
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Sovol SV08 ist ein CoreXY 3D-Drucker und kann perfekte Ergebnisse liefern – solange er mit den richtigen Slicer Einstellungen gefüttert wird.
Wenn du ein paar Dinge beachtest, ist er auch mit dem Orca Slicer kompatibel.
Ich habe den Sovol SV08 über die letzten Wochen intensiv benutzt und zahlreiche Projekte mit ihm gedruckt. Dabei habe ich ihn mit dem Orca Slicer verwendet und alle Einstellungen auf ihn optimiert.
In diesem Artikel zeige ich dir Schritt für Schritt, wie du den Sovol SV08 im Orca Slicer hinzufügst und welche der wichtigsten Einstellungen sich für die Standardfilamente PLA, ABS, PETG und TPU am besten eignen.

Kalibriertes Orca Slicer Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Orca Slicer Profil für diesen 3D-Drucker herunterladen und direkt im Orca Slicer importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
Schritt 1: Drucker hinzufügen
Im ersten Schritt werden wir ein komplett neues Profil für den Sovol SV08 im Orca Slicer anlegen. Hierzu verwenden wir ein leeres Profil als Vorlage.
So kannst du ein neues, benutzerdefiniertes Profil im Orca Slicer für den Sovol SV08 anlegen:
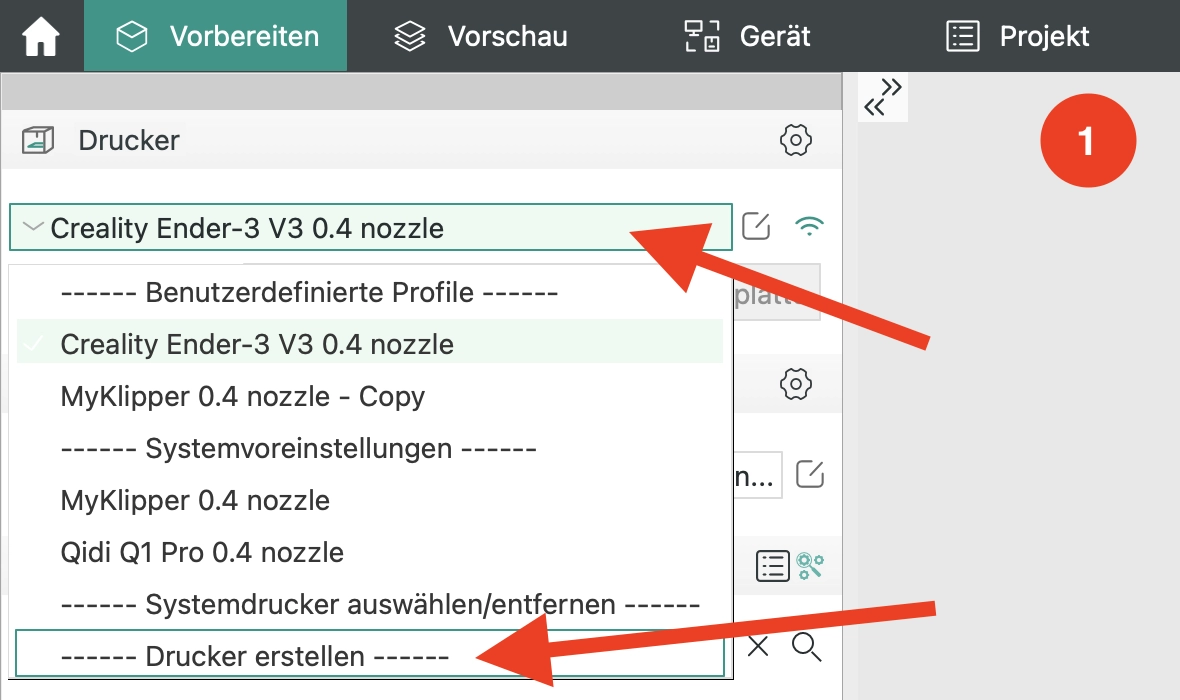
- Klicke auf den aktiven Drucker und dann auf „Drucker erstellen„.
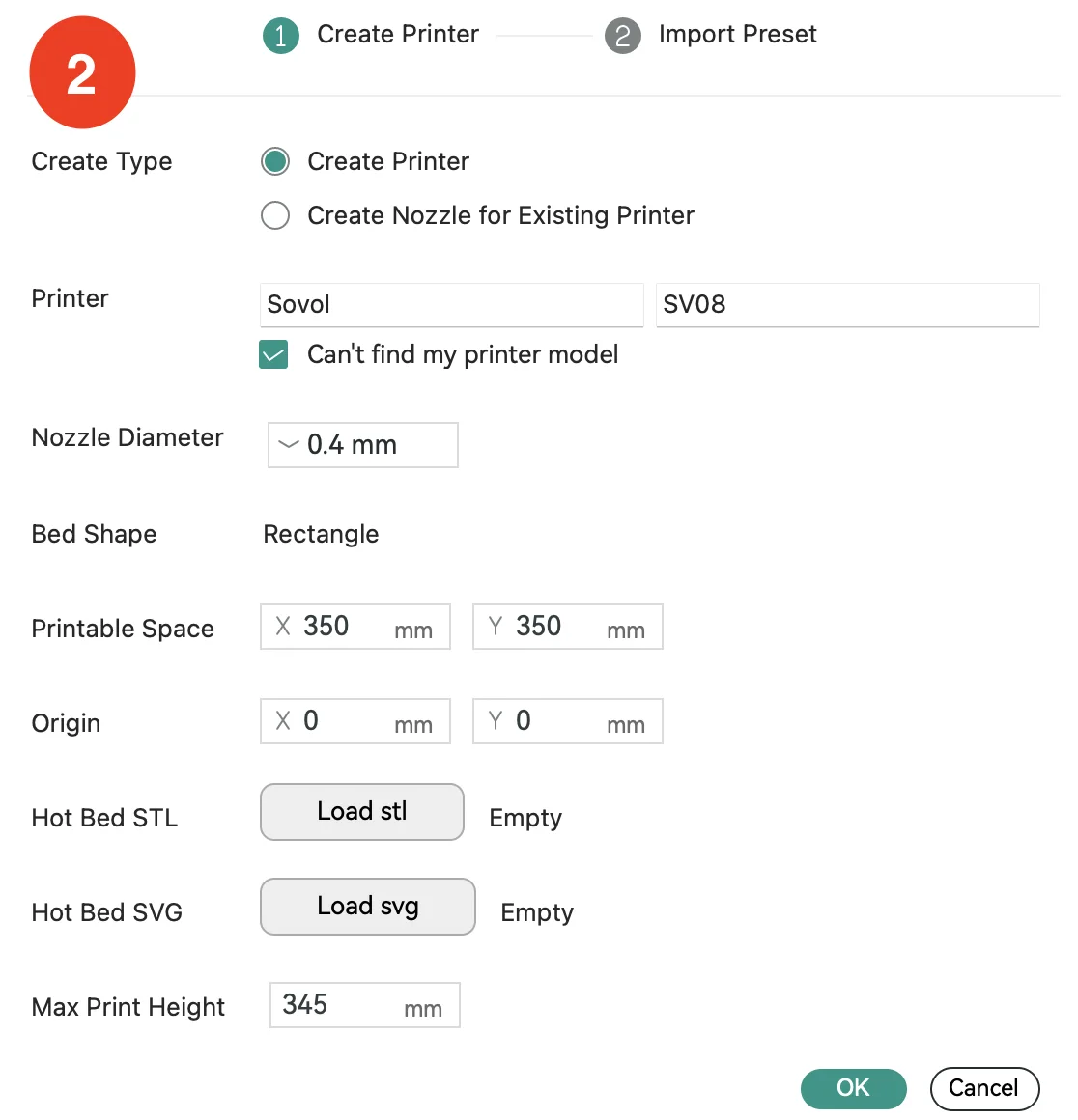
- Im sich öffnenden Fenster benennst du deinen neuen 3D-Drucker, gibst den richtigen Düsendurchmesser, das Druckvolumen und die maximale Druckhöhe ein. Klicke danach auf „OK„.
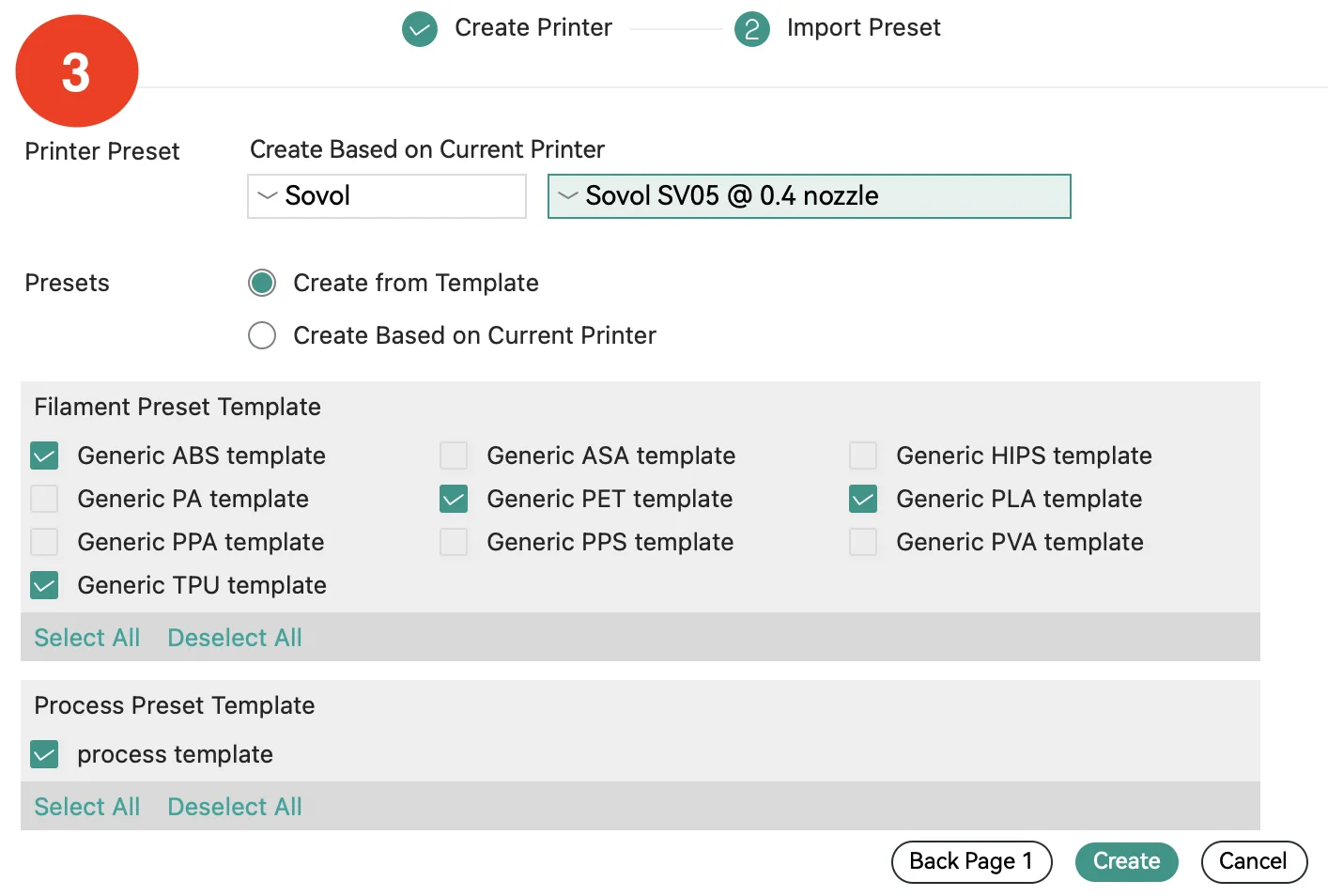
- Im nächsten Fenster musst du eine Vorlage für die Druckervoreinstellung angeben. Wähle dabei den 3D-Drucker aus, der deinem am ähnlichsten erscheint. Aktiviere außerdem alle Filamente, die für dich interessant sind und klicke dann auf „Erstellen„.
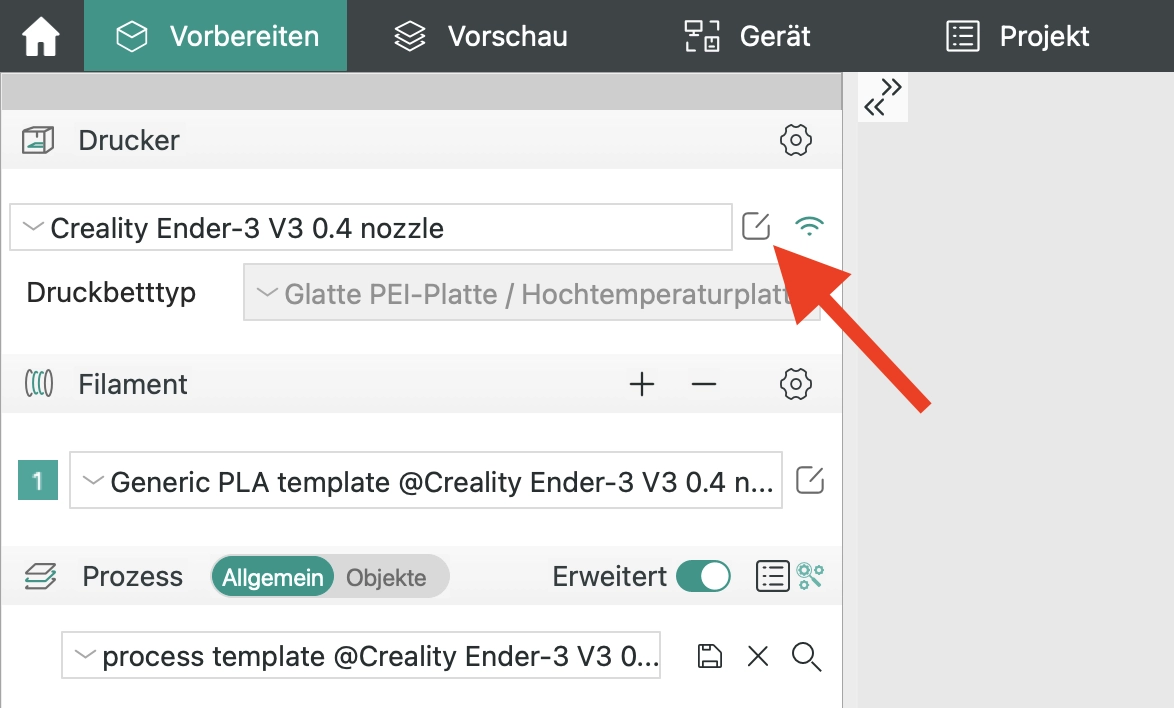
Und schon hast du ein neues Profil für deinen Sovol SV08 angelegt! Jedoch müssen wir noch die Drucker-, Filament- und Prozesseinstellungen anpassen.
Im nächsten Schritt definieren wir zuerst die korrekten Druckereinstellungen.
Schritt 2: Druckereinstellungen definieren
Öffne die Druckereinstellungen:
Es öffnet sich ein neues Fenster mit mehreren Reitern, in denen du die Druckereinstellungen vornehmen kannst.
Hier sind die wichtigsten Druckereinstellungen im Orca Slicer für den Sovol SV08:
- Druckvolumen: 350 × 350 × 345 mm
- G-Code Typ: Klipper
- Maschinen Start G-Code:
- G28
- G90
- G1 X0 F9000
- G1 Y20
- G1 Z0.600 F600
- G1 Y0 F9000
- START_PRINT
- G90
- G1 X0 F9000
- G1 Y20
- G1 Z0.600 F600
- G1 Y0 F9000
- M400
- G91
- M83
- M140 S[bed_temperature_initial_layer_single] ;set bed temp
- M104 S[nozzle_temperature_initial_layer] ;set extruder temp
- M190 S[bed_temperature_initial_layer_single] ;wait for bed temp
- M109 S[nozzle_temperature_initial_layer];wait for extruder temp
- G1 E25 F300
- G4 P1000
- G1 E-0.200 Z5 F600
- G1 X88.000 F9000
- G1 Z-5.000 F600
- G1 X87.000 E20.88 F1800
- G1 X87.000 E13.92 F1800
- G1 Y1 E0.16 F1800
- G1 X-87.000 E13.92 F1800
- G1 X-87.000 E20.88 F1800
- G1 Y1 E0.24 F1800
- G1 X87.000 E20.88 F1800
- G1 X87.000 E13.92 F1800
- G1 E-0.200 Z1 F600
- M400
- Maschinen Ende G-Code:
END_PRINT
G-Code ist die Programmiersprache, in der 3D-Drucker sprechen. In diesen beiden Feldern können G-Code-Schnipsel definiert werden, die vor und nach jedem Druck ausgeführt werden sollen.
Im Start G-Code wird beispielsweise der Druckkopf auf die Home-Position gefahren, und die Nozzle und das Druckbett aufgeheizt. Im End G-Code werden diese dann wieder abgekühlt und das Druckobjekt kann präsentiert werden, indem das Druckbett nach vorn fährt.
Diese Code-Schnipsel sind für jeden 3D-Drucker unterschiedlich. Mal sind es nur wenige Zeilen, manchmal können es aber auch 10 bis 20 Zeilen sein.
- Düsendurchmesser: 0,4 mm
- Rückzug Länge: 0,6 mm
- Rückzugsgeschwindigkeit: 30 mm/s
Der Rückzug (Retraction auf Englisch) zählt auch zu den Einstellungen, die unbedingt kalibriert werden müssen. Ansonsten kommt es schnell zu Stringing.
- Maximale Geschwindigkeit X: 700 mm/s
- Maximale Geschwindigkeit Y: 700 mm/s
- Maximale Geschwindigkeit Z: 20 mm/s
- Maximale Geschwindigkeit E: 50 mm/s
- Maximale Beschleunigung X: 40000 mm/s^2
- Maximale Beschleunigung Y: 40000 mm/s^2
- Maximale Beschleunigung Z: 500 mm/s^2
- Maximale Beschleunigung E: 5000 mm/s^2
- Maximaler Ruck X: 20 mm/s
- Maximaler Ruck Y: 20 mm/s
- Maximaler Ruck Z: 0.5 mm/s
- Maximaler Ruck E: 5 mm/s
Das hier sind noch nicht die Einstellungen, die wir in den Prozesseinstellungen definieren. Sie sind lediglich Hardwaregrenzen des 3D-Druckers.
🧠
Hinweis: Die hier gezeigten Slicer Einstellungen werden gute, aber keine perfekten Ergebnisse liefern. Dafür musst du sie auf dein spezielles Filament kalibrieren. Wie du das machst, kannst du in meinem ausführlichen Guide zur Kalibrierung oder in meinem 3D-Druck-Kurs lernen.
Schritt 3: Filamenteinstellungen anpassen
Öffne die Filamenteinstellungen:
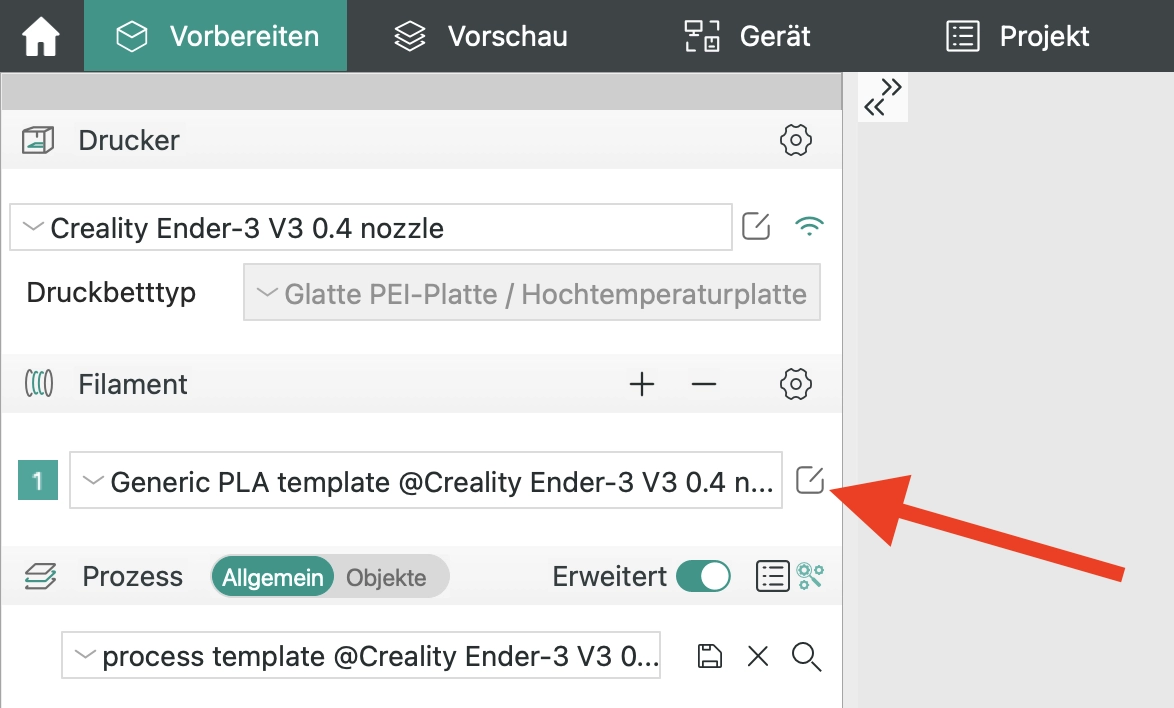
So wie bei den Druckereinstellungen, öffnet sich hier ein neues Fenster mit mehreren Reitern, in denen du die Filamenteinstellungen vornehmen kannst.
Hier sind die wichtigsten Filamenteinstellungen im Orca Slicer für den Sovol SV08:
- Durchmesser: 1,75 mm
- Drucktemperatur:
- PLA: 200 °C
- ABS: 250 °C
- PETG: 240 °C
- TPU: 210 °C
- Druckbetttemperatur:
- PLA: 65 °C
- ABS: 90 °C
- PETG: 70 °C
- TPU: 55 °C
Die Drucktemperatur zählt zu den Einstellungen, die unbedingt kalibriert werden sollten.
Bei der Temperatur des Druckbetts kannst du nicht so viel falsch machen, da das Druckbett des Sovol SV08 eine ausgezeichnete Haftung für die meisten Filamente bietet.
- Keine Kühlung für die ersten: 2 Schichten
- Lüftergeschwindigkeit:
- PLA: 100%
- ABS: 50%
- PETG: 100%
- TPU: 100%
Die Kühlung muss nur bei ABS reduziert werden. ABS tendiert stark zu Warping, da es beim Abkühlen schrumpft. Da der Sovol SV08 kein geschlossenes Druckvolumen hat, kann er ABS nur bedingt verarbeiten. Kleinere Objekte sind aber definitiv möglich.
Schritt 4: Prozesseinstellungen konfigurieren
Nachdem du das Profil für den Sovol SV08 angelegt hast, erstellt Orca Slicer eine Prozessvorlage mit Standardwerten. Viele dieser Einstellungen sind jedoch für den Sovol SV08 ungeeignet und würden zu Druckfehlern oder Druckabbrüchen führen.
Das hier sind die wichtigsten Prozesseinstellungen für den Sovol SV08 im Orca Slicer:
- Schichthöhe: 0,2 mm
- Höhe der ersten Schicht: 0,25 mm
Die Schichtdicke sollte zwischen 25% und 75% des Nozzle-Durchmessers liegen. Also bei einer 0,4 mm Nozzle zwischen 0,1 und 0,3 mm.
Um die Haftung am Druckbett zu verbessern, sollte die erste Schicht etwas dicker sein.
- Alle Werte: 0,4 mm
Die Linienbreite sollte zwischen 100% bis 120% des Nozzle Durchmesser liegen. Also bei einer 0,4 mm Nozzle zwischen 0,4 bis 0,48 mm.
- Wandschleifen: 4
Die Wanddicke hängt hauptsächlich davon ab, wie stabil das Objekt werden soll.
Mehr Wände = mehr Stabilität.
- Obere Schalenschichten: 4
- Untere Schalenschichten: 4
Auch hier gilt, dass mehr Schichten auch mehr Stabilität liefern. Das Muster der Oberfläche ist rein kosmetisch. Hier kannst du ausprobieren, welches Muster dir am besten gefällt.
- Fülldichte für dekorative Objekte: 0-15%
- Fülldichte für Standard-Objekte: 15-50%
- Fülldichte für stabile Objekte: 50-100%
Die Fülldichte und das Füllmuster sind Prozessparameter, die Drucker-unabhängig sind. Hier kommt es ganz darauf an, wie stabil dein Projekt werden soll. Für mehr Informationen, wie du den Infill auf deiner Bedürfnisse anpassen kannst, findest du in diesem ausführlichen Guide.
- Überlappung Füllung/Wand: 10%
Falls du dünne Wände druckst, kann es manchmal vorkommen, dass die Füllung von innen durchscheint. Dann solltest du diese Einstellungen reduzieren.
- Erste Schicht: 15 mm/s
- Anzahl der langsamen Schichten: 2
Die stark reduzierte Geschwindigkeit der ersten Schicht trägt dazu bei, die Druckbetthaftung zu erhöhen.
- Außenwand: 200 mm/s
- Innere Wand: 300 mm/s
Mit diesen werden habe ich die besten Ergebnisse erzielt. Du kannst aber auch noch höher gehen, wenn du vorsichtig darauf achtest, keine Druckfehler wie Ringing oder Ghosting zu produzieren.
- Eilgang: 600 mm/s
Dieser Wert definiert die Geschwindigkeit, mit der die Nozzle bewegt wird, wenn kein Filament extrudiert wird.
- Anzahl Umrandungsringe: 1 (= Skirt)
- Höhe der Umrandungsringe: 2 Schichten
- Druckgeschwindigkeit der Umrandung: Genauso wie die erste Schicht
Wie schon erwähnt, ist die Druckbetthaftung des Sovol SV08 hervorragend. Es ist daher nur in den wenigsten Fällen nötig, ein Brim oder Raft zu drucken.
Eine Höhe von zwei Schichten erleichtert das Abnehmen des Skirts nach dem Druck.
🧠
Hinweis: Es gibt weitere Druckeinstellungen, die angepasst werden müssen; es würde jedoch den Rahmen dieses Artikels sprengen, über hunderte Druckeinstellungen zu sprechen. Eine Abkürzung für dich ist mein kalibriertes Orca Slicer Profil, das du mit wenigen Klicks importieren kannst.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
