
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
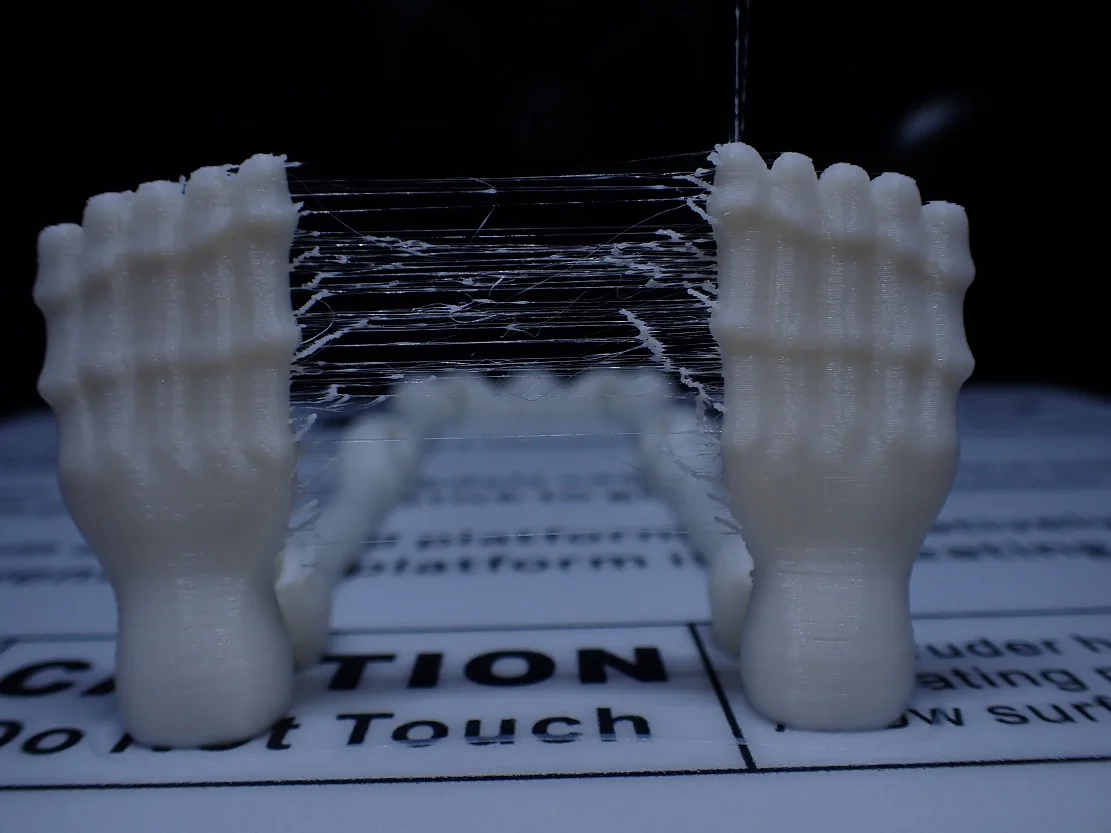
Manchmal kann es sehr schwer sein Über-Extrusion oder Stringing in den Griff zu bekommen. Besonders bei hartnäckigen Filamenten wie PETG kann es manchmal unmöglich erscheinen.
Für solche Fälle gibt es aber eine Funktion in Cura mit der du die Nozzle (die Düse) nach jeder Schicht abwischen kannst, um Stringing oder hässliche Kleckse zu vermeiden.
Durch die Aktivierung der Einstellung Düse zwischen den Schichten abwischen bewegt sich die Düse nach jeder Schicht an eine bestimmte Stelle auf der X-Achse. Dort kann eine Bürste installiert werden, damit die Düse jedes mal abgewischt wird, um so Stringing zu vermeiden.
Wo du diese Option findest und wie sie im Detail funktioniert erfährst du in diesem detaillierten Guide. Am Ende erfährst du auch noch wie du Stringing oder eine Über-Extrusion generell vermeiden kannst.
Wo Finde Ich “Wipe Nozzle Between Layers” in Cura?
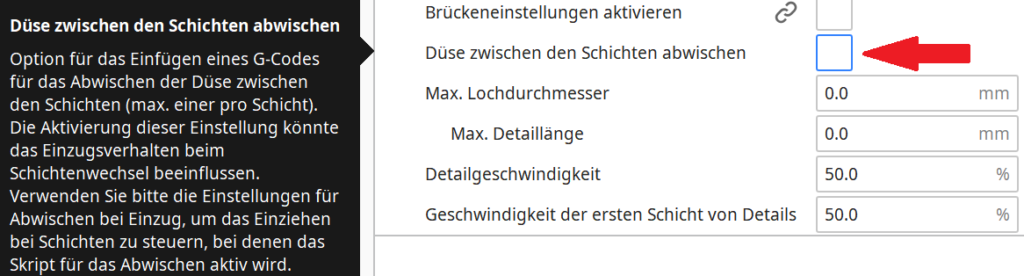
Die Option Wipe Nozzle Between Layers (Düse zwischen den Schichten abwischen) befindet sich unter den experimentellen Optionen in Cura. Die Sichtbarkeit der Option lässt sich in den Einstellungen umschalten. Nach dem Aktivieren erscheinen weitere Optionen, um die Einstellungen zu optimieren.
Viele Optionen sind standardmäßig nicht sichtbar. Du kannst ihre Sichtbarkeit über die Einstellungen anpassen, um so nur die Einstellungen die du brauchst anzeigen zu lassen.
Nachdem du die Option aktiviert hast, erscheinen weitere Einstellungen um das Abwischen individuell einzustellen. Was die einzelnen Optionen bewirken und mit welchen Einstellungen du starten solltest, findest du weiter unten im Text.
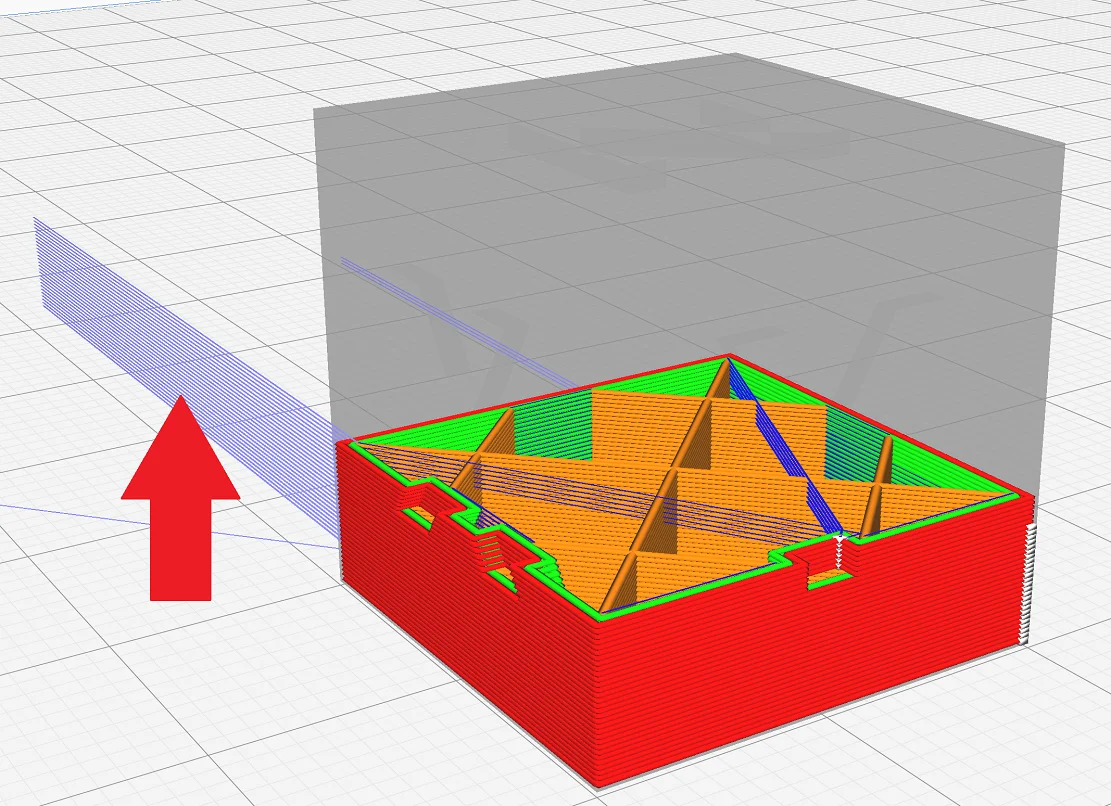
Damit du schon im Slicer sehen kannst wie sich die Einstellungen auf den Druck auswirken, kannst du in der Vorschau die Sichtbarkeit der Bewegungen aktivieren. So siehst du genau wie sich die Nozzle während des Drucks bewegt.
Wie funktioniert “Wipe Nozzle Between Layers” in Cura?
Durch Wipe Nozzle Between Layers oder Düse zwischen den Schichten abwischen fährt die Nozzle nach jeder Schicht an eine bestimmte Position, um dort durch eine Bürste automatisch nach jeder Schicht abgewischt zu werden. Bei Stringing oder Über-Extrusion kann dies die Druckqualität verbessern.
Die Nozzle bewegt sich dabei auf eine bestimmte Position auf der X-Achse. Die Y- oder Z-Koordinate lassen sich nicht bestimmen. Daher muss die Bürste so installiert sein, dass sie mit dem Druckkopf nach oben fährt. Wenn du die Bürste seitlich neben dem Druckbett an der X-Achse installierst, würde es wahrscheinlich am meisten Sinn machen.
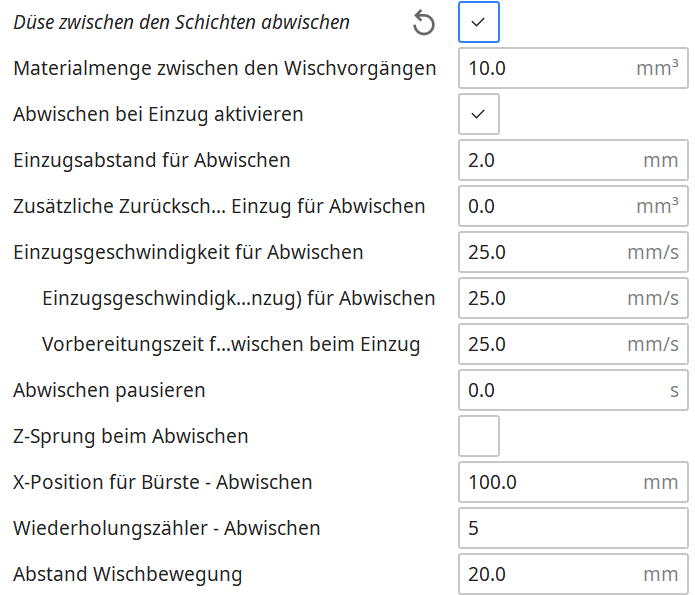
Die Standardeinstellungen für das Abwischen zwischen den Schichten sind schon sehr gut, jedoch wird die X-Position wahrscheinlich nicht für dein Setup passen. Um dir die Optimierung der Einstellungen zu erleichtern, sind hier die einzelnen Optionen einfach erklärt:
Materialmenge zwischen den Wischvorgängen: Mit diesem Parameter kannst du einstellen nach wie viel extrudiertem Filament die Nozzle abgewischt werden soll. Wenn das angegebene Volumen kleiner ist als das für die Schicht notwendige Filament, wird die Nozzle maximal einmal pro Schicht abgewischt.
Wenn der Wert größer als das Doppelte des für eine Schicht benötigten Filamentvolumens beträgt, wird die Nozzle nur alle zwei Schichten abgewischt und so weiter. Der Standardwert von 10 mm³ bewirkt meistens, dass die Nozzle einmal pro Schicht abgewischt wird.
Abwischen bei Einzug aktivieren: Die Aktivierung dieser Option macht Sinn, um Stringing zu vermeiden während sich die Nozzle zum Abwischen bewegt. Wenn die Option aktiviert wird, wird das Filament ein Stück in die Nozzle zurückgezogen, damit es nicht unkontrolliert austreten kann. (Einzug = “Retraction”)
Einzugsabstand für Abwischen: Hier verwendest du am besten die Standardeinstellungen für den Einzug. Cura übernimmt die Standardeinstellungen automatisch und du solltest diesen Wert nur verändern wenn du trotzdem noch starkes Stringing beobachtest.
Zusätzliche Zurückschiebemenge nach Einzug für Abwischen: Damit du die Standardeinstellungen für den Einzugsabstand nicht verändern musst, gibt es zusätzlich dazu noch diese Option. Da der Weg zwischen dem Druckobjekt und der Bürste recht lang sein kann, könnte das flüssige Filament trotz Einzug durch die Gravitation und die Zeit nach unten fließen und austreten. Wenn du dies beobachtest, solltest du hier mit kleinen Schritten versuchen das Filament in der Nozzle zu behalten.
Einzugsgeschwindigkeit für Abwischen: Genauso wie bei dem Standardeinstellungen für den Einzug auch, gibt es hier die Möglichkeit die Geschwindigkeit für den Einzug einzustellen. Ich würde mich hier auch an die Standardeinstellungen halten.
Abwischen pausieren: Dies ist die Dauer der Pause nach dem Einzug bzw. der Retraction. Empfohlene Einstellung: deaktiviert.
Z-Sprung beim Abwischen: Durch den Z-Sprung (Z-Hop) hebt sich die Nozzle oder das Druckbett senkt sich, je nachdem wie dein Drucker aufgebaut ist. Dadurch wird verhindert, dass die Nozzle schon gedruckte Teile des Objekts bei der Bewegung zur Bürste beschädigt. Ich empfehle dir diese Option zu aktivieren und die erscheinenden Optionen für die Distanz und die Geschwindigkeit auf den Standardeinstellungen zu lassen.
X-Position für Bürste – Abwischen: Diese Einstellung ist die wichtigste. Hier gibst du an wo sich die Bürste auf deinen 3D Drucker befindet. An der eingestellten Position fängt der Abwisch-Vorgang an. Die voreingestellten 100 mm sind meistens nicht geeignet.
Wiederholungszähler – Abwischen: Das Abwischen der Nozzle wird mit der hier eingestellten Anzahl an der Bürste wiederholt. Meiner Erfahrung nach ist bei PETG eine höhere Anzahl besser und bei PLA reichen die voreingestellten 5 Wiederholungen.
Abstand Wischbewegung: Diese Einstellung betrifft die Größe deiner Bürste. Sie bestimmt die Strecke die die Düse beim Abwischen hin und her fährt. Je größer die Bürste ist, desto größer kann diese Strecke sein.
Die empfohlenen Einstellungen können sich je nach verwendetem Filament und 3D Drucker unterscheiden. Ich habe sie mit einem X-Max mit PLA und mit dem Ender 3 V2 mit PETG getestet.
Wann Sollte Ich “Wipe Nozzle Between Layers” in Cura Benutzen?
Das Abwischen der Düse zwischen den Schichten (Wipe Nozzle Between Layers) ist dann hilfreich, wenn Stringing oder andere Symptome von Über-Extrusion auftreten und sich durch normale Maßnahmen nicht vermeiden lassen. Besonders bei Filamenten wie PETG kann diese Funktion hilfreich sein.
Manchmal können Druckfehler sehr hartnäckig sein und sich nur schwer oder gar nicht beheben lassen. Außerdem sind manche Kombinationen aus 3D Drucker und Filamenten ungünstig für bestimmte Fehler. Besonders bei Filamenten die zu Stringing neigen, wie z.B. PETG, kann es sinnvoll sein die Düse zwischen den Schichten abzuwischen.
Meiner Erfahrung nach ist das Abwischen der Düse zwischen den Schichten nur bei Stringing-anfälligen Filamenten wie PETG und Low Budget 3D Druckern sinnvoll. Alle anderen Kombinationen von Filamenten und 3D Druckern lassen sich über die richtigen Extrusions-Einstellungen so optimieren, dass dieses Feature erst gar nicht angewendet werden muss.
Außerdem ist es mit einem gewissen Aufwand verbunden die Bürste korrekt an den 3D Drucker zu installieren. Es gibt geeignete Objekte für verschiedenste 3D Drucker die du für die Montage verwenden kannst. Die Modelle dazu findest du auf Portalen wie Thingiverse.
Alternativen
Der Nachteil der Funktion die Nozzle zwischen den Schichten abzuwischen ist, dass die Druckzeit erheblich verlängert wird. Die zusätzlichen Bewegungen des Druckkopfes machen sich deutlich bemerkbar. Und vielleicht möchtest du erst versuchen etwas anderes auszuprobieren bevor du deinen 3D Drucker durch die Montage einer Bürste modifizieren musst.
Daher solltest du die Funktion nicht standardmäßig verwenden und sie nur dann aktivieren wenn alle anderen Maßnahmen fehlgeschlagen sind. Bevor du diese Option aktivierst, solltest du also erst versuchen das Stringing oder die Über-Extrusion generell zu vermeiden.
Stringing Vermeiden
Einzug/Retraction aktivieren: Der Einzug des Filaments verhindert ein unkontrolliertes Austreten von flüssigem Filament. Wenn diese Option aktiviert ist, zieht der Extruder das Filament um die angegebene Länge in die Nozzle zurück. Dadurch wird die Entstehung von Fäden verhindert oder zumindest erheblich reduziert.
Temperatur verringern: Je höher die Drucktemperatur ist, desto flüssiger ist das Filament im Inneren der Nozzle. Und je flüssiger das Filament ist, desto einfacher kann es unkontrolliert aus der Düse austreten und Fäden erzeugen.
Trockenes Filament: Feuchtes Filament kann zu allerlei Druckfehlern führen und Stringing gehört dazu. Es ist also wichtig das Filament trocken aufzubewahren. In diesem Artikel findest du alles was du dazu wissen musst.
Druckgeschwindigkeit erhöhen: Oft reicht es, wenn die Druckgeschwindigkeit leicht erhöht wird. Durch die erhöhte Geschwindigkeit hat das Filament weniger Zeit unkontrolliert auszutreten. Eine zu hohe Druckgeschwindigkeit kann jedoch zu Ungenauigkeiten führen.
Düse sauber halten: Eine verschmutzte oder eine abgenutzte Nozzle kann auch zu Stringing führen. Du solltest also darauf achten, dass du die Düse regelmäßig reinigst und sie zur Not austauschst wenn du zu viel mit abrasiven Filamenten wie Holz* oder Metall* Filamenten gearbeitet hast.
Über-Extrusion Vermeiden
Filament Durchmesser: Schwankende Filamentdurchmesser auf einer Filamentrolle werden zum Glück immer seltener. Bei manchen billigen Filament Sorten kann es jedoch trotzdem noch zu Schwankungen des Filamentdurchmessers über die Länge des Filaments kommen. Dies kann zu Über Extrusion führen. Achte also darauf dass du nur hochqualitatives Filament kaufst.
Flussrate reduzieren: Du kannst die Flussrate im Slicer direkt einstellen. Wenn du sie erhöhst, wird mehr Filament extrudiert, wenn du sie verringerst, wird weniger Filament extrudiert. Dadurch kannst du die Extrusion genau kalibrieren und Über- oder Unter-Extrusion vermeiden.
Drucktemperatur verringern: Wie beim Stringing ist eine zu hohe Temperatur ein klassischer Fehler der Über-Extrusion auslöst. Halte dich daher an die empfohlenen Temperaturen und führe eine Temperaturkalibrierung mit einem Temperatur-Turm aus. Du findest entsprechende Objekte entweder auf Plattformen wie Thingiverse oder im Calibration Shapes Plugin im Marketplace von Cura.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
