
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Die Ender 5 Reihe von Creality ist mit dem originalen Ender 5*, dem Ender 5 Plus* und dem Ender 5 Pro* extrem beliebt. Auch wird meistens der beliebte Slicer Cura für diese 3D Drucker verwendet.
Die richtigen Einstellungen zu finden ist aber nicht immer einfach. Individuelle Cura Profile für die Ender 5 Modelle sind daher ein nützliches Feature, um die Einstellungen zu optimieren und für spätere Drucke zu speichern.
Cura besitzt Standardprofile für den Ender 5. Die enthaltenen Einstellungen sind gute Richtwerte für die ersten Testdrucke. Viele dieser Einstellungen, wie Geschwindigkeit, Temperatur und Retraction müssen individuell kalibriert werden.
Wie du diese Standardprofile und die besten Einstellungen in Cura findest erfährst du in diesem Artikel. Außerdem findest du hier erprobte Werte für die wichtigsten Einstellungen.
Table of Contents:
Standard Cura Profile
Ender 5 (Plus/Pro)
Cura enthält mittlerweile für sehr viele 3D Drucker von verschiedensten Herstellern Standardprofile. Diese Profile sind ein sehr guter Startpunkt für die meisten Drucker.
Hier findest du in Cura die Standardprofile:
Einstellungen > Drucker > Drucker hinzufügen…
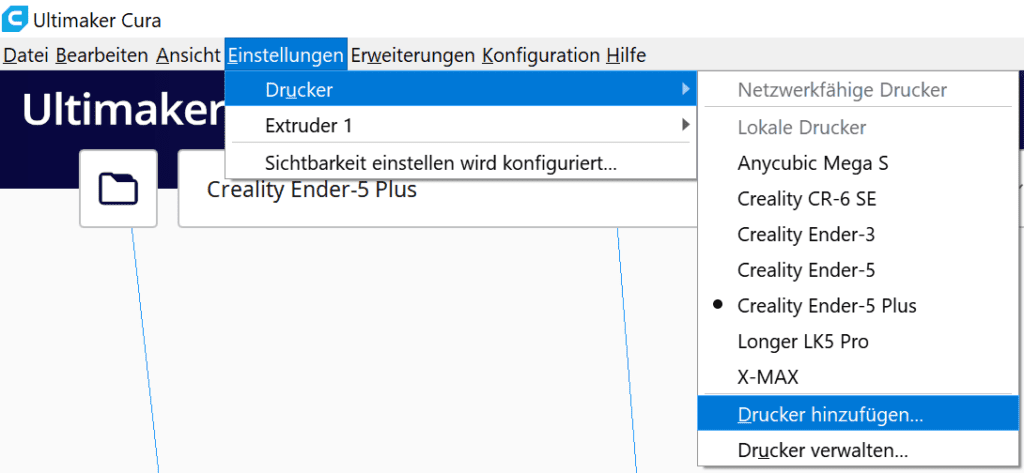
Danach öffnet sich ein Fenster in dem zu vernetzte oder offline Drucker verbinden kannst. Unter der Option “Einen unvernetzten Drucker hinzufügen” findest du die verschiedenen Profile.
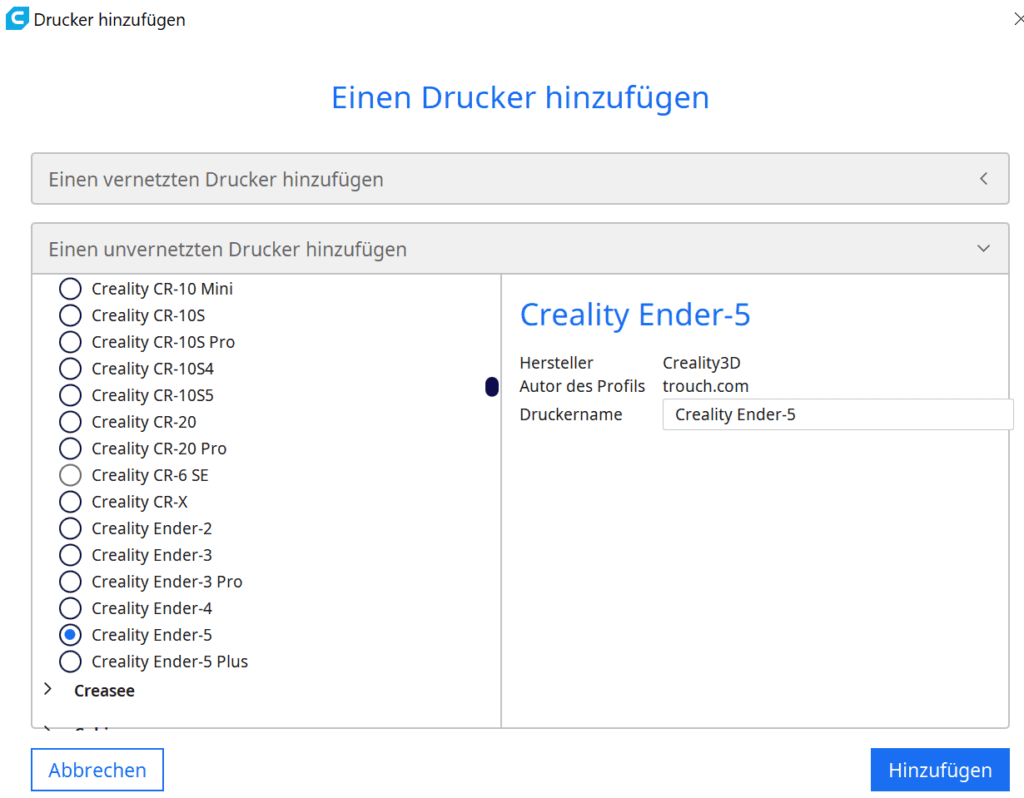
Zum Zeitpunkt dieses Artikels findest du Standardprofile für den Ender 5 und den Ender 5 Plus. Der Ender 5 Pro unterscheidet sich aber in seinen Cura-Einstellungen kaum vom Ender 5. All seine Dimensionen sind gleich, er besitzt nur ein paar Upgrades. Durch den anderen Extruder könnten die Einstellungen für den Einzug bzw. die Retraction anders sein. Dazu später mehr.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
Aber da jeder 3D Drucker und jedes Filament unterschiedlich ist, solltest du deine Drucker-Filament-Kombination sowieso kalibrieren. Um die perfekten Einstellungen für Temperatur, Geschwindigkeit und Einzug/Retraction zu bekommen, gibt es viele Testobjekte auf Plattformen wie Thingiverse.
Das perfekte Ender 5 (Plus/Pro) Cura Profil für PLA:
- Schichtdicke: 0,12 mm
- Füllung / Infill: 20 %
- Drucktemperatur: 200 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug: 6 mm bei 40 mm/s
- Geschwindigkeit der ersten Schicht: 30 mm/s
- Anfängliche Lüftergeschwindigkeit: 0%
Schichtdicke
Ender 5 (Plus/Pro)

Die Schichtdicke bestimmt wie detailliert die Oberfläche deines 3D Drucks wird. Je kleiner die Schichtdicke ist, desto höher ist die Druckauflösung.
Da der Druck aber länger dauert, je kleiner die Schichtdicke eingestellt wird, musst du für dich selber entscheiden wo du die richtige Balance findest. Schnell und grob, oder langsam und fein?
Die besten Schichtdicken für den Ender 5 (Plus/Pro):
- 0,12 mm (feine Details, langsam)
- 0,16 mm
- 0,20 mm
- 0,28 mm (wenig Details, schnell)
Wie du eventuell bemerkt hast, sind diese Werte alle ein Vielfaches von 0,04. Das liegt daran, dass der eingebaute Schrittmotor für die Z-Achse bei jedem Schritt die Höhe um 0,04 mm verändert. Solltest du also ein eigenes Profil erstellen, sollte die Schichtdicke ein Vielfaches davon sein, um die besten Ergebnisse zu erzielen.
Die maximale Schichtdicke mit einer Standard 0,4 mm Nozzle beträgt nach der 25%-75%-Regel 0,3 mm. Die minimale Schichtdicke beträgt demnach 0,1 mm.
Die oben angegebenen Profile sind also schon sehr gut über diesen Bereich verteilt. Wenn du die Grenzen deines Ender 5 testen willst, kannst du die 0,08 mm als Schichtdicke ausprobieren.
Füllung / Infill
Ender 5 (Plus/Pro)

Die Fülldichte, bzw. der Infill, bestimmt wie viel Material im Inneren des 3D Drucks ist. Dadurch kannst du die Stabilität an deine Zwecke anpassen. Diese Einstellungen hängt nicht von deinem verwendeten 3D Drucker ab, sondern nur von deinem Bauteilen.
Wenn du Objekte druckst die hauptsächlich dekorative Zwecke erfüllen, kannst du mit einer Füllung von 5-10% drucken.
Für Standardobjekte haben sich 20% als guter Richtwert erwiesen. Wenn du aber stärkere mechanische Eigenschaften brauchst, solltest du irgendwas zwischen 20 und 60% einstellen. In Extremfällen kannst du auch komplett solide mit 100% Infill drucken.
Beste Füllung / Infill für den Ender 5 (Plus/Pro):
- Dekoration: 10%
- Standard: 20%
- Stabil: 40%
Bedenke bei deiner Einstellung aber, dass höhere Fülldichten auch längere Druckzeiten bedeuten. Du musst also die Balance aus Festigkeit, Druckzeit und Materialverbrauch finden, die für dich und den Einsatzzweck des Objekts am besten sind.
Wichtig ist auch das Muster für die Füllung. In Cura hast du die Auswahl zwischen verschiedenen Mustern, die sich in ihrer Stabilität unterscheiden.
Beste Infill Muster für den Ender 5 (Plus/Pro):
- Dekoration: Linien, Zig Zag
- Standard: Raster, Dreiecke, Tri-Hexagonal
- Stabil: Würfel, Würfel Unterteilung, Oktett, Gyroid

Kompletter Guide:
3D Druck Infill Guide 👉 Grundlagen, Muster und Stabilität
Temperatur
Ender 5 (Plus/Pro)
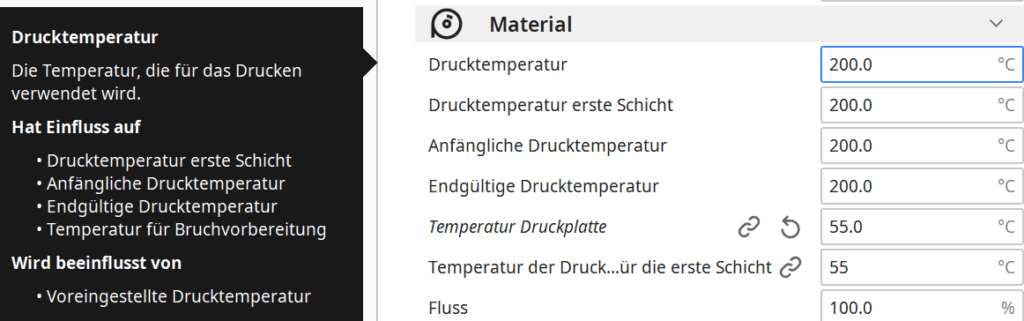
Die Drucktemperatur ist eine der wichtigsten Einstellungen in Cura. Wenn du hier die falsche Temperatur wählst, kann es zu verschiedenen Druckfehlern, wie Stringing, Über– oder Unter-Extrusion kommen.
Es ist also wichtig die für dein Filament richtige Temperatur einzustellen. Für die verschiedenen Filamente gibt es Richtwerte und auch die Hersteller geben für ihre Filamente passende Temperaturen an.
An diese Richtwerte solltest du dich am Anfang halten und von da aus weiter optimieren. Die Temperatur der Nozzle ist eine der Einstellungen, die du unbedingt kalibrieren solltest. Die richtige Einstellung hängt nicht nur von der Art des Filaments ab (PLA/ABS/usw.), sondern auch von den Eigenheiten deines 3D Druckers und des spezifischen Filaments welches du benutzt (auch verschiedene Chargen desselben Produkts können sich unterscheiden!).
Für diese Kalibrierung eignen sich am besten “Temperatur-Türme”. Die benötigten Druckdateien dafür findest du auf Plattformen wie Thingiverse.
Die besten Druck Temperaturen für den Ender 5 (Plus/Pro):
- PLA: 200 °C
- ABS: 230 °C
- PETG: 240 °C
- TPU: 220 °C
Druckbett Temperatur
Ender 5 (Plus/Pro)
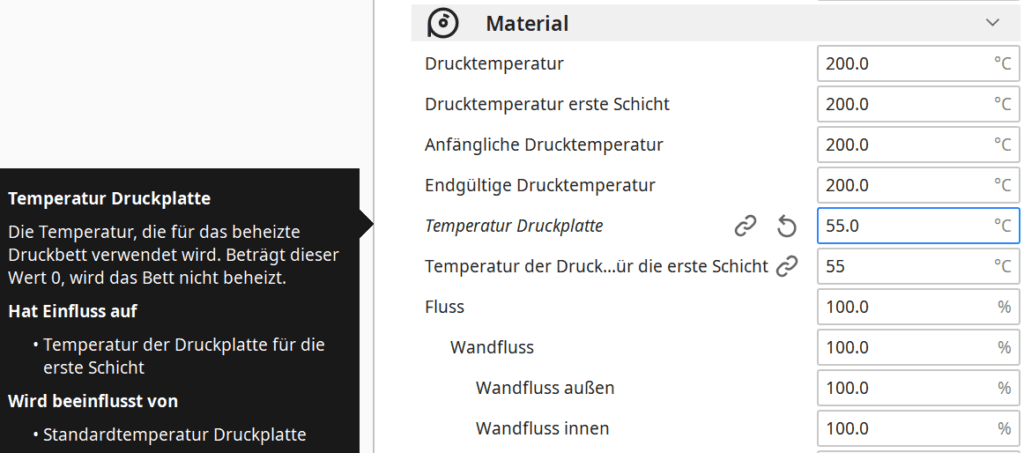
Die Druckbett Temperatur hängt auch vom verwendeten Material ab.
PLA benötigt theoretisch kein beheiztes Druckbett und kann bei Raumtemperatur gedruckt werden. Die Druckbett Haftung ist jedoch deutlich besser wenn du Temperaturen zwischen 50 und 60 °C einstellst. Beim Ender 5 (Plus/Pro) ist es auch recht selten, dass du Hilfsmittel wie Blue Tape verwenden musst, um die Druckbett Haftung zu verstärken.
Für andere Materialien benötigst du höhere Temperaturen auf deinem Druckbett, um eine gute Haftung zu ermöglichen. PETG benötigt etwa 70 °C und ABS sogar 110 °C.
Wenn du ABS drucken möchtest, musst du wissen wie du Warping vermeidest. Die einfachste Möglichkeit dies bei ABS zu vermeiden ist ein Gehäuse für deinen Ender 5*, um die Temperatur der Umgebungsluft hoch und homogen zu halten.
Die besten Druckbett Temperaturen für den Ender 5 (Plus/Pro):
- PLA: 55 °C
- ABS: 110 °C
- PETG: 70 °C
- TPU: 50 °C
Geschwindigkeit
Ender 5 (Plus/Pro)
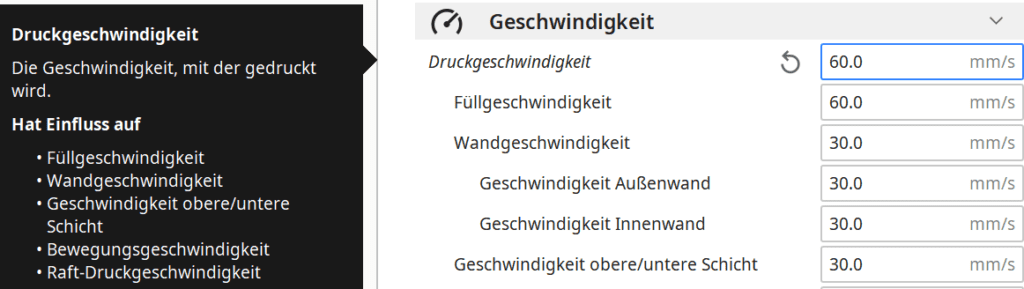
Ähnlich stark wie die Schichtdicke beeinflusst auch die Druckgeschwindigkeit die Druckzeit extrem. Auch hier gilt es wieder eine gute Balance zwischen Schnelligkeit und Qualität zu erreichen. Je schneller du druckst, desto schlechter wird die Qualität im Allgemeinen.
Die richtige Druckgeschwindigkeit ist aber auch vom verwendeten Material abhängig. Cura stellt beim Ender 5 standardmäßig 80 mm/s ein. Für sehr feine Drucke und auch für verschiedene Materialien kann dies aber zu schnell sein. Normalerweise wird PLA zwischen 40 und 80 mm/s gedruckt. Für funktionelle Bauteile empfiehlt es sich eine schnelle Geschwindigkeit zu wählen und für dekorative Bauteile eine langsamere.
Bei flexiblen Filamenten wie TPU kann eine zu hohe Geschwindigkeit zu diversen Problemen führen. Wenn das Filament zu schnell extrudiert oder eingezogen wird, kann es sich verheddern und zu Verstopfungen führen. Daher ist es ratsam TPU und andere flexible Filamente bei niedrigen Druckgeschwindigkeit von 20 bis 40 mm/s zu drucken.
Mein Tipp für flexible Materialien: Stelle alle Geschwindigkeiten in Cura (Druckgeschwindigkeit, Einzugsgeschwindigkeit, Bewegung, etc.) auf einen einzigen Wert. Dann ist die Gefahr von Verhedderungen und anderen Störungen am geringsten.
Die besten Druckgeschwindigkeiten für den Ender 5 (Plus/Pro):
- PLA: 60-80 mm/s
- ABS: 60-80 mm/s
- PETG: 50-60 mm/s
- TPU: 20-40 mm/s
Einzug / Retraction
Ender 5 (Plus/Pro)
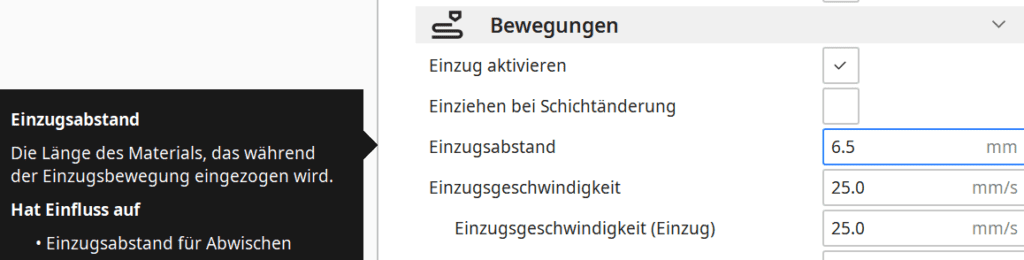
Der Einzug des Filaments zurück in die Nozzle, auch Retraction genannt, verhindert das versehentliche austreten von Filament während Bewegungen ohne Extrusion (z.B. von einer Schicht zur nächsten).
Wird zu wenig Filament zurück in die Nozzle gezogen, tritt das flüssige Filament während der Bewegung aus und es entstehen unschöne Fäden (Stringing) oder Kleckse (Blobs & Zits). Aber auch ein zu hoher Einzug kann schädlich sein. Wird das Filament zu weit in die Nozzle zurückgezogen, erhärtet das heiße flüssige Filament im Kanal und verstopft so die Nozzle.
Aber nicht nur die Strecke des Einzugs ist wichtig, auch die Einzugs-Geschwindigkeit hat einen großen Effekt auf dein Druckergebnis. Wie andere Einstellungen auch, ist die Einzugs-Strecke und die Einzugs-Geschwindigkeit stark vom verwendeten Drucker und Filament abhängig.
Die unten angegebenen Werte für verschiedene Materialien sind gute Richtwerte für alle Ender 5 Modelle. Es ist aber auf jeden Fall ratsam auch hier Testdrucke durchzuführen um die richtigen Einstellungen für den Einzug zu finden. Auch für die Retraction findest du bei Thingiverse passende Testobjekte. Sobald du eine Einstellung gefunden hast bei der keinerlei Fäden mehr zu sehen sind, kannst du mit deinen richtigen Drucken anfangen.
Die besten Retraction Einstellungen für den Ender 5 (Plus/Pro):
- PLA: 6 mm bei 40 mm/s
- ABS: 6 mm bei 40 mm/s
- PETG: 5 mm bei 40 mm/s
- TPU: 6,5 mm bei 30 mm/s
Druckbett Haftung
Ender 5 (Plus/Pro)
Das standardmäßig verbaute Druckbett der Ender 5 Modelle bietet eine sehr gute Druckbett Haftung. Es ist aber trotzdem wichtig, dass du die richtigen Einstellungen triffst um eine gute Druckbett Haftung zu gewährleisten. Wenn du die richtige Einstellungen gefunden hast, sind Hilfsmittel wie Blue Tape oder spezielle Klebestifte* nicht nötig.

Wenn die Dicke der ersten Schicht etwas höher ist als deine restlichen Schichten, kannst du die Druckbett Haftung leicht erhöhen. Beim Ender 5 ist dies aber meistens nicht nötig. Es ist aber ein nützlicher Tipp, wenn du deine Haftung etwas verbessern möchtest.
Viel wichtiger sind Einstellungen für die Geschwindigkeiten bei der ersten Schichten und die Nutzung von Hilfskonstruktionen für die Druckbett Haftung.
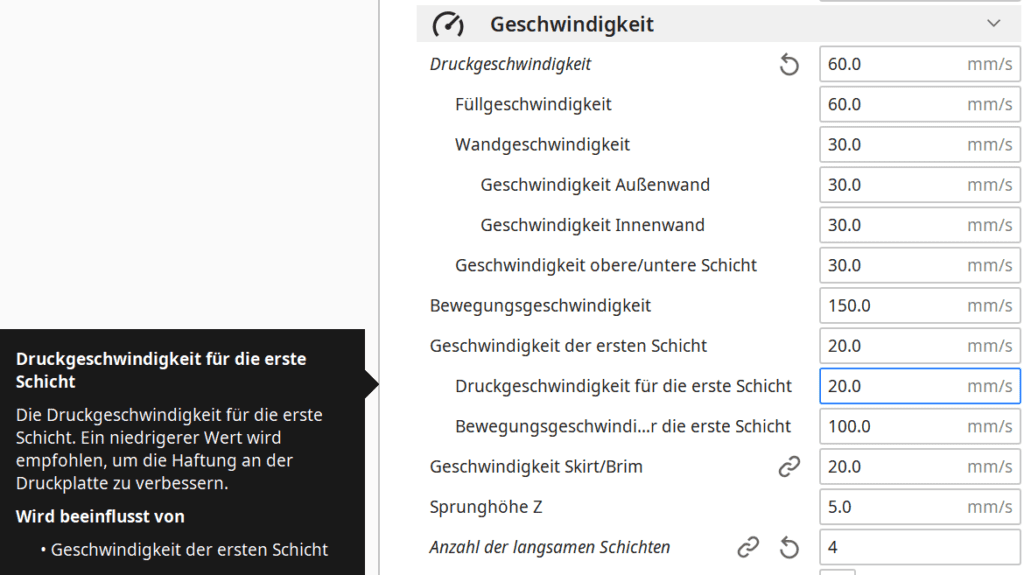
Wenn du die ersten paar Schichten langsamer druckst, gibst du dem flüssigen Filament mehr Zeit sich an den Untergrund zu binden. Je langsamer du die ersten Schichten druckst, desto besser wird die Druckbett Haftung. Ein guter Wert ist ca. die Hälfte der normalen Druckgeschwindigkeit.
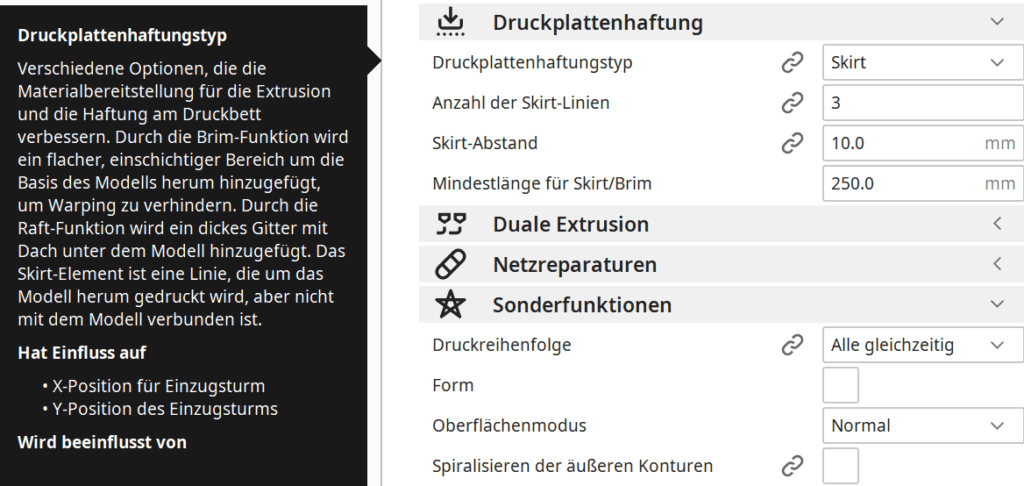
In Cura hast du die Auswahl zwischen drei verschiedenen Hilfskonstruktionen für die Druckbett Haftung. Du kannst ein Skirt, Brim oder Raft drucken, bevor der eigentliche Druck beginnt.
Brims und Rafts drucken außen bzw. unter dem Druckobjekt eine Fläche aus Filament. Dadurch erhöht sich die Oberfläche und die Haftung. Diese beiden Optionen sind aber nur für extreme Fälle notwendig und haben den Nachteil, dass du diese Hilfskonstruktion nach dem Druck von dem Druck Objekt entfernen musst.
Bei den Druckplatten der Ender 5 Modelle brauchst du meistens nur ein Skirt, um den Filament Fluss durch ein paar gedruckte Linien um das Druckobjekt herum anzuregen.
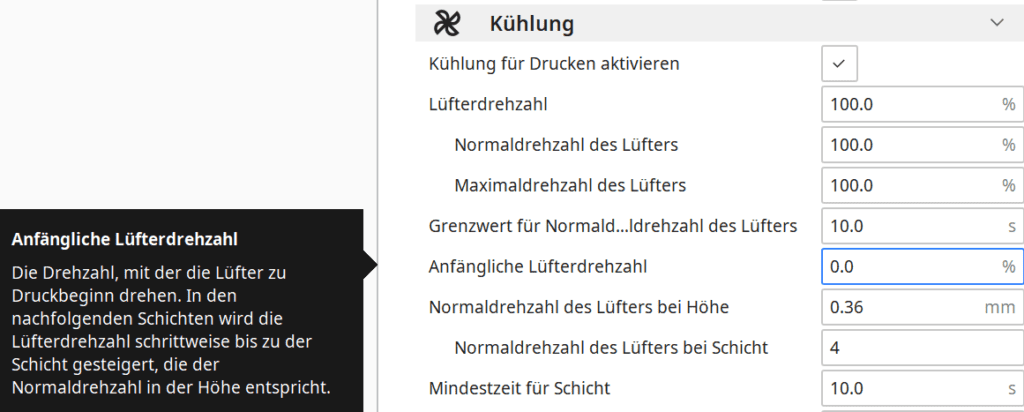
Die Lüftergeschwindigkeit der ersten Schicht solltest du auf 0% einstellen. Wenn die ersten paar Linien des Filaments zu stark gekühlt werden, kann es sich verziehen und so vom Druckbett lösen.
Die besten Einstellungen für eine gute Druckbett Haftung beim Ender 5 (Plus/Pro):
- Dicke der ersten Schicht: 1-2-fache Schichtdicke des restlichen Objekts
- Geschwindigkeit der ersten Schicht: 30 mm/s
- Anzahl der langsameren Schichten: 4
- Hilfskonstruktion: Skirt (Brim/Raft bei sehr schlechter Haftung)
- Lüftergeschwindigkeit erste Schicht: 0%
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
