
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Creality K1* erreicht Druckgeschwindigkeiten von 600 mm/s – das ist etwa die 12-fache Geschwindigkeit von Standard-3D-Druckern! Für eine hohe Druckqualität muss die Geschwindigkeit auf etwa 400 mm/s reduziert werden, was aber immer noch extrem schnell ist.
Neben der hohen Druckgeschwindigkeit von bis zu 600 mm/s, bringt der K1 aber auch noch viele andere Features mit. Er wird komplett vormontiert geliefert, nivelliert automatisch, hat einen Beschleunigungs-Sensor im leichten Druckkopf und ein ausgeklügeltes Kühlsystem.
Ich habe den K1 ausführlich getestet und zeige dir in diesem Review meine Ergebnisse und teile meine Erfahrung mit dieser hohen Geschwindigkeit.
Es gibt mittlerweile den K1 Max, eine größere Version des K1 mit zusätzlichen KI-Features. Hier geht es zu meinem ausführlichen Test: Creality K1 Max Review: großes Volumen, hohe Geschwindigkeit
PRO:
- Hohe Druckgeschwindigkeit
- Vibrationsarm
- Beschleunigungs-Sensor
- Hohe Druckqualität
- Keine Montage nötig
- Automatische Druckbett Nivellierung
- Flexibles Druckbett mit guter Haftung
- Geschlossenes Druckvolumen
CON:
- Laut (bis zu 75 dB bei offenem Gehäuse)
- Während des Drucks lassen sich die Einstellungen nicht verändern
- Filament-Halter auf Rückseite (sieht hübsch aus, ist aber unpraktisch)
Wer sollte den Creality K1 kaufen?
Jeder der Objekte mit einer hohen Geschwindigkeit aus verschiedensten Filamenten und mit hoher Qualität drucken möchte, ist mit dem K1 gut beraten. Er erfüllt so ziemlich alle Wünsche an einen FDM 3D-Drucker (bis auf die Lautstärke). Wenn dir das Druckvolumen zu klein ist, gibt es auch den K1 Max*.

Preis prüfen bei:
Tipp: Um die beste Druckqualität auch bei 600 mm/s zu gewährleisten, eignet sich das Hyper-PLA von Creality* am besten. Es schmilzt schneller als normale Filamente, wodurch eine gleichmäßigere Extrusion auch bei hohen Druckgeschwindigkeiten möglich ist.
Technische Spezifikationen
- Technologie: FDM
- Bedienung: 4,3″ farbiger Touchscreen
- Extruder: Dual-Gear Direct Drive Extruder
- Drucktemperatur: max. 300 °C
- Druckbett-Temperatur: max. 100 °C
- Druckvolumen: 220 × 220 × 250 mm
- Druckbett Material: Beschichteter Federstahl, magnetisch, flexibel
- Druckbett Nivellierung: Komplett automatisch
- Druckgeschwindigkeit: Maximal 600 mm/s, Standard 300-400 mm/s
- Nozzle: 1 × 0,4 mm
- Druckgenauigkeit: ± 0,1 mm
- Schichthöhe: 0,1 bis 0,35 mm
- Filament: 1,75 mm PLA, ABS, PETG, TPU, PA, ASA, PC, PLA-CF, PA-CF, PET-CF
- Filament-Sensor: Ja
- Resume Print: Ja
- LED-Beleuchtung: Ja
- Dateitransfer: USB, WLAN
- Slicer: Creality Print, Cura, Simplify3D, PrusaSlicer
Lieferumfang & Unboxing


Der Creality K1 kommt komplett vormontiert in einer stabilen Holzkiste. Innerhalb der Holzkiste befindet sich noch ein Karton und der Drucker an sich, der mit vielen passenden Schaumstoffteilen gesichert ist. Auch im Inneren des 3D-Druckers sind alle beweglichen Teile so gesichert, dass sie sich während des Transports nicht bewegen können.
Im Lieferumfang sind alle Werkzeuge enthalten, die du für den Betrieb des 3D-Druckers benötigst. Außerdem ist noch etwas Hyper-PLA enthalten. Dieses Filament wird schneller geschmolzen als normale Filamente und eignet sich daher ideal für sehr hohe Druckgeschwindigkeiten.
Montage
Du musst den K1 nicht selbst montieren, lediglich stellenweise ein paar Transportsicherungen entfernen. Danach kannst du ihn direkt einschalten.
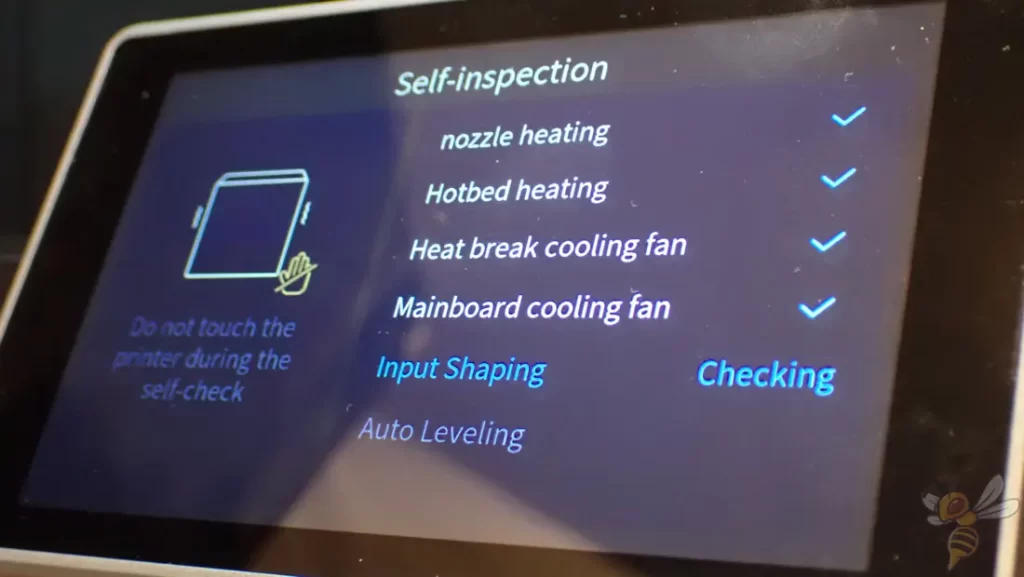
Nachdem der 3D-Drucker das erste Mal eingeschaltet wurde, prüft er seine wichtigsten Funktionen und kalibriert seinen Beschleunigungs-Sensor und nivelliert das Druckbett.
Besonders die letzten beiden Schritte des Selbsttests dauern ziemlich lange. Insgesamt dauert der Selbsttest 15 bis 20 Minuten. Bei anderen 3D-Druckern besteht diese Zeit aus Montage, beim Creality K1 aus Warten… Am besten nutzt du die Zeit, indem du dir die Dateien auf dem mitgelieferten USB-Stick anschaust und die Software installierst.
Die Montage besteht also nur aus dem Entfernen der Transportsicherungen und dem Selbsttest. Danach ist der 3D-Drucker auch schon direkt einsatzbereit.
Design & Features

Die wichtigsten Designelemente des Creality K1, um solche hohe Druckgeschwindigkeiten zu erreichen, sind folgende:
- Core-XY Bauweise
- Leichter Druckkopf
- Beschleunigungs-Sensor
- Effektive Kühlung
- Hotend mit hoher Heizrate
Durch diese Eigenschaften kann sich der Druckkopf mit einer unfassbaren Beschleunigung von 20000 mm/s² bewegen! Dadurch können die hohen Druckgeschwindigkeiten auf den Großteil des Objekts angewendet werden.
Ich konnte mein 3D-Benchy innerhalb von 09:19 mit einer guten Druckqualität drucken! Nach über 50 verschiedenen 3D-Druckern ist das bisher mein persönlicher Rekord!
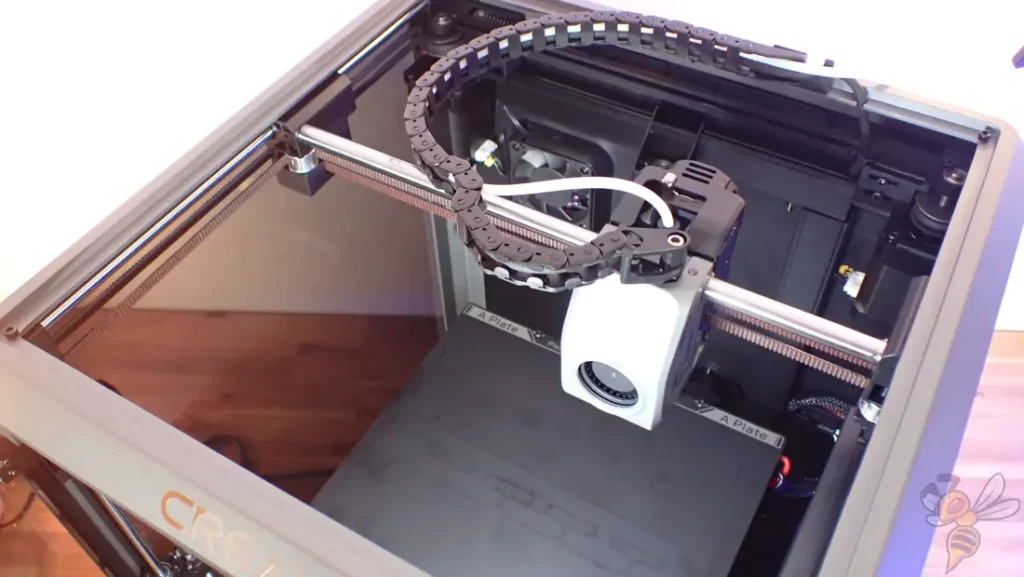
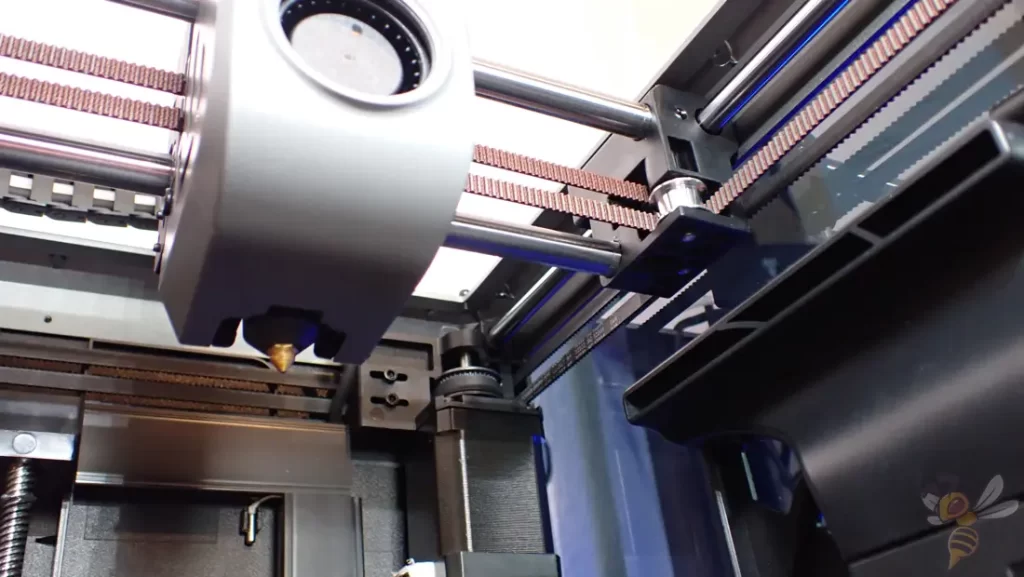
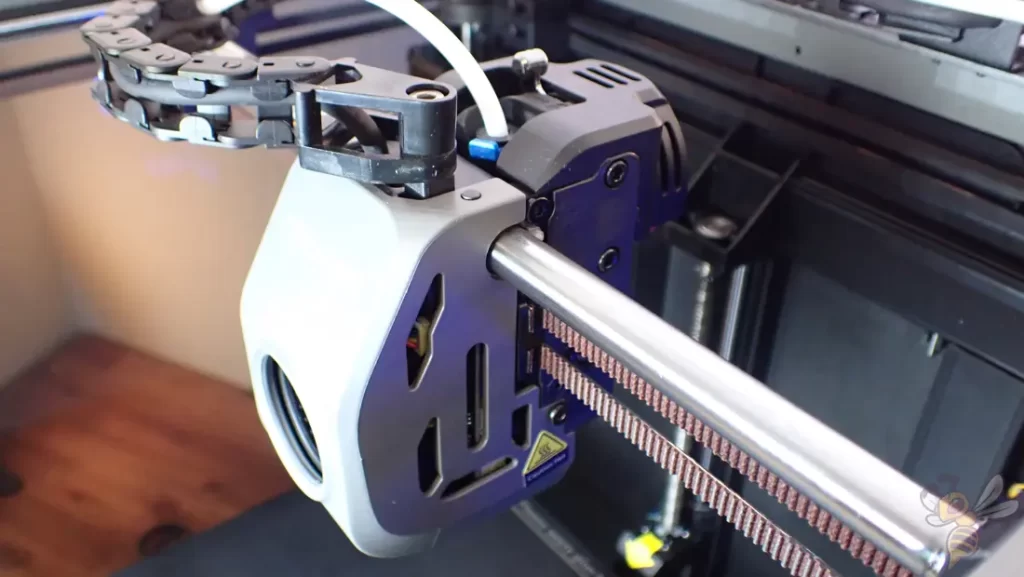
Der K1 ist ein Core-XY 3D-Drucker. Das heißt, dass sich der Druckkopf entlang der x- und y-Achse bewegt und das Druckbett entlang der z-Achse. Die Bewegungen des Druckkopfs werden durch ein komplexes System aus Schrittmotoren und Zahnriemen realisiert.
Die jeweiligen Schrittmotoren sind stark, präzise und schnell. Sie können den leichten Druckkopf (190g) schnell und mit sehr wenig Vibrationen bewegen. Die wenigen Vibrationen, die bei der Bewegung trotzdem entstehen, werden beim Selbsttest vom Beschleunigungs-Sensor erfasst. Während des Drucks werden diese Beschleunigungen kompensiert, wodurch es auch bei hohen Druckgeschwindigkeiten nicht zu Druckfehlern wie Ringing kommt.
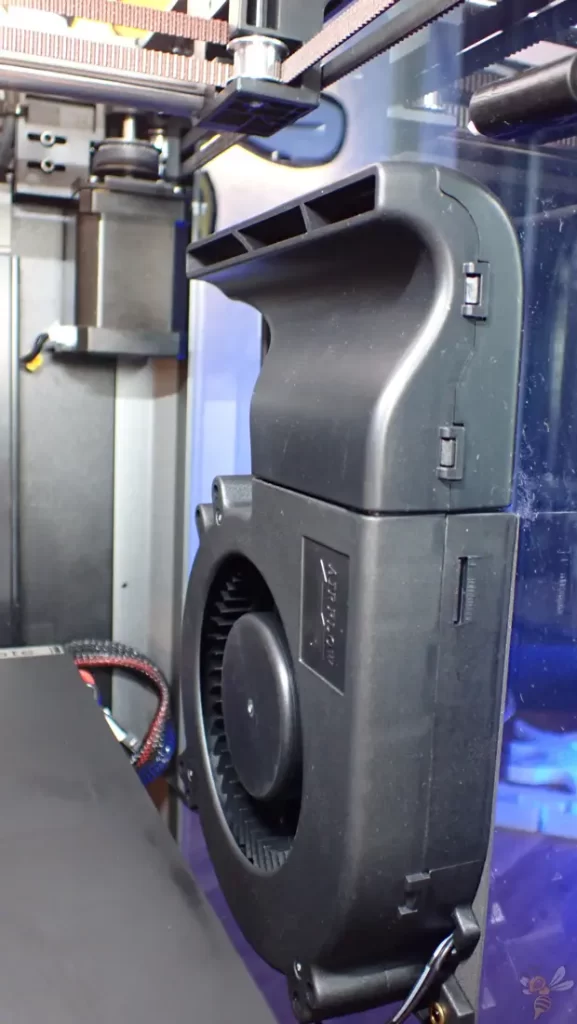
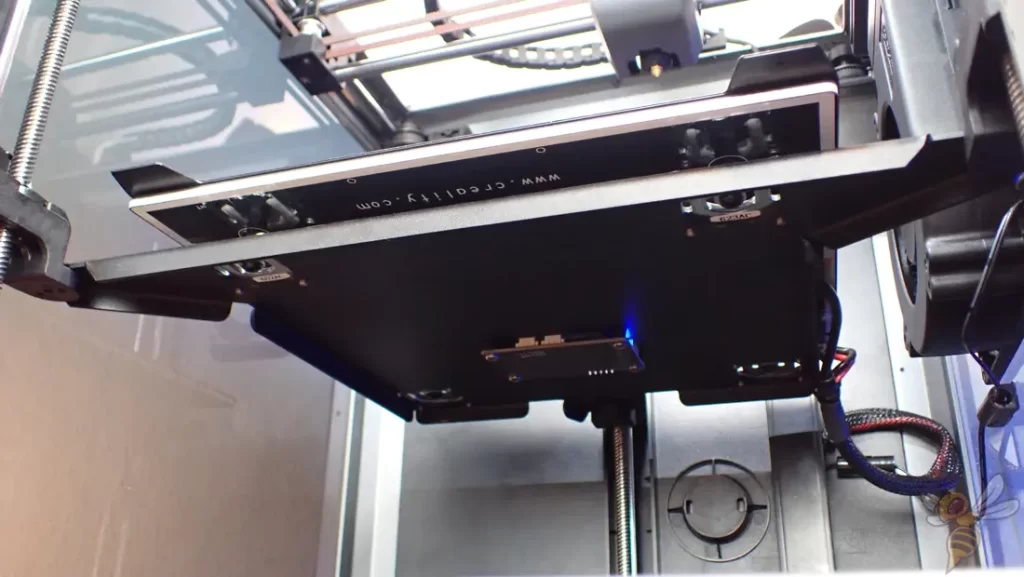
Neben den Lüftern im Druckkopf gibt es auch einen sehr großen Lüfter im Gehäuse. Er bläst immer direkt auf die Schicht, die gerade gedruckt wird.
Um die hohen Druckgeschwindigkeiten auch in eine kurze Druckzeit zu verwandeln, muss das gerade gedruckte Filament so schnell wie möglich abkühlen, damit direkt danach die nächste Schicht darauf gedruckt werden kann. Wäre das Filament noch zu heiß, wenn darauf die neue Schicht gedruckt wird, würde es zu Druckfehlern kommen.
Der einzige wirkliche Nachteil, der mich beim K1 stört, ist die hohe Lautstärke. Schuld sind natürlich die leistungsstarken Lüfter, die das Filament so schnell wie möglich abkühlen müssen.
Zwar reduziert das Gehäuse die Lärmbelastung um 5 bis 10 Dezibel, trotzdem ist die Lautstärke damit immer noch spürbar höher als bei anderen 3D-Druckern.
Um die hohen Druckgeschwindigkeiten zu realisieren, muss aber auch der Extruder das Filament mit ausreichender Geschwindigkeit fördern. Der verbaute Dual-Gear Direct Drive Extruder schafft einen maximalen Durchsatz von 32 mm³/s.
Die Herausforderung für einen solchen Extruder mit dem zugehörigen Hotend ist, das Filament so schnell wie möglich zu schmelzen. Das Hotend ist innerhalb von 40 bis 60 Sekunden auf 200 °C aufgeheizt, kann diese Temperatur aber auch quasi instantan an das kalte Filament übertragen und es schmelzen.
Dadurch wird auch Filament sofort geschmolzen, das mit einem sehr hohen Durchsatz durch das Hotend geschoben wird.
Der Extruder und das Hotend befördern und schmelzen das Filament so schnell, dass die maximale Druckgeschwindigkeit nicht mehr nur vom 3D-Drucker abhängt, sondern auch vom Filament selbst.
In meinem Test konnte ich zwar auch mit normalen Filamenten eine sehr hohe Druckgeschwindigkeit von 600 mm/s erreichen, jedoch ist die Druckqualität mit dem Hyper-PLA von Creality bei solch hohen Druckgeschwindigkeiten besser.
Dieses Filament besitzt bessere Fließeigenschaften und kann schneller geschmolzen werden. Druckfehler treten hier deutlich weniger auf. Bei einer Druckgeschwindigkeit von 400 mm/s konnte ich aber (zum Glück) keinen Unterschied erkennen.
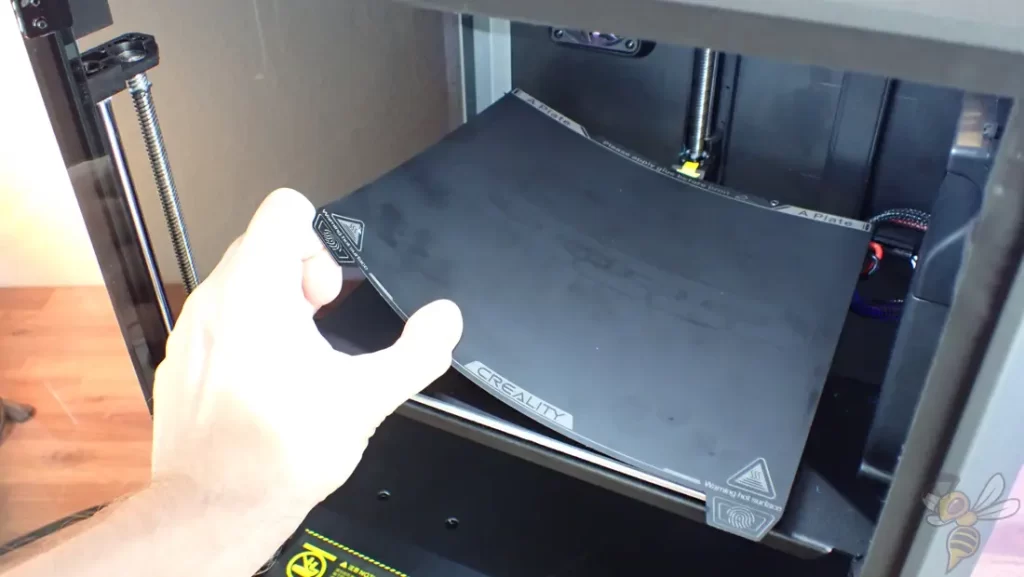
Das flexible und magnetische Druckbett kann nach dem Druck abgenommen und durchgebogen werden. So lösen sich die fertig gedruckten Teile sehr einfach.
Ich habe den K1 mit verschiedenen Filamenten getestet und hatte immer eine perfekte Druckbett-Haftung. Kein einziger Druck schlug durch eine schlecht haftende erste Schicht fehl.
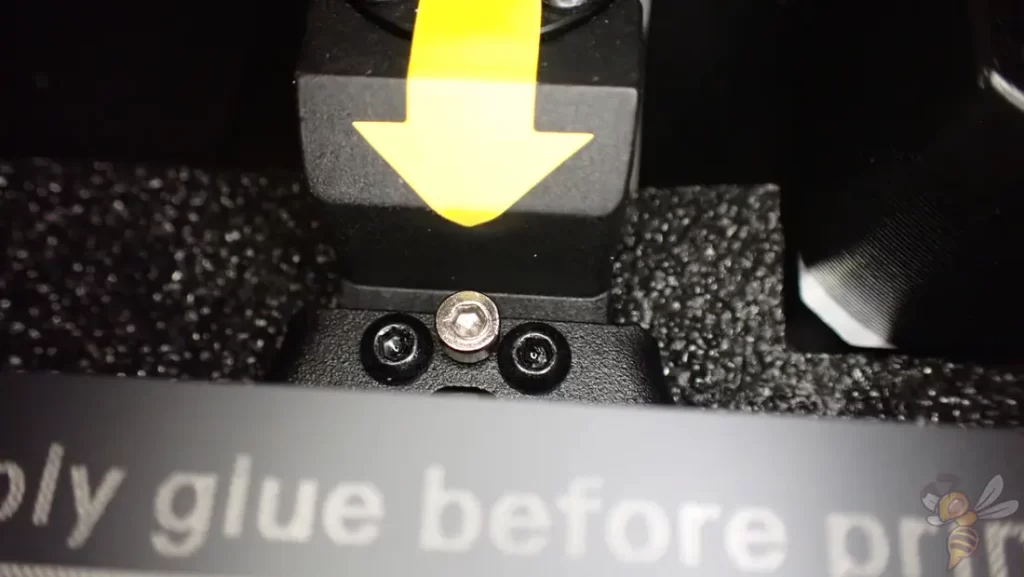
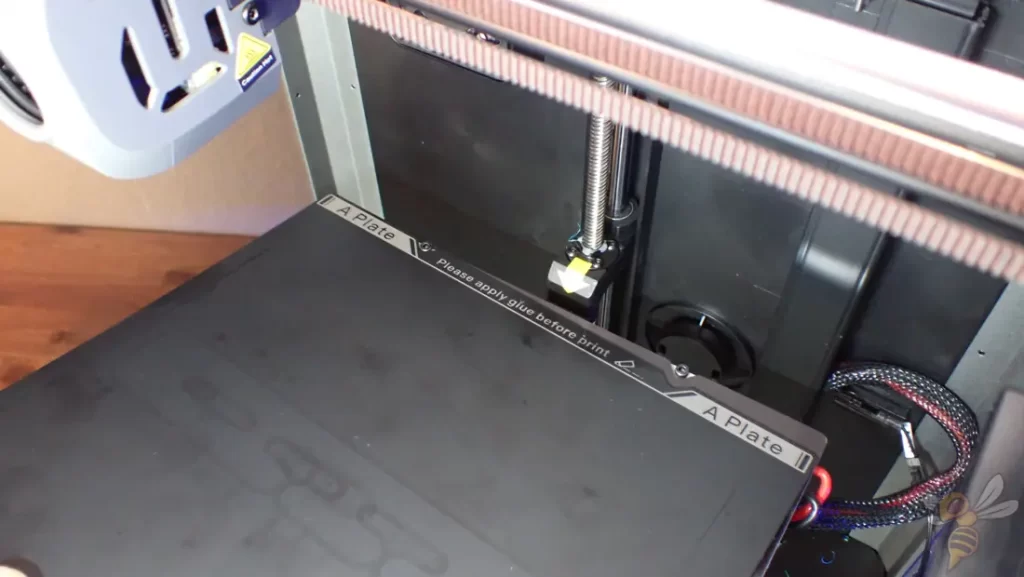
Während meines Tests musste ich kein einziges Mal Klebstoff verwenden, um die Druckbett-Haftung zu erhöhen. Der kleine Hinweis am hinteren Ende des Druckbetts ist also vielleicht nur für exotische Filamente sinnvoll.
Auch sehr praktisch sind die zwei kleinen Schrauben am hinteren Ende des Druckbetts. Hier kann das Druckbett eingerastet und einfach auf der magnetischen Druckplatte positioniert werden.

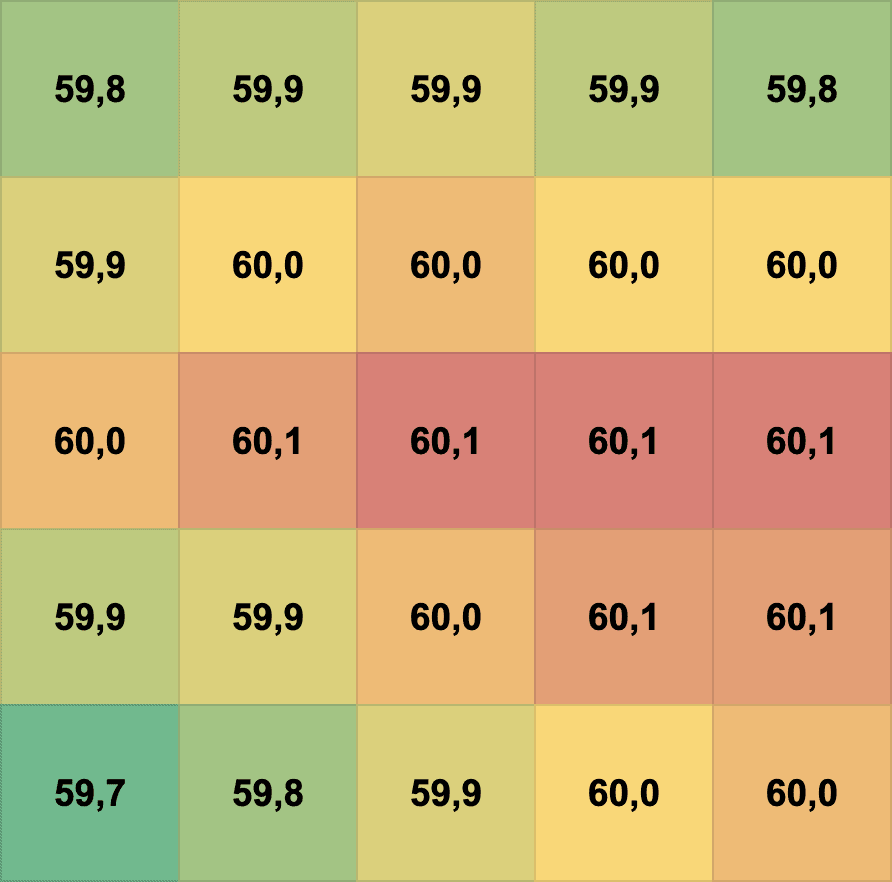
Positiv überrascht war ich auch von der Temperaturverteilung des Druckbetts. Ich habe die Temperatur nach einigen Minuten an 25 Punkten auf dem Druckbett gemessen. Die Temperatur ist wirklich sehr homogen, mit einer maximalen Abweichung von 0,4 °C zwischen den maximalen und minimalen Werten.
Mit einer solchen Homogenität und dem geschlossenen Druckvolumen, solltest du keine Probleme mit der Druckbett-Haftung bei ABS oder anderen Filamenten haben, die anfällig für Warping sind.
Das Druckbett hat noch einen weiteren Vorteil gegenüber anderen Standard PEI-Druckbett-Oberflächen. Es ist zwar auch mit PEI beschichtet, die Oberfläche ist aber viel feiner. Die Unterseite des gedruckten Objekts ist dadurch wesentlich glatter. Die Druckbett-Haftung ist trotzdem ausgezeichnet.

Das Druckvolumen lässt sich komplett verschließen. Sowohl der Deckel, als auch die Tür werden dabei durch Magnete festgehalten.
Falls du mit Filamenten druckst, die kein geschlossenes Druckvolumen oder eine höhere Umgebungsluft benötigen, kannst du den Deckel während des Drucks offen lassen. Dann profitierst du immer noch davon, dass keine kalten Luftzüge seitlich an das Objekt gelangen und den Druck stören könnten.
Durch das geschlossene Druckvolumen kannst du die Luft im Inneren konstant warm halten. Das ist besonders bei Filamenten wichtig, die eine hohe Schrumpfrate besitzen (wie ABS). Durch die konstante und hohe Temperatur im Inneren des Druckvolumens verhinderst du Warping und ein zu schnelles oder vorzeitiges Abkühlen.
Zwar befindet sich ein riesiger Kühler im Inneren des Gehäuses, der auf die gerade gedruckte Schicht bläst, jedoch lässt sich dieser auch ausstellen, falls nötig. Da er aber nur gezielt auf die gerade gedruckte Schicht bläst, sollte er jedoch keinen negativen Einfluss auf den Druck von empfindlichen Filamenten haben.
Der Druckraum lässt sich aber nicht separat heizen. Dafür gibt es im Menü eine Anzeige für die Temperatur im Inneren. Bevor du mit dem Druck von ABS oder ähnlichen Filamenten anfängst, solltest du das Druckbett auf die nötige Temperatur bringen und dort für einige Minuten halten, bis die Temperatur im Druckvolumen konstant ist.

Im Lieferumfang sind auch vier Gummifüße enthalten, die du unter den K1 legen kannst. Dadurch werden Vibrationen abgefangen, die während des Drucks stören können.
Es ist ohnehin sehr erstaunlich, wenn der K1 mit 600 mm/s druckt. Er bewegt sich dabei wie eine Waschmaschine im Schleudergang! Mit den Gummifüßen wird dies zwar noch etwas betonter, jedoch sind die Erschütterung dadurch nicht mehr so hart.

Anstatt einer kleinen MicroSD-Karte kannst du den K1 mit einem mitgelieferten 16GB USB-Stick mit Daten füttern. Der Steckplatz befindet sich an der Vorderseite.
Du kannst den K1 aber auch mit einem WLAN verbinden und darüber steuern. Auch kannst du ihn dann mit der Creality Cloud verbinden.
Druckbett Nivellierung
Der Creality K1 nivelliert das Druckbett komplett automatisch. Du musst auch nicht manuell den Z-Offset einstellen. Du wirst also unter dem Druckbett keine Stellschrauben und im Menü keine Unterstützung für die Druckbett Nivellierung finden.
Der Vorteil ist, dass du dich nicht mehr mit einem Stück Papier herumschlagen musst, um den richtigen Abstand der Nozzle zum Druckbett zu finden. Der Nachteil ist, dass du den Abstand nicht noch etwas verringern kannst, falls du Probleme mit der Druckbett-Haftung haben solltest.
Meiner Erfahrung nach ist dies aber tatsächlich nicht nötig, da die Druckbett-Haftung des K1 nahezu perfekt ist. Falls du doch Probleme damit haben solltest, kannst du die Druckgeschwindigkeit der ersten Schicht immer noch reduzieren oder andere Methoden zur Verbesserung der Druckbett-Haftung anwenden.

Die automatische Druckbett Nivellierung geschieht einmal direkt nach der Montage beim Selbsttest und auf Wunsch vor jedem Druck. Bevor du einen Druck startest, kannst du eine Checkbox aktivieren oder deaktivieren. Bei Aktivierung nivelliert der K1 das Druckbett automatisch und kalibriert den Beschleunigungs-Sensor vor dem Druck.
Dieser Vorgang dauert insgesamt zwei bis drei Minuten. Danach startet er direkt mit dem Druck, ohne dass du noch ein weiteres Mal Hand anlegen musst.

3D-Drucken kann schwierig sein – besonders am Anfang. Viele Anfänger haben Schwierigkeiten mit Druckfehlern, einer schlechten Druckbett-Haftung oder wissen nicht, wie sie den Slicer richtig einstellen sollen.
Daher habe ich einen Online-Kurs erstellt, um jeden auf mein Experten-Niveau zu bringen und das so schnell wie möglich.
Der Kurs beinhaltet alles, was du über den FDM 3D-Druck wissen musst, um immer perfekte Ergebnisse zu bekommen. Über den Link unten erfährst du mehr zu den Inhalten und was dich erwartet (und keine Angst: Es gibt keine Tests! Lerne in deinem Tempo, ganz entspannt).
Slicer
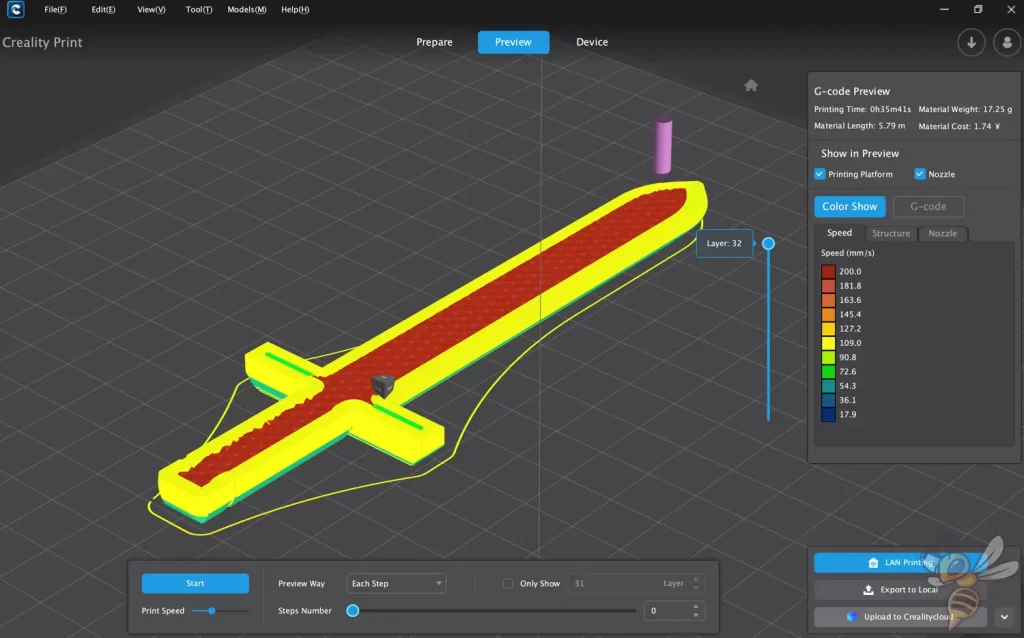
Du kannst den K1 mit dem Slicer von Creality (Creality Print), Cura, Simplify3D oder PrusaSlicer mit Dateien füttern. Ich habe sowohl Creality Print, als auch Cura verwendet.
Und der Vorteil von Creality Print ist, dass du dort ein vorgefertigtes Profil für den K1 findest. Du kannst damit direkt starten und brauchst keine Einstellungen großartig verändern, um gute Ergebnisse zu erzielen.
Besonders für Hyper PLA sind die Einstellungen schon praktisch perfekt. Nur für normales PLA oder andere Filamente verwendest, solltest du die grundlegenden Kalibrierungen durchführen, um die Ergebnisse zu verbessern – besonders wenn du vorhast, höhere Geschwindigkeiten von über 200 oder 300 mm/s zu verwenden.
Tipp für Creality Print: Deaktiviere die „Arc Configure Enable“ in den Einstellungen für die Qualität. Diese Einstellung hat bei mir häufig zu Druckfehlern geführt. Ich musste lange suchen, bis ich die Fehlerquelle gefunden hatte. Vielleicht wurde dieser Fehler aber auch schon mit einem neueren Update der Firmware ausgemerzt.
Tipps für hohe Geschwindigkeiten:
- Wenn du die Geschwindigkeit stark erhöhen möchtest, musst du die minimale Dauer für eine Schicht unter den Einstellungen der Kühlung verringern. Ansonsten wird die Druckgeschwindigkeit reduziert, um diese Mindestdauer zu erreichen.
- Je schneller du druckst, desto höher sollte die Drucktemperatur sein.
- Experimentiere mit den Einstellungen für die Beschleunigungen und der Jerk Control.
Ich habe den K1 mit verschiedenen Filamenten kalibriert und zeige dir in diesem Artikel meine Cura Einstellungen: Creality K1 – Perfekte Cura Einstellungen – Liste & Guide
Filament Laden
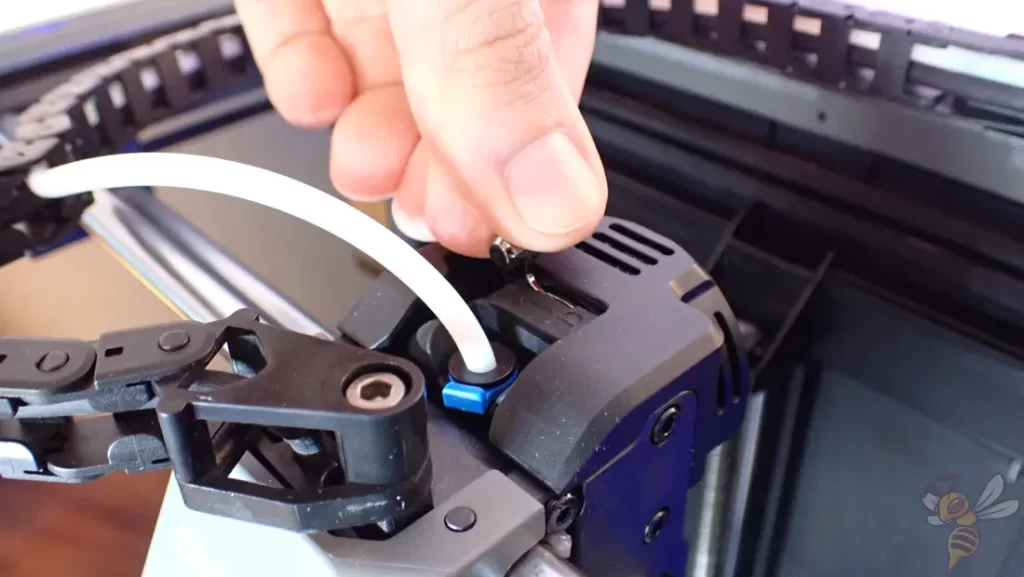
Du kannst das Filament komplett manuell laden und entladen. Dafür gibt es einen Hebel am Extruder, der ihn entkoppelt. Das automatische Laden und Entladen über das Menü ist aber viel angenehmer und funktioniert erstaunlich reibungslos.
Dafür musst du das Filament nur durch den PTFE Schlauch bis zum Extruder schieben und im Menü den Ladeprozess starten. Der Extruder greift das Filament zuverlässig. Ich musste kein einziges Mal manuell nachhelfen!

Etwas unpraktisch hingegen ist die Positionierung des Filament-Halters und des Filament-Sensors. Sie befinden sich beide auf der Rückseite des 3D-Druckers. Das Design profitiert davon, die praktische Handhabung leidet jedoch darunter.
Je nachdem wie du ihn aufstellen möchtest, musst du ihn drehen oder umständlich nach hinten greifen, um das Filament zu wechseln.
Preis prüfen bei:
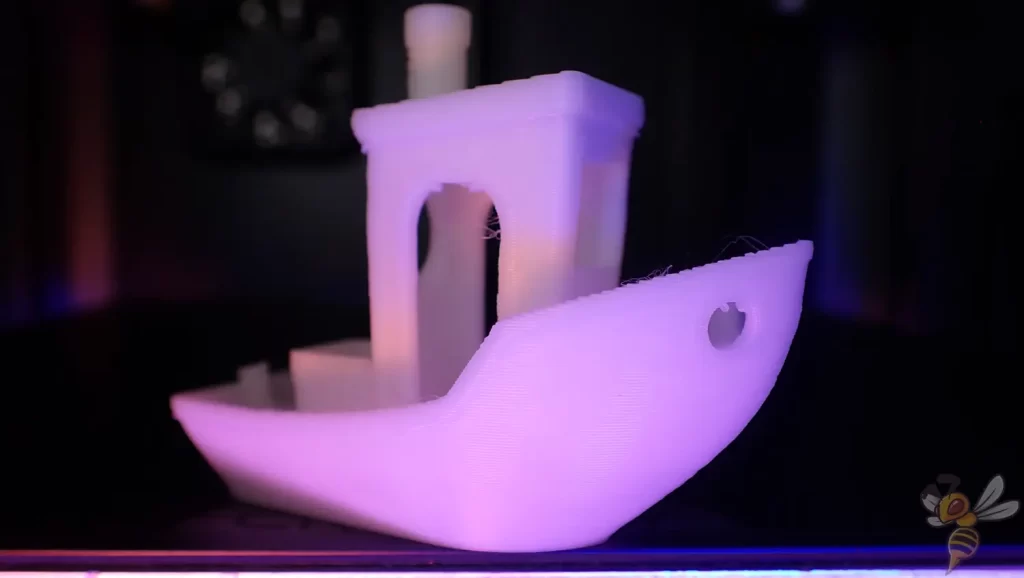
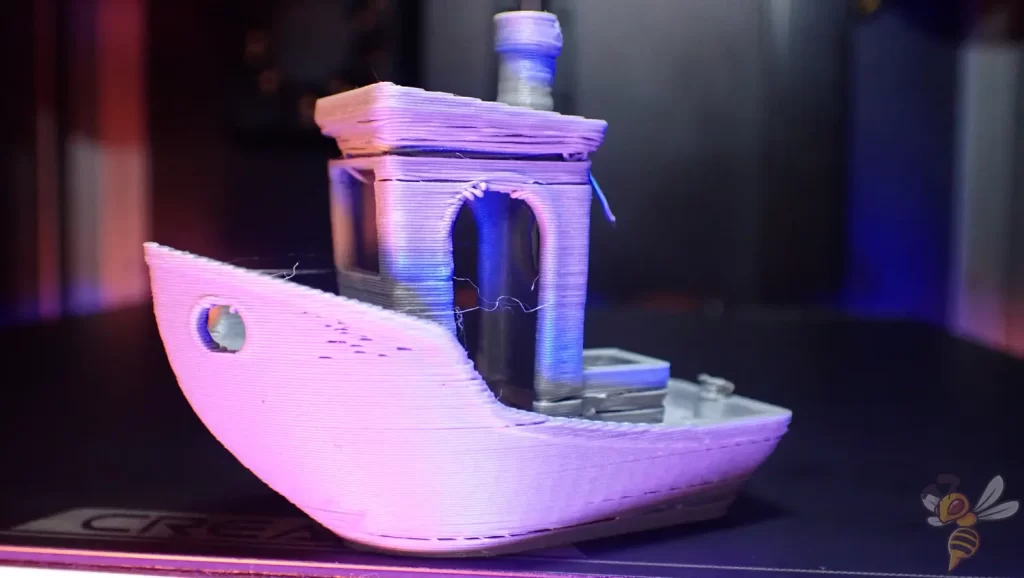
Was mich natürlich als Erstes interessiert hat, war die Druckgeschwindigkeit. Also habe ich direkt die Einstellungen für die höchstmögliche Geschwindigkeit optimiert und ein 3DBenchy gedruckt.
Ich konnte mit dem K1 eine Druckzeit von nur 12:52 erreichen.
Und das bei einer relativ akzeptablen Druckqualität. Vereinzelt ist etwas Stringing zu sehen und die Überhänge sind nicht allzu schön geworden. Trotzdem ist dieser Testdruck besser geworden als bei so manchen anderen 3D-Druckern mit einer viel geringeren Druckgeschwindigkeit.
(Leider hatte ich nur weißes Hyper PLA Filament zur Verfügung, weshalb ich mit etwas farbigem Licht versucht habe, die Details sichtbar zu machen.)
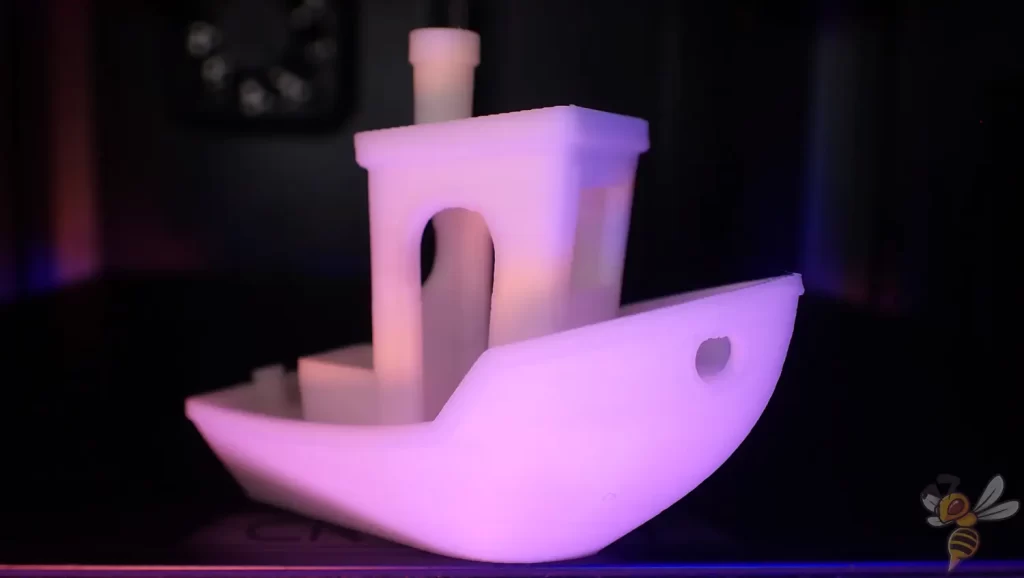
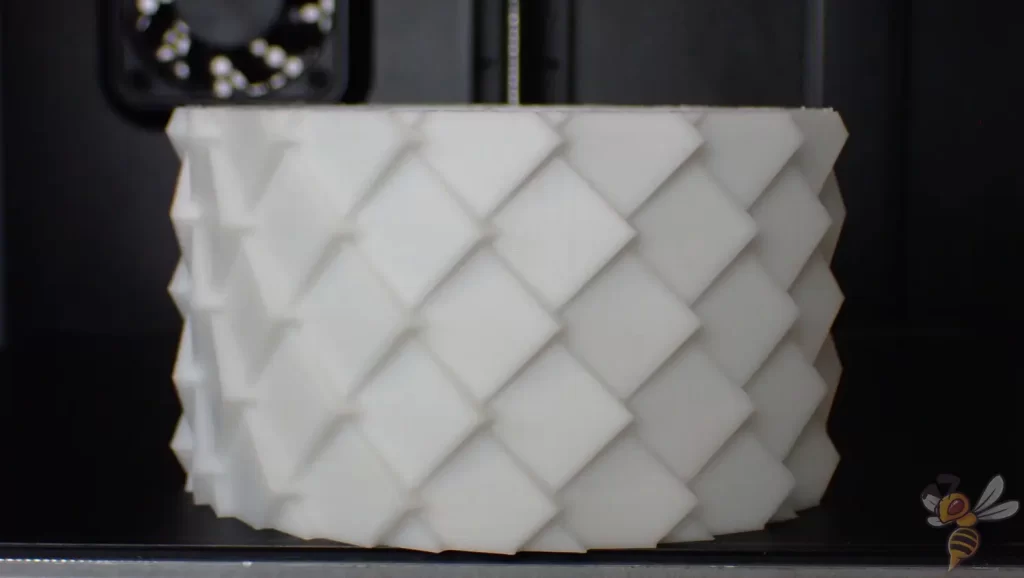
Nachdem ich die Einstellungen auf eine hohe Druckgeschwindigkeit optimiert hatte, habe ich danach die höchstmögliche Qualität angestrebt. Mit einer langsameren Druckgeschwindigkeit und einer Schichthöhe von 0,1 mm konnte ich das oben abgebildete Benchy innerhalb von 19:42 drucken.
Die Qualität ist wirklich hervorragend geworden. Bei den Überhängen könnte ich die Einstellungen noch etwas verfeinern.
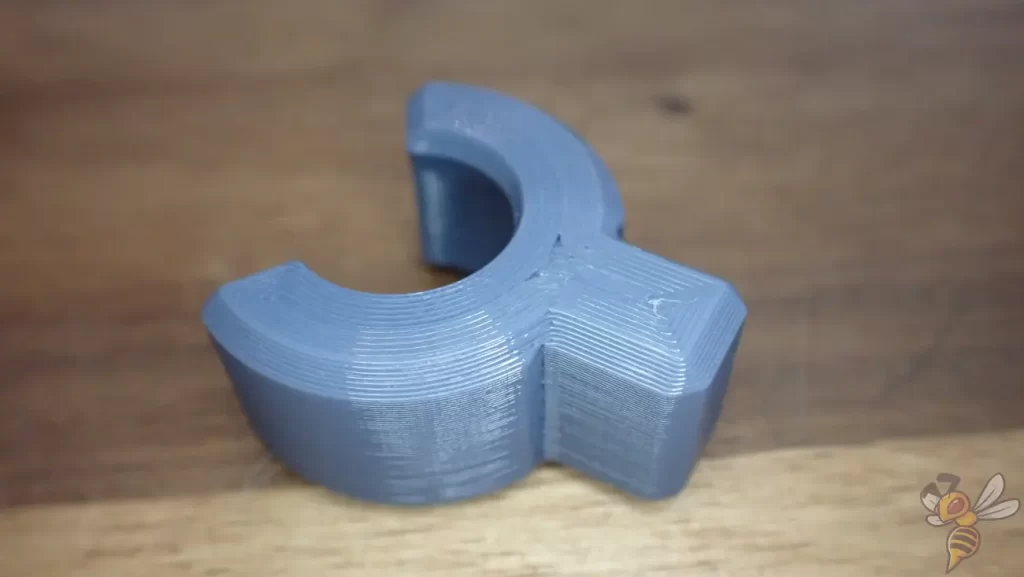
Und danach wollte ich ausprobieren, ob ich dieselben Ergebnisse auch mit normalem PLA Filament erreichen kann.

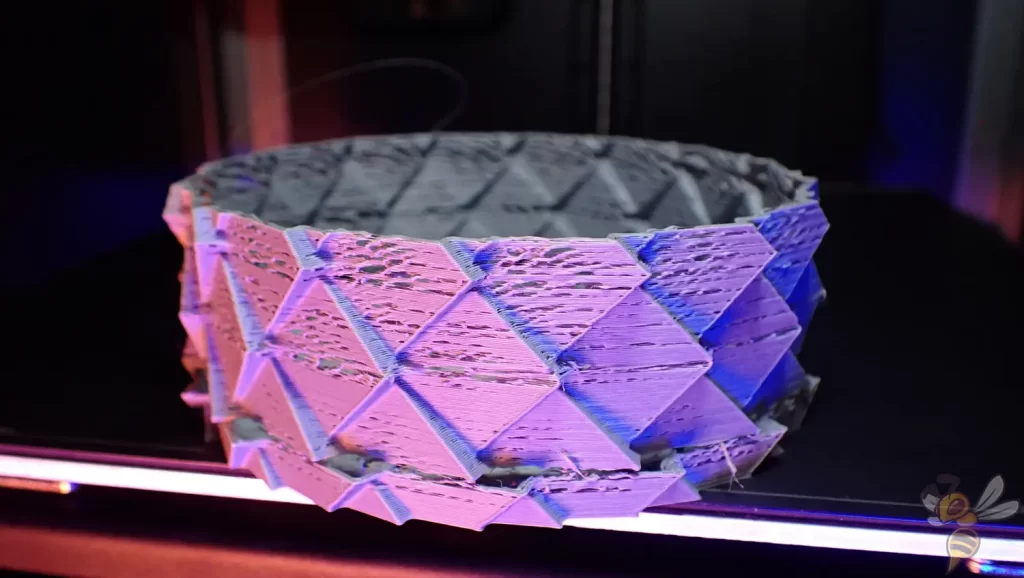
Ohne die Einstellungen zu verändern, habe ich normales PLA Filament geladen und versucht eine Vase zu drucken. Das Ergebnis war katastrophal.
Das Hyper PLA Filament wurde so entwickelt, dass es schnell schmilzt und eine hohe Durchflussrate begünstigt. Daher wusste ich ungefähr, welche Einstellungen ich verändern musste, um auch mit normalem PLA Filament solche Ergebnisse zu erzielen. Vor allem musste ich die Drucktemperatur erhöhen und die Retraction Einstellungen kalibrieren.
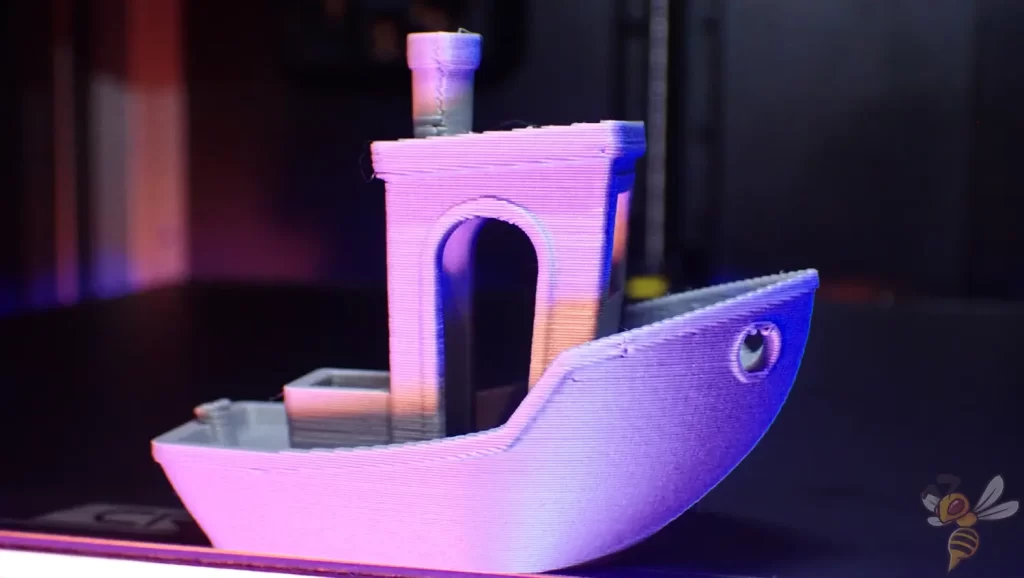
Nach viel experimentieren und kalibrieren, habe ich die richtigen Einstellungen für das normale PLA Filament gefunden. Zwar ist die Druckgeschwindigkeit niedriger als mit dem Hyper PLA, jedoch sind 15:43 immer noch ein super Ergebnis für ein 3DBenchy.
Hier ist mein Artikel über dieses Experiment: Schafft der Creality K1 600 mm/s NUR mit Hyper PLA?
Vielleicht hätte ich die Druckzeit noch etwas reduzieren können, wenn die Nozzle mehr als 300 °C schaffen würde. Für das normale PLA Filament musste ich die Drucktemperatur immer weiter erhöhen, je schneller gedruckt wurde. Ansonsten kam es zu Unter-Extrusion, da das Filament nicht schnell genug geschmolzen wurde.
Bei diesen ersten Tests ist mir aufgefallen, dass der K1 wesentlich lauter ist als die meisten anderen modernen 3D-Drucker. Die hohe Schnelligkeit hat also einen Haken.
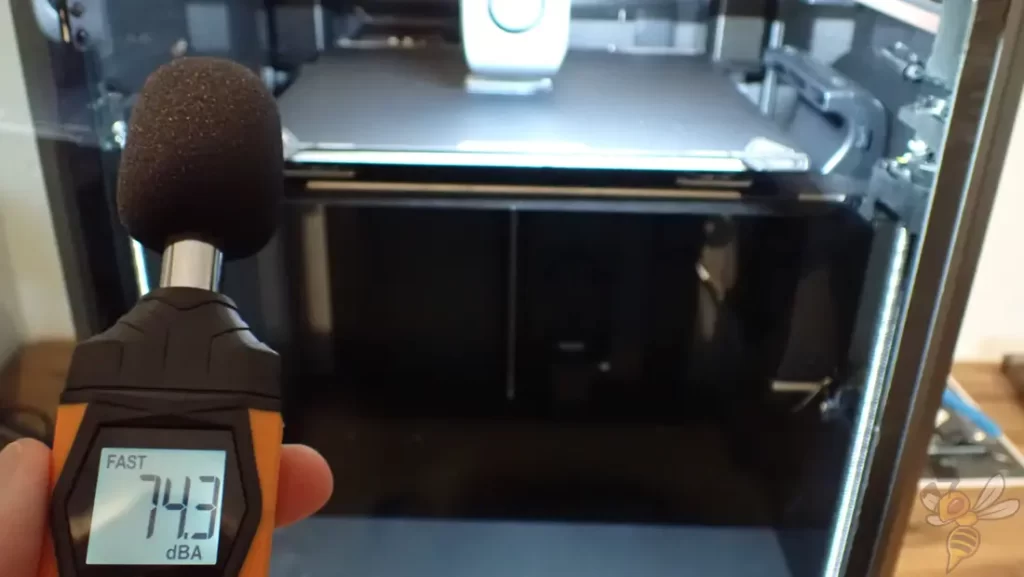

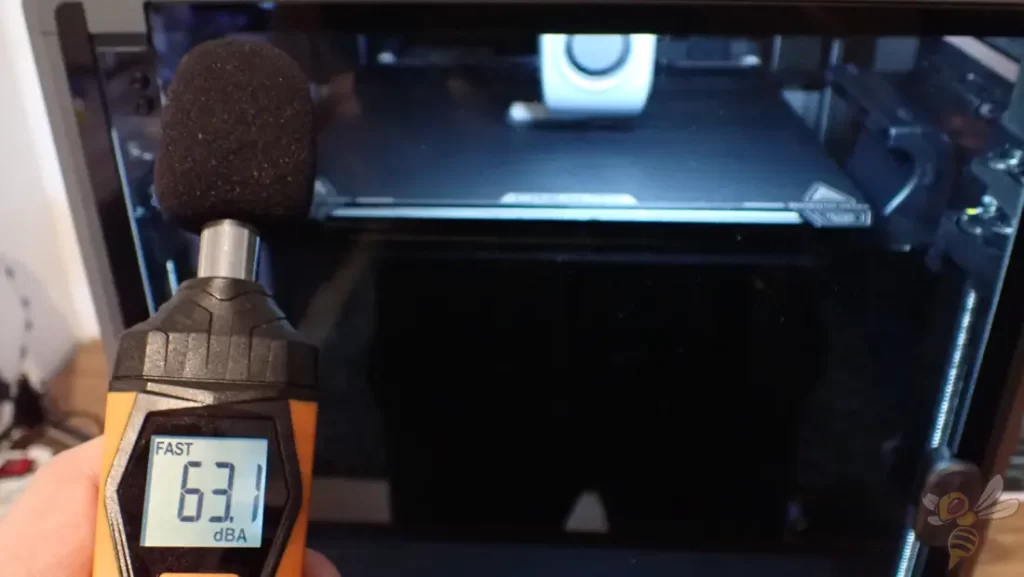

Beim Druck mit PLA und offenem Gehäuse herrscht im Raum ein Geräuschpegel von über 65 dB. Das ist ziemlich laut und störend, falls du im gleichen Raum arbeiten oder dich anderweitig konzentrieren möchtest.
Im Vergleich dazu ist ein Neptune 3 Pro mit etwa 40 Dezibel angenehm leise. Dafür ist er aber auch bei Weitem nicht so schnell und hat kein geschlossenes Druckvolumen.
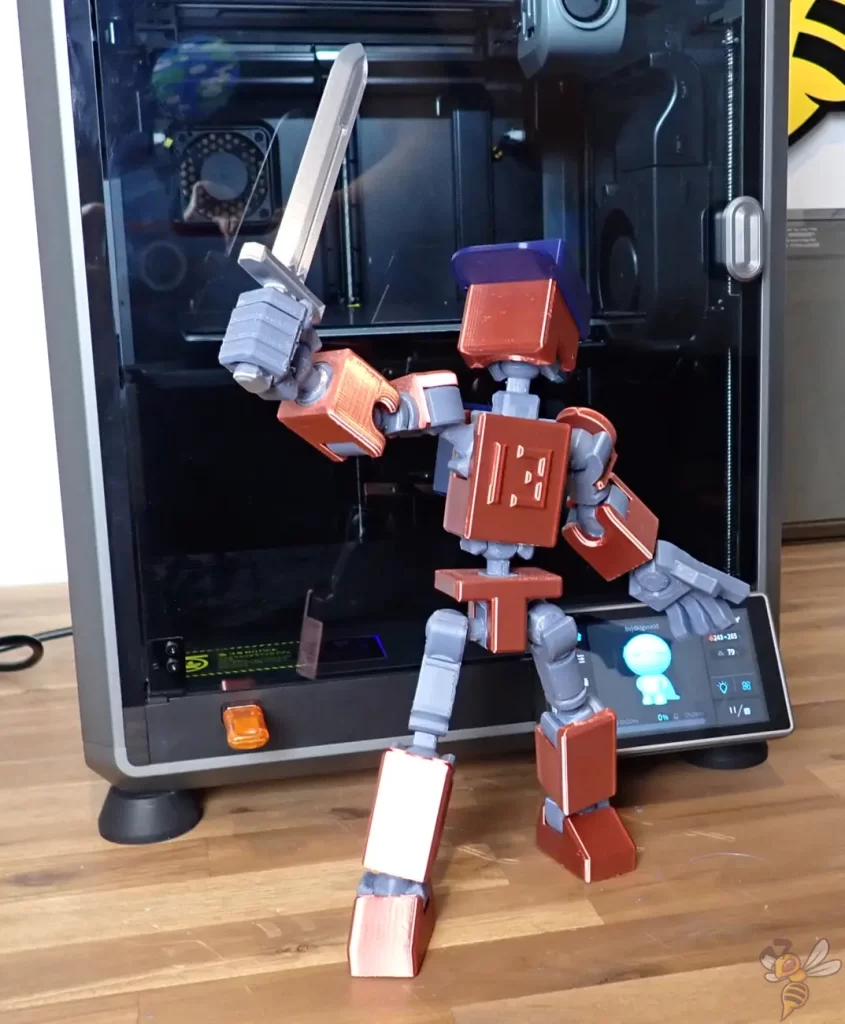
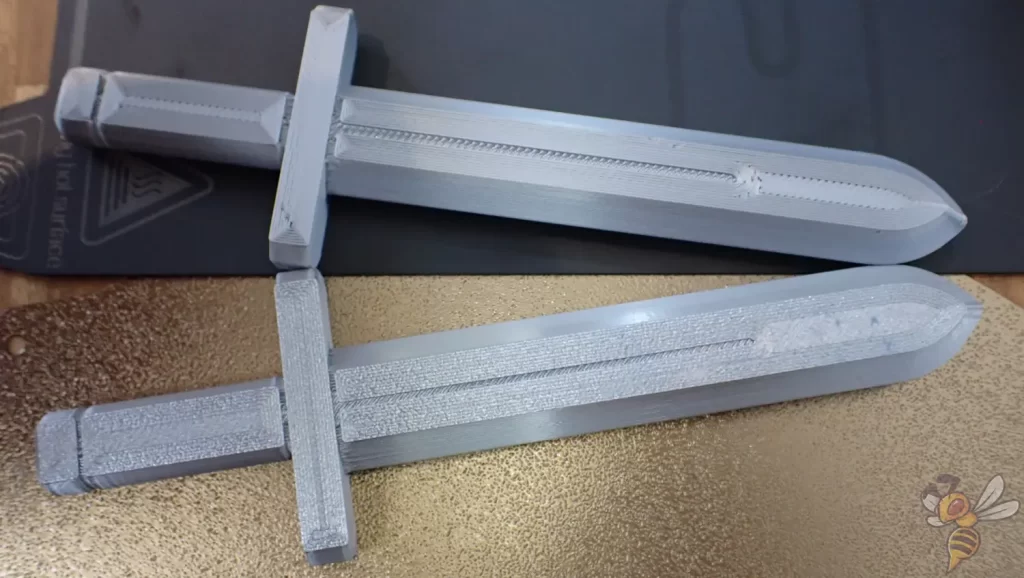
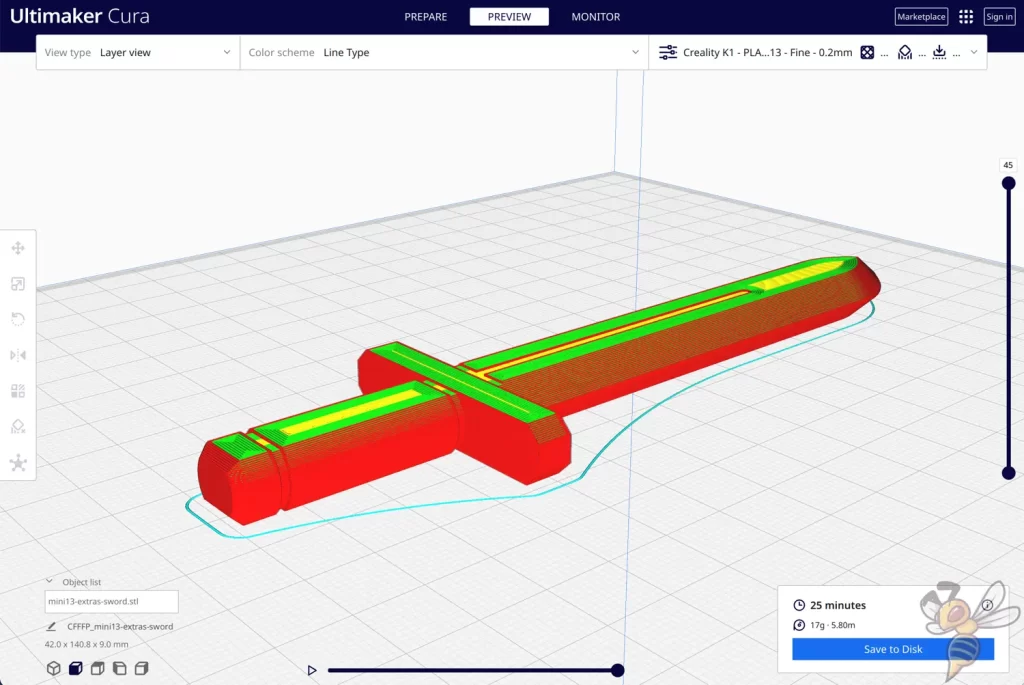
Um noch ein paar andere Filamente zu testen, habe ich eine MINI 13 Actionfigur mit 300% skaliert und aus mehrfarbigen PLA und PETG Filament gedruckt.
Mit der Druckqualität bin ich absolut zufrieden und zusammen mit der kurzen Druckzeit kann ich auch die lauten Lüftergeräusche verkraften. Mit einem anderen 3D-Drucker hätte ich mindestens doppelt so lange gebraucht, um die gleiche Qualität zu erreichen.
Auch die PETG Teile waren problemlos zu drucken. Kalibrieren musste ich nicht viel, da die Retraction Einstellungen im Prinzip identisch sind und nur die Drucktemperatur angepasst werden musste. Die Druckbett-Haftung war wie erwartet auch hier hervorragend.
Creality K1 vs. K1 Max

Preis prüfen bei:
Die neue Flagship Serie von Creality kommt in zwei Größen. Der größere von beiden ist der K1 Max*. Er ist aber nicht nur größer, er hat auch noch ein paar weitere Features.
Besonders die eingebaute Kamera und das LiDAR-System ergänzen den K1 Max. Damit erkennt er automatisch, ob der Druck fehlgeschlagen ist oder einwandfrei läuft.
Hier ist eine Übersicht der Eigenschaften des normalen K1 und des K1 Max:
| Creality K1 | Creality K1 Max | |
|---|---|---|
| Druckvolumen | 220 × 220 × 250 mm (≈ 12 Liter) | 300 × 300 × 300 mm (≈ 27 Liter) |
| Max. Hotend Temperatur | 300 °C | 300 °C |
| Max. Druckbett Temperatur | 100 °C | 120 °C |
| Extruder | Direct Drive | Direct Drive |
| Druckgeschwindigkeit | ≤ 600 mm/s | ≤ 600 mm/s |
| Beschleunigung | ≤ 20000 mm/s² | ≤ 20000 mm/s² |
| Anzeige | 4,3-Zoll Farb-Touchscreen | 4,3-Zoll Farb-Touchscreen |
| Druckbett | PC-beschichteter Federstahl | PEI-beschichteter Federstahl |
| Nivellierung | Komplett automatisch | Komplett automatisch |
| AI-Kamera | Nein | Ja |
| AI-LiDAR | Nein | Ja |
| Luftreiniger | Nein | Ja |
| Filament Sensor | Ja | Ja |
| Resume Print | Ja | Ja |
Lohnt sich der Creality K1?
In meinen Augen ist der Creality K1* einer der besten 3D-Drucker der letzten Jahre. Er ist aber nicht nur ein „One Trick Pony„, das ausschließlich mit speziellem Filament hohe Geschwindigkeiten erzielen kann. Ich habe gezeigt, dass dies auch mit normalem Filament möglich ist.
Neben der hohen Geschwindigkeit sind natürlich auch alle anderen Eigenschaften Spitzenklasse und setzen neue Maßstäbe am 3D-Drucker-Markt!
Preis prüfen bei:
Falls du an dem Gerät interessiert bist, würde ich mich freuen, wenn du es über meine Links kaufen würdest. Ich bekomme dann einen kleinen Teil des Kaufpreises als Provision, ohne dass es für dich teurer wird. Das Gerät habe ich gestellt bekommen, was meine Beurteilung aber in keinerlei Hinsicht beeinflusst hat.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.

Sehr Interessanter bericht , habe es genossen, ich habe mir den K1 selbst bestellt und er soll in ein paar Tagen kommen , was mir allerdings noch unklar ist wie ich den Drucker mit CURA Slicer verwenden kann , klar neues Druckerprfil erstellen ist kein Problem aber ausser den Druckbettabmessungen habe ich nicht vielk gefunden , wie kann ich den K1 in Cura oder prusa einbinden und dort alle berechnungen durchführen lassen? Ich habe mir den Drucker nicht wegen dem Tempo bestellt sondern wegen geschlossen,großes Display,300° hotend,Druckbettemperatur usw. welche parameter brauche ich ausser der Druckbettgröße und des z Parameters? Mfg Reiner