
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Anycubic Vyper* ist ein sehr beliebter FDM 3D-Drucker mit Bowden Extruder und vielen nützlichen Features, die die Druckqualität verbessern. Um eine perfekte Druckqualität zu bekommen, müssen die Einstellungen in Cura stimmen und bestenfalls kalibriert werden.
Es gibt einen vorgefertigtes Cura Profil für den Anycubic Vyper. Die enthaltenden Einstellungen sind ein guter Startpunkt für PLA, erzeugen jedoch ohne Kalibrierung keine perfekten Ergebnisse.
In diesem Artikel zeige ich dir meine Cura Einstellungen für den Anycubic Vyper und wie du die wichtigsten davon kalibrierst, um perfekte Ergebnisse zu erzielen.
Seit der Veröffentlichung des Anycubic Vyper, produziert mein Exemplar regelmäßig detaillierte Objekte aus verschiedensten Filamenten für mich. Die in diesem Artikel genannten Einstellungen entspringen also aus vielen Tests, sorgfältiger Kalibrierung und Langzeiterfahrung.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 200-210 °C | 245-255 °C | 210-225 °C | 230-235 °C |
| Druckbett Temperatur | 60 °C | 90 °C | 60 °C | 60 °C |
| Druckgeschwindigkeit | 60 mm/s | 60 mm/s | 30 mm/s | 55 mm/s |
| Retraction | 5,5-6,5 mm bei 25 mm/s | 5-5,5 mm bei 25 mm/s | 5-7 mm bei 20 mm/s | 5-6 mm bei 30 mm/s |
| Kühlung | 100% | 0% + Gehäuse | 100% | 50-100% |
Table of Contents:
Ein Profil für den Anycubic Vyper in Cura Erstellen
Einen 3D-Drucker Profil in Cura besteht aus den Maschineneinstellungen und den Druckeinstellungen. Da es den Anycubic Vyper schon eine Weile gibt, gibt es ein passendes Profil für ihn in Cura.
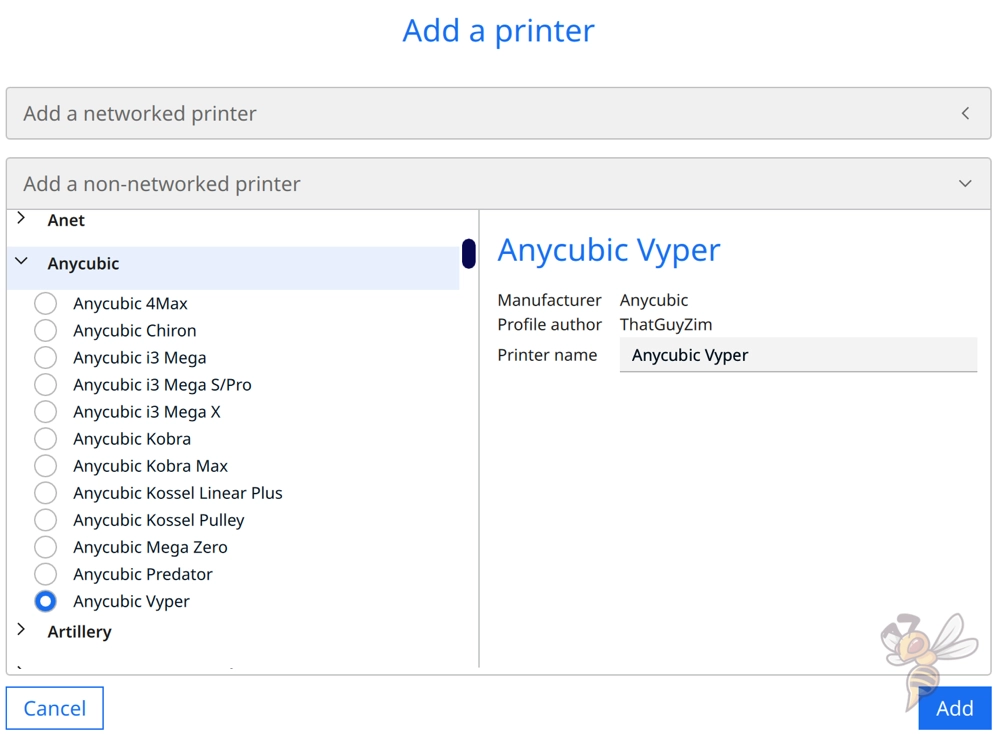
Um dieses Profil zu laden, gehst du in der Menüleiste von Cura auf Einstellungen, Drucker und dann auf Drucker hinzufügen. Es öffnet sich ein Fenster, in dem du aus den 3D-Druckern verschiedener Hersteller auswählen kannst. Hier erscheinen einige Zeit nach der Veröffentlichung eines 3D-Druckers passende Profile, die einen schnellen Start für weitere Optimierungen bieten.
Nach dem Hinzufügen des Anycubic Vyper generiert Cura automatisch die Profile und die Maschineneinstellungen.
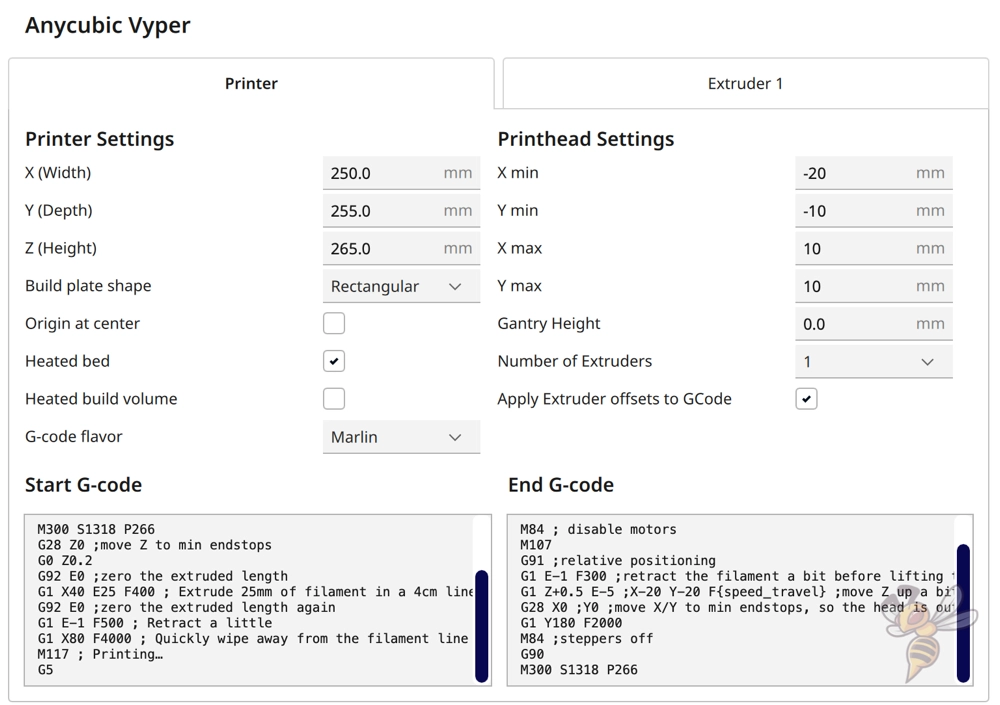
Im Profil des Anycubic Vyper sind die Maschineneinstellungen mit den Dimensionen des 3D-Druckers und die G-Code-Schnipsel für den Start und das Ende eines Drucks vordefiniert.
Hier musst du nichts verändern, da die Einstellungen für jeden Anycubic Vyper gleich sind. Nur wenn du eine Nozzle mit einem anderen Durchmesser verwendest, musst du dies auf der zweiten Seite der Maschineneinstellungen eingeben.
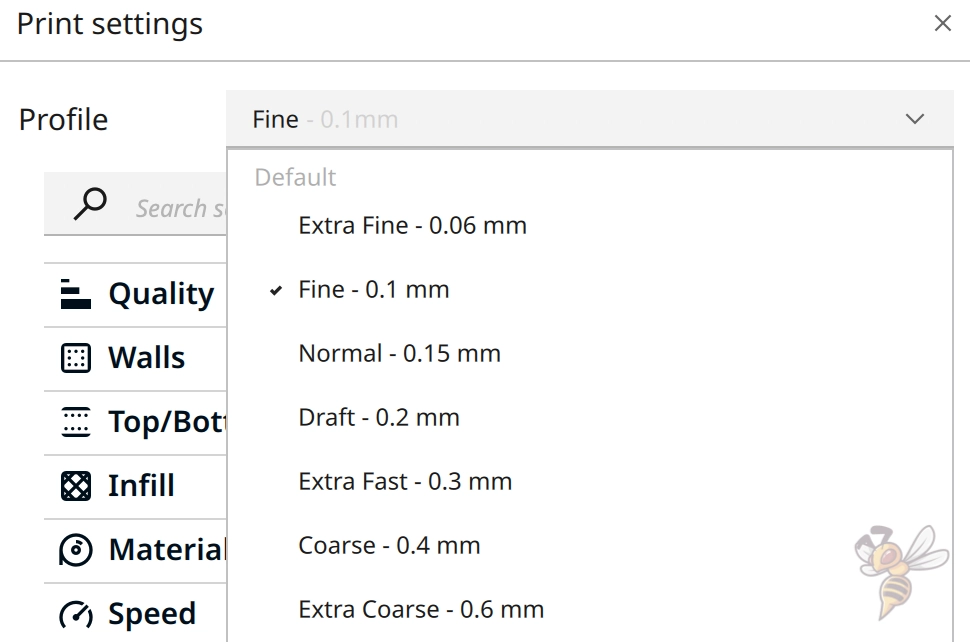
Neben den Maschineneinstellungen erstellt Cura auch automatisch sieben Druckprofile mit Einstellungen für verschiedene Schichthöhen. Die enthaltenen Einstellungen sind sehr allgemein gehalten und sollten auf die eigenen Bedürfnisse und das verwendete Filament angepasst werden.
Erstelle aus den voreingestellten Druckeinstellungen ein eigenes Profil, in dem du Anpassungen vornimmst und bestimmte Einstellungen kalibrierst. So hast du zur Not immer eine einfache Sicherungskopie der Standardwerte.
Die Druckeinstellungen, die Cura für den Anycubic Vyper generiert, sind ein guter Start für PLA Filamente. Da jeder 3D-Drucker jedoch etwas unterschiedlich ist und die Filamente der einzelnen Hersteller sich teilweise stark unterscheiden, musst du bestimmte Einstellungen kalibrieren.
Bevor wir uns die einzelnen Einstellungen und ihre Kalibrierung anschauen, zeige ich dir die Cura Einstellungen, die bei meinem Anycubic Vyper für die vier Standard-Filamente gute Ergebnisse liefern.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Anycubic Vyper für PLA:
- Drucktemperatur: 200-210 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 5,5-6,5 mm bei 25 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Auch wenn PLA Filament das einfachste Material im FDM 3D-Druck ist, müssen die Einstellungen richtig vorgenommen werden, damit gute Ergebnisse erzielt werden können.
Der Anycubic Vyper verfügt über ein Druckbett mit einer PEI Beschichtung. Diese Beschichtung ist besonders für PLA optimal. Die Druckbett–Haftung von PLA auf dem PEI Druckbett ist super, solange das Druckbett sauber und richtig nivelliert ist.
Daher musst du dir bei der Druckbett-Temperatur nicht viele Gedanken machen. 60 °C ist ein Wert, der für alle PLA Filamente, die ich bisher darauf gedruckt habe, eine ideale Haftung erzeugt.
Für die Drucktemperatur sind Werte zwischen 200 und 210 °C gute Ansatzpunkte für weitere Optimierungen. Die Drucktemperatur solltest du unbedingt kalibrieren. Wie du das bei deinem Anycubic Vyper machst, erfährst du weiter unten im Abschnitt über die Drucktemperatur.
Zwar ist PLA einfacher zu drucken als andere Filamente, trotzdem ist Stringing bei PLA ein häufiges Problem. Um diesen Druckfehler zu vermeiden, sind neben der richtigen Drucktemperatur auch passende Retraction Einstellungen notwendig. Die oben angegebenen Werte haben für mich bei den meisten PLA Filamenten zu guten Ergebnissen geführt.
TIPP: Wie du deinen 3D-Drucker kalibrieren kannst, um jedes Mal perfekte Ergebnisse zu bekommen, lernst du in meinem 3D-Druck Kurs: FDM 3D-Druck: Der umfassende Kurs von A bis Z
(Der Kurs vermittelt alles, was du für den FDM 3D Druck wissen musst, in über 60 Lektionen. Der Kurs bringt Anfängerin kürzester Zeit auf mein Level!)
ABS Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Anycubic Vyper für ABS:
- Drucktemperatur: 245-255 °C
- Druckbett-Temperatur: 90 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 5-5,5 mm bei 25 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Das Hotend des Anycubic Vyper erreicht Temperaturen von bis zu 260 °C und das Druckbett erreicht eine maximale Temperatur von 110 °C. Damit kann er auch ABS Filament verarbeiten.
ABS ist definitiv schwieriger zu drucken als PLA Filament. Dies liegt hauptsächlich daran, dass ABS zu Warping neigt. Wenn dieses Filament sich während des Drucks zu schnell abgekühlt, schrumpft es. Dabei kann es sich vom Druckbett lösen, Risse erzeugen oder anderweitig Schaden nehmen.
Kleinere ABS Objekte kannst du mit dem Anycubic Vyper einwandfrei mit einem Draft Shield drucken. Dies ist eine dünne Wand, die um das Objekt herum gedruckt wird. Dadurch ist die Luft zwischen der Wand und dem Objekt durch die Wärme des Druckbetts wärmer als die Umgebungsluft und das Objekt wird vor kalten Luftzügen geschützt.
Für größere Objekte reicht dies aber meistens nicht aus. Falls du häufiger größere Objekte mit dem Anycubic Vyper aus ABS drucken möchtest, lohnt sich ein passendes 3D-Drucker-Zelt. Ich verwende dieses hier von Creality für viele meine 3D-Drucker, um ABS zu drucken. Auch für den Anycubic Vyper passt es ideal.
TPU Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Anycubic Vyper für TPU:
- Drucktemperatur: 210-225 °C
- Druckbett-Temperatur: 90 °C
- Druckgeschwindigkeit: 30 mm/s
- Einzug (Retraction): 5-7 mm bei 20 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Für TPU ist der Anycubic Vyper durch seinen Bowden Extruder nur bedingt geeignet. Zwar lassen sich mit ihm härtere TPU Filamente mit den richtigen Einstellungen fehlerfrei verarbeiten, meistens ist es jedoch schwierig bis unmöglich manche Druckfehler wie Stringing zu vermeiden.
Zwar ermöglicht der Bowden Extruder bei starren Filamenten eine höhere Druckgeschwindigkeit, bei flexiblen Filamenten reduziert er jedoch die Druckqualität. Das flexible Filament kann auf dem Weg vom Extruder zur Nozzle im PTFE-Schlauch nachgeben und so den Vorschub teilweise ausgleichen.
Falls du TPU mit dem Anycubic Vyper drucken möchtest, würde ich dir dazu raten, erst einmal mit härteren Varianten zu starten. Außerdem ist es hier notwendig, die Retraction zu kalibrieren. Die oben angegebenen Werte sind relativ ungenau, da sie sich teilweise stark zwischen verschiedenen TPU Filamenten unterscheiden.
PETG Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Anycubic Vyper für PETG:
- Drucktemperatur: 230-235 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 55 mm/s
- Einzug (Retraction): 5-6 mm bei 30 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG Filament eignet sich für Objekte mit einer mechanischen Anwendung und für den Außenbereich. Es ist stärker als PLA, ist jedoch auch schwieriger zu drucken. Mit den richtigen Einstellungen kann der Anycubic Vyper PETG jedoch einwandfrei verarbeiten.
PETG Filament neigt stark dazu, Fäden zu ziehen. Die richtige Drucktemperatur und die Einstellungen für die Retraction sind daher hier umso wichtiger. Die oben angegebenen Werte sind ein guter Start und sollten gute Ergebnisse liefern. Weiter unten erkläre ich dir, wie du diese Einstellungen optimieren und kalibrieren kannst, um perfekte Ergebnisse zu erzielen.
Es gibt bei PETG aber noch andere Schritte, die du einhalten solltest, um Stringing zu vermeiden. In diesem Artikel findest du sie im Detail erklärt: PETG Stringing | Hauptursachen und Beste Lösungen
Die Besten Cura Einstellungen für den Anycubic Vyper
Bisher haben wir uns die Standardeinstellungen für die vier beliebtesten Filamente im 3D-Druck angeschaut. Um die richtigen Werte für die einzelnen Einstellungen zu finden, gehen wir im Rest dieses Artikels im Detail auf sie ein.
Außerdem zeige ich dir, wie du die wichtigsten davon kalibrierst, damit du perfekte Ergebnisse ohne Druckfehler erzielen kannst.
Drucktemperatur
Die besten Drucktemperaturen für den Anycubic Vyper in Cura:
- PLA: 200-210 °C
- ABS: 245-255 °C
- TPU: 210-225 °C
- PETG: 230-235 °C
Die Drucktemperatur ist eine der wichtigsten Einstellungen in Cura, um mit dem Anycubic Vyper einwandfreie Drucke zu produzieren. Ist sie falsch eingestellt, kommt es zu diversen Druckfehlern.
Meiner Erfahrung nach ist die Temperatursteuerung des Anycubic Vyper sehr genau. Daher sollte es nicht lange dauern, bis du die richtige Temperatur für dein Filament gefunden hast. Ein Kalibrier-Durchgang sollte reichen.
Die oben angegebenen Werte sind lediglich Richtwerte. Auch wenn sie bei mir zu fehlerfreien Ergebnissen geführt haben, heißt das nicht, dass sie auch für dein Filament ideal sind. Du solltest die Drucktemperatur daher unbedingt kalibrieren.
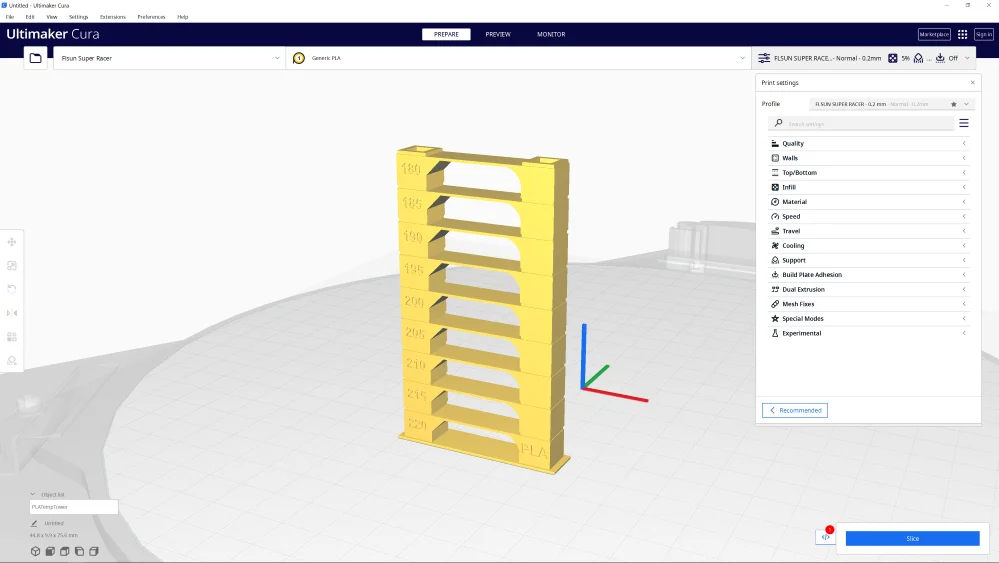
Da du schon Cura verwendest, kannst du auch direkt das Calibration Shapes Plugin installieren und verwenden. In diesem Plugin findest du einen Temperatur-Turm über die Menüleiste unter Erweiterungen.
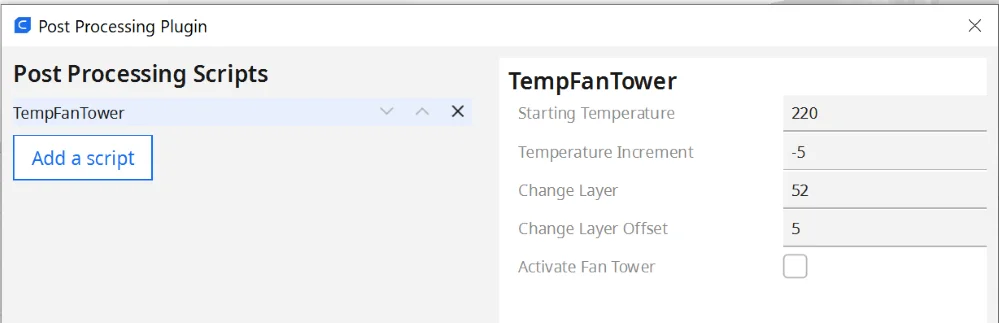
Über das passende Skript kannst du die Drucktemperatur Ebene für Ebene erhöhen. Sobald der Turm fertig gedruckt wurde, erkennst du sofort, bei welcher Temperatur das Filament am wenigsten Fehler produziert hat.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Anycubic Vyper in Cura:
- PLA: 60 °C
- ABS: 90 °C
- TPU: 60 °C
- PETG: 60 °C
Der Anycubic Vyper verfügt über ein Druckbett mit einer PEI Beschichtung. Für die meisten Filamente erzeugt diese Oberfläche eine ideale Haftung. Daher musst du bei der Druckbett-Temperatur nicht allzu viel herumexperimentieren, um passende Werte zu finden.
Bevor du die Druckbett-Temperatur höher als die oben angegebenen Werte einstellst, solltest du andere Maßnahmen zur Verbesserung der Haftung ergreifen. Dazu zählt vorwiegend die Reduzierung des z-Offsets und eine langsamere Druckgeschwindigkeit für die erste Schicht.
Alle Maßnahmen zur Verbesserung der Druckbett-Haftung sind in diesem Artikel im Detail erklärt: 3D-Druck haftet nicht am Bett: Alle Lösungen im Praxistest
Die Druckbett-Temperatur musst du also in den meisten Fällen nicht erhöhen. Bei zu hohen Werten riskierst du einen Elefantenfuß unten an deinem Objekt.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Anycubic Vyper in Cura:
- PLA: 60 mm/s
- ABS: 60 mm/s
- TPU: 30 mm/s
- PETG: 55 mm/s
Durch den Bowden Extruder kann der Anycubic Vyper relativ hohe Druckgeschwindigkeiten erreichen, ohne dabei Druckfehler zu produzieren. Die oben angegebenen Werte sind relativ typisch für FDM 3D-Drucker mit einem Bowden Extruder.
Wie du sicherlich bemerkt hast, muss TPU bei einer sehr geringen Druckgeschwindigkeit gedruckt werden. Dies liegt daran, dass das flexible Filament ansonsten kaum fehlerfrei gedruckt werden kann. Je schneller flexibles Filament mit einem Bowden Extruder gedruckt wird, desto mehr kann das flexible Filament die Bewegungen des Extruders ausgleichen.
Wenn du die Druckgeschwindigkeit höher einstellen möchtest, um Druckzeit zu sparen, solltest du eine Kalibrierung durchführen, um die optimale Druckgeschwindigkeit für deinen Anycubic Vyper zu ermitteln.
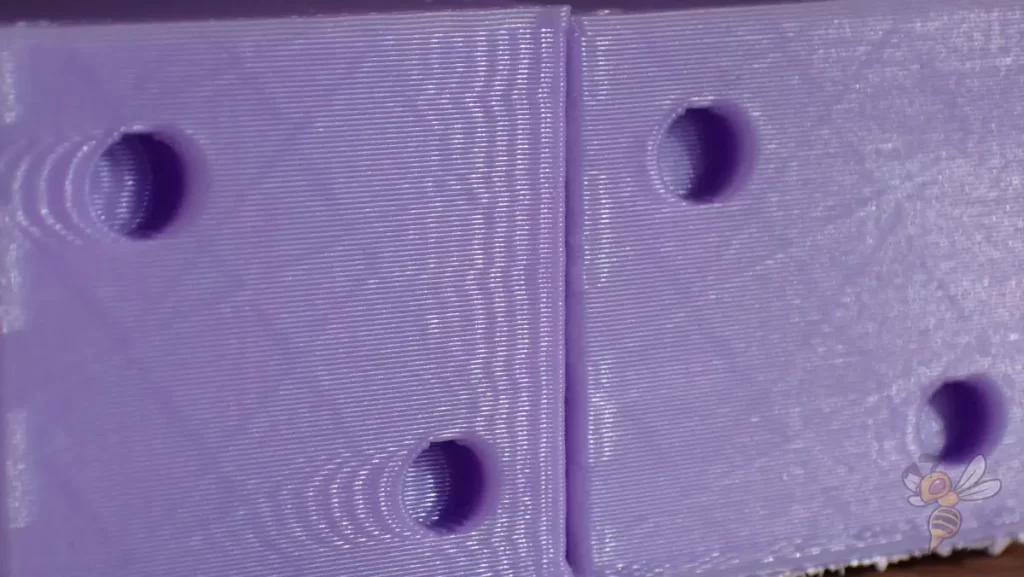
Wenn der Druckkopf des Anycubic Vyper zu schnelle Änderungen der Bewegungsrichtung vollführt, entstehen Vibrationen. Diese Vibrationen erzeugen Ringing oder Ghosting, sich wiederholende Echos von Oberflächendetails. Wenn du solche Druckfehler beobachtest, solltest du die Druckgeschwindigkeit in Cura verringern.
Um die Druckgeschwindigkeit zu kalibrieren, verwende ich gerne diesen Kalibrier-Würfel. Drucke diesen Würfel und erhöhe jedes Mal die Druckgeschwindigkeit, bis du diese Druckfehler bemerkst. Je nachdem wie tolerant dein Projekt für diesen Druckfehler ist, kannst du die Druckgeschwindigkeit teilweise stark erhöhen und viel Druckzeit sparen.
Schichthöhe
Die besten Schichthöhen für den Anycubic Vyper in Cura:
- Dekorative Objekte: 0,06-0,1 mm
- Standard: 0,15-0,20 mm
- Grobe, schnelle Drucke: 0,3-0,6 mm
Die Schichthöhe bestimmt, wie glatt die Oberfläche wird. Je kleiner die Schichthöhe ist, desto feiner wird die Oberfläche. Aber auch die Druckdauer wird von der Schichthöhe beeinflusst. Höhere Schichten führen zu einer kürzeren Druckdauer.
Nachdem du den Anycubic Vyper in Cura hinzugefügt hast, erzeugt Cura verschiedene Druckprofile mit unterschiedlichen Schichthöhen. Diese reichen von 0,06 bis 0,6 mm. Mit der 0,4 mm Nozzle kannst du Schichthöhen von 0,1 bis 0,4 mm zuverlässig drucken. Kleiner und größer ist zwar auch möglich, jedoch mit einem höheren Risiko für Druckfehler.
Für die meisten meiner Projekte verwende ich eine Schichthöhe von 0,1 mm in Cura mit dem Anycubic Vyper. Diese Schichthöhe eignet sich optimal für dekorative Objekte, aber auch für solche mit einem mechanischen Zweck. Bei kleineren Schichthöhen wird das Objekt stabiler. Falls ich jedoch nur ein Teil benötige, das geringe mechanische Anforderungen hat und nicht sichtbar ist, lohnen sich höhere Schichten durch die geringere Druckdauer.
Flussrate
Die beste Flussrate für den Anycubic Vyper in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Die Flussrate in Cura bestimmt, wie viel Filamente pro Sekunde extrudiert wird. Werte über 100% verbreitern die Linien, bei Werten unter 100% werden die Linien dünner.
Um die richtige Flussrate in Cura für deinen Anycubic Vyper zu finden, solltest du sie mit einem geeigneten Objekt kalibrieren. Ich nutze dafür immer einen Würfel ohne Infill und obere Schichten. Nach dem Druck kann ich dann mit einem Messschieber die Wanddicke mit dem theoretischen Wert in Cura vergleichen.

Wenn die tatsächliche Wanddicke zu breit ist, musst du die Flussrate verringern, und andersherum.
Du kannst mit dem diesem Rechner deine Werte eingeben und erhältst die ideale Flussrate. So sparst du dir mehrere Kalibrier-Durchgänge und solltest mit einem Würfel zu Ermittlung der richtigen Flussrate und einem Würfel zu Überprüfung der Ergebnisse auskommen.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den Anycubic Vyper in Cura:
- PLA: 5,5-6,5 mm bei 25 mm/s
- ABS: 5-5,5 mm bei 25 mm/s
- TPU: 5-7 mm bei 20 mm/s
- PETG: 5-6 mm bei 30 mm/s
Die Retraction bestimmt wie viel und wie schnell das Filament nach einer Extrusion zurück in die Nozzle gezogen wird. Dieser Vorgang stellt sicher, dass das Filament während extrusionslosen Bewegungen der Nozzle nicht unkontrolliert aus ihr herausfließt und Fäden zieht. Die richtigen Retraction Einstellungen verhindern also Stringing.
Die oben angegebenen Werte sind gute Startpunkte für die meisten Filamente, werden dir aber wahrscheinlich keine perfekten Ergebnisse liefern. Besonders die Retraction ist eine der Druckeinstellungen, die auf jeden Fall kalibriert werden sollte, um perfekte Ergebnis zu erzielen.
Bei der Kalibrierung der Retraction ist Stringing das Hauptmerkmal, das verringert werden muss. Dafür gibt es einige Kalibrier-Objekte.
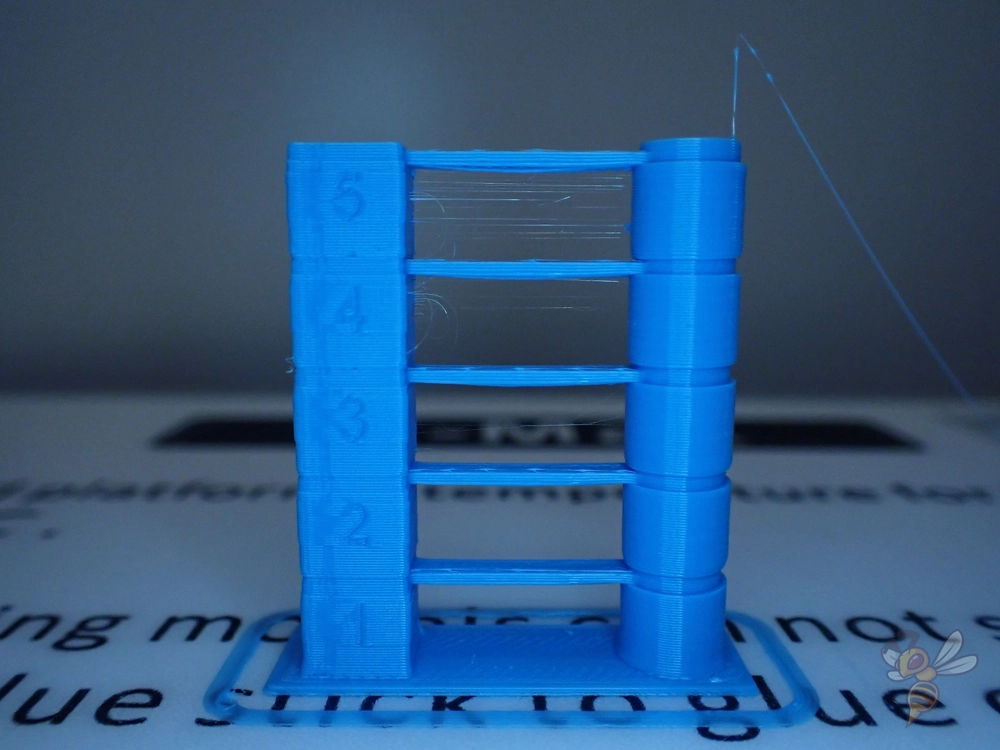
Im Calibration Shapes Plugin von Cura gibt es auch einen passenden Retraction-Turm. Du kannst hier die jeweiligen Einstellungen pro Ebene ändern und so den perfekten Wert innerhalb weniger Drucke finden.
Da die Einstellungen der Retraction aus hauptsächlich zwei wichtigen Einstellungen bestehen, wirst du wahrscheinlich mindestens zwei dieser Türme drucken müssen, um die perfekten Werte zu finden.
Infill
Die beste Infill Dichte für den Anycubic Vyper in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Das Filament im Inneren eines 3D-gedruckten Objektes wird Infill genannt. Der Infill bestimmt mit seiner Dichte und dem gedruckten Muster die Stabilität des Objektes. Je mehr Filamente im Inneren des Objektes ist, desto stabiler wird es. Aber auch der Filament-Verbrauch und die Druckdauer steigen ebenso.
Für dekorative Objekte sind also niedrige Infill Dichten ratsam, um Filament und Zeit zu sparen. Je höher die mechanischen Anforderungen an das Objekt sind, desto mehr Infill sollte eingestellt werden. Aber auch das Muster, mit dem das Filament im Inneren gedruckt wird, hat einen Einfluss auf die Stabilität.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagon
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim Anycubic Vyper:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte, um Druckbett-Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett-Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objektes oder 5-10 °C höher für eine bessere Druckbett-Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbett-Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett-Haftung)
- Raft/Brim/Skirt: Nicht nötig, da der Anycubic Vyper über ein PEI-Druckbett verfügt und durch den Start G-Code schon eine Linie am Rand des Druckbetts extrudiert.
Bei der ersten Schicht eines 3D-Drucks geht es hauptsächlich darum, eine gute Druckbett-Haftung herzustellen. Über die Einstellungen in Cura hast du einen großen Einfluss darauf.
Die oben angegebenen Einstellungen lassen das Filament langsamer abkühlen, wodurch das heiße Filament länger Zeit hat sich mit dem Druckbett zu verbinden. Besonders die Druckgeschwindigkeit der ersten Schicht ist eine der mächtigsten Stellschrauben für die Druckbett-Haftung.
Fazit
In diesem Artikel habe ich dir die besten Cura Einstellungen für den in Anycubic Vyper gezeigt. Die angegebenen Werte sollten dir für die jeweiligen Filamente gute Ergebnisse liefern. Wie du perfekte Ergebnisse durch eine Kalibrierung der wichtigsten Druckeinstellungen erreichst, hast du auch in diesem Artikel gelernt.
Viel Spaß beim 3D-Drucken mit deinem Anycubic Vyper!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
