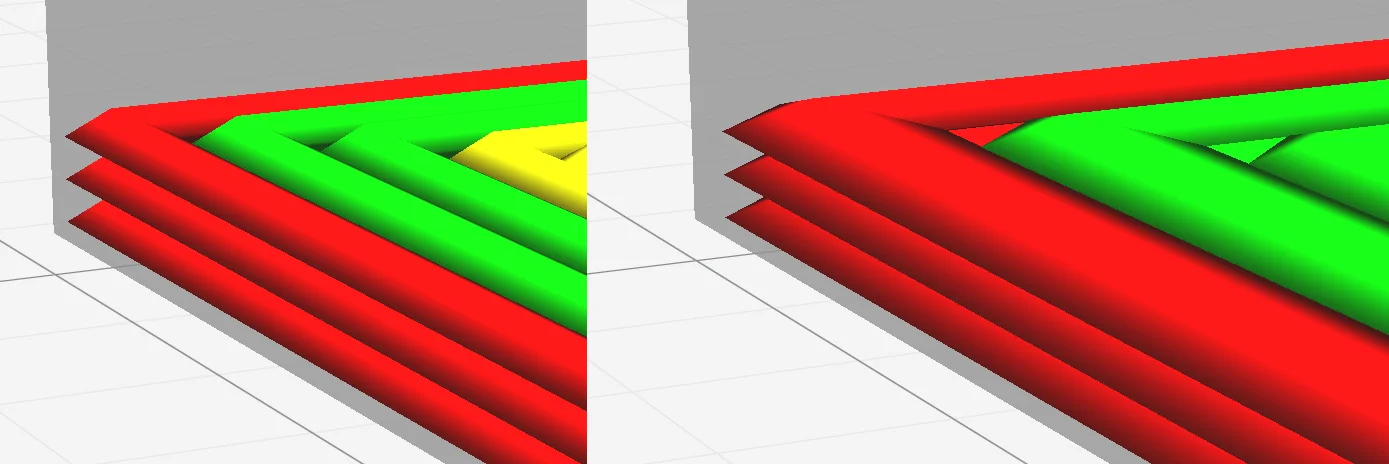
Je größer die Fläche ist an der sich zwei übereinanderliegende Schichten berühren, desto größer wird die Schichthaftung. Eine Erhöhung der Linienbreite führt genau dazu. Besonders bei ABS kann dies die Schichthaftung stark erhöhen und Delamination verhindern.
Je größer die Linienbreite ist, desto weniger Ritze gibt es zwischen den einzelnen Linien, da es einfach weniger Linien pro Schicht gibt. Dadurch, und durch die immer ovaler werdende Schnittfläche der einzelnen Linien wird die Schichthaftung durch eine höhere Linienbreite erhöht.
Du kannst die Linienbreite auf maximal 200% des Nozzle Durchmessers erhöhen. Dies ist aber das absolute Maximum und empfohlen werden die Linienbreiten zwischen 100% und 120% des Nozzle Durchmessers.
Eine höhere Linienbreite bringt aber auch andere Vorteile mit sich. Vor allem die Druckzeit wird stark reduziert je breiter die Linien werden. Auch wird die Stabilität nicht nur durch die erhöhte Schichthaftung verbessert, auch die Wände werden dicker je nachdem wie viele Linien die Wand besitzen soll.
Falls die Erhöhung der Linienbreite noch zu wenig sein sollte, könnte sich die Investition in eine breitere Nozzle lohnen. Achte dabei aber darauf, dass du das Slicer Profil neu einstellen und kalibrieren musst. Es ist aber meistens nicht notwendig nur wegen einer schlechten Schichthaftung auf eine größere Nozzle zu wechseln. Meistens reicht es aus innerhalb der möglichen Spanne der verwendeten Nozzle die höhere Linienbreite zu verwenden und andere Lösungsansätze aus diesem Artikel anzuwenden.
Erhöhe die Flussrate
Breitere Linien kühlen langsamer aus als schmale Filament Linien. Durch eine höhere Flussrate wird mehr Filament extrudiert, wodurch die Linien breiter gedruckt werden und langsamer auskühlen. Dies erhöht die Schichthaftung und kann Delamination vermeiden.
Im Prinzip ist die Erhöhung der Flussrate eine andere Methode die Linienbreite zu erhöhen. Diese Methode eignet sich besonders wenn du sowieso schon Unter-Extrusion beobachtest. Eine schlechte Schichthaftung und besonders Delaminationen können auf eine Unter-Extrusion hinweisen, wobei eine Erhöhung der Flussrate genau die richtige Lösung dafür wäre. Achte dabei aber darauf, dass du die Flussrate nicht zu stark erhöhst, da du sonst Über-Extrusion bekommst mit unschönen Klecksen und Pickeln auf deinem Objekt.
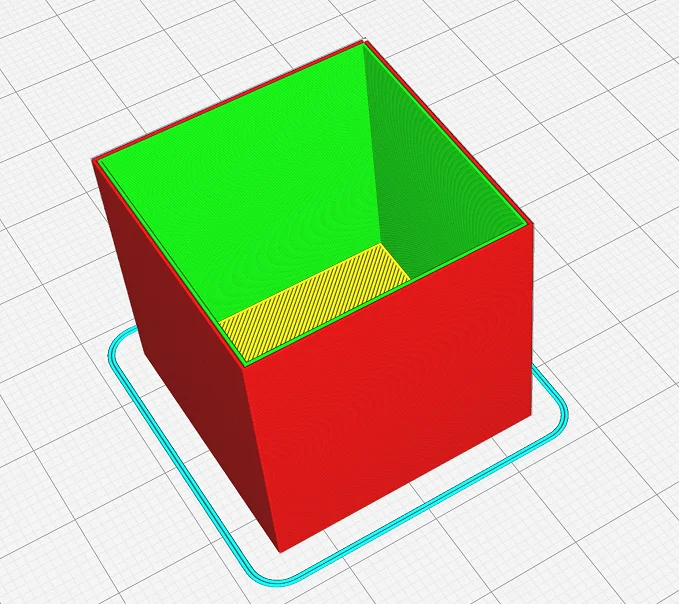
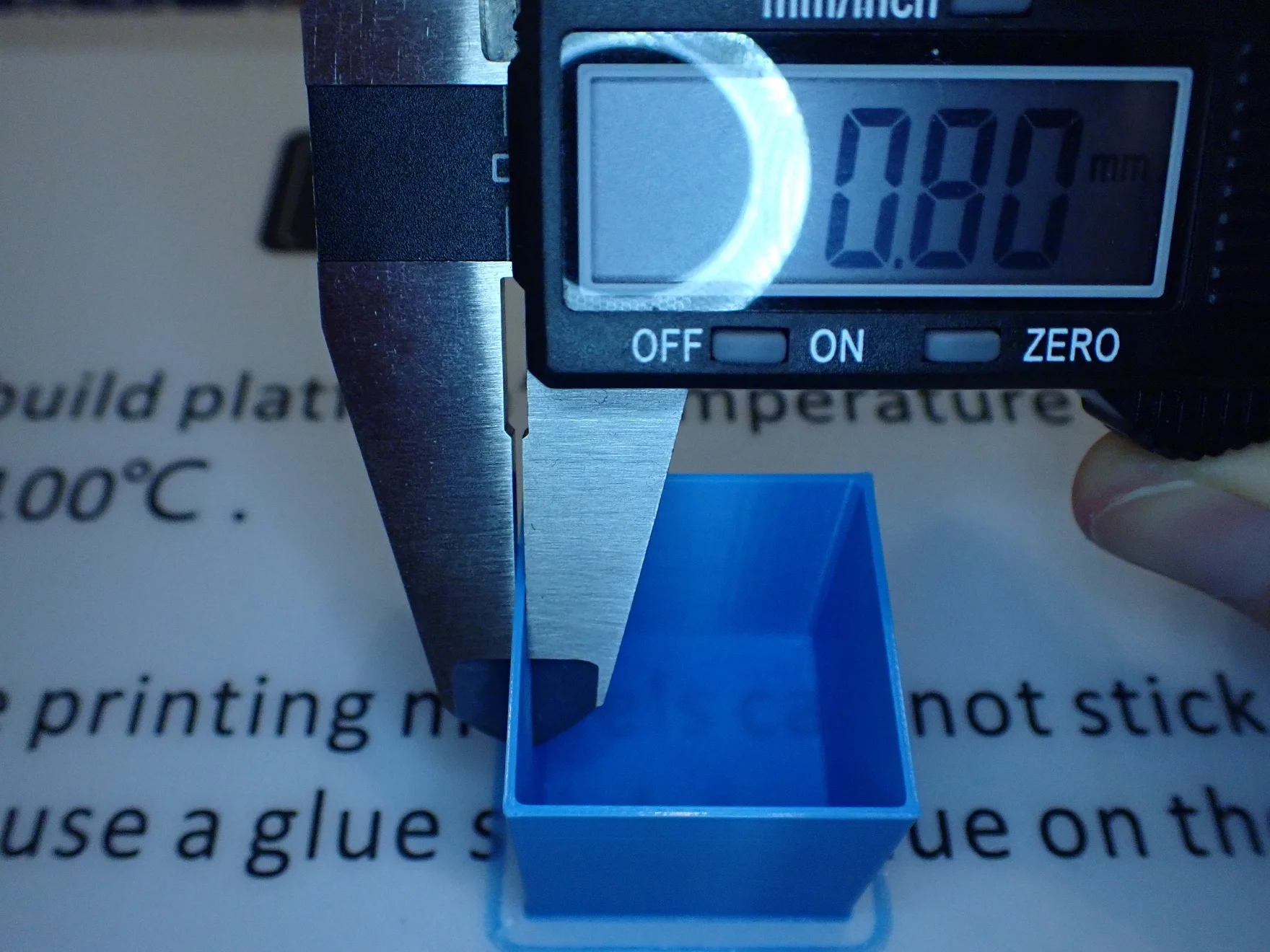
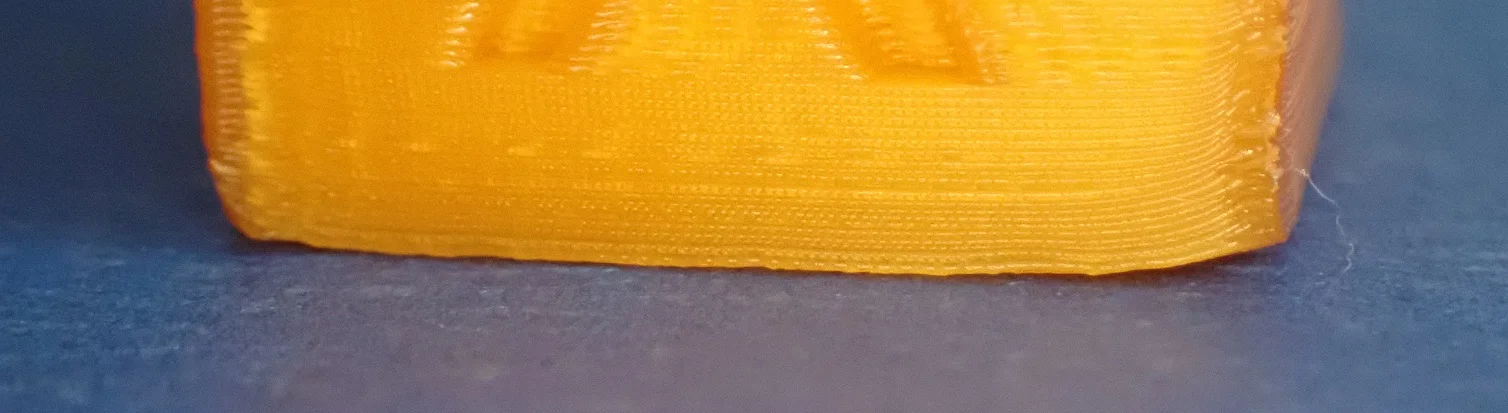
Am besten ist es, wenn du deine Flussrate kalibrierst. Damit kannst du schnell erkennen ob dein 3D Drucker unter Extrusionsproblemen leidet oder nicht. Drucke den Würfel ohne obere Schichten, ohne Infill und mit zwei Wänden. Nachdem der Würfel gedruckt wurde kannst du mit einem Messschieber die Wanddicke nachmessen.
Wenn die Wanddicke nicht dem Zweifachen der eingestellten Linienbreite entspricht, muss du die Flussrate anpassen. Wenn der gemessene Wert zu hoch ist, musst du die Flussrate verringern, wenn er zu niedrig ist, musst du die Flussrate erhöhen.
Verwende Trockenes Filament

Feuchtes ABS Filament weist schlechtere Druckeigenschaften auf als trockenes Filament. Eine gute Schichthaftung kann nur mit trockenem Filament hergestellt werden. Eine luftdichte und trockene Lagerung ist bei ABS empfehlenswert.
Feuchtes Filament kann diverse Druckfehler hervorrufen. Darunter auch Stringing und das Auftreten von Blasen während des Drucks. 3D Druck Filamente sind im Allgemeinen hygroskopisch und nehmen gerne Luftfeuchtigkeit auf. Du musst also bei der Lagerung darauf achten, dass das Filament trocken bleibt. Am besten machst du dies in einem luftdichten Container mit Silicagel. Es gibt auch spezielle Filament Aufbewahrungsboxen* dafür.
Auch wenn es lästig ist das Filament nach jedem Druck wieder zu verstauen und dann beim nächsten Druck wieder zu montieren, lohnt sich der Aufwand allemal. Falls du befürchtest, dass dein Filament schon feucht ist, kannst du es trocknen. Es gibt dafür viele Möglichkeiten. Das Filament in einem luftdichten Container mit Silica-Gel mehrere Tage zu lagern ist eine einfache Methode das Filament zu trocknen und gleichzeitig die perfekte Lagerung zugleich.
Es gibt aber auch eine andere Art und Weise wie sich eine falsche Lagerung von ABS Filament negativ auf die Druckeigenschaften ausüben kann. Wenn das Filament nicht vor UV-Strahlen, also dem Sonnenlicht, geschützt gelagert wird, wird es über die Zeit brüchig. Es kann dann im Extruder brechen und zu starken Verstopfungen führen.
Reduziere die Infill Dichte
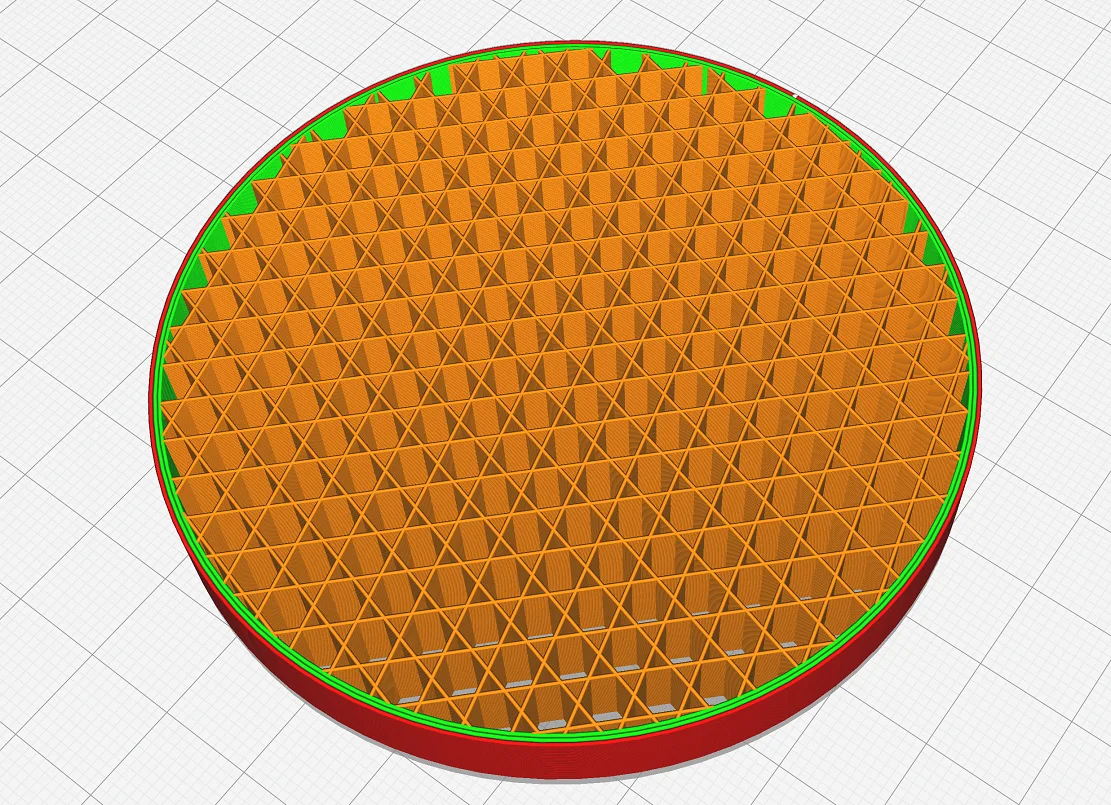
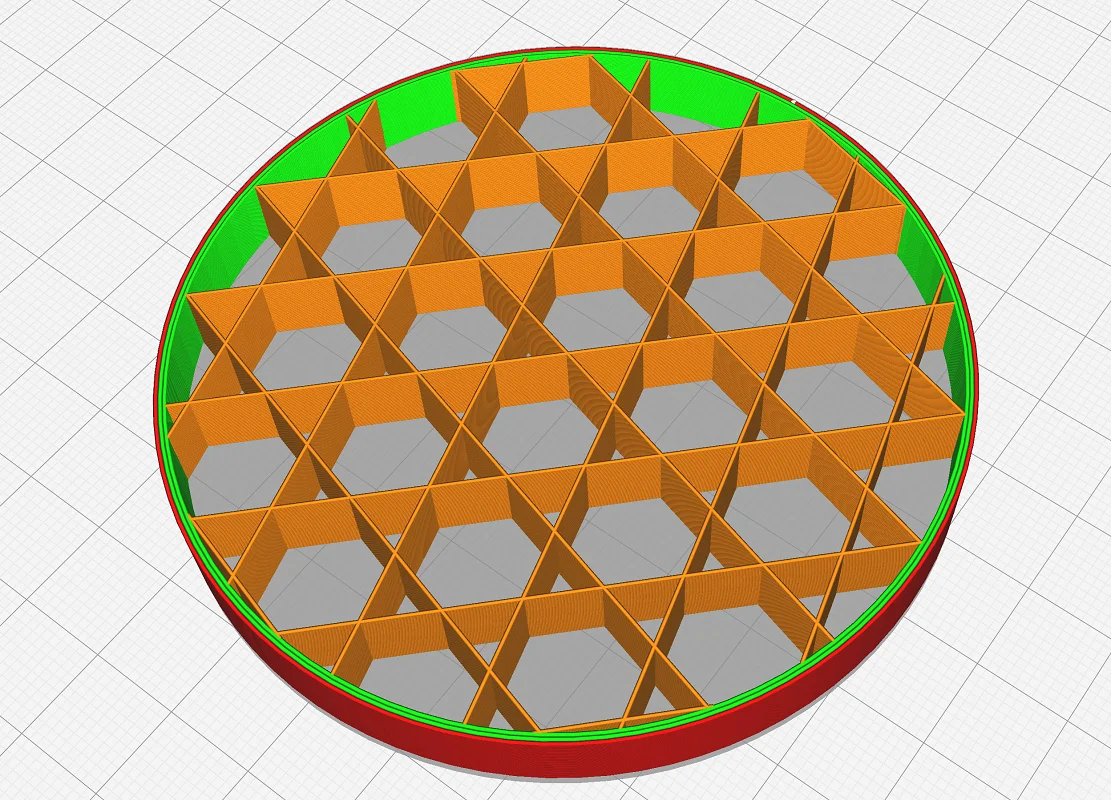
Eine Delamination bei ABS 3D Drucken entsteht durch interne Spannungen die durch das thermische Zusammenziehen beim Abkühlen des Filaments ausgelöst wird. Je mehr Filament vorhanden ist, desto größer werden die Kräfte. Die Infill Dichte zu verringern kann die Auswirkungen also verringern.
Manchmal sind die Einstellungen perfekt für das eine Objekt und beim nächsten Objekt kommt es plötzlich zu einer Delamination. Eine dieser Ursachen kann eine Erhöhung der Infill Dichte sein.
Da das Problem einer schlechten Schichthaftung am Schrumpfen des ABS Filaments beim Abkühlen liegt, wird der Effekt auch vergrößert, je mehr Filament vorhanden ist. Je nachdem was du für Anforderungen an die Stabilität deines gedruckten Objekt hast, kannst du versuchen die infill Dichte zu verringern um das Problem zu beseitigen.
Meistens ist diese Lösung aber nicht notwendig, da die anderen Lösungsansätze in diesem Artikel eine Delamination verhindern sollten.
Erhöhe die Druckbett Temperatur
Bei einer schlechten Schichthaftung und einer Delamination der einzelnen Schichten bei ABS kommt es auch häufig zu einer schlechten Druckbett Haftung. Diese kann durch eine erhöhte Druckbett Temperatur verbessert werden. Sie sollte bei ABS etwa 100-110 °C betragen.
Bei Filamenten wie ABS die beim Abkühlen zum Schrumpfen neigen, führt eine schlechte Druckbett Haftung unweigerlich dazu, dass sich der untere Teil des Objekts zusammenzieht. Dieses Phänomen wird auch Warping genannt. Eine gute Druckbett Haftung kann dies verhindern. Wenn eine gute Druckbett Haftung das Objekt und die besonders die unteren Schichten an Ort und Stelle halten während das Filament langsam auskühlt, kann Warping effektiv verhindert werden.
Bei der Druckbett Temperatur musst du aber aufpassen, dass du sie nicht zu hoch einstellst. Es könnte sonst schnell zu einem Elefantenfuß kommen, bei dem die unteren Schichten so warm sind, dass sie unter dem Gewicht der weiter oben liegenden Schichten zusammengedrückt werden. Am besten ist es, wenn du am oberen Bereich der empfohlenen Temperatur für deinen Filament startest und die Temperatur dann in kleinen Schritten von 5 °C optimierst.
Wenn du besonders bei den ersten Schichten deines ABS 3D Drucks mit einer schlechten Schichthaftung oder Druckbett Haftung zu kämpfen hast, wäre es sinnvoll Hilfsdrucke wie ein Brim oder Raft zu verwenden. Diese Hilfsdrucke vergrößern den Fußabdruck des Objekts und erhöhen so die Druckbett Haftung künstlich.
Verwende Kleber für das Druckbett

Falls die Druckbett Oberfläche des 3D Druckers nicht gut für ABS geeignet ist, können bestimmte Klebstoffe verwendet werden um die Haftung zu erhöhen. Für ABS sind Magigoo und ABS Juice beliebte Klebstoffe, um die Haftung der ersten Schicht auf dem Druckbett zu verbessern.
Auch wenn du die Schichthaftung ansonsten im Griff hast, kann es trotzdem noch zu einer schlechten Haftung auf dem Druckbett kommen falls deine Druckbett Oberfläche nicht gut für ABS geeignet ist. Je nachdem was du für einen 3D Drucker verwendest kannst du das Druckbett austauschen oder du verwendest bestimmte Klebstoffe.
Ich selber habe sehr gute Ergebnisse mit Magigoo und ABS erzielt (hier geht es zum Review). Dieser Klebstoff wurde speziell für 3D Drucker entwickelt und klebt nach dem Auskühlen nicht mehr. Er lässt sich also sehr einfach vom fertigen Modell entfernen, wenn er denn überhaupt noch an ihm haften bleibt.
Eine andere Variante stellt der sogenannte ABS Juice da. Hier wird kleingeschnittenes ABS Filament in etwas Aceton aufgelöst um eine zähflüssige bis wässrige ABS-Aceton-Mischungen zu erhalten. Dieser Saft klebt sehr gut am Druckbett und aufgebrachtes ABS Filament haftet exzellent auf einem mit ABS Juice beschmierten Druckbett. Der Nachteil an dieser Variante ist, dass du mit Aceton hantieren musst und das Druckobjekt nach dem Druck reinigen musst.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
