
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Creality K1 kann eine außergewöhnliche Druckqualität bei hohen Geschwindigkeiten erreichen. Der Schlüssel zu optimalen Ergebnissen mit diesem 3D-Drucker liegt jedoch in der richtigen Konfiguration der Druckeinstellungen im Slicer.
Egal, ob du mit PLA-, ABS-, PETG- oder TPU-Filamenten arbeitest, es ist wichtig, dass du diese Einstellungen genau abstimmst, um ein Höchstmaß an Details, Maßhaltigkeit und struktureller Integrität deiner 3D-gedruckten Objekte zu gewährleisten.
Nach ausgiebigen Tests und der Kalibrierung des Creality K1, habe ich die perfekten Einstellungen für jedes dieser Filamente gefunden.
In diesem Artikel möchte ich diese Einstellungen, die ich nach unzähligen Wiederholungen und Anpassungen gefunden habe, mit dir teilen. Wenn du diese Einstellungen befolgst, kannst du das maximale Potenzial deines Creality K1 ausschöpfen oder dir einen guten Vorsprung beim Kalibrieren verschaffen.
Und wenn du mit diesen Einstellungen keine perfekten Ergebnisse erzielst, solltest du diesen Beitrag über die Kalibrierung von 3D-Druckern lesen oder noch besser, dir meinen 3D-Druck-Kurs besorgen!
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 220-240 °C | 260 °C | 220 °C | 250-270 °C |
| Druckbetttemperatur | 60 °C | 100 °C | 70 °C | 70-75 °C |
| Kammer | Offen | Geschlossen | Offen | Offen |
| Geschwindigkeit | 200-300 mm/s | 200-300 mm/s | 80 mm/s | 200-300 mm/s |
| Druckbeschleunigung | 12000 mm/s² | 12000 mm/s² | 12000 mm/s² | 12000 mm/s² |
| Reisebeschleunigung | 12000 mm/s² | 12000 mm/s² | 12000 mm/s² | 12000 mm/s² |
| Retraction | 0,5 mm bei 40 mm/s | 0,5 mm bei 40 mm/s | 0,5-1,0 mm bei 30-40 mm/s | 0,5 mm bei 40 mm/s |
| Kühlung | 100 % | 50-70% | 100 % | 50-100 % |

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
So erstellst du ein Profil für den Creality K1 in Cura
Ein 3D-Druckerprofil in Cura ist ein Datensatz, der sowohl Maschineneinstellungen als auch Druckeinstellungen enthält. Die Maschineneinstellungen legen die physikalischen Eigenschaften des Druckers fest, wie das Druckvolumen, die Nozzle-Größe und den Filament-Durchmesser.
Die Druckeinstellungen hingegen sind eine Gruppe von Parametern, die bestimmen, wie der Drucker während des Druckvorgangs arbeitet. Diese Parameter, zu denen Faktoren wie Schichthöhe, Druckgeschwindigkeit und Temperatur gehören, spielen eine entscheidende Rolle für die Qualität des fertigen Drucks.
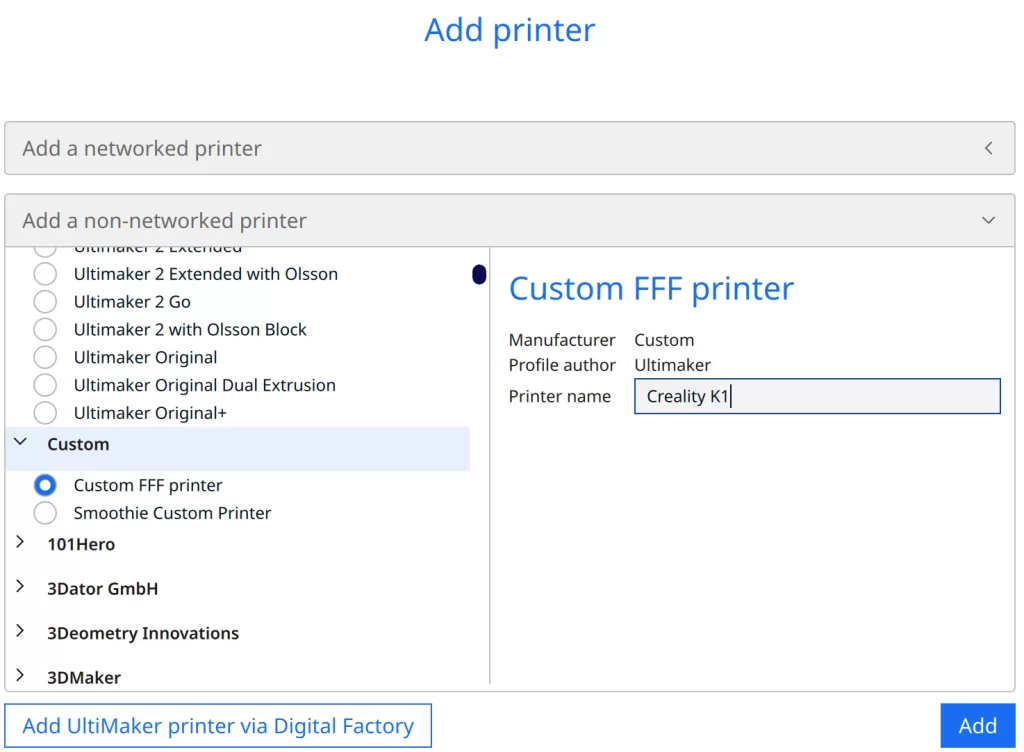
Um einen 3D-Drucker in Cura hinzuzufügen, navigierst du zunächst zum Menü „Einstellungen“, dann zur Option „Drucker“ und schließlich zu „Drucker hinzufügen“ Du hast dann die Wahl zwischen „vernetzten Druckern“ und „nicht vernetzten Druckern“ Entscheide dich für die „nicht vernetzten Drucker“, um fortzufahren.
Auf dem nächsten Bildschirm siehst du eine Liste der Hersteller und der entsprechenden Modelle. Da wir einen benutzerdefinierten Drucker einrichten wollen, überspringst du diese Optionen und wählst direkt die Kategorie „Custom“. In dieser Kategorie wählst du „Custom FFF-Printer“ Daraufhin öffnet sich ein Dialogfeld, in das du den Namen deines 3D-Druckers eingeben kannst.
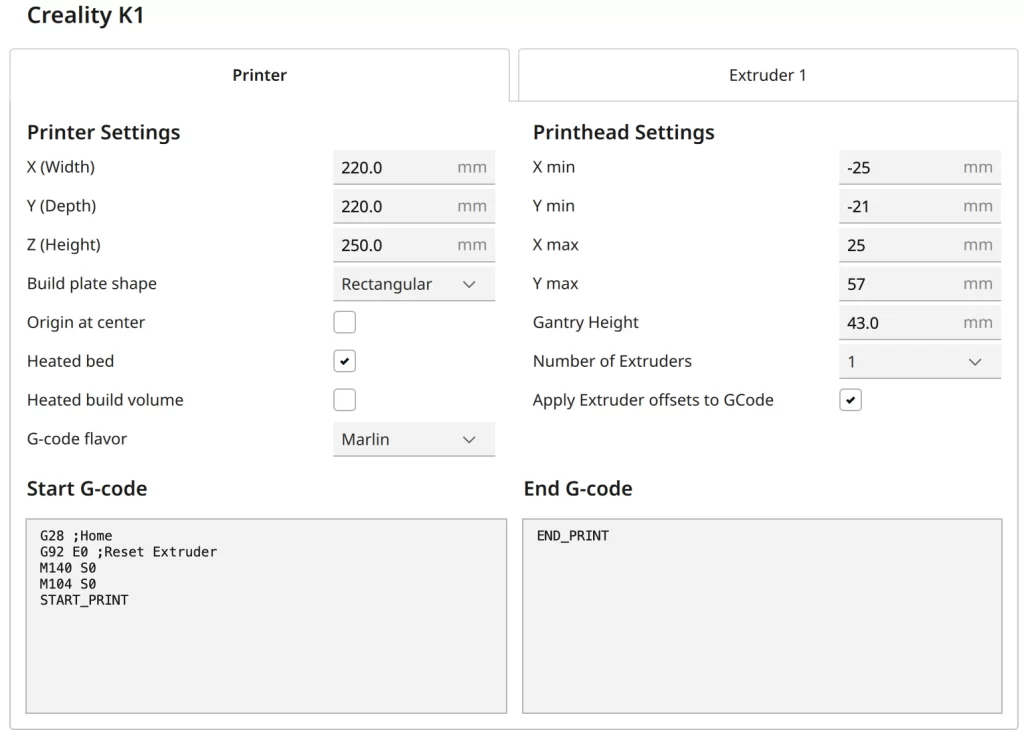
Nachdem du auf „Hinzufügen“ geklickt hast, musst du die Maschineneinstellungen festlegen. Im Dialogfeld „Maschineneinstellungen“ in Cura wirst du aufgefordert, Details zu deinem 3D-Drucker einzugeben. Dazu gehören Informationen über die physischen Abmessungen des Druckers, wie die X-, Y- und Z-Maße (Höhe, Breite und Tiefe) der Bauplatte. Zu den weiteren Details gehören die Anzahl der Extruder sowie Angaben zu den Nozzle- und Filament-Durchmessern des Druckers.
Es ist wichtig zu wissen, dass die Werte, die du in diese Felder eingibst, von deinem Druckermodell abhängen. Die ausgefüllten Maschineneinstellungen für den Creality K1 findest du auf dem Screenshot.
Sobald das Druckerprofil erfolgreich erstellt wurde, kannst du die Druckeinstellungen festlegen. Hier legst du Parameter fest, die das Verhalten deines 3D-Druckers während des Druckvorgangs bestimmen. Zu diesen Parametern gehören Einstellungen für die Druckgeschwindigkeit, die Schichthöhe, die Drucktemperatur und andere Faktoren, die für die Druckqualität und -genauigkeit entscheidend sind.
Wir beginnen mit den Druckeinstellungen für die verschiedenen Standard-Filamente.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Creality K1 für PLA:
- Drucktemperatur: 220-240 °C
- Druckbetttemperatur: 60 °C
- Druckgeschwindigkeit: 200-300 mm/s
- Retraction: 0,5 mm bei 40 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Der Creality K1 kann PLA mit Geschwindigkeiten von bis zu 600 mm/s drucken. Um eine perfekte Druckqualität zu erhalten, musst du jedoch die oben genannten Einstellungen sorgfältig kalibrieren, um Druckfehler zu vermeiden.
Mit normalem PLA erhältst du gute Ergebnisse zwischen 200 und 300 mm/s. Oberhalb dieser Druckgeschwindigkeiten ist es einfacher, mit dem Hochgeschwindigkeits-PLA von Creality* eine perfekte Qualität zu erzielen.
Ansonsten ist PLA mit dem K1 ziemlich einfach zu drucken. Und dank der Klipper-Firmware gibt es praktisch keine Druckfehler wie Ringing oder Ghosting.
Die Klipper-Firmware bietet eine einzigartige Funktion namens „Vibrationskompensation“, die die Auswirkungen von Vibrationen während des Druckvorgangs abschwächt und so die Druckqualität verbessert. Diese fortschrittliche Funktion funktioniert im Wesentlichen so, dass sie die zukünftigen Bewegungen des Druckers vorhersagt und die Ströme der Schrittmotoren entsprechend anpasst, um unerwünschte Vibrationen auszugleichen.
Dabei kommt ein Verfahren namens „Input Shaping“ zum Einsatz. Dieser Prozess reduziert die Resonanzfrequenzen der Druckerhardware und vermindert so das Auftreten von Ringing oder Ghosting. Durch diese Funktion kann der K1 5- bis 10-mal schneller drucken als herkömmliche 3D-Drucker.
ABS-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Creality K1 für ABS:
- Drucktemperatur: 260 °C
- Druckbetttemperatur: 100 °C
- Druckgeschwindigkeit: 200-300 mm/s
- Retraction: 0,5 mm bei 40 mm/s
- Kühlung: 50-70% geschlossene Kammer
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS ist ein weitverbreitetes 3D-Druck-Filament, das sich durch seine Haltbarkeit, Hitzebeständigkeit und beeindruckenden mechanischen Eigenschaften auszeichnet. ABS eignet sich gut für Anwendungen, bei denen es auf strukturelle Integrität und Detailgenauigkeit ankommt, und ist daher bei 3D-Druck-Enthusiasten sehr beliebt.
Es ist jedoch wichtig zu wissen, dass für den erfolgreichen Druck mit ABS bestimmte Druckbedingungen erfüllt werden müssen.
Wie viele andere 3D-Druckmaterialien hat auch ABS bestimmte Anforderungen an die Verarbeitung, um hochwertige Drucke zu gewährleisten. Es neigt dazu, sich zu verformen, wenn es zu schnell abgekühlt wird. Deshalb ist ein gleichmäßig und ausreichend beheiztes Druckbett erforderlich – in der Regel um die 100 °C.
Außerdem lässt sich ABS am besten in einer geschlossenen Kammer drucken, um die Temperatur während des gesamten Druckvorgangs stabil zu halten und die Gefahr von Warping zu verringern.
Ein weiterer wichtiger Parameter ist die Druckgeschwindigkeit, die für optimale Ergebnisse mit dem Creality K1 im Bereich von 200-300 mm/s liegen sollte. Du kannst aber auch schneller drucken, wenn du die Kühleinstellungen abstimmst.
Eine langsamere Geschwindigkeit für die erste Schicht ist ebenfalls sehr empfehlenswert, um eine bessere Haftung des Bettes zu gewährleisten. Die richtigen Einstellungen für den Retraction können helfen, Fadenbildung zu verhindern, die beim Drucken mit ABS häufig auftreten. Die oben genannten Einstellungen sollten für die meisten ABS-Filamente funktionieren, aber du solltest den Retraction für optimale Ergebnisse kalibrieren.
TPU-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Creality K1 für TPU:
- Drucktemperatur: 220 °C
- Druckbetttemperatur: 70 °C
- Druckgeschwindigkeit: 80 mm/s
- Retraction: 0,5-1,0 mm bei 30-40 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
TPU ist das beliebteste flexible Filament. Aber es ist schwierig zu drucken. Um eine gute Qualität mit TPU zu gewährleisten, müssen die Einstellungen für die Druckgeschwindigkeit und den Retraction sorgfältig kalibriert werden (wie du das machst, erkläre ich weiter unten in diesem Artikel).
Wenn du die Druckgeschwindigkeit bei TPU zu hoch einstellst, kann es zu Staus im Extruder kommen. Eine moderate Geschwindigkeit, in der Regel um die 80 mm/s, hat bei mir für die meisten TPU-Filamente zu guten Ergebnissen geführt.
Extruder mit Direktantrieb, wie der Extruder des K1, bieten aufgrund ihres Designs einen erheblichen Vorteil beim Drucken mit TPU. Bei einem Extruder mit Direktantrieb ist der Extruder direkt mit dem Hotend verbunden, sodass das Filament eine kürzere Strecke zurücklegen muss. Das führt zu einer besseren Kontrolle über die Bewegung des Filaments, was bei flexiblen Filamenten wie TPU, die sich nur schwer über längere Strecken bewegen lassen, entscheidend ist.
Folglich bieten Extruder mit Direktantrieb eine bessere Präzision und vermeiden Probleme wie Verklemmungen oder übermäßiges Stringing, die bei Bowden-Extrudern, die mit flexiblen Filamenten drucken, häufig auftreten. Deshalb ist der K1 für TPU gut gerüstet.
PETG-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Creality K1 für PETG:
- Drucktemperatur: 250-270 °C
- Druckbetttemperatur: 70-75 °C
- Druckgeschwindigkeit: 200-300 mm/s
- Retraction: 0,5 mm bei 40 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG-Filament ist für seine Stärke und Flexibilität bekannt, aber es neigt stark zu Stringing, was beim 3D-Druck ziemlich problematisch sein kann. Stringing tritt auf, wenn kleine Kunststoffstränge aus der Nozzle gezogen werden und unerwünschte Linien zwischen verschiedenen Teilen deines Drucks hinterlassen.
Um das in den Griff zu bekommen, ist ein wichtiger Aspekt die Kalibrierung der Retraction und der Drucktemperatur. Ich habe den K1 mit verschiedenen PETG-Filamenten kalibriert und die oben genannten Werte sollten für dich zu einer guten Druckqualität führen.
Einer der wichtigsten Faktoren, die du beim Drucken mit PETG-Filamenten beachten musst, ist die Kühlung. Es ist wichtig zu wissen, dass verschiedene PETG-Filamente ganz unterschiedlich auf verschiedene Kühleinstellungen reagieren können. Daher kann es notwendig sein, ein wenig mit den Kühleinstellungen zu experimentieren, um deine Drucke fein abzustimmen. Manche PETG-Filamente liefern bessere Ergebnisse, wenn sie weniger gekühlt werden, während andere einen präziseren Druck ergeben, wenn sie stärker gekühlt werden. Die Anpassung der Kühlung kann zu erheblichen Verbesserungen der endgültigen Druckqualität führen.
In meinen Tests schienen 50-100% Kühlung der Sweetspot für den K1 zu sein, aber es ist immer eine gute Idee, zu experimentieren und herauszufinden, was mit deinem spezifischen Filament und deinen Einstellungen am zuverlässigsten funktioniert.
Beste Cura-Einstellungen für die Creality K1
Nachdem ich dir meine individuellen Filament-Einstellungen vorgestellt habe, wollen wir uns nun mit den spezifischen Einstellungen befassen und herausfinden, wie du sie kalibrieren kannst. So kannst du deinen 3D-Druckprozess für optimale Ergebnisse mit der Creality K1 fein abstimmen.
Drucktemperatur
Die besten Drucktemperaturen für den Creality K1 in Cura:
- PLA: 220-240 °C
- ABS: 260 °C
- TPU: 220 °C
- PETG: 250-270 °C
Eine falsch eingestellte Drucktemperatur kann zu mehreren Problemen führen, die die Qualität und Integrität des fertigen Drucks beeinträchtigen. Einerseits kann eine zu hohe Temperatur dazu führen, dass das Filament zu zähflüssig wird.
Dies kann zu Stringing führen, bei der dünne Filamentstränge aus der Nozzle gezogen werden, was die Druckqualität beeinträchtigt. Außerdem kann eine zu hohe Temperatur dazu führen, dass das Filament zu stark extrudiert wird, was zu Klecksen und Pickeln auf der Druckoberfläche führt oder sogar den Extruder blockieren kann.
Ist die Drucktemperatur hingegen zu niedrig eingestellt, schmilzt das Filament möglicherweise nicht vollständig, was zu einer Unter-Extrusion führt. In diesem Fall können die Druckschichten nicht ausreichend aneinander haften, was zu Drucken mit schwacher struktureller Integrität und sichtbaren Lücken führt.
Außerdem kann sich eine suboptimale Temperatur auf die ästhetische Qualität des Drucks auswirken und ihn stumpf oder ungleichmäßig erscheinen lassen. Daher ist eine genaue Temperaturkalibrierung für den erfolgreichen 3D-Druck mit jeder Art von Filament unerlässlich.
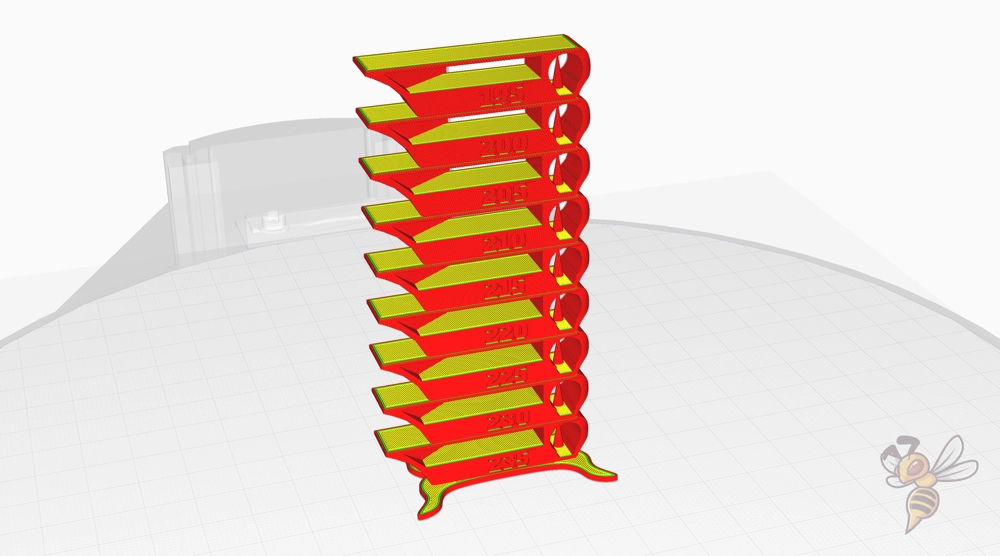
Ein Temperaturturm ist eine effektive Methode, um die Drucktemperatur deines K1 zu kalibrieren. Dabei handelt es sich im Wesentlichen um einen Testdruck, der aus verschiedenen Temperatureinstellungen besteht. Wenn du einen Temperaturturm druckst, kannst du die Auswirkungen der Temperatur auf die Druckqualität visuell beurteilen und die optimalen Einstellungen auswählen.
Um den Prozess zu starten, lade ein Temperaturturm-Modell herunter (wie dieses hier). Lade das Modell in deine Slicer-Software und ändere die Temperatureinstellungen auf verschiedenen Ebenen entsprechend dem Design des Turms mit einem Skript. Das Ziel ist es, eine Reihe von Temperaturen zu testen, die innerhalb der Grenzen deines speziellen Filaments liegen.
In diesem Artikel zeige ich dir, wie du das im Detail machst.
Nach Abschluss des Drucks solltest du die Ergebnisse auswerten. Achte auf Probleme wie Stringing, Probleme mit der Schichthaftung oder ungleichmäßige Extrusion auf allen Ebenen des Turms. Der Abschnitt mit den wenigsten dieser Probleme zeigt die optimale Temperatur für dein Filament an. Passe deine Slicer-Einstellungen für zukünftige Drucke entsprechend an.
Druckbetttemperatur
Die besten Druckbetttemperaturen für den Creality K1 in Cura:
- PLA: 60 °C
- ABS: 100 °C
- TPU: 70 °C
- PETG: 70-75 °C
Das Streben nach der höchstmöglichen Drucktemperatur kann die Druckqualität verbessern. Es ist jedoch wichtig, einen Elefantenfuß zu vermeiden, ein Phänomen, bei dem sich die untersten Schichten deines Drucks nach außen ausdehnen und die Genauigkeit und das Aussehen des Modells ruinieren.
Eine sorgfältige Kalibrierung ist entscheidend. Beginne mit den empfohlenen Temperaturen für deinen Filamenttyp und erhöhe sie dann schrittweise, bis du Anzeichen des „Elefantenfußes“ bemerkst Reduziere dann die Temperatur etwas, bis du die ideale Einstellung gefunden hast.
Du kannst auch einfach die oben genannten Einstellungen verwenden!
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Creality K1 in Cura:
- PLA: 200-300 mm/s
- ABS: 200-300 mm/s
- TPU: 80 mm/s
- PETG: 200-300 mm/s
Ringing und Ghosting sind häufige Artefakte, die auftreten, wenn die 3D-Druckgeschwindigkeit zu hoch eingestellt ist. Erstere zeichnen sich durch Echos von scharfen Ecken entlang des Druckpfads aus, während letztere ein schwaches Duplikat deines Druckdesigns erzeugen. Diese Anomalien sind unerwünscht, da sie die Druckqualität und die Präzision deines 3D-Modells beeinträchtigen.
Um diese Probleme zu entschärfen, ist eine Kalibrierung der Druckgeschwindigkeit unerlässlich. Beginne damit, deine Druckgeschwindigkeit auf einen niedrigeren Wert einzustellen. Im Falle des Creality K1 und PLA fängst du z. B. mit einer Geschwindigkeit von 200 mm/s an.
Erhöhe dann schrittweise die Geschwindigkeit und beobachte dabei genau die Druckqualität. Wenn du Ringing oder Ghosting feststellst, reduziere die Druckgeschwindigkeit etwas. Diese iterative Methode hilft dir, deine optimale Geschwindigkeit zu finden, die sowohl die Effizienz der Druckzeit als auch die Qualität berücksichtigt.
Die Beschleunigungseinstellungen für den Creality K1 werden auf 12000 mm/s² eingestellt.
Schichthöhe
Die besten Schichthöhen für den Creality K1 in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm und mehr
Die Schichthöhe ist eine entscheidende Einstellung beim 3D-Druck, die direkt mit der Auflösung des gedruckten Objekts korreliert. Sie ist definiert als die Dicke jeder einzelnen Schicht des extrudierten Kunststoffs und wird normalerweise in mm gemessen. Die Schichthöhe kann je nach Nozzle-Größe deines 3D-Druckers eingestellt werden.
Im Fall des Creality K1 wird eine 0,4 mm Nozzle verwendet. Diese Größe gilt als universeller Standard bei FDM-3D-Druckern und ist für eine Vielzahl von Drucken geeignet. Die Nozzle-Größe legt die Obergrenze für die Schichthöhe fest, d.h. mit einer 0,4 mm Nozzle sollte die maximale Schichthöhe nie mehr als 0,4 mm betragen.
Die Wahl einer geeigneten Schichthöhe hängt von deinen Druckanforderungen ab. Höhere Schichthöhen (nahe an der Obergrenze) führen zu schnelleren Drucken, aber zu Einbußen bei den Details und der Oberflächenglätte. Umgekehrt erzeugen niedrigere Schichthöhen feine Details und glatte Oberflächen, verlängern aber die Druckzeit erheblich. Es muss also ein optimales Gleichgewicht auf der Grundlage deiner Anforderungen gefunden werden.
0,1 mm sind für dekorative Objekte ideal, um komplizierte Details einzufangen. Für Standarddrucke ist eine Schichthöhe von 0,2 mm in Ordnung, während du für grobe, schnelle Drucke bis zu 0,3 mm und mehr verwenden kannst. Jede Einstellung bietet ein anderes Gleichgewicht zwischen Druckgeschwindigkeit und Auflösung, also entscheide dich für eine Einstellung, die deinen speziellen Bedürfnissen entspricht.
Flussrate
Die beste Flussrate für den Creality K1 in Cura:
- Standardwert: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Die Flussrate ist eine wichtige Einstellung beim 3D-Druck, die die Menge des während des Druckvorgangs extrudierten Filaments steuert. Ihre Kalibrierung ist entscheidend für die Qualität der Drucke. Die Standardeinstellung ist normalerweise 100%.
Es kann jedoch sein, dass die Flussrate je nach Druckbedingungen angepasst werden muss. Bei Überextrusion, d.h. wenn zu viel Filament extrudiert wird, kann es von Vorteil sein, die Flussrate auf 90 % bis 99 % zu reduzieren. Umgekehrt kann eine Erhöhung der Flussrate auf 101% bis 110% helfen, wenn zu wenig Filament extrudiert wird.
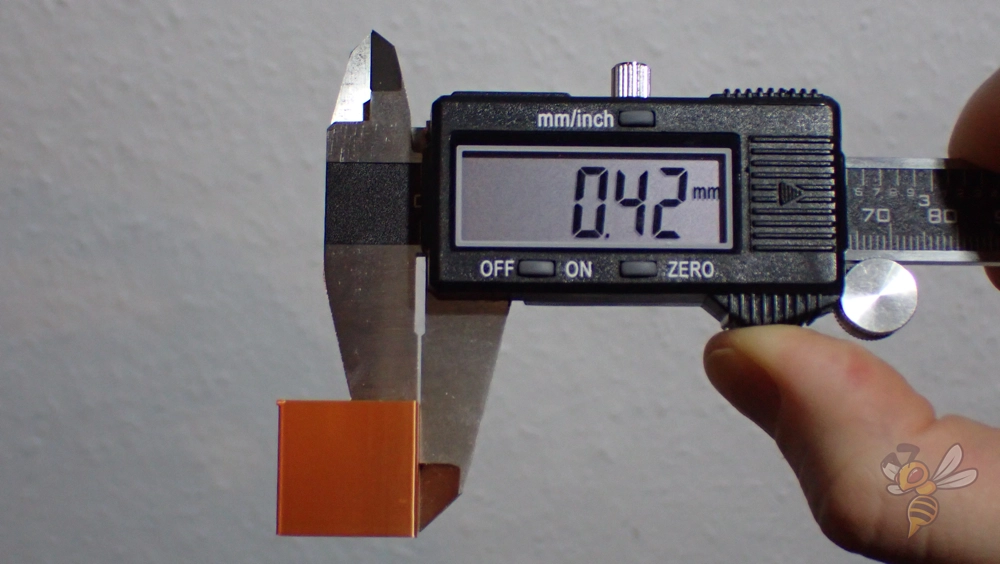

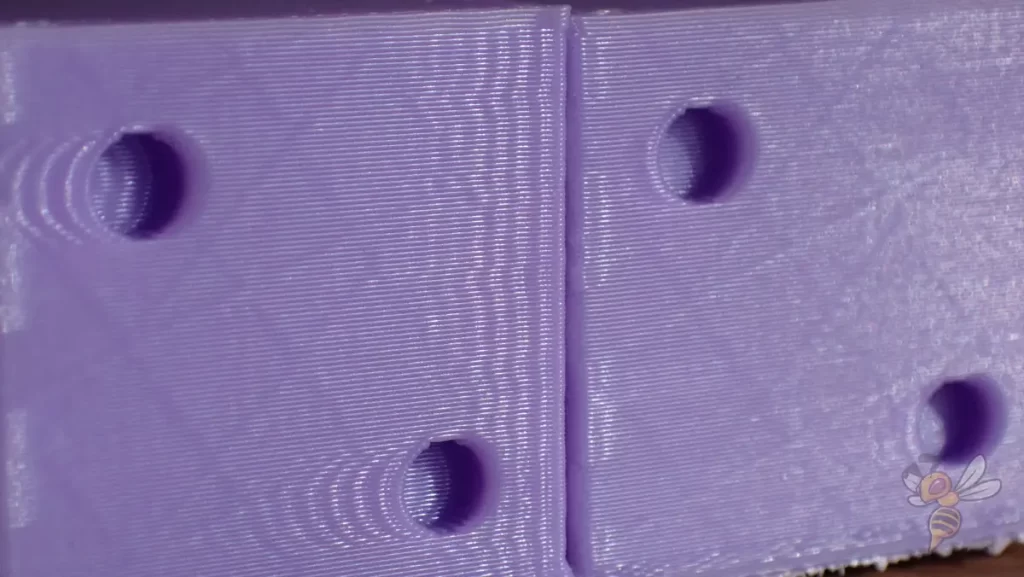
Um die Flussrate zu kalibrieren, druckst du zunächst einen hohlen Würfel mit zwei Wänden. Diese einfache Geometrie liefert klare und messbare Ergebnisse und ermöglicht es dir, die Menge des extrudierten Filaments genau zu bestimmen.
Nachdem du den Würfel gedruckt hast, misst du die Wandstärke mit einem Messschieber. Messschieber liefern einen präzisen Messwert, der für eine genaue Kalibrierung wichtig ist. Denke daran, dass die Messung an mehreren Stellen erfolgen muss, um mögliche Unstimmigkeiten auszugleichen.
Nachdem du die Messung durchgeführt hast, teile den Wert durch zwei. Diese Berechnung ergibt die durchschnittliche Dicke einer einzelnen Wand. Vergleiche diesen Wert mit der im Slicer eingestellten Wanddicke. Anhand dieses direkten Vergleichs kannst du feststellen, ob Anpassungen erforderlich sind, und du kannst die Flussrate für eine optimale Druckqualität einstellen.
Retraction
Die besten Retraction-Einstellungen für den Creality K1 in Cura:
- PLA: 0,5 mm bei 40 mm/s
- ABS: 0,5 mm bei 40 mm/s
- TPU: 0,5-1,0 mm bei 30-40 mm/s
- PETG: 0,5 mm bei 40 mm/s
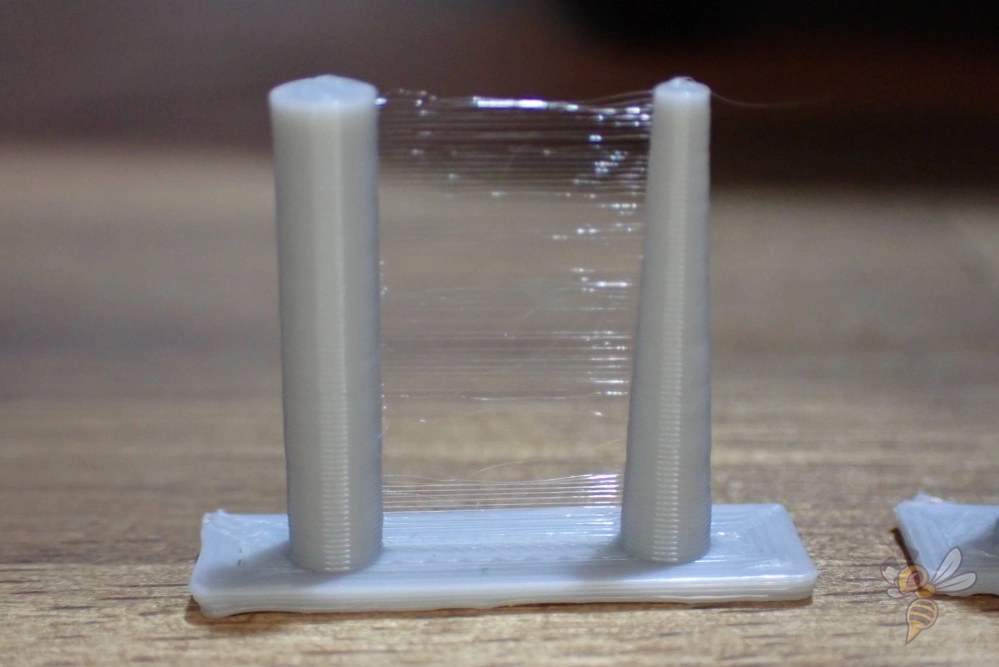
Ungeeignete Einstellungen für den Retraction können zu einem häufigen Problem beim 3D-Druck führen, dem sogenannten „Stringing“. Fadenbildung tritt auf, wenn kleine Fäden oder Stränge des Filaments zurückbleiben, während sich der Druckkopf über die Druckfläche bewegt. Das liegt vor allem daran, dass das Filament weiterhin aus der Nozzle austritt, wenn sich der Druckkopf zwischen zwei Punkten bewegt, aber kein Filament ablegt.
Das Ergebnis sind feine Filamentfäden, die verschiedene Teile des gedruckten Objekts miteinander verbinden und die ästhetische Qualität und Präzision des endgültigen Drucks beeinträchtigen.
Die oben angegebenen Retraction-Einstellungen für verschiedene Filamenttypen sind ein guter Ausgangspunkt für den K1. Aufgrund von unterschiedlichen Filamenteigenschaften, Umgebungsfaktoren und dem individuellen Verhalten des Druckers können sie jedoch nicht bei jedem Druck perfekte Ergebnisse liefern. In solchen Fällen ist eine Kalibrierung unerlässlich, um die Retraction-Einstellungen für optimale Ergebnisse fein abzustimmen.
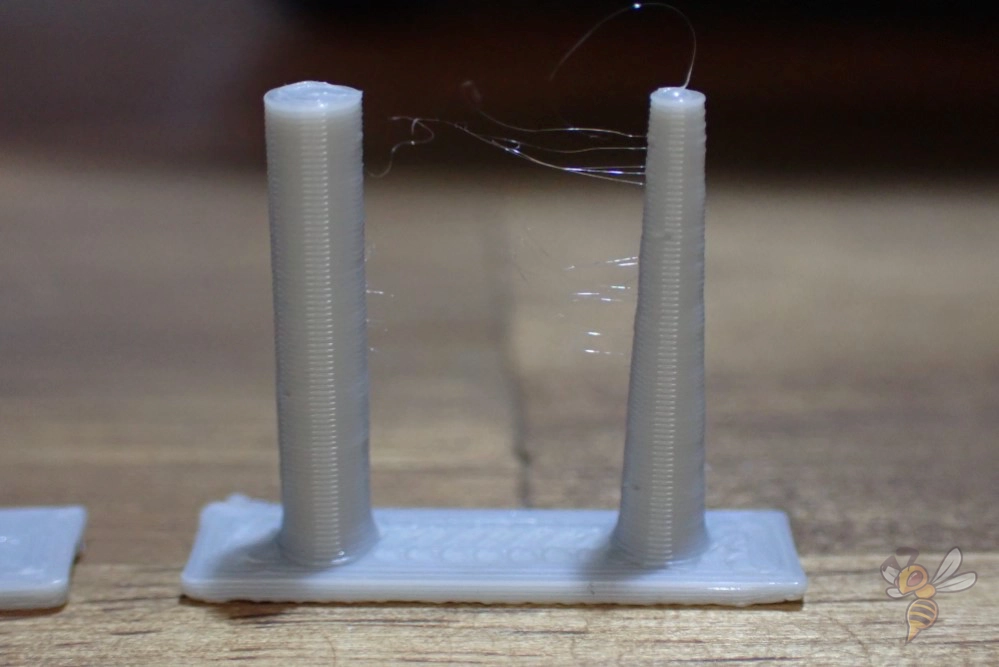
Bei der Kalibrierung werden verschiedene Retraction-Distanzen und -geschwindigkeiten getestet, um die optimalen Einstellungen zu ermitteln, die Stringing für jeden einzelnen Filamenttyp minimieren.
Eine Reihe von Testdrucken, in der Regel mit Modellen, die speziell für die Kalibrierung der Retraction entwickelt wurden, werden mit schrittweisen Änderungen der Retraction-Einstellungen gedruckt. Die Ergebnisse werden dann verglichen, um die Einstellungen zu ermitteln, die die beste Druckqualität liefern.
Zusammenfassend lässt sich sagen, dass die vorgegebenen Retraction-Einstellungen zwar ein guter Ausgangspunkt sind, es aber wichtig ist, ihre Rolle und die möglichen Probleme zu verstehen, die durch falsche Einstellungen entstehen können. Die Kalibrierung ist ein notwendiger Schritt, um perfekte Drucke zu erzielen, Fadenbildung zu reduzieren und die Gesamtqualität und Präzision des Creality K1 zu verbessern.
Infill
Die beste Infill-Dichte für den Creality K1 in Cura:
- Dekorative Objekte: 0-15%
- Standard-Objekte: 15-50%
- Stabile Objekte: 50-100%
Im Zusammenhang mit dem 3D-Druck bezieht sich der Begriff „Fülldichte“ oder „Infill Dichte“ auf die Menge an Material, die im Inneren eines Objekts gedruckt wird. Es handelt sich um einen Prozentwert, wobei 0% Infill bedeutet, dass das Objekt innen komplett hohl ist, und 100% Infill, dass es komplett massiv ist.
Für dekorative Objekte, die zur Schau gestellt werden sollen und weniger haltbar sein müssen, ist eine Fülldichte von 0-15% ausreichend. Für Standardobjekte, die ein gutes Gleichgewicht zwischen Festigkeit und Materialverbrauch erfordern, wird eine Fülldichte von 15-50% empfohlen. Für Objekte, die robust und widerstandsfähig sein müssen, ist ein Infill von 50-100% ideal.
Erste Schicht
Dies sind die besten Cura-Einstellungen für die erste Schicht mit dem Creality K1:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte erhöhen die Druckbett-Haftung)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte erhöhen die Druckbetthaftung)
- Drucktemperatur: Gleiche Temperatur wie der Rest des Objekts oder 5-10 °C höher, um die Haftung des Druckbetts zu erhöhen.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (d.h. 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbetthaftung
- Flussrate: 100-110% (höhere Werte bei schlechter Druckbett-Haftung)
- Raft/Brim/Skirt: Nicht notwendig, da der Creality K1 ein PEI-Druckbett hat und durch den Start-G-Code bereits eine Linie am Rand des Druckbetts extrudiert.
Das primäre Ziel der Einstellungen für die erste Schicht ist es, die Abkühlzeit des Filaments zu verlängern. Denn je länger es nach der Extrusion warm bleiben kann, desto besser haftet es am Druckbett.
Durch die Anpassung von Parametern wie Druckgeschwindigkeit und Temperatur können die Cura-Einstellungen so konfiguriert werden, dass die Abkühlzeit des Filaments maximiert wird. Eine geringere Druckgeschwindigkeit für die erste Schicht bedeutet, dass das Filament länger der Hitze des Druckkopfes ausgesetzt ist, was die Haftung fördert.
Wenn die Drucktemperatur gleich oder etwas höher als beim Rest des Objekts eingestellt wird, bleibt das Filament länger warm. Diese längere Wärmeperiode verbessert direkt die Haftung des Druckbetts und führt zu zuverlässigeren 3D-Drucken, bei denen es weniger Probleme mit Verformungen oder Ablösungen gibt.
Fazit
Zusammenfassend lässt sich sagen, dass der Creality K1 ein hervorragender 3D-Drucker ist, der beeindruckend hochwertige Drucke produziert. Um seine tadellose Leistung zu erreichen, müssen jedoch die Cura-Einstellungen richtig angepasst werden.
Die Anpassung von Parametern wie Schichthöhe, Linienbreite, Drucktemperatur, Geschwindigkeit und Flussrate hat einen großen Einfluss auf die Qualität deiner 3D-Drucke. Die Beherrschung dieser Einstellungen ist unerlässlich, um das volle Potenzial des Creality K1 auszuschöpfen und konstant einwandfreie Ergebnisse zu erzielen.
Ich hoffe, dieser Leitfaden hilft dir dabei, die Cura-Einstellungen deines Creality K1 zu meistern. Denke daran, dass die richtigen Einstellungen den Unterschied bei deinen Druckergebnissen ausmachen können!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
