
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Mit den richtigen PrusaSlicer Einstellungen kann der Qidi Tech Q1 Pro perfekte Druckergebnisse liefern.
In diesem Artikel teile ich meine optimierten PrusaSlicer Einstellungen, die dir eine solide Grundlage für exzellente Druckqualität mit dem Qidi Tech Q1 Pro bieten. Ich erkläre dir zudem, wie du ein neues 3D-Drucker-Profil für diesen speziellen Drucker anlegst.
Jedoch wäre es viel einfacher, eine vorgefertigte Config-Datei in PrusaSlicer einzufügen, die alle notwendigen Einstellungen enthält, einschließlich der richtigen Beschleunigungswerte. Du kannst dir diese Config-Datei über den unten angegebenen Link downloaden, um sofort mit den optimalen Einstellungen für deinen Qidi Tech Q1 Pro zu starten.

Kalibriertes PrusaSlicer-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes PrusaSlicer-Profil für diesen 3D-Drucker herunterladen und direkt in PrusaSlicer importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Die richtigen Druckereinstellungen für den Qidi Tech Q1 Pro in PrusaSlicer
Ein PrusaSlicer Profil besteht aus Druckeinstellungen, Filamenteinstellungen und Druckereinstellungen, um.
Zuerst müssen die Drucker-Einstellungen definiert werden. Dafür dient ein leeres Profil als Vorlage.
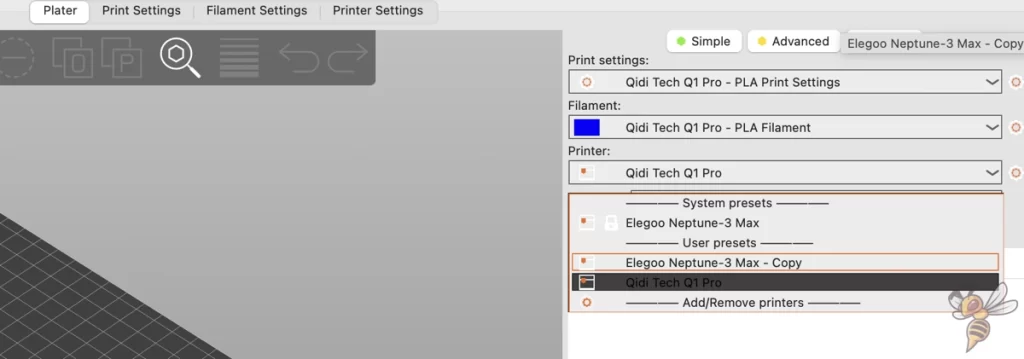
Um einen 3D-Drucker in PrusaSlicer hinzuzufügen, klicke zunächst auf den aktuellen Drucker, um einen neuen auszuwählen. Dann klicke auf “Add/Remove printers”.
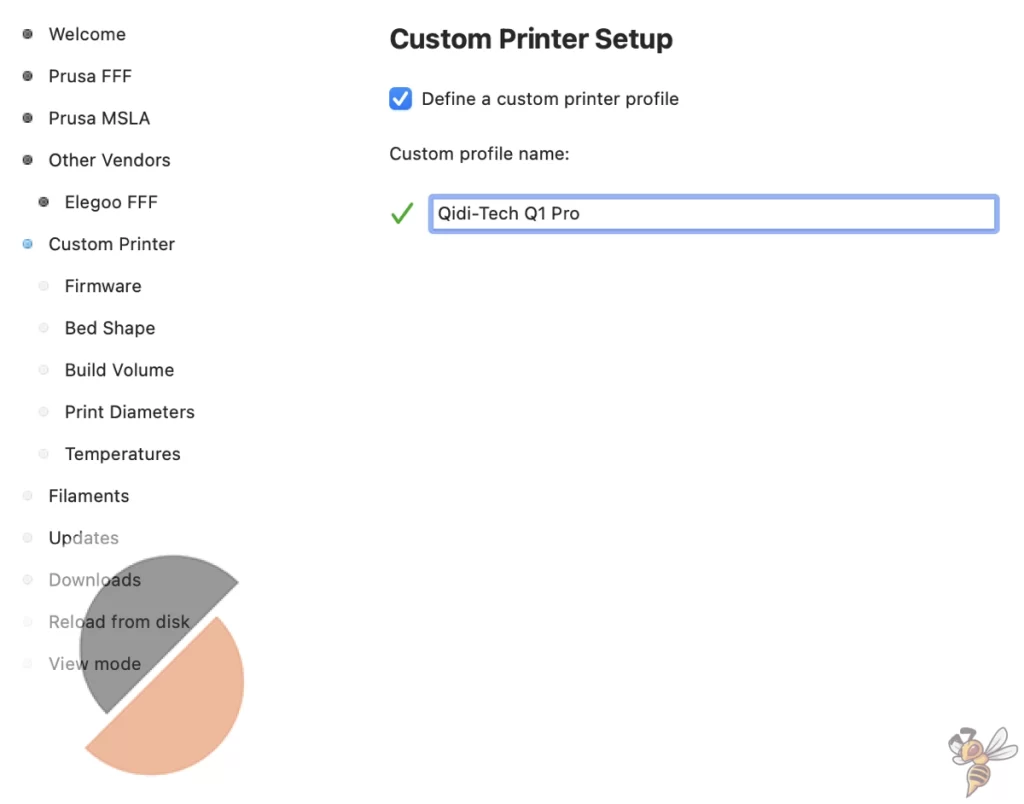
Aus der großen Auswahl an Druckern, wähle im Menü links “Custom Printer” aus. Setze den Haken bei “Define a custom printer profile” und benenne es.
Als Nächstes musst du folgende Werte definieren:
- Firmware: Klipper
- Bed Shape & Size: 240 × 240 mm
- Max print height: 240 mm
- Nozzle diameter: 0,4 mm
- Filament diameter: 1,75 mm
- Extrusion temperature: 210 °C
- Bed temperature: 60 °C
Wähle danach die Filamente aus, für die Standard-Werte generiert werden sollen.
Nun wurde ein Profil für den Qidi Tech Q1 Pro angelegt, mit Standardeinstellungen, die größtenteils nicht gut passen. Als Erstes werden wir die Druckereinstellungen anpassen.
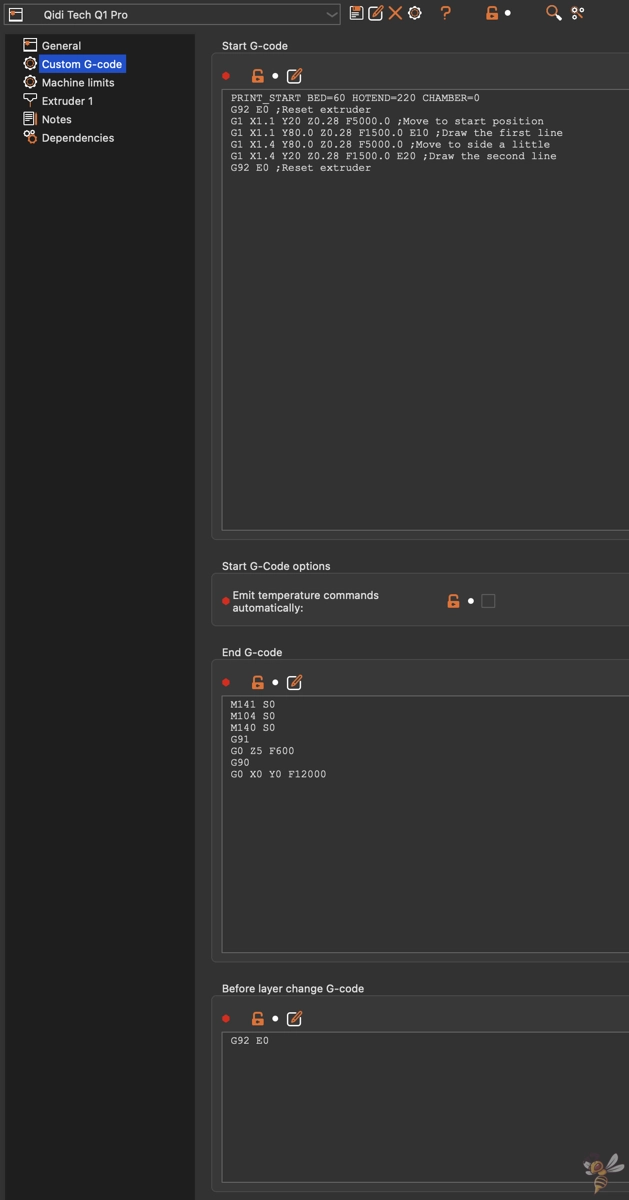
Ein Start- und End-G-Code bei einem 3D-Drucker sind spezielle Befehlssets, die zu Beginn und am Ende eines jeden Druckvorgangs ausgeführt werden.
Der Start-G-Code wird automatisch vor dem eigentlichen Druckbeginn ausgeführt und dient dazu, den Drucker und das Druckbett vorzubereiten. Dazu gehören Aufgaben wie das Aufheizen des Extruders und des Druckbetts auf die gewünschten Temperaturen, das Ausrichten der Druckachse, das Zurücksetzen der Position auf den Startpunkt und eventuell eine automatische Bett-Nivellierung.
Der End-G-Code wird nach Abschluss des Druckvorgangs ausgeführt und kümmert sich um die Nachbereitung. Dies beinhaltet das Absenken der Temperaturen von Extruder und Druckbett, das Zurückfahren des Extruders, um zu verhindern, dass weiteres Filament austritt, und das Versetzen des Druckbetts oder des Extruders in eine Parkposition. Dadurch wird sichergestellt, dass der Drucker ordnungsgemäß abgeschaltet wird und der fertige Druck leicht entnommen werden kann.
Die richtigen Filamenteinstellungen für den Qidi Tech Q1 Pro in PrusaSlicer

Bei der Sichtbarkeit der Einstellungen sollte auf den roten Experten-Modus aktiviert werden, um alle Einstellungen sehen zu können.
PLA Einstellungen
Das hier sind die korrekten PrusaSlicer Einstellungen für den Druck von PLA Filament mit dem Qidi Tech Q1 Pro:
- Drucktemperatur: 210 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 300 mm/s
- Retraction: 0,8 mm mit 30 mm/s
- Kühlung: 100 %
Der Qidi Tech Q1 Pro kann PLA Filament perfekt drucken, ohne viel Kalibrier-Aufwand.
Mit den obigen Einstellungen solltest du mit den meisten PLA Filamenten gute Ergebnisse erzielen. Falls du Stringing entdeckst, solltest du die Temperatur und die Retraction auf dein Filament kalibrieren. Wie du das machst, zeige ich dir in diesem ausführlichen Guide.
ABS Einstellungen
Das hier sind die korrekten PrusaSlicer Einstellungen für den Druck von ABS Filament mit dem Qidi Tech Q1 Pro:
- Drucktemperatur: 250 °C
- Druckbett-Temperatur: 100 °C
- Druckvolumen-Temperatur: 45 °C
- Druckgeschwindigkeit: 300 mm/s
- Retraction: 0,8 mm mit 30 mm/s
- Kühlung: 30 %
ABS Filament, bekannt für seine Festigkeit und Hitzebeständigkeit, stellt beim 3D-Druck oft eine Herausforderung dar, vor allem wegen seiner Neigung zum Warping.
Der Qidi Tech Q1 Pro, ausgestattet mit einem geschlossenen und sogar beheizbaren Gehäuse, bietet jedoch ideale Bedingungen für den Druck mit ABS. Das beheizbare Gehäuse hilft dabei, eine konstante Temperatur während des Druckvorgangs zu halten, was das Verziehen des Materials minimiert und die Haftung zwischen den Schichten verbessert.
Leider ist es nicht ohne Weiteres möglich, die Temperatur der Druckkammer direkt im PrusaSlicer einzustellen. Allerdings kann über den Start G-Code die gewünschte Temperatur der Druckkammer festgelegt werden, um optimale Bedingungen für den ABS-Druck zu schaffen.
Dank dieser Features sind selbst große Objekte aus ABS kein Problem für den Qidi Tech Q1 Pro. Die Kombination aus den richtigen Einstellungen und dem beheizbaren Gehäuse ermöglicht es, hochwertige und maßhaltige Drucke mit ABS zu erzielen, ohne dass man sich über die häufigen Probleme wie Verziehen oder schlechte Schichtadhäsion Sorgen machen muss.
TPU Einstellungen
Das hier sind die korrekten PrusaSlicer Einstellungen für den Druck von TPU Filament mit dem Qidi Tech Q1 Pro:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 150 mm/s
- Retraction: 1,0 mm mit 30 mm/s
- Kühlung: 100 %
Der Qidi Tech Q1 Pro ist mit einem Direct Drive Extruder ausgestattet, was ihn besonders gut für den Druck mit flexiblen Filamenten wie TPU geeignet macht. Der kurze Weg zwischen dem Extrudergetriebe und der Düse minimiert das Risiko, dass das flexible Material sich verfängt oder knickt, was bei Bowden-Extrudern häufiger vorkommen kann.
Flexible Filamente erfordern eine besondere Behandlung, und der Qidi Tech Q1 Pro meistert diese Herausforderung mit Bravour. Bei der Verarbeitung von TPU sind einige Einstellungen im PrusaSlicer besonders wichtig, um eine hohe Druckqualität zu gewährleisten. Dazu gehört:
- Eine niedrigere Druckgeschwindigkeit zu wählen, um die Präzision des Drucks zu erhöhen und das Risiko von Verhedderungen und Fehldrucken zu minimieren.
- Die Retraction-Einstellungen sorgfältig zu kalibrieren, um Stringing zu verhindern, was bei flexiblen Materialien leichter auftreten kann.
- Eine hohe Kühlung zu verwenden, um sicherzustellen, dass jede Schicht schnell genug abkühlt und sich stabilisiert, bevor die nächste Schicht aufgetragen wird.
PETG Einstellungen
Das hier sind die korrekten PrusaSlicer Einstellungen für den Druck von PETG Filament mit dem Qidi Tech Q1 Pro:
- Drucktemperatur: 240 °C
- Druckbett-Temperatur: 80 °C
- Druckgeschwindigkeit: 200 mm/s
- Retraction: 1,0 mm mit 30 mm/s
- Kühlung: 60 %
PETG ist ein beliebtes Filament wegen seiner Robustheit und chemischen Beständigkeit, neigt jedoch stark zu Stringing. Dies bedeutet, dass feine Fäden des Materials zwischen den Teilen des Drucks entstehen können, wenn die Retraction-Einstellungen nicht optimal sind.
Daher müssen Retraction und Drucktemperatur sorgfältig kalibriert werden, um diesen Effekt zu minimieren und saubere, scharfe Drucke zu erzielen.
Ein weiterer wichtiger Aspekt beim Druck mit PETG ist die Lagerung des Filaments. PETG absorbiert leicht Feuchtigkeit aus der Luft, was zu Stringing, Blasenbildung, schlechter Schichtadhäsion und einem allgemein verringerten Druckqualität führen kann. Eine trockene Lagerung ist also ein Muss, um sicherzustellen, dass das Filament in bestem Zustand bleibt und optimale Druckergebnisse liefert.
Die richtigen Druckeinstellungen für den Qidi Tech Q1 Pro in PrusaSlicer
Schichten und Perimeter
- Schichthöhe: 0,1-0,3 mm
- Perimeter: 2-5
- Massive Schichten Oben/Boden: 4
Diese Einstellungen spielen eine entscheidende Rolle für die Stärke und das Aussehen deiner 3D-Drucke.
Die Schichthöhe beeinflusst die Druckqualität und -geschwindigkeit: Niedrigere Werte führen zu feineren Details, während höhere Werte schneller drucken.
Perimeter geben dem Objekt Struktur und Stabilität; mehr Perimeter bedeuten eine robustere Wand.
Die Anzahl der massiven Schichten oben und unten bestimmt, wie gut die Ober- und Unterseite deiner Drucke abgedeckt werden. Eine höhere Anzahl an massiven Schichten sorgt für eine glattere Oberfläche und bessere Stützstrukturen, besonders bei überhängenden Teilen.
Infill
- Fülldichte: 10%
- Füllmuster: Bienenwabe
Diese Angaben sind Standardwerte, die für die meisten Projekte gut funktionieren. Sie bieten einen ausgewogenen Kompromiss zwischen Materialverbrauch, Druckzeit und Festigkeit des Objekts.
Für dekorative Objekte, bei denen die Festigkeit keine große Rolle spielt, kannst du die Fülldichte weiter reduzieren, um Material und Druckzeit zu sparen.
Bei mechanisch belastbaren Objekten solltest du hingegen die Fülldichte erhöhen, um die nötige Stabilität und Haltbarkeit zu gewährleisten. Eine Fülldichte von 20% bis 50% wird oft für Teile verwendet, die einer gewissen Belastung standhalten müssen. Die Anpassung der Einstellungen hängt letztlich vom spezifischen Anwendungsfall und den Anforderungen an das fertige Objekt ab.
Schürze und Rand
- Schleifen: 1
- Abstand vom Rand/Objekt: 6 mm
- Schürzenhöhe: 1 Schicht
- Windschutz: Deaktiviert
- Randtyp: Kein Rand
In der 3D-Druck-Fachsprache wird die Schürze als „Skirt“ und der Rand als „Brim“ bezeichnet.
Ein Skirt ist ein dünner Rahmen, der um das Objekt herum gedruckt wird, ohne es zu berühren. Er dient dazu, den Fluss des Filaments am Anfang des Druckvorgangs zu stabilisieren und sicherzustellen, dass die Nozzle richtig gefüllt ist, bevor der eigentliche Druck beginnt. Zudem hilft der Skirt, mögliche Probleme mit der ersten Schicht frühzeitig zu erkennen, ohne das Objekt selbst zu beeinträchtigen.
Ein Brim hingegen ist eine Erweiterung der ersten Schichten des Objekts, die direkt mit dem Objekt verbunden sind und dessen Haftung auf dem Druckbett verbessern sollen.
Bei den meisten Projekten mit dem Qidi Tech Q1 Pro ist ein Brim jedoch nicht nötig, da die Druckbett-Haftung auf dem PEI-Druckbett hervorragend ist.
Stützmaterial
- Generiere Stützmaterial: Abhängig vom Projekt
- Stützen automatisch generieren: Ja
- Stil: Organisch
- Decke Kontakt Z-Abstand: 0,2 mm
- Stützen nur auf dem Druckbett: Ja
Stützmaterial (Supports) ist unerlässlich für den Druck von Modellen mit Überhängen oder komplexen Geometrien, die ohne zusätzliche Unterstützung während des Druckvorgangs nicht realisierbar wären.
Die Option Stützen automatisch generieren erleichtert diesen Prozess, indem PrusaSlicer basierend auf dem Design des Objekts und den Überhängen automatisch entscheidet, wo Stützmaterial erforderlich ist.
Der Stil: Organisch ist dabei besonders effektiv, da er ein leicht zu entfernendes Stützmaterial erzeugt, das dennoch eine ausreichende Unterstützung für das Modell bietet.
Der Decke Kontakt Z-Abstand von 0,2 mm sorgt für eine kleine Lücke zwischen dem Stützmaterial und dem eigentlichen Druckobjekt, was das Entfernen des Stützmaterials nach dem Druck vereinfacht, ohne die Oberfläche des Objekts zu beschädigen.
Mit der Einstellung Stützen nur auf dem Druckbett wird das Stützmaterial ausschließlich auf der Basis des Druckbetts und nicht auf dem Modell selbst erzeugt. Dies ist hilfreich, um Material zu sparen und die Nachbearbeitung zu minimieren.
Geschwindigkeit
- Perimeter: 300 mm/s
- Äußere Perimeter: 200 mm/s
- Stützmaterial: 150 mm/s
- Druckgeschwindigkeit der ersten Schicht: 20 mm/s
Obwohl der Qidi Tech Q1 Pro theoretisch Geschwindigkeiten von bis zu 500 mm/s erreichen kann, werden die besten Ergebnisse mit den oben angegebenen Werten erzielt.
Besonders wichtig ist die reduzierte Druckgeschwindigkeit der ersten Schicht von maximal 20 mm/s. Diese niedrigere Geschwindigkeit erhöht signifikant die Haftung am Druckbett, da sie dem Filament mehr Zeit gibt, sich zu erwärmen und fest mit dem Bett zu verbinden, was essentiell für die Vermeidung von Warping und das Erzielen eines erfolgreichen Druckstarts ist.
Erweitert
- Standardextrusionsbreite: 0,42 mm
- Infill/Perimeter Überlappung: 15%
Die Standardextrusionsbreite von 0,42 mm optimiert die Genauigkeit der gedruckten Wände und sorgt für eine solide Struktur deiner Objekte, indem sie eine gute Balance zwischen Detailgenauigkeit und mechanischer Stärke bietet.
Die Infill/Perimeter Überlappung von 15% verbessert die Verbindung zwischen dem Infill und den äußeren Wänden deines Drucks. Dies erhöht die strukturelle Integrität des gedruckten Objekts, indem es sicherstellt, dass die Innenstrukturen fest mit den Außenwänden verbunden sind, ohne dabei Überextrusion an den Grenzflächen zu verursachen. Reduziere diesen Wert, falls der Infill von außen durchscheint.
Zusammenfassung
Ich hoffe, dass du mit diesen Einstellungen einen guten Start mit deinem Qidi Tech Q1 Pro in PrusaSlicer bekommst. Dieser Artikel hat die wichtigsten PrusaSlicer Einstellungen für den Qidi Tech Q1 Pro behandelt, um dir zu helfen, das Beste aus deinem 3D-Drucker herauszuholen.
Für den einfachen Zugriff und die Integration dieser Einstellungen in deine Projekte findest du das vollständige Profil mit allen notwendigen Anpassungen im unten stehenden Link.
Kalibriertes PrusaSlicer-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes PrusaSlicer-Profil für diesen 3D-Drucker herunterladen und direkt in PrusaSlicer importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
