
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Ender 3 S1 Pro* ist die verbesserte Version des Ender 3 S1 und verfügt über diverse Features die nicht nur die Bedienung sondern auch die Druckqualität verbessern. Ohne die richtigen Einstellungen in Cura helfen dir diese Features aber auch nicht weiter.
Um ein gutes Cura Profil für den Ender 3 S1 Pro anzulegen kann ein Standardprofil als Grundlage verwendet werden. Die Einstellungen müssen dann noch optimiert und kalibriert werden. Im Creality Slicer gibt es auch ein gutes Standardprofil das als Grundlage für Optimierungen verwendet werden kann.
Wie du all dies machst und welche Einstellungen bei meinem Ender 3 S1 Pro perfekt funktionieren, erfährst du in diesem Artikel. Am Ende lernst du noch wie du die wichtigsten Einstellungen kalibrieren kannst.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 190-200 °C | 220-250 °C | 215-230 °C | 220-245 °C |
| Druckbett Temperatur | 60 °C | 90-100 °C | 55-60 °C | 70 °C |
| Druckgeschwindigkeit | 40-60 mm/s | 40-60 mm/s | 30-40 mm/s | 30 mm/s |
| Retraction | 0.8-1.0 mm bei 50 mm/s | 0.8-1.0 mm bei 60 mm/s | 1.0-1.2 mm bei 60 mm/s | 0.6-0.8 mm bei 40 mm/s |
| Kühlung | 100% | 0% + Gehäuse | 100% | 100% |
Table of Contents:
Ein Profil für den Creality Ender 3 S1 Pro in Cura Erstellen
Ein 3D-Druckerprofil in Cura enthält die Einstellungen, die benötigt werden, um ein gutes Druckergebnis auf einem bestimmten 3D-Drucker zu erzielen. Um ein gutes Profil zu erstellen, ist es wichtig, den Drucker zunächst zu kalibrieren. Das bedeutet, dass die Einstellungen so lange angepasst werden müssen, bis sie einen Druck mit den richtigen Abmessungen und der richtigen Oberflächenqualität ergeben.
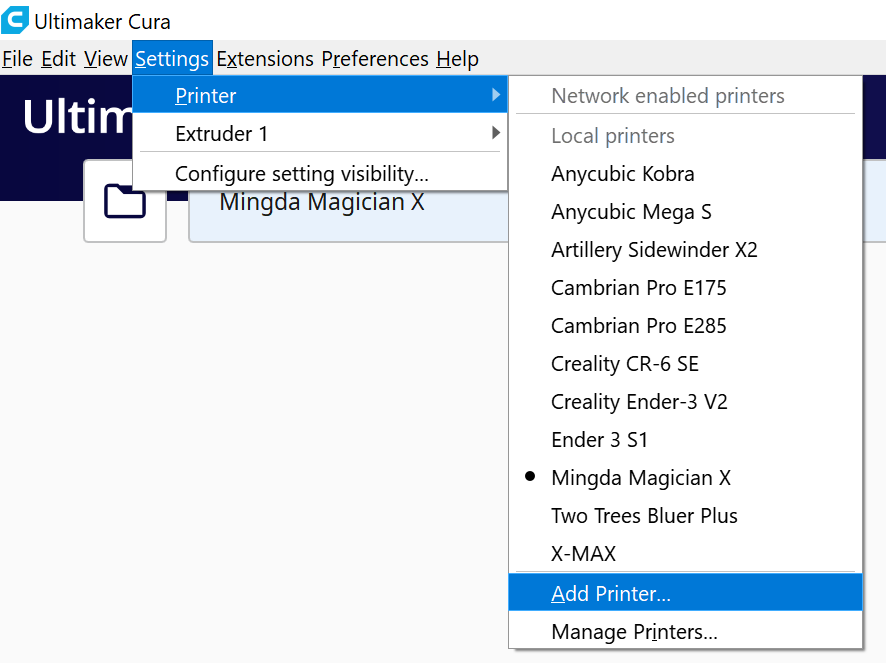
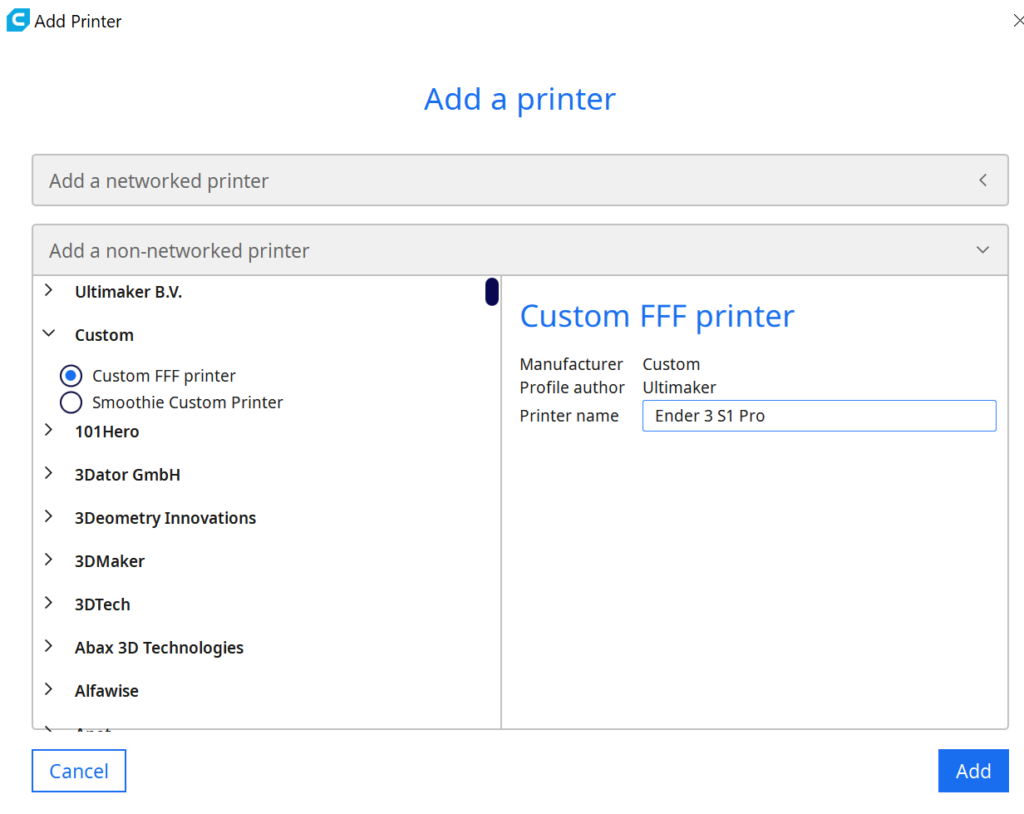
Das Hinzufügen eines 3D-Druckers in Cura ist ganz einfach. Öffne zunächst das Programm und wähle „Einstellungen“ in der oberen Menüleiste. Klicke dann auf „Drucker“ und dann auf „Drucker hinzufügen“. Öffne das Drop-Down Menü und wähle „Custom FFF printer“ aus. Gebe den Namen deines Druckers ein (in diesem Fall Ender 3 S1 Pro). Klicke auf „Add“ und dein Drucker wird hinzugefügt.
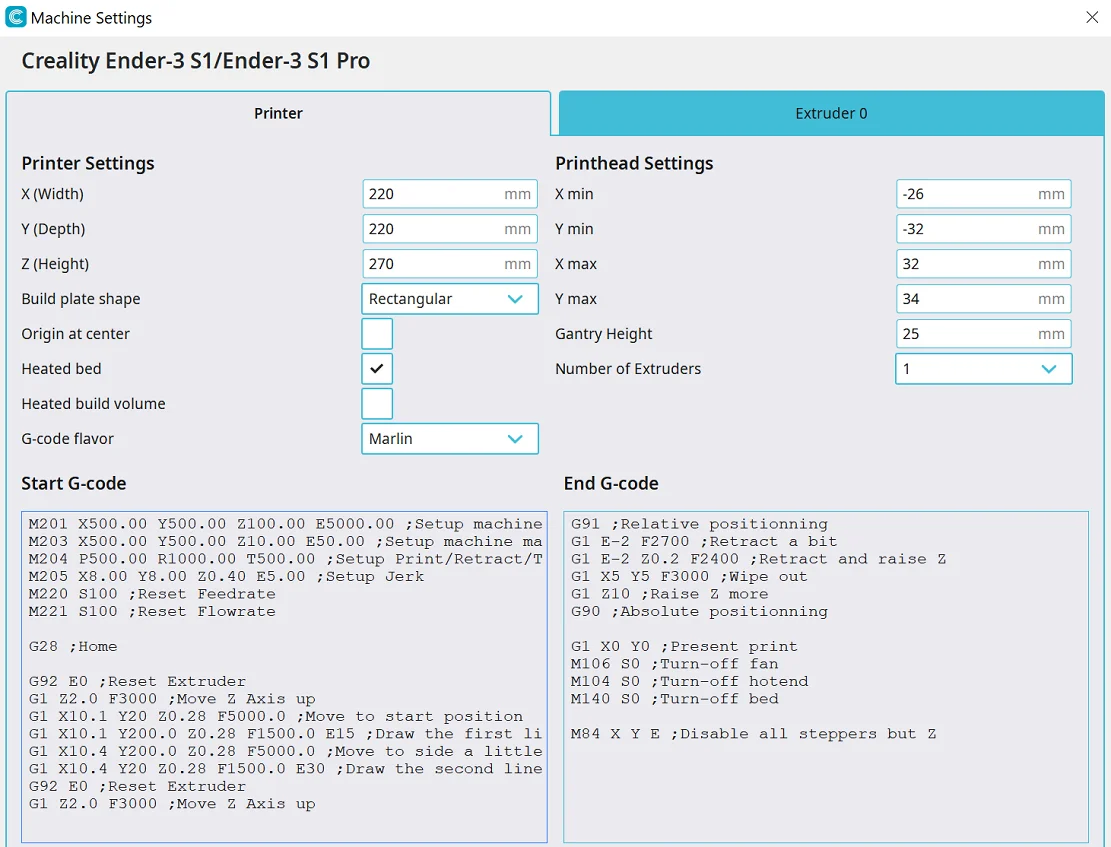
Als nächstes musst du die Druckereigenschaften unter den Maschineneinstellungen definieren:
- Druckereinstellungen:
- X (Breite) = 220 mm
- Y (Tiefe) = 220 mm
- Z (Höhe) = 270 mm
- Druckbettform = Rectangular
- Ausgang in Mitte = Nein
- Heizbares Druckbett = Ja
- Druckraum aufgeheizt = Nein
- G-Code-Variante = Marlin
- Druckkopfeinstellungen:
- X min = -26 mm
- Y min = -32 mm
- X max = 32 mm
- Y max = 34 mm
- Anzahl Extruder = 1
- Höhe des Portals = 25 mm
- Extruder-Versatzwerte auf G-Code anwenden = Ja
- Start G-Code = Auf Standardwerten lassen
- Ende G-Code = Auf Standardwerten lassen
- Düseneinstellungen:
- Düsengröße = 0,4 mm
- Kompatibler Materialdurchmesser = 1,75 mm
- X-Versatz Düse = 0,0 mm
- Y-Versatz Düse = 0,0 mm
- Kühllüfter-Nr = 0
- G-Code Extruder-Start = Auf Standardwerten lassen
- G-Code Extruder-Ende = Auf Standardwerten lassen
Nach dem Anlegen des Profils wird Cura selbständig Standardprofile für verschiedene Genauigkeiten erstellen. Die von Cura angegebenen Werte sind jedoch unpassende Standardwerte die du noch an den Ender 3 S1 Pro anpassen musst.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
Wenn du mit PLA druckst, solltest du immer ein beheiztes Druckbett verwenden. Das liegt daran, dass PLA einen niedrigeren Schmelzpunkt als andere Materialien hat und nicht so gut am Druckbett haftet, wenn es nicht beheizt ist. Außerdem solltest du die Lüftergeschwindigkeit erhöhen, um eine gute Kühlung des Drucks zu gewährleisten.
Die Cura-Einstellungen für PLA mit dem Ender 3 S1 Pro erfordern eine Drucktemperatur von 190-200 °C, eine Druckbett Temperatur von 60 °C, eine Druckgeschwindigkeit von 40-60 mm/s und einen Rückzug von 0,8-1,0 mm bei 50 mm/s. Die Kühlung sollte immer auf 100% eingestellt sein. Die erste Schicht sollte mit 0% Kühlung, 100% Extrusionsbreite und 100% Schichthöhe gedruckt werden.
Das hier sind die richtigen Cura Einstellungen für den Ender 3 S1 Pro für PLA:
- Drucktemperatur: 190-200 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 40-60 mm/s
- Einzug (Retraction): 0,8-1,0 mm bei 50 mm/s
- Kühlung: 100%
- Erste Schicht: 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS Einstellungen auf einen Blick
Der ABS-Druck erfordert eine höhere Temperatur als der PLA-Druck. Deshalb ist es wichtig, dass dein Drucker richtig kalibriert ist und das Druckbett auf die richtige Temperatur aufgeheizt ist, bevor du mit dem Druck beginnst.
Ein 3D-Drucker Gehäuse ist nützlich, wenn du mit ABS druckst, weil es hilft, eine konstante Temperatur zu halten und Verformungen zu vermeiden. Für den Ender 3 S1 Pro gibt es ein passendes Gehäuse von Creality.
ABS ist bekannt dafür, dass es ein schwieriges Material für den Druck ist, weil es dazu neigt, sich zu verziehen und vom Druckbett abzulösen. Um die Haftung von ABS zu verbessern, ist es wichtig, eine Druckfläche zu verwenden, die speziell für den ABS-Druck geeignet ist. Der Ender 3 S1 Pro verfügt über ein eingebautes Heizbett, das mit einer PEI Beschichtung ausgestattet ist. Dies erzeugt eine exzellente Haftung für ABS bei der richtigen Temperatur.
Das hier sind die richtigen Cura Einstellungen für den Ender 3 S1 Pro für ABS:
- Drucktemperatur: 220-250 °C
- Druckbett Temperatur: 90-100 °C
- Druckgeschwindigkeit: 40-60 mm/s
- Einzug (Retraction): 0,8-1,0 mm bei 60 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
TPU Einstellungen auf einen Blick
Wenn du mit TPU druckst, ist es wichtig, die Eigenschaften des Materials zu berücksichtigen. TPU ist ein flexibles und elastisches Material, das sich leicht verziehen kann. Um dies zu verhindern, ist es wichtig, eine beheizte Bauplattform zu verwenden und die Druckeinstellungen entsprechend anzupassen.
Ein Bowden-Extruder hat einen PVC- oder PTFE-Schlauch, der vom Extruder Motor zum heißen Ende führt. Dieser Aufbau wird oft in 3D-Druckern verwendet, die nur wenig Platz für den Druckkopf haben. Bei einem Extruder mit Direktantrieb ist der Motor direkt auf dem heißen Ende montiert.
Ein Extruder mit Direktantrieb ist beim 3D-Druck mit TPU nützlich, weil das flexible Filament so keine Chance hat sich im Bowden Schlauch zu verheddern. Daher eignet sich der Ender 3 S1 Pro mit seinem Sprite Pro Extruder hervorragend für TPU.
Wenn du mit TPU druckst, ist es wichtig, dass das Bett gut haftet. Dies kann durch die Verwendung einer beheizten Bauplattform und durch das Aufbringen einer Klebeschicht auf das Bett erreicht werden.
Magigoo ist eine großartige Möglichkeit, um die Druckbett-Haftung von TPU im 3D-Druck zu erhöhen. Bei der Verwendung von TPU ist eine gut haftende Oberfläche wichtig, damit sich das Material nicht verzieht. Magigoo hilft dabei, indem es eine Klebeschicht bereitstellt, die fest am Druckbett haftet.
Das hier sind die richtigen Cura Einstellungen für den Ender 3 S1 Pro für TPU:
- Drucktemperatur: 215-230 °C
- Druckbett Temperatur: 55-60 °C
- Druckgeschwindigkeit: 30-40 mm/s
- Einzug (Retraction): 1,0-1,2 mm bei 60 mm/s
- Kühlung: 100%
- Erste Schicht: 0% Kühlung, 150% Extrusionsbreite, 150% Schichthöhe
PETG Einstellungen auf einen Blick
PETG ist bekannt für seine hohe Druckqualität und seine Beständigkeit gegen Verformung. Wenn du mit PETG druckst, ist es wichtig, dass du die Temperatur deines Druckbetts richtig einstellst, um einen guten Druck zu gewährleisten. Außerdem musst du darauf achten, dass die Druckgeschwindigkeit nicht zu hoch eingestellt ist.
Neben der hohen Druckqualität und Haltbarkeit ist PETG allerdings auch dafür bekannt, dass es beim 3D-Druck Fäden zieht, wenn die Druckgeschwindigkeit zu hoch ist. Das liegt daran, dass die hohe Druckgeschwindigkeit dazu führen kann, dass das sehr zähe und noch flüssige Filament herumwirbelt und Fäden bildet. Um dies zu vermeiden, ist es wichtig, die Druckgeschwindigkeit richtig einzustellen.
Das hier sind die richtigen Cura Einstellungen für den Ender 3 S1 Pro für PETG :
- Drucktemperatur: 220-245 °C
- Druckbett Temperatur: 70 °C
- Druckgeschwindigkeit: 30 mm/s
- Einzug (Retraction): 0,6-0,8 mm bei 40 mm/s
- Kühlung: 100%
- Erste Schicht: 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Ender 3 S1 Pro Profil aus dem Creality Slicer in Cura Importieren
Creality Slicer und Cura sind beides Slicing-Software, allerdings gibt es einige Unterschiede zwischen den beiden. Creality Slicer hat mehr Standardprofile für 3D-Drucker, wenn sie veröffentlicht werden, während Cura mehr anpassbar ist. Außerdem ist Creality Slicer etwas schneller als Cura. Der größte Unterschied für mich ist jedoch, dass es für Cura früher neue Features gibt. Die neuen Features tauchen irgendwann dann auch im Creality Slicer auf.
Bei Creality 3D Druckern hat der Creality Slicer, der im Prinzip ein Cura Klon ist, schon zur Veröffentlichung des jeweiligen 3D Druckers gute Standardprofile. Da sich die Benutzeroberflächen stark ähneln, ist es sehr einfach die Einstellungen in Cura zu übernehmen.
Und mit übernehmen meine ich tatsächlich kopieren. Du kannst alle Maschineneinstellungen und Druckeinstellungen einfach in einem neuen „Custom FFF printer“ bei Cura definieren und das Profil 1:1 nach Cura übertragen.
Meiner Erfahrung nach funktioniert das bei vielen Creality 3D Druckern sehr gut, jedoch solltest du unbedingt die wichtigsten Einstellungen kalibrieren. Mehr dazu später in diesem Artikel.
Beste Cura Einstellungen für den Creality Ender 3 S1 Pro
Da du nun weißt wie du ein Profil für den Ender 3 S1 Pro anlegst, gehen wir jetzt auf die richtigen Cura Einstellungen für die einzelnen Filamente ein. Dazu zählen neben wichtigen Einstellungen wie der Drucktemperatur auch für das Endergebnis nicht unerhebliche Parameter wie der Infill oder die Schichtdicke. Wie die wichtigsten Einstellungen davon auf deinem 3D Drucker kalibrieren kannst, erfährst du danach im Detail.
Drucktemperatur
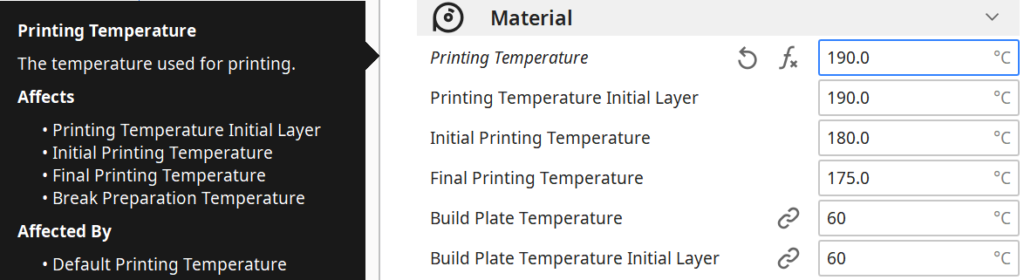
Wenn die Drucktemperatur zu hoch eingestellt ist, kann der Kunststoff zu schnell schmelzen, was zu Klecksen oder Fäden auf dem Druck führt. Wenn sie zu niedrig eingestellt ist, schmilzt der Kunststoff möglicherweise nicht genug und der Druck ist unvollständig oder hat eine schlechte Auflösung.
Der Ender 3 S1 Pro hat einen Extruder, der eine Drucktemperatur von bis zu 300 °C erreichen kann. Der Sprite Pro Direct Drive Extruder ermöglicht schnelle und saubere Drucke mit wenig bis gar keinen Klecksen oder Fäden. Trotzdem muss die Temperatur richtig auf das jeweilige Filament eingestellt sein, um optimale Ergebnisse zu produzieren.
Die besten Drucktemperaturen für den Ender 3 S1 Pro in Cura:
- PLA: 180-190 °C
- ABS: 220-250 °C
- TPU: 215-230 °C °C
- PETG: 220-245 °C
Druckbett Temperatur
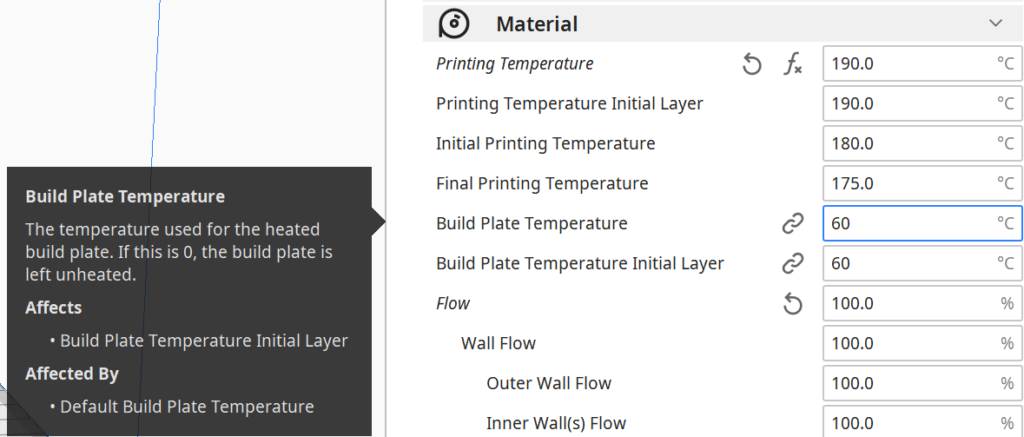
Eine falsch eingestellte Druckbett Temperatur kann zu einer schlechten Druckqualität führen. Wenn das Bett zu kalt ist, haftet das Filament nicht am Bett und der Druck wird nicht erfolgreich sein. Wenn das Bett zu heiß ist, schmilzt das Filament und verformt sich, was zu einer schlechten Druckqualität führt.
Das Druckbett des Ender 3 S1 Pro kann eine Temperatur von bis zu 110 °C erreichen. Die optimale Temperatur hängt von der Art des Filaments und der Druckgeschwindigkeit ab. Mit diesem Temperaturbereich kannst du eine gute Druckbett Haftung für ABS und andere Hochtemperatur Filamente herstellen.
Die Standardwerte für die Druckbett Temperaturen von PLA, ABS, PETG und TPU sind jeweils:
- PLA: 50-60 °C
- ABS: 80-110 °C
- PETG: 70-80 °C
- TPU: 60-70 °C
Diese Werte sind jedoch bei jedem 3D Drucker und Filament etwas anders. Bei meinem Ender 3 S1 Pro lagen die besten Temperaturen eher im unteren Bereich dieser Standardwerte, da das Druckbett des Ender 3 S1 Pro so dünn und damit schnell heiß wird und nicht so viel Hitze einbüßt wie eine dicke Glasplatte zum Beispiel.
Die besten Druckbett Temperaturen für den Ender 3 S1 Pro in Cura:
- PLA: 60 °C
- ABS: 90-100 °C
- TPU: 55-60 °C
- PETG: 70 °C
Druckgeschwindigkeit
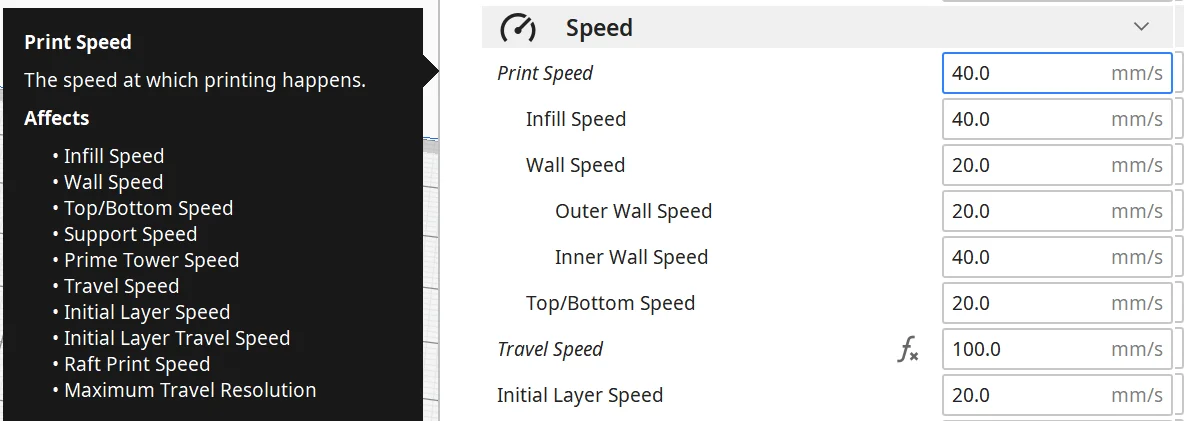
Der Ender 3 S1 Pro ist in der Lage, mit einer Geschwindigkeit von bis zu 180 mm/s zu drucken. Das macht ihn zu einer guten Wahl für alle, die schnell drucken müssen. Dies ist aber nur eine theoretische Angabe. Wenn du hochqualitative Oberflächen drucken möchtest, sollte die Druckgeschwindigkeit wesentlich geringer eingestellt sein.
Wenn die Druckgeschwindigkeit zu hoch eingestellt ist, kann es zu Unschärfen und Unregelmäßigkeiten im Druck kommen. Das liegt daran, dass sich der Drucker zu schnell bewegt, damit das Filament richtig mit der darunter liegenden Schicht verschmelzen kann. Das kann dazu führen, dass das fertige Produkt nicht ganz zufriedenstellend ist.
Wenn die Druckgeschwindigkeit zu niedrig eingestellt ist, dauert der Druck zu lange und es kann zu Über-Extrusion kommen, da das Filament unkontrolliert ausläuft und zu langsam gedruckt wird.
Die beste Druckgeschwindigkeit für den Ender 3 S1 Pro in Cura:
- PLA: 40-60 mm/s
- ABS: 40-60 mm/s
- TPU: 30 mm/s
- PETG: 30 mm/s
Schichtdicke
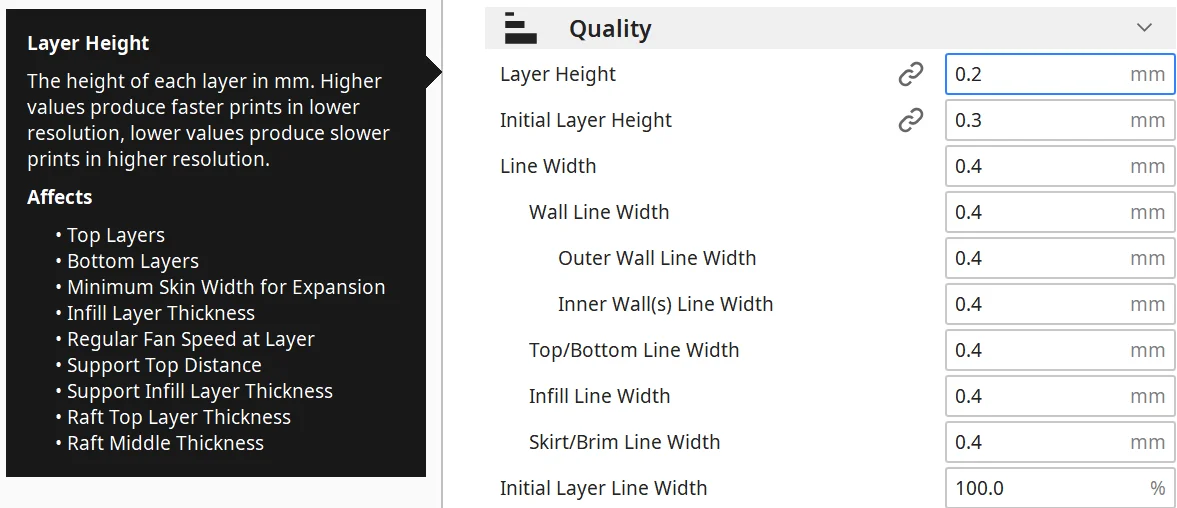
Die Schichthöhe eines 3D-Drucks wirkt sich auf seine Qualität aus, denn sie bestimmt, wie dick die einzelnen Schichten des Drucks sind. Eine größere Schichthöhe führt zu dickeren Schichten, was zu einer raueren Oberfläche und mehr sichtbaren Stufen führen kann. Umgekehrt führt eine kleinere Schichthöhe zu dünneren Schichten, was zu einer glatteren Oberfläche und weniger sichtbare Stufen führt.
Der Ender S1 Pro bietet eine Schichthöhe von 0,05 mm, die kleiner ist als die Schichthöhe des Ender 3 (0,1 mm). Das Ergebnis sind glatte Drucke mit weniger sichtbaren Stufen.
Die Schichthöhen beim 3D-Druck können je nach Art des zu druckenden Objekts variieren. Für dekorative Objekte wird in der Regel eine Schichthöhe von 0,1 mm empfohlen, da dies eine glattere Oberfläche mit weniger sichtbaren Stufen ergibt. Bei funktionalen Gegenständen mit einer mechanischen Funktion ist eine Schichthöhe von 0,05 mm jedoch vorzuziehen, da dies zu einem stärkeren und genaueren Druck führt.
Die besten Schichtdicken für den Ender 3 S1 Pro in Cura:
- Dekorative Objekte: 0,08-0,12 mm
- Standard: 0,16-0,20 mm
- Grobe, schnelle Drucke: 0,24-0,28 mm
Flussrate
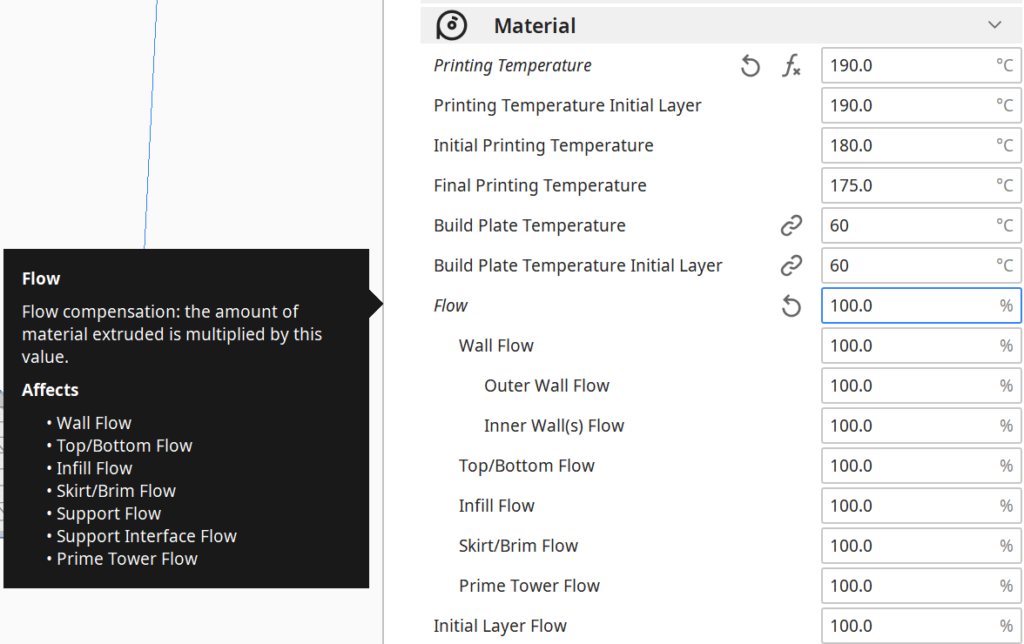
Wenn die Flussrate beim 3D-Druck nicht richtig eingestellt ist, kann sich das auf die Qualität des Drucks auswirken. Wenn die Flussrate zu niedrig eingestellt ist, wird nicht genug Kunststoff extrudiert, was zu Rissen oder Löchern in der Oberfläche führen kann. Wenn die Fließrate zu hoch eingestellt ist, wird zu viel Filament extrudiert, was zu unschönen Klecksen führen kann.
Im Allgemeinen kann eine höhere Flussrate beim 3D-Druck aber auch dazu genutzt werden die Haftung des Druckbetts erhöhen. Das liegt daran, dass eine größere Menge Filament extrudiert wird, was zu einer stärkeren Verbindung zwischen dem Filament und dem Druckbett führt. Dadurch ist es unwahrscheinlicher, dass sich die Drucke während des Druckvorgangs vom Bett lösen oder abziehen. Du kannst in Cura die Flussrate auch nur für die erste Schicht anpassen.
Die beste Flussrate für den Ender 3 S1 Pro in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Einzug (Retraction)
Eine falsch eingestellte Retraction beim 3D-Druck kann zu einer Reihe von unerwünschten Ergebnissen führen, z. B. zu Fäden aus Kunststoff zwischen den Teilen (Stringing), unebenen Oberflächen und einer schlechter Auflösung. In extremen Fällen kann es sogar zu einer Blockierung des Druckers bzw. der Nozzle kommen. Deshalb ist es wichtig, dass die Einstellungen der Retraction für die Art des Filaments und den Drucker, den du verwendest, richtig sind.
Die Retraction ist eine wichtige Einstellung beim 3D-Druck, weil er Stringing verhindert. Wenn sich der Extruder zur nächsten Schicht bewegt, kann das Filament einen Teil des Kunststoffs der vorherigen Schicht mit sich ziehen, wodurch ein Faden oder „String“ zwischen den Teilen entsteht. Das kann zu ungleichmäßigen Oberflächen und einer schlechter Auflösung führen. Die Retraction zieht das Filament zurück in die Düse und verhindert so, dass es ungewollt austritt und Fäden zieht.
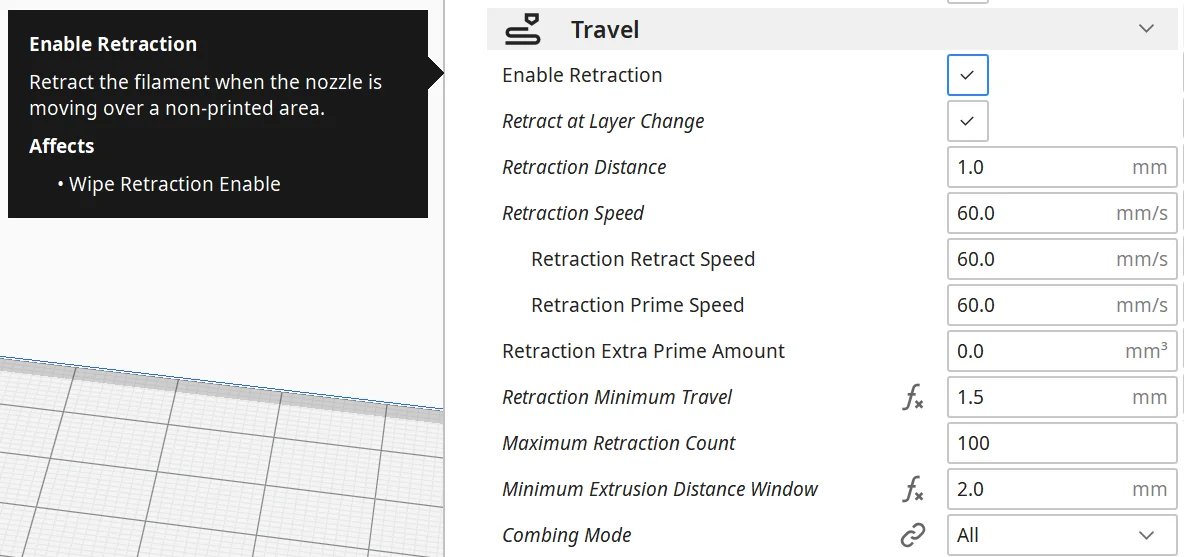
Die Einstellungen für die Retraction in Cura sind:
- Retraction Distance: Das ist der Abstand, um den das Filament zurückgezogen wird.
- Rückzugsgeschwindigkeit: Dies ist die Geschwindigkeit, mit der das Filament zurückgezogen wird.
Die besten Einstellungen für den Einzug (Retraction) für den Ender 3 S1 Pro in Cura:
- PLA: 0,8-1,0 mm bei 50 mm/s
- ABS: 0,8-1,0 mm bei 60 mm/s
- TPU: 1,0-1,2 mm bei 60 mm/s
- PETG: 0,6-0,8 mm bei 40 mm/s
Infill
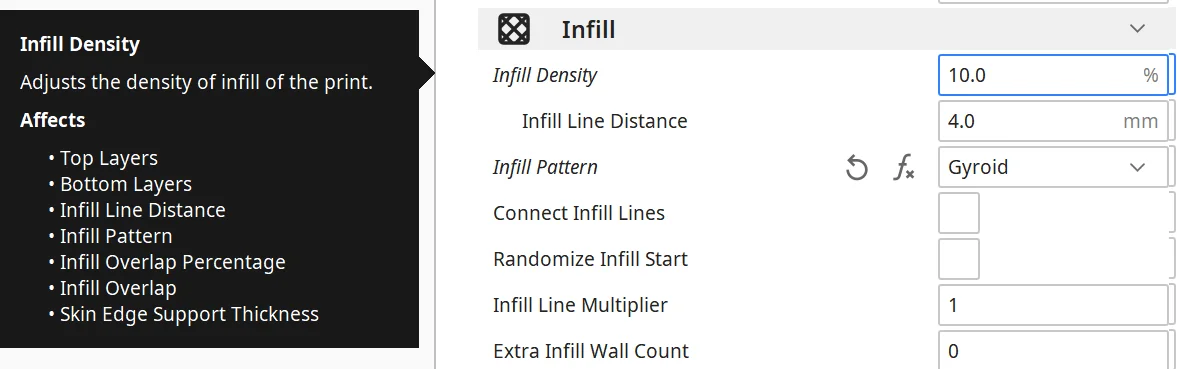
Eine falsch eingestellte Füllung kann bei einem 3D-Druck zu einer Reihe unerwünschter Ergebnisse führen. Wenn die Infill Dichte zu klein ist, kann das fertige Produkt schwach und zerbrechlich sein. Ist die Füllung hingegen zu dicht, kann der Druck überhitzt werden und sich verziehen.
Der Unterschied zwischen Infill-Muster und Infill-Dichte besteht darin, dass das Infill-Muster die Form der Füllung vorgibt, während die Infill-Dichte vorgibt, wie dicht die Füllung sein wird. Bei gleichbleibender Dichte erzeugen verschiedene Muster teilweise deutlich unterschiedliche Stabilitäten des fertigen Objekts.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Wenn es darum geht, die beste Fülldichte für den 3D-Druck zu wählen, gibt es ein paar Punkte zu beachten. Der erste ist die Stärke und Stabilität des Objekts, das du erstellen willst. Wenn du ein Objekt brauchst, das sehr stark und stabil ist, solltest du eine hohe Fülldichte verwenden. Wenn du ein dekoratives Objekt drucken möchtest, das nicht sehr stabil sein muss, kannst du eine geringere Fülldichte verwenden.
Der zweite Punkt, den du beachten solltest, ist die Art des Materials, das du verwendest. Manche Materialien, wie PLA, verziehen sich bei höheren Temperaturen nicht so leicht, so dass du eine höhere Fülldichte verwenden kannst, ohne dir Sorgen zu machen, dass sich der Druck verzieht.
Die beste Infill Dichte für den Ender 3 S1 Pro in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Erste Schicht

Die erste Schicht eines 3D-Drucks ist unglaublich wichtig, da sie die Grundlage für den gesamten Druck bildet. Wenn die erste Schicht nicht richtig gemacht wird, wird der Rest des Drucks wahrscheinlich nicht erfolgreich sein. Das liegt daran, dass die erste Schicht sowohl für die Genauigkeit als auch für die Stabilität des Drucks verantwortlich ist.
Es gibt ein paar Dinge, die du tun kannst, um die Druckbett-Haftung der ersten Schicht beim 3D-Druck zu erhöhen. Eine Möglichkeit besteht darin, die Temperatur des Druckbetts zu erhöhen. Dadurch wird eine stärkere Verbindung zwischen dem Druck und dem Druckbett hergestellt.
Weitere Möglichkeiten sind unten aufgelistet. Falls auch diese nicht helfen, kannst du einen Klebstoff wie Magigoo verwenden. Dieser hilft die Haftung extrem zu erhöhen. Beim Ender 3 S1 Pro habe ich diesen Kleber schon einige Male bei sehr filigranen ersten Schichten verwendet um sicherzugehen, dass alles gut haftet.
Das sind die besten Cura Einstellungen für die erste Schicht beim Ender 3 S1 Pro:
- Schichtdicke: 100-200% der normalen Schichtdicke (höhere Werte, um Druckbett Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s)
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett Haftung)
Cura Einstellungen Kalibrieren für den Creality Ender 3 S1 Pro
Die Kalibrierung eines 3D-Druckers ist wichtig, weil sie sicherstellt, dass der Druck genau ist und so aussieht, wie er aussehen soll. Wenn der Drucker nicht richtig kalibriert ist, kann der Druck verzerrt sein oder andere Probleme aufweisen. Das kann für den Benutzer frustrierend sein und zu Drucken führen, die nicht den Anforderungen entsprechen.
Die Drucktemperatur, Flussrate und Retraction sind drei der wichtigsten Einstellungen eines 3D Druckers. Wenn diese drei Einstellungen nicht richtig kalibriert sind, können diverse Probleme entstehen. Du wirst staunen was für einen großen Unterschied es macht diese Einstellungen richtig einzustellen. Zum Glück ist es relativ einfach die Kalibrierung durchzuführen.
Für jede dieser Einstellungen gibt es ein passendes Objekt um den richtigen Wert zu finden. Du kannst solche Objekte auf Portalen wie Thingiverse finden, ich selber nutze dazu gerne das Calibration Shapes Plugin in Cura.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
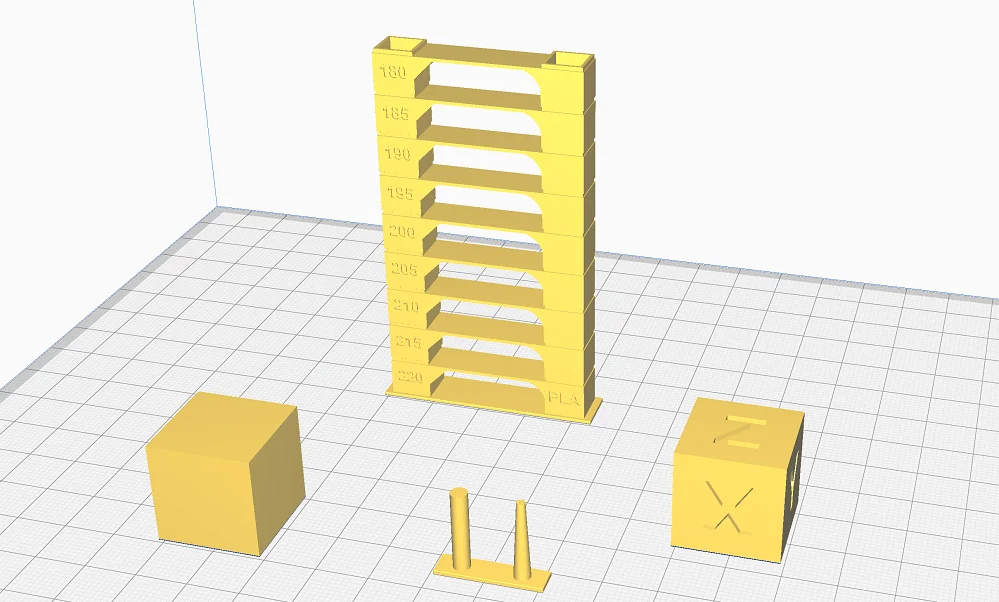
Drucktemperatur Kalibrieren
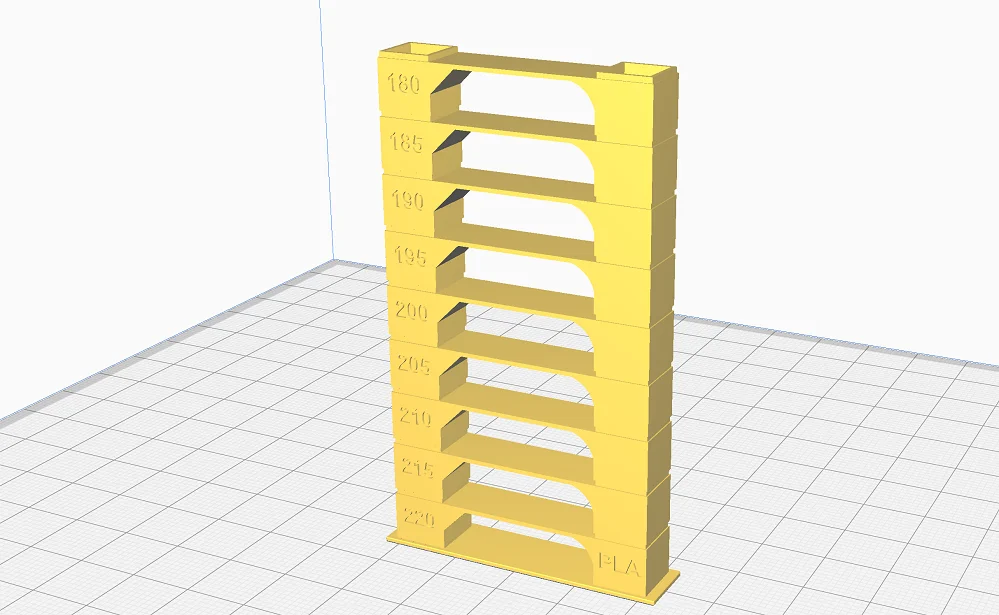

Ein Temperatur Turm wird verwendet, um die Drucktemperatur eines 3D-Druckers zu kalibrieren. Ein Temperatur Turm besteht aus mehreren Etagen. Diese Etagen sind jeweils so designt, dass sie mehrere Druckfehler provozieren und testen – darunter Bridging und Stringing.
Um die Temperatur damit kalibrieren zu können, musst du in Cura ein Skript verwenden um die Temperatur mit jeder Etage zu ändern. Nachdem der Turm dann mit verschiedenen Temperaturen gedruckt wurde, kannst du sehen bei welcher Temperatur das Ergebnis am besten war.
Fluss Kalibrieren
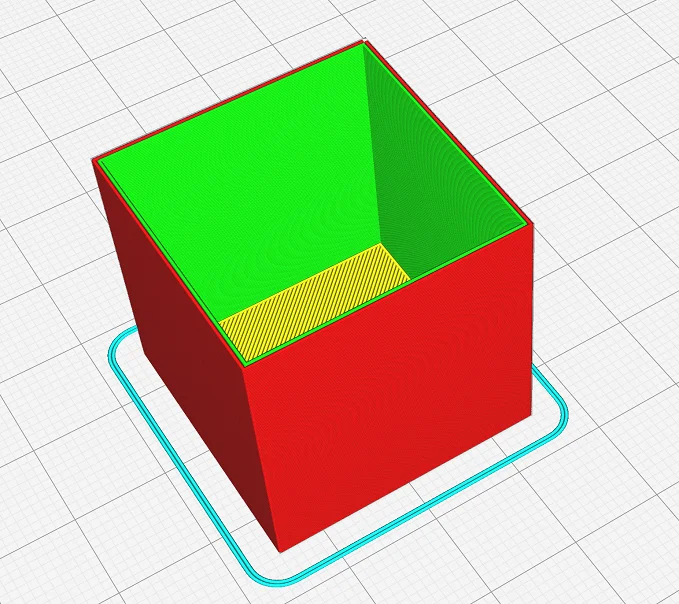
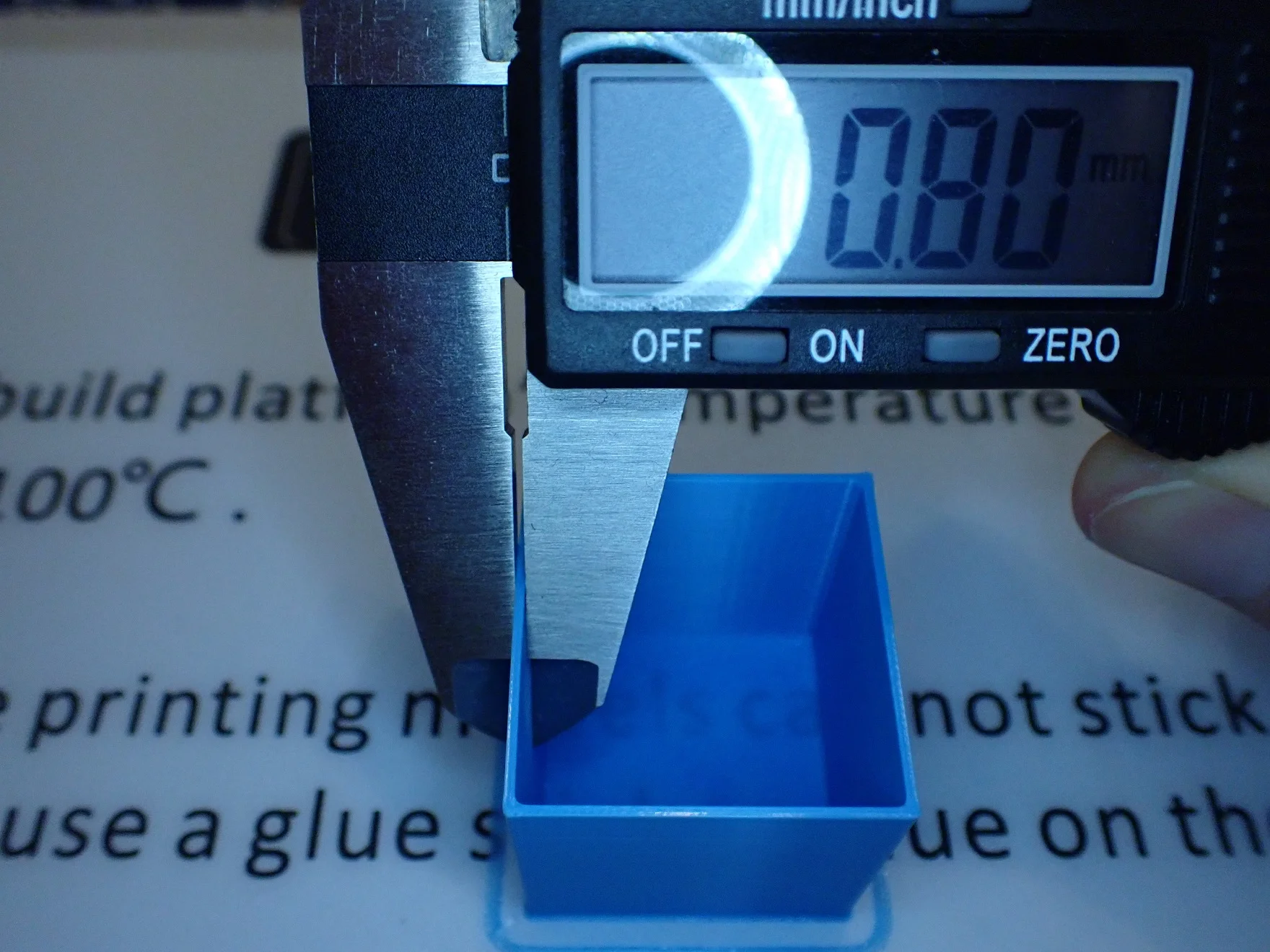
Um die Durchflussrate eines 3D-Druckers zu kalibrieren, musst du einen Kalibrierungswürfel drucken und seine Abmessungen messen. Drucke den Würfel mit 2 Wänden, keinem Infill und ohne Deckel. Dann kannst du nach dem Druck die Wandstärke mit einem Messschieber messen.
Der Multiplikator für die Flussrate wird dann berechnet, indem die in Cura angegebene Wandstärke durch seine tatsächliche Wandstärke des Würfels geteilt wird. Oder genauer:
- Neue Flussrate = (theoretische Wandstärke) +/- (Abweichung der Wandstärke) / (theoretische Wandstärke)
Wiederhole den Vorgang so lange bis die tatsächliche Wandstärke mit der theoretischen Wandstärke übereinstimmt. Da der Kalibrierwürfel recht klein ist und wenig Filament verbraucht dauert der Druck auch nicht sehr lange und du hast schnell die perfekte Flussrate ermitteln.
Retraction Kalibrieren
Es gibt ein paar Dinge, die du tun kannst, um die Retraction deines 3D-Druckers zu kalibrieren. Du musst die Geschwindigkeit einstellen, mit der der Drucker das Filament zurückzieht, sowie den Abstand, um den er das Filament zurückzieht.
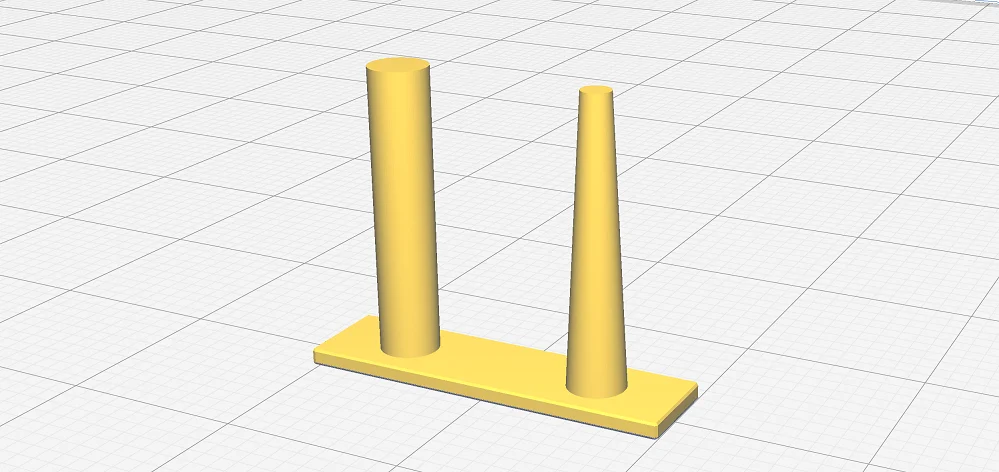
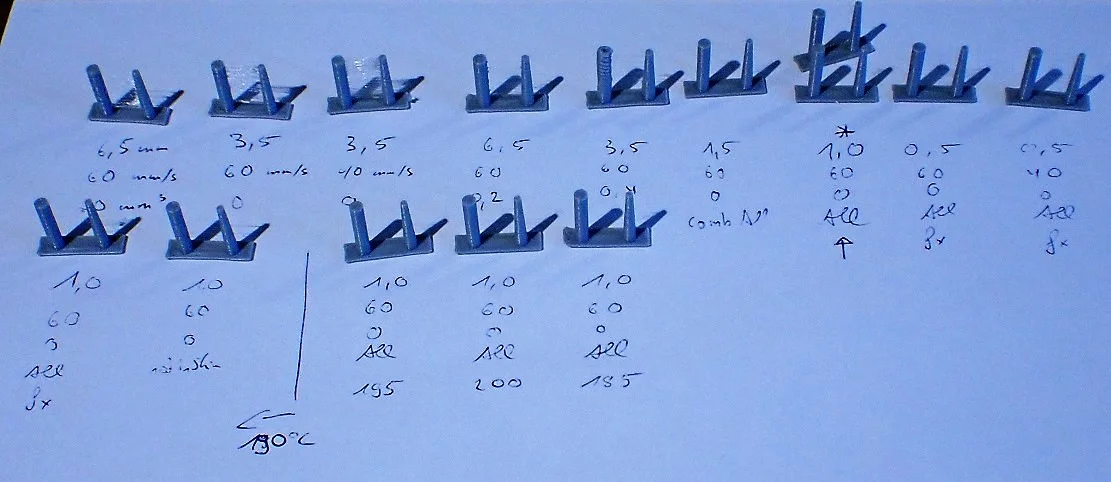
Im Calibration Shapes Plugin gibt es ein kleines aber sehr effektives Objekt um die Retraction Einstellungen zu testen. Es besteht im Prinzip nur aus zwei kleinen Säulen. Falls die Einstellungen noch nicht perfekt sind, werden zwischen diesen zwei Säulen Fäden gezogen.
Passe die Einstellungen in kleinen Schritten so lange an, bis du zwischen den zwei Säulen kein Stringing mehr erkennen kannst. Da das Objekt extrem klein ist, ist es in wenigen Minuten gedruckt.
Fazit
Nachdem du deinen Creality Ender 3 S1 Pro* mit den oben angegebenen Cura Einstellungen getestet und mit den beschriebenen Methoden kalibriert hast, solltest du jetzt Drucke haben, die genau sind und so aussehen, wie sie sollen.
Der Ender 3 S1 Pro ist ein genialer 3D Drucker und mit den richtigen Cura Einstellungen wirst du lange viel Spaß damit haben!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
