
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Das richtige Cura Profil zu finden ist wichtig für einen präzisen und erfolgreichen 3D-Druck. Der Mingda Magician X wird hauptsächlich mit Cura verwendet und der Hersteller empfiehlt diesen Slicer.
Um ein gutes Cura Profil für den Magician X anzulegen, müssen die Maschinenparameter und die einzelnen Druckeinstellungen definiert werden. Diese unterscheiden sich je nachdem welches Filament verwendet wird. Eine Kalibrierung der wichtigsten Einstellungen perfektioniert das Profil.
Es gibt viele vorgefertigte Standardprofile in Cura, manchmal aber nicht für genau den Drucker den man gerade benutzt. Besonders in den ersten paar Wochen oder Monaten nach der Veröffentlichung eines neuen 3D Druckers gibt es noch keine Standardprofile – manchmal auch nie. Ich habe den Magician X ausführlich praktisch getestet und habe für PLA, ABS und TPU das Cura Profil perfektioniert. In diesem Artikel erfährst du die Werte für die wichtigsten Einstellungen für den Magician X und wie du diese kalibrieren bzw. perfektionieren kannst.
Table of Contents:
Mingda Magician X Profil in Cura Erstellen
In Cura sind die Einstellungen aufgeteilt in die Maschineneinstellungen und die Druckeinstellungen. Erstere beschreiben den Drucker an sich (also wie groß das Druckvolumen ist, die Anzahl Extruder, etc.), die Druckeinstellungen beschreiben wie das Filament gedruckt werden soll (also Temperatur, Geschwindigkeit, etc.). Als erstes musst du die Maschineneinstellungen für den Drucker erstellen.
Um ein neues Profil für deinen 3D-Drucker in Cura zu erstellen, folge diesen Schritten:
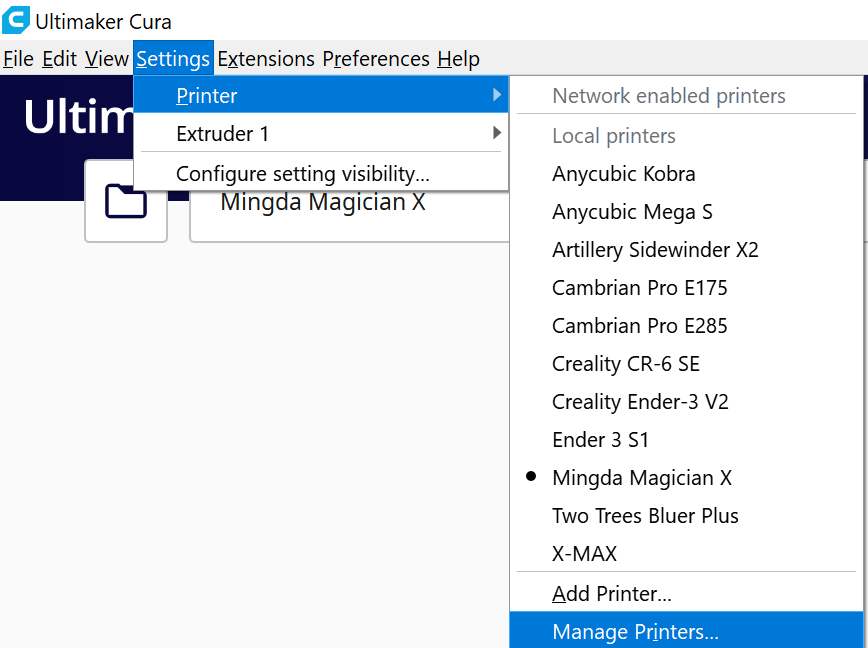
- Klicke oben in der Cura-Oberfläche auf „Einstellungen“.
- Klicke dann auf „Drucker“ und „Drucker verwalten“.
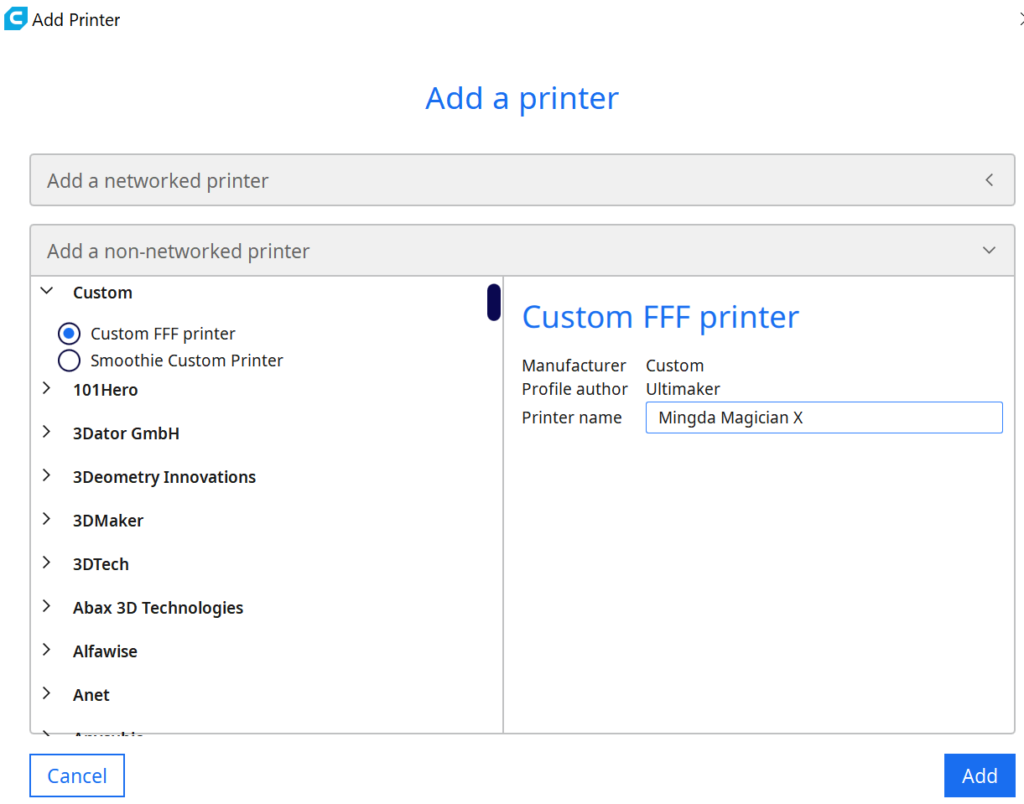
- Um einen neuen Drucker hinzuzufügen, klicke auf die Schaltfläche Drucker hinzufügen. Daraufhin wird ein Dropdown-Menü angezeigt, in dem du neue Drucker anlegen kannst. Wähle „Einen nicht vernetzten Drucker hinzufügen“
- Wähle das Menü „Custom“ und dann die Option „Custom FFF printer“ aus dem Dropdown-Menü.
- Nenne den neuen 3D Drucker “Mingda Magician X”.
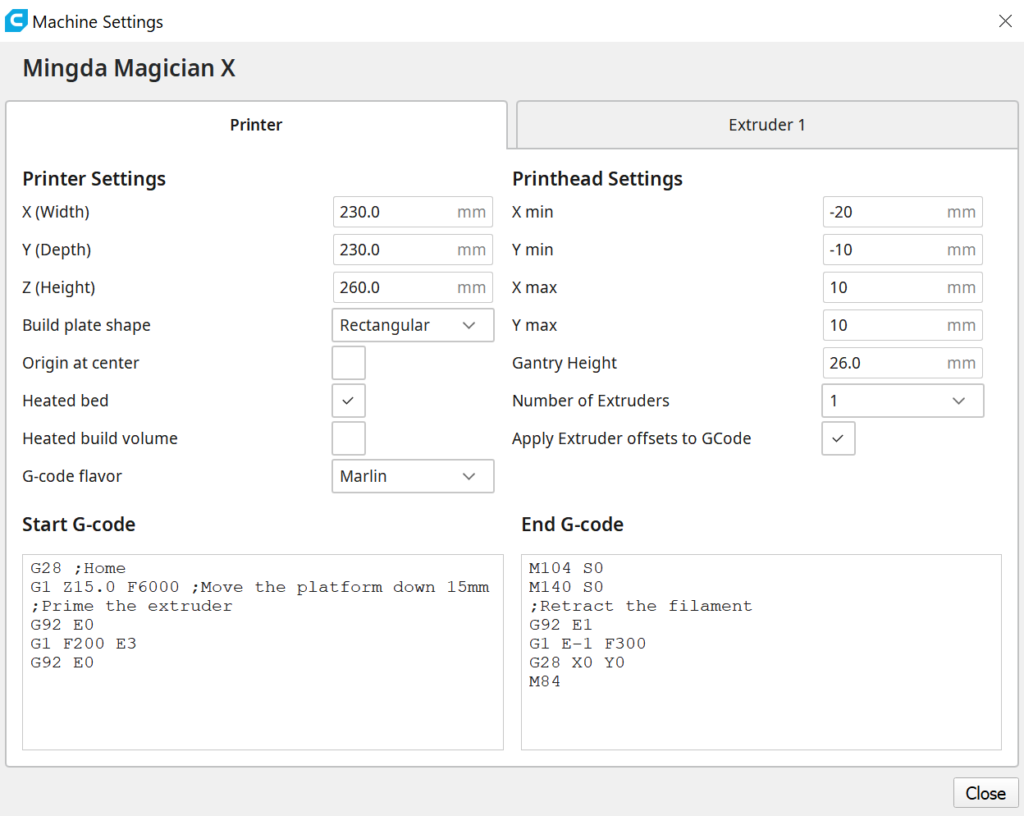
- Das Bedienfeld zeigt dann die neu erstellten Maschineneinstellungen des 3D-Druckers an. Gib dort die folgenden Werte ein, um Cura beizubringen um was für einen Drucker es sich handelt:
- Druckereinstellungen:
- X (Breite) = 230 mm
- Y (Tiefe) = 230 mm
- Z (Höhe) = 260 mm
- Druckbettform = Rectangular
- Ausgang in Mitte = Nein
- Heizbares Druckbett = Ja
- Druckraum aufgeheizt = Nein
- G-Code-Variante = Marlin
- Druckkopfeinstellungen:
- X min = -20 mm
- Y min = -10 mm
- X max = 10 mm
- Y max = 10 mm
- Anzahl Extruder = 1
- Höhe des Portals = 26 mm
- Extruder-Versatzwerte auf G-Code anwenden = Ja
- Start G-Code = Auf Standardwerten lassen
- Ende G-Code = Auf Standardwerten lassen
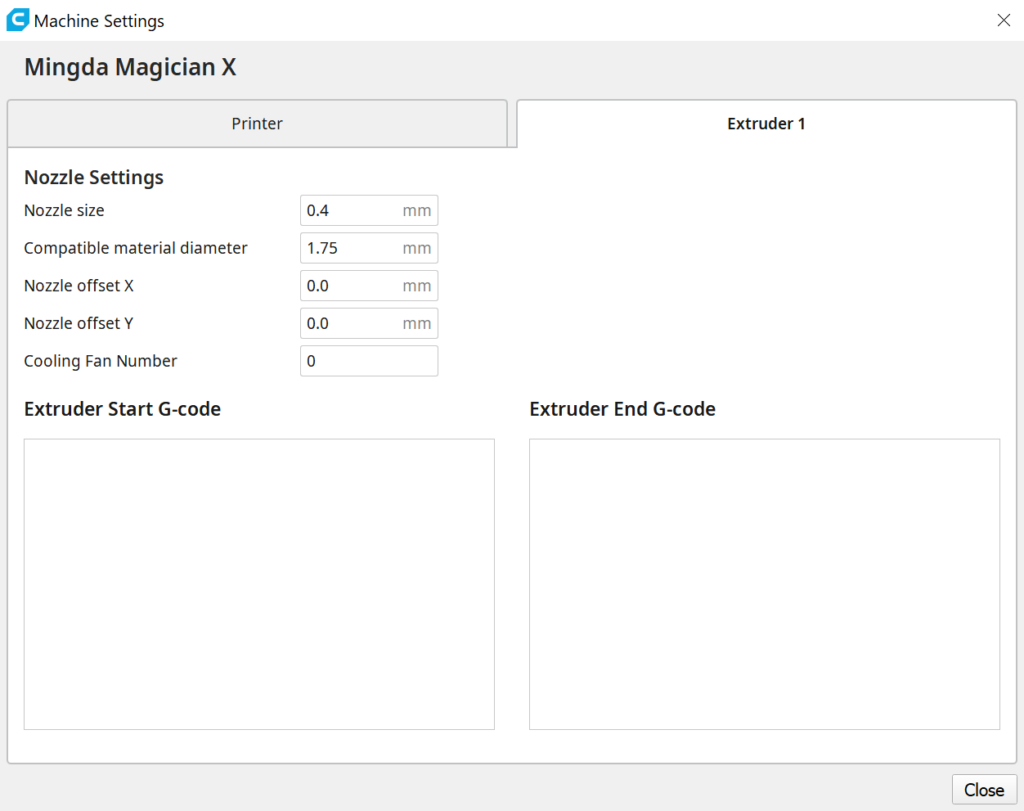
- Düseneinstellungen:
- Düsengröße = 0,4 mm
- Kompatibler Materialdurchmesser = 1,75 mm
- X-Versatz Düse = 0,0 mm
- Y-Versatz Düse = 0,0 mm
- Kühllüfter-Nr = 0
- G-Code Extruder-Start = Auf Standardwerten lassen
- G-Code Extruder-Ende = Auf Standardwerten lassen
- Danach kannst du alle Menüs schließen.
Cura erstellt danach zahlreiche Druckeinstellungs-Profile (also wie das Filament gedruckt werden soll) für eine breite Palette von Genauigkeiten. Die Genauigkeit variiert von 0,06 mm bis 0,6 mm.
Diese Profile sind jedoch noch nicht auf den Drucker und das Filament abgestimmt und führen zu qualitativ schlechteren Ergebnissen. Um zufriedenstellende Ergebnisse zu erzielen, musst du die Druckeinstellungen ändern und kalibrieren.
Der perfekte Startpunkt um dies zu tun sind die überprüften Standardwerte für verschiedene Filamente die du in den nächsten Zeilen finden wirst. Von diesen Startwerten aus kannst du deine Einstellungen weiter perfektionieren. Wie du dies tust, erfährst du weiter unten im Artikel.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
PLA ist ein biologisch abbaubarer und kompostierbarer Thermoplast, der aus erneuerbaren Ressourcen wie Maisstärke oder Zuckerrohr hergestellt wird. Es ist das gebräuchlichste 3D-Druck-Filament und lässt sich am einfachsten drucken.
Beim 3D-Druck mit Filament gibt es ein paar sehr wichtige Druckeinstellungen zu beachten. Die wichtigsten sind die Drucktemperatur, die Temperatur des Druckbetts, die Druckgeschwindigkeit und die Retraction (den Einzug des Filaments nach einer Extrusion).
Außerdem ist die erste Schicht beim 3D Druck entscheidend für einen erfolgreichen Druck. Die erste Schicht ist oft die schwierigste, denn sie muss gut auf der Bauplatte haften, darf aber auch nicht zu sehr gequetscht werden, damit die darüber liegenden Schichten etwas zum Anhaften haben.
Die folgenden Einstellungen führen zu optimalen Ergebnissen für PLA mit dem Mingda Magician X:
- Drucktemperatur: 180-190 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 3 mm bei 60 mm/s
- Kühlung: 100%
- Erste Schicht: 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS Einstellungen auf einen Blick
ABS ist schwieriger zu drucken als PLA. ABS ist ein thermoplastischer Kunststoff auf Erdölbasis. Es ist stark und haltbar, kann aber schwierig zu drucken sein, weil es sich beim Abkühlen verzieht und schrumpft (Warping).
Wenn du ABS-Filament verwendest, ist es wichtig, die Druckbetttemperatur auf einen höheren Wert als bei PLA einzustellen. Ein 3D-Drucker-Gehäuse ist eine gute Möglichkeit Warping von ABS beim 3D-Druck zu vermeiden. Indem du den Drucker umschließt, schaffst du eine kontrollierte Umgebung, die hilft, die Temperatur des Drucks zu regulieren. Das Ergebnis sind weniger Verformungen und bessere Drucke. Es entstehen auch keine Risse wenn du die warme Umgebungsluft langsam abkühlen lässt.
Die folgenden Einstellungen sind ideal für ABS beim Mingda Magician X:
- Drucktemperatur = 220-230 °C
- Druckbett Temperatur = 80 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 3 mm bei 50 mm/s
- Kühlung: 0%
- Erste Schicht: 0% Kühlung, 140% Extrusionsbreite, 100% Schichthöhe
TPU Einstellungen auf einen Blick
Thermoplastisches Polyurethan (TPU) ist ein weicher und flexibler Thermoplast, der im 3D-Druck häufig für Prothesenteile, Handyhüllen und andere Gegenstände verwendet wird, die biegsam sein müssen. TPU-Filament ist schwieriger zu drucken als PLA oder ABS, weil es eine sehr niedrige Glasübergangstemperatur hat.
Wichtig ist, dass sich das flexible Filament nicht verheddern kann. Daher sind niedrigere Druckgeschwindigkeiten sinnvoll. Dank des Direct Drive Extruders des Magician X ist dieses Risiko sehr klein, wodurch du die Geschwindigkeit im Vergleich zu anderen Filamenten nur etwas reduzieren musst.
Und die Druckbett Haftung der ersten Schicht auf dem Druckbett zu erhöhen, solltest du bei TPU die Extrusionsbreite der ersten Schicht etwas erhöhen.
Die folgenden Einstellungen sind ein perfekter Start für Optimierungen für TPU beim Mingda Magician X:
- Drucktemperatur = 220-230 °C
- Druckbett Temperatur = 60 °C
- Druckgeschwindigkeit: 40 mm/s
- Einzug (Retraction): 5 mm bei 60 mm/s
- Kühlung: 100%
- Erste Schicht: 0% Kühlung, 140% Extrusionsbreite, 100% Schichthöhe
Welche Cura-Einstellungen sind die Besten für den Mingda Magician X?
Nun gehen wir auf die wichtigsten Druckeinstellungen für den Magician X ein. Ich zeige dir welche Einstellungen bei meinem Magician X am besten funktionieren und am Schluss des Artikels erfährst du wie du diese Einstellungen bei deinem 3D Drucker optimieren und kalibrieren kannst.
Drucktemperatur
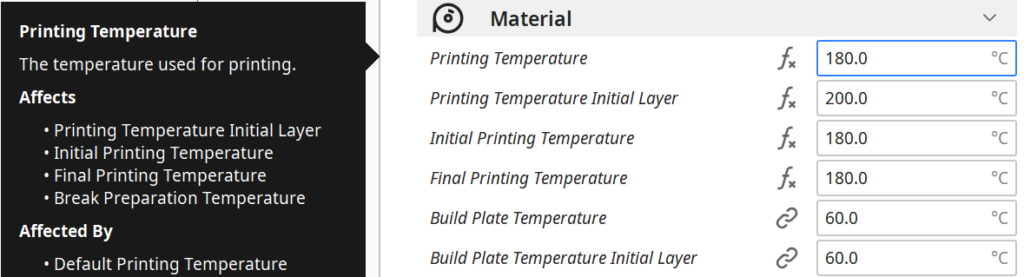
Die Drucktemperatur eines FDM-3D-Druckers ist die Temperatur, bei der das Filament geschmolzen und aus der Düse extrudiert wird. Die optimale Drucktemperatur für PLA-Filament liegt bei 180-190 °C, während die optimale Drucktemperatur für ABS-Filament bei 220-230 °C liegt.
Eine falsche Drucktemperatur kann beim 3D-Druck eine Reihe von Fehlern verursachen, darunter:
- Stringing
- Risse auf der Oberfläche durch Unterextrusion
- Pickel oder Kleckse
Die Hotends von zwei 3D-Druckern können sehr unterschiedlich sein, was sich erheblich auf die Drucktemperatur auswirken kann. Zum Beispiel kann sich die ideale Drucktemperatur für das gleiche PLA-Filament auf zwei unterschiedlichen 3D Drucker Modellen unterscheiden. Das liegt an dem Aufbau des Hotends. Die tatsächliche Temperatur an der Nozzle kann daher schon mal um mehrere Grad unterschiedlich sein als die Anzeige es vermuten lässt.
Meiner Erfahrung nach ist das Hotend des Magician X eher heißer als kühler. Daher befinden sich die perfekten Drucktemperaturen der einzelnen Filament Sorten eher am unteren Ende ihrer empfohlenen Temperaturspanne.
Die besten Drucktemperaturen für den Mingda Magician X in Cura:
- PLA: 180-190 °C
- ABS: 220-230 °C
- TPU: 220-230 °C
Druckbett Temperatur
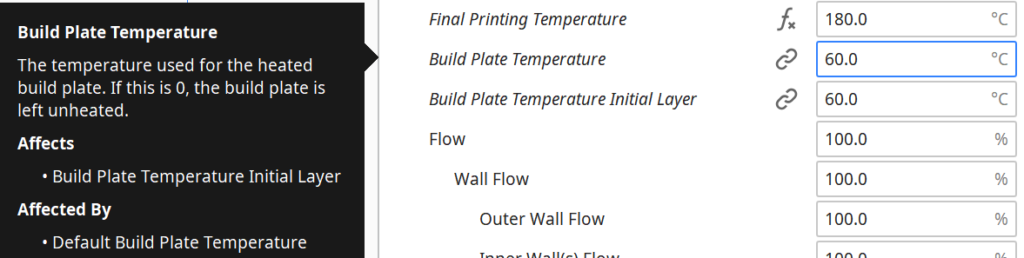
Die Oberfläche des Druckbetts des Mingda Magician X 3D-Druckers besteht aus einem texturierten Glas, was zu einer sehr gleichmäßigen Oberfläche führt und für eine gute Druckbett Haftung sorgt. Das beheizte Bett des Druckers kann auf eine Temperatur von bis zu 110 °C eingestellt werden, was das Drucken mit einer Vielzahl von Filamenttypen ermöglicht.
Eine zu hoch eingestellte Druckbett Temperatur kann dazu führen, dass sich das Filament verzieht. Eine zu niedrige Druckbetttemperatur kann dazu führen, dass die erste Schicht nicht richtig am Druckbett haftet, was eine schlechte Druckqualität oder einen misslungenen Druck zur Folge haben kann.
Die optimale Druckbetttemperatur für PLA-Filament liegt bei 50-70 °C. Beim Magician X habe ich sehr gute Erfahrungen mit 60 °C gemacht. Da das Druckbett eine sehr gute Haftung hat, hast du hier etwas Spielraum und brauchst nicht allzu sehr optimieren.
Für ABS haben sich 80 °C bewährt und für TPU 60 °C. Mit diesen Werten solltest du einen guten Startpunkt haben für eine gute Druckbett Haftung auf dem Magician X. Falls du trotzdem noch Probleme haben solltest, könnte Magigoo, ein spezieller Klebstoff der für 3D Drucker entwickelt wurde, helfen. Besonders auf Glas bewirkt dieser Kleber Wunder!
Die besten Druckbett Temperaturen für den Mingda Magician X in Cura:
- PLA: 60 °C
- ABS: 80 °C
- TPU: 60 °C
Druckgeschwindigkeit
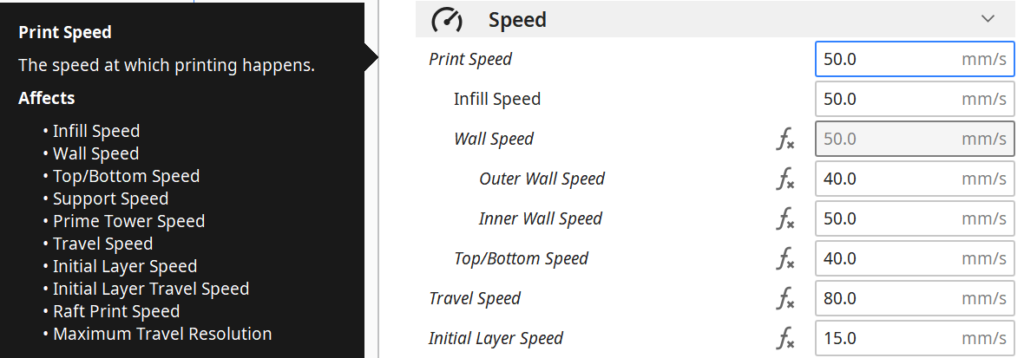
Die Druckgeschwindigkeit gibt an, wie schnell das Filament aus der Düse extrudiert wird. Je höher die Druckgeschwindigkeit, desto kürzer ist die Zeit, die das Filament braucht, um abzukühlen und auszuhärten, was zu Problemen wie Rissen oder Verformungen führen kann.
Eine langsamere Druckgeschwindigkeit gibt dem Filament mehr Zeit zum Abkühlen und Aushärten. Die richtige Druckgeschwindigkeit ist also nicht nur vom 3D Drucker, sondern auch vom verwendeten Filament abhängig.
Auch wenn der Magician X eine sehr hohe Druckgeschwindigkeit auf dem Papier hat, solltest du dich an die unten angegebenen Werte für die verschiedenen Filamente halten. Je höher die Druckgeschwindigkeit ist, desto schlechter wird die Qualität des Drucks. Du willst die Geschwindigkeit aber auch nicht zu langsam einstellen, da der Druck sonst ewig dauern wird.
Den richtigen Mittelwert zu finden ist manchmal aber nicht ganz so einfach. Trotzdem haben sich für PLA, ABS und TPU ähnliche Startwerte bewährt gemacht. Falls du Probleme mit der Druckbett Haftung hast, solltest du die Druckgeschwindigkeit für die ersten Schichten stark reduzieren. Dadurch braucht das Filament länger um Abzukühlen und kann eine bessere Verbindung zur Oberfläche des Druckbetts herstellen.
Die richtige Druckgeschwindigkeit für den Mingda Magician X in Cura:
- PLA: 50 mm/s
- ABS: 50 mm/s
- TPU: 40 mm/s
Schichtdicke
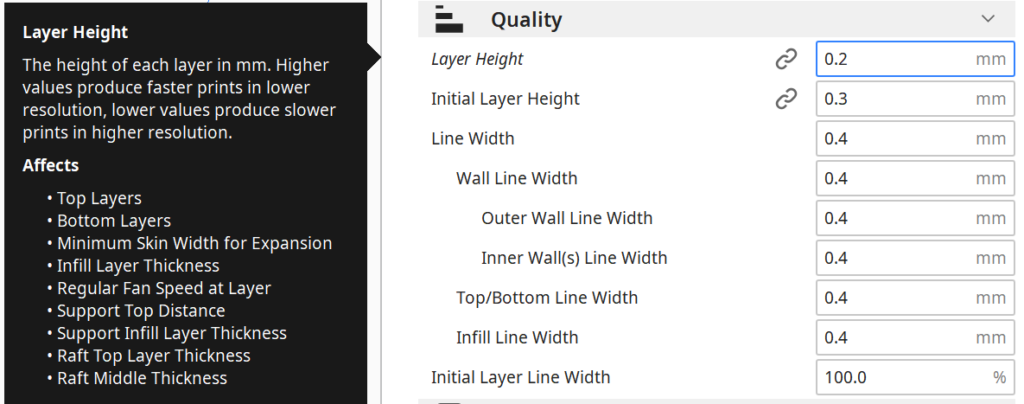
Die Schichtdicke ist die Dicke einer einzelnen Filamentschicht bei einem 3D-Druck. Die meisten 3D-Drucker haben eine Standardschichtdicke von 0,1 mm, die aber je nach den Anforderungen des Drucks geändert werden kann. Eine dickere Schichtdicke führt zu einem schnelleren Druck, aber auch dazu, dass die Oberfläche rauer wird. Eine dünnere Schichtdicke führt zu einem langsameren Druck, aber dafür wird die Oberfläche detaillierter und glatter.
Sobald du das Profil für den Magician X angelegt hast, erstellt Cura automatisch 7 Genauigkeits-Profile:
- Extra Fine 0,06 mm
- Fine 0,1 mm
- Normal 0,15 mm
- Draft 0,2 mm
- Extra Fast 0,3 mm
- Coarse 0,4 mm
- Extra Coarse 0,6 mm
Diese Profile erstellt Cura aus den Einstellungen die du in den Maschinen Parametern vorgenommen hast – der Nozzle Durchmesser von 0,4 mm. Da der Extruder des Magician X sehr genau ist, ist es tatsächlich möglich die Extra Fine Genauigkeit mit 0,06 mm Schichtdicke zu drucken.
Je nachdem welchen Verwendungszweck du für das zu druckende Modell im Auge hast, bieten sich aber verschiedene Schichtdicken an.
Die richtige Schichtdicke für den Mingda Magician X in Cura:
- Dekorative Objekte: 0,06 und 0,1 mm
- Standard: 0,15 und 0,20 mm
- Grobe, schnelle Drucke: 0,3 und 0,4 mm
Flussrate
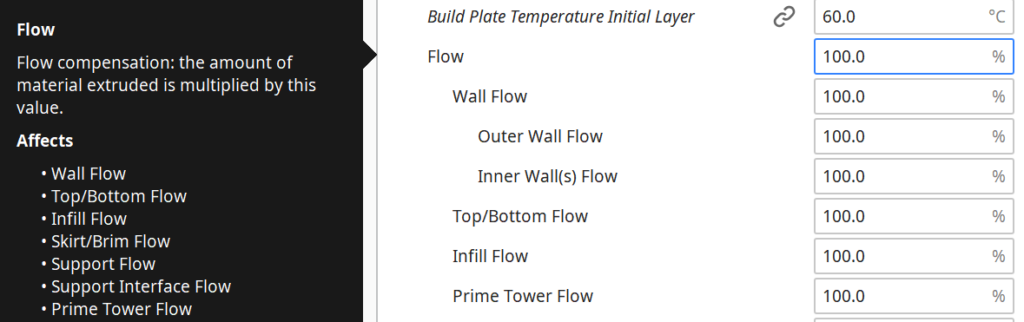
Die Durchflussrate gibt an, wie viel Material pro Sekunde aus der Düse des 3D-Druckers extrudiert wird. Diese Einstellung wirkt sich auf die Breite der Linien aus.
Wenn die Flussrate zu hoch eingestellt ist, kommt es zu Über-Extrusion, was zu diversen Druckfehlern führen kann. Dabei wird einfach zu viel Filament pro Sekunde extrudiert, das irgendwo hin muss. Übermäßiges Stringing oder das Bilden von Pickeln können die Folgen sein.
Andererseits, wenn die Flussrate zu niedrig eingestellt ist, kommt es zu Unter-Extrusion. Wenn zu wenig Filament pro Sekunde extrudiert wird, können Risse entstehen. So oder so führt eine Über- oder Unter-Extrusion zu falschen Maßen des fertigen Produkts. Besonders bei Teilen die eine mechanische Funktion erfüllen sollen ist dies problematisch.
Als Standardwert ist immer 100% anzugeben. Falls du Probleme mit der Extrusion hast, solltest du diesen Wert kalibrieren. Dies empfehle ich dir sowieso wenn du das Filament jedes mal wenn du das Filament wechselst. Wie du dies tust, erfährst du weiter unten in diesem Artikel.
Die beste Flussrate für den Magician X in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Einzug (Retraction)
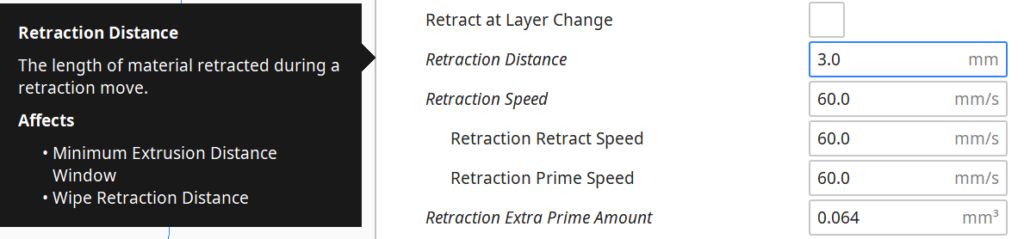
Unter Retraction versteht man den Vorgang, bei dem ein 3D-Drucker das Filament in die Düse zurückzieht, wenn es nicht extrudiert wird. Dadurch wird verhindert, dass das Filament aufgrund der Schwerkraft herunterhängt, und es bleibt dicht am heißen Ende des Extruders. Dies hilft, Probleme wie Stringing zu vermeiden.
Stringing ist ein häufiges Problem beim 3D-Druck, das auftreten kann, wenn das Filament nicht richtig zurückgezogen wird. Wenn der Drucker nicht aktiv Filament extrudiert, kühlt der geschmolzene Kunststoff an der Düsenspitze ab und verfestigt sich. Wenn dieser feste Kunststoff dann durch die Schwerkraft nach unten gezogen wird, entsteht ein Kunststofffaden zwischen der Düse und dem Druckobjekt.
Die richtige Einstellung der Retraction ist extrem wichtig für hochqualitative Drucke. Der Direct Drive Extruder des Magician X brauchst im Vergleich zu Bowden Extrudern andere Werte.
Die besten Einstellungen für den Einzug (Retraction) für den Magician X in Cura:
- PLA: 3 mm bei 60 mm/s
- ABS: 3 mm bei 50 mm/s
- TPU: 5 mm bei 60 mm/s
Infill
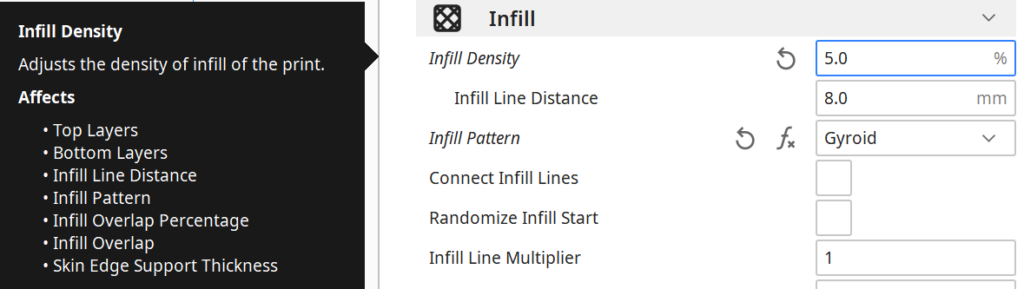
Im 3D-Druck ist Infill der Bereich im Inneren eines gedruckten Objekts, der mit Material gefüllt wird. Dies geschieht in der Regel, um Filament zu sparen und die Druckzeit zu verkürzen, da für das Innere eines Objekts weniger Material benötigt wird als für sein Äußeres.
Die Einstellungen für den Infill sind unabhängig vom verwendeten 3D Drucker und hängen nur vom Anwendungszweck deines Objekts ab.
Es gibt eine Reihe von verschiedenen Füllmustern, die im 3D-Druck verwendet werden können, jedes hat eine andere Stabilität und damit andere Anwendungen:
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Aber nicht nur das Muster, auch die Infill Dichte ist entscheidend. Die Fülldichte beim 3D-Druck ist der Prozentsatz des Objektvolumens, der mit Material gefüllt wird. Diese Einstellung bestimmt, wie solide oder hohl das Objekt wird. Eine höhere Fülldichte führt zu stabileren Objekten.
Die besten Infill Dichten für den Magician X in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Erste Schicht
Die erste Schicht ist beim 3D-Druck extrem wichtig, da sie die Grundlage für den Rest des Drucks bildet. Es ist sehr wichtig, dass die erste Schicht richtig gedruckt wird, denn Probleme mit ihr werden später im Druck vergrößert.
Beim Druck der ersten Schicht gibt es einige Dinge zu beachten: Die erste Schicht sollte mit einer niedrigeren Geschwindigkeit gedruckt werden als der Rest des Drucks. So hat der Kunststoff mehr Zeit, an der Bauplatte zu haften und kann sich nicht so einfach während des Drucks lösen.
Die erste Schicht sollte außerdem mit einer höheren Temperatur gedruckt werden als der Rest des Drucks wenn du Probleme mit der Druckbett Haftung hast. So kann der Kunststoff besser fließen und geht eine bessere Verbindung mit der Druckbett Oberfläche ein.
Aber auch die Schichtdicke und die Linienbreite sind wichtig und können die Druckbett Haftung beeinflussen. Je dicker die Schicht ist, desto länger braucht sie um abzukühlen und kann besser auf dem Druckbett haften. Daher sollte die erste Schicht dicker sein als der Rest des Drucks. Auch die Linienbreite sollte für die erste Schicht erhöht werden, damit sie besser fließen kann.
Das sind die besten Cura Einstellungen für die erste Schicht beim Magician X:
- Schichtdicke: 100-200% der normalen Schichtdicke
- Linienbreite: 100-200% der normalen Linienbreite
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s)
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett Haftung)
Cura Einstellungen Kalibrieren für den Mingda Magician X
Die Cura Einstellungen die du für den Magician X in diesem Artikel gelesen hast, sind sehr gute Startwerte für weitere Optimierungen. Die Werte die ich angegeben habe passen für meinen Magician X perfekt. Da aber nicht jeder 3D Drucker identisch ist, wirst du wahrscheinlich etwas andere Werte als besser empfinden.
Um diese Werte zu finden gibt es diverse Kalibrierobjekte. Besonders die Drucktemperatur, die Flussrate und die Retraction sind hier wichtig und sollten bei jedem neuen Drucker oder einem neuen Filament kalibriert werden, um ideale Ergebnisse zu erzielen.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Drucktemperatur Kalibrieren
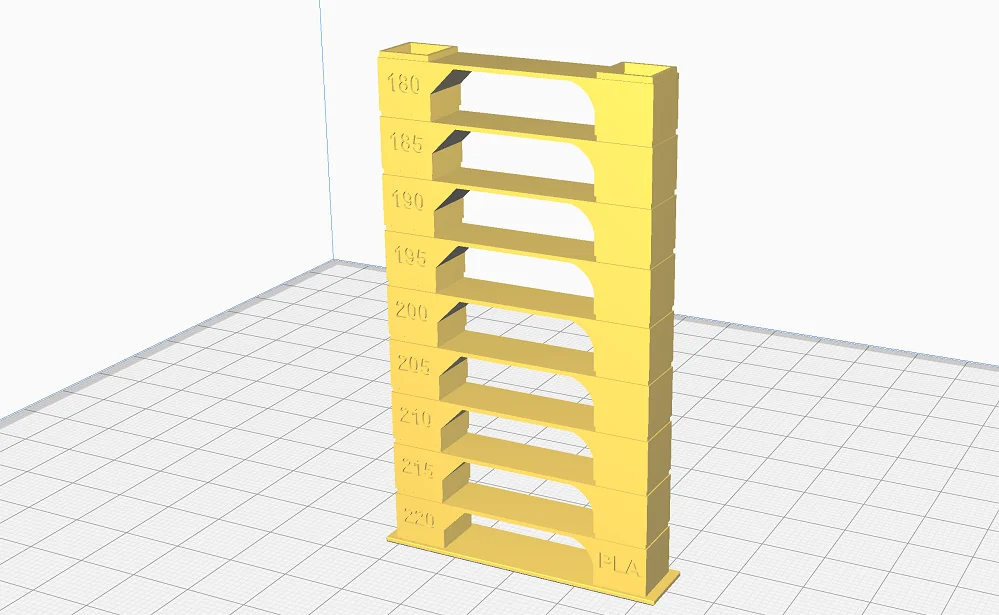

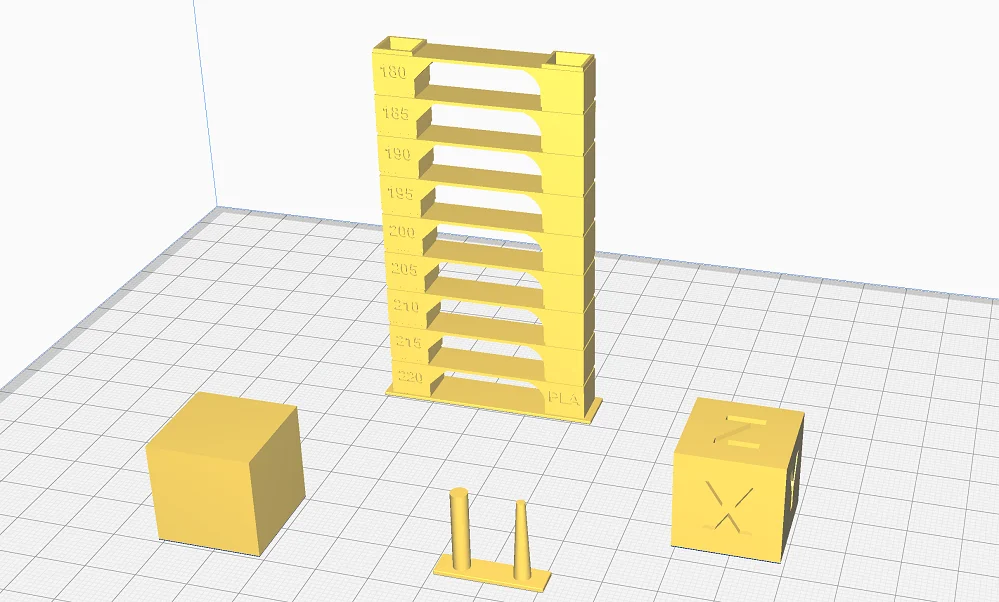
Um die perfekte Drucktemperatur zu finden, kannst du ein Kalibrierungsobjekt drucken. Es gibt eine Reihe von verschiedenen Objekten, aber ich empfehle den Temperatur Turm aus dem „Calibration Shapes“ Plugin von Cura, da er sehr einfach zu drucken ist und dir schnell die richtige Temperatur anzeigt.
Das Calibration Shapes Plugin in Cura ist ein großartiges Werkzeug für die Kalibrierung deines 3D-Druckers. Es enthält eine Vielzahl verschiedener Objekte, mit denen du verschiedene Einstellungen deines Druckers kalibrieren kannst, z. B. die Drucktemperatur, die Durchflussrate und den Rückzug.
Der Temperaturturm aus diesem Plugin ist besonders einfach zu drucken und wird bei verschiedenen Temperaturen gedruckt. Wenn du dir die Ergebnisse ansiehst, kannst du sehen, welche Temperatur das beste Ergebnis liefert. Die beste Temperatur ist die, bei der die Oberfläche am glattesten ist und keine Fäden gezogen werden.
Fluss Kalibrieren
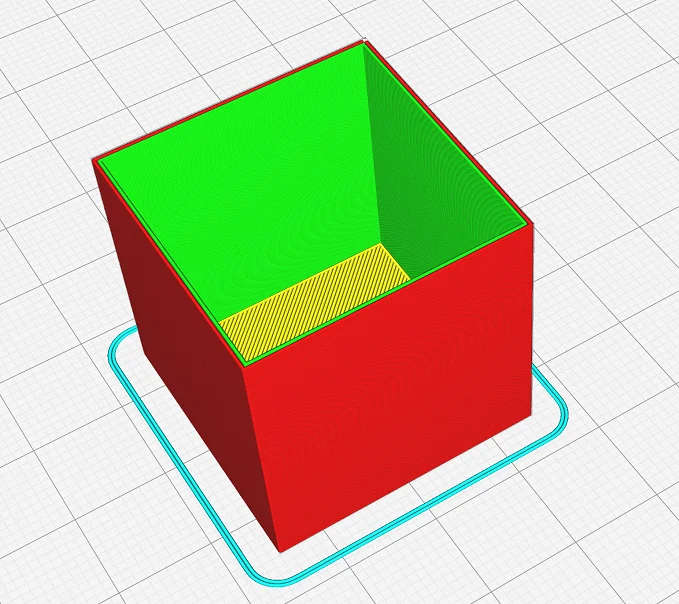
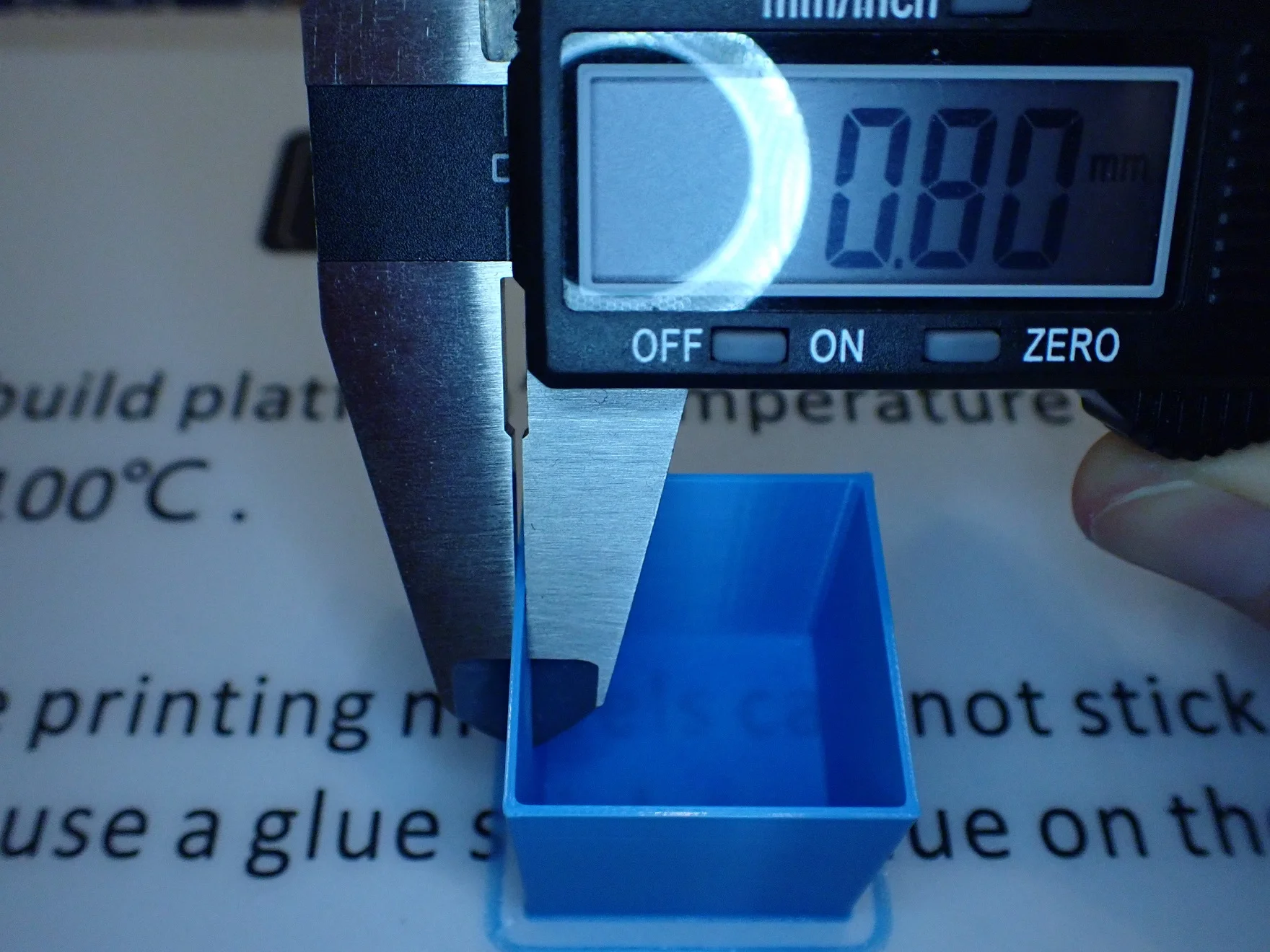
Die Durchflusskalibrierung ist wichtig, um die besten Ergebnisse mit deinem 3D-Drucker zu erzielen. Um die Durchflussmenge zu kalibrieren, kannst du ein Kalibrierungsobjekt drucken. Es gibt eine Reihe verschiedener Objekte, aber ich empfehle den Kalibrierungswürfel aus Curas Plugin „Calibration Shapes“. Es ist ein sehr einfach zu druckendes Objekt, das dir helfen wird, die perfekte Durchflussrate zu finden .
Drucke den Würfel ohne Infill und ohne obere Schichten, damit du im Nachhinein die Wandstärke messen kannst. Achte darauf, dass du dir die Anzahl der Wandlinien merkst und wie breit die Linienbreite eingestellt ist. Wenn der gemessene Wert am gedruckten Objekt dem Produkt aus der Anzahl der Wandlinien und der Extrusionsbreite entspricht, ist die Flussrate richtig eingestellt. Falls sie davon abweicht, kannst du sie über den Prozentwert so anpassen bis du das richtige Ergebnis erzielst.
Einzug Kalibrieren
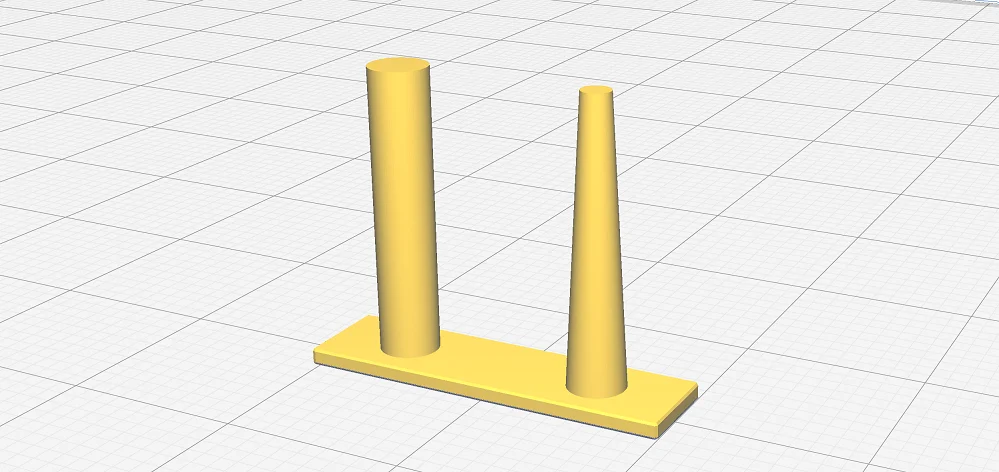
Die Kalibrierung des Rückzugs ist wichtig, um die besten Ergebnisse mit deinem Magician X zu erzielen. Um den Rückzug zu kalibrieren, kannst du ein Kalibrierungsobjekt drucken. Auch im Calibration Shapes Plugin gibt es einen einfachen Retraction Test.
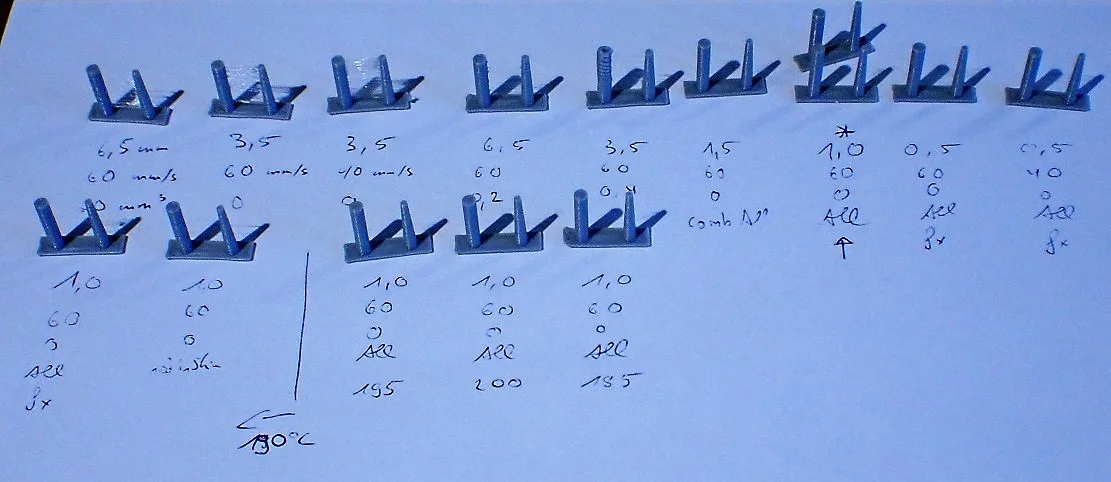
Das Objekt besteht aus zwei Säulen und einer Basis. Dadurch ist es innerhalb weniger Minuten gedruckt und du kannst die Retraction Einstellungen schnell perfektionieren.
Am besten startest du bei den Richtwerten die ich in diesem Artikel angegeben habe und arbeitest dich in kleinen Schritten bis zum perfekten Wert vor. Für die Einzugsgeschwindigkeit solltest du 5 mm/s Schritte nehmen und für den Einzugsabstand 0,1 mm.
Fazit
In diesem Artikel hast du alles über die Druckeinstellungen in Cura für den Mingda Magician X 3D-Drucker erfahren um perfekte Ergebnisse zu erzielen, sowie einige Tipps, wie du sie für die besten Ergebnisse optimieren kannst.
Die empfohlenen Cura-Einstellungen sind ein guter Ausgangspunkt, müssen aber je nach Drucker und Filament eventuell angepasst werden. Zu den wichtigen Kalibrierungsaufgaben gehört die Einstellung der Drucktemperatur, der Flussrate und der Retraction. Hast du diese Werte erfolgreich kalibriert, wirst du perfekte Oberflächen drucken!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
