
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Anycubic i3 Mega* zählt zu den beliebtesten FDM 3D-Druckern. Es gibt für ihn zwar ein relativ gutes Standardprofil in Cura, jedoch müssen diese Werte individuell auf den jeweiligen 3D-Drucker und das verwendete Filament abgestimmt werden. Nur dann kannst du mit dem i3 Mega perfekte Ergebnisse erzielen.
Nach dem Hinzufügen des Standardprofils für den Anycubic i3 Mega, müssen die wichtigsten Druckeinstellungen wie die Drucktemperatur, die Retraction und die Flussrate kalibriert werden, um Druckfehler zu vermeiden und die Druckqualität zu optimieren.
In diesem Artikel zeige ich dir die besten Cura Einstellungen für den Anycubic i3 Mega und wie du sie kalibrieren kannst. Wenn du den Anweisungen aus diesem Artikel folgst, wirst du perfekte Druckergebnisse bekommen.
Warum kannst du diesem Artikel vertrauen? Ich habe den Anycubic i3 Mega schon seit Jahren im Einsatz und drucke mit ihm regelmäßig Objekte, die ein hohes Maß an Genauigkeit verlangen. Während dieser Zeit habe ich sein Cura Profil und die jeweiligen Druckeinstellungen perfektioniert und teile sie nun mit dir.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 200-210 °C | 250-255 °C | 210-215 °C | 230-235 °C |
| Druckbett Temperatur | 60 °C | 90 °C | 60 °C | 60 °C |
| Druckgeschwindigkeit | 50 mm/s | 50 mm/s | 30 mm/s | 45 mm/s |
| Retraction | 5-6 mm bei 40 mm/s | 5-5,5 mm bei 40 mm/s | 4-7 mm bei 30 mm/s | 5-6 mm bei 50 mm/s |
| Kühlung | 100% | 0% + Gehäuse | 100% | 50-100% |

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Table of Contents:
Ein Profil für den Anycubic i3 Mega in Cura Erstellen
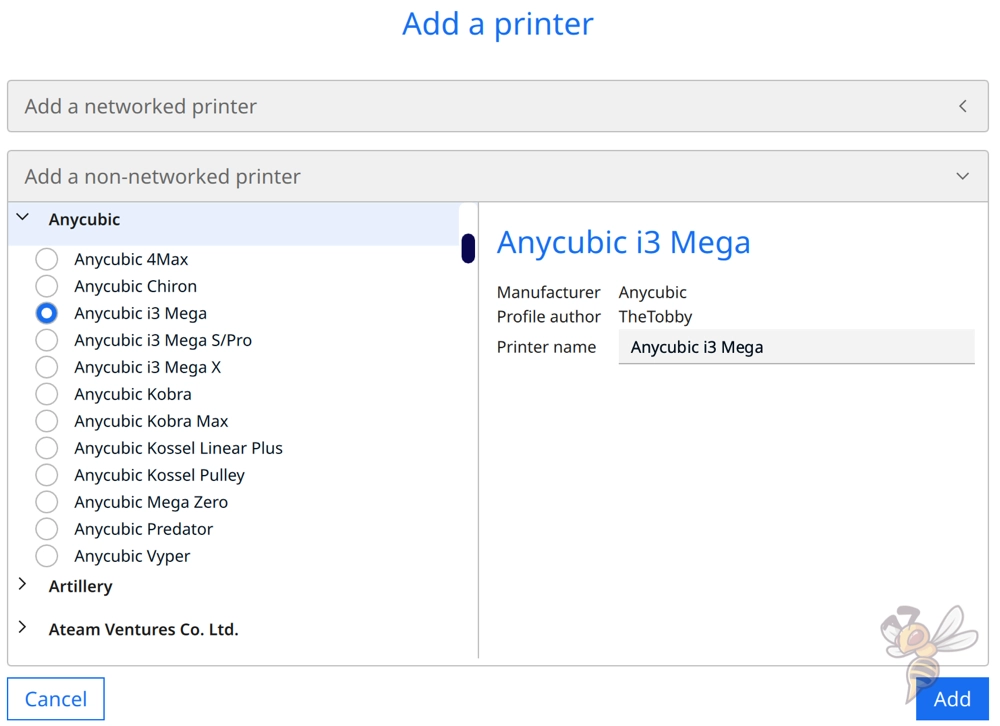
Das Profil für den Anycubic i3 Mega in Cura ist ein guter Ausgangspunkt für weitere Optimierungen der Druckeinstellungen. Um das Profil hinzuzufügen, gehst du in der Menüleiste auf „Einstellungen“, dann auf „Drucker“ und danach auf „Drucker hinzufügen“.
Es öffnet sich das oben abgebildete Fenster, in dem du aus verschiedenen Herstellern und deren 3D-Druckern auswählen kannst. Da es den Anycubic i3 Mega schon relativ lange gibt, ist auch ein passendes Profil für ihn vorhanden. Dies hat den Vorteil, die Maschineneinstellungen mit den Dimensionen des 3D-Druckers und die Start- und End-G-Codes schon vorhanden sind.
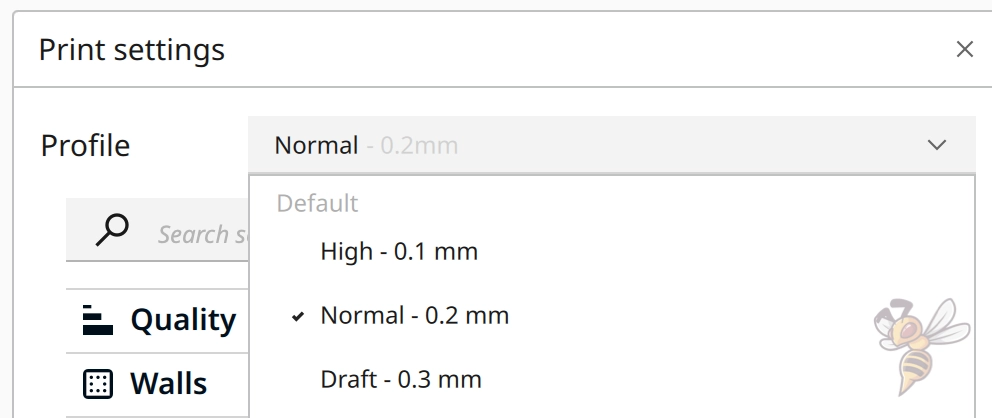
Nachdem du auf Hinzufügen gedrückt hast, erstellt Cura automatisch drei Profile für verschiedene Druckqualitäten. Es gibt ein Profil für eine hohe Qualität mit 0,1 mm, eine normale mit 0,2 mm und eine grobe mit 0,3 mm Schichthöhe. In diesen Profilen wird außerdem die Druckgeschwindigkeit der Qualität angepasst. Bei der groben Genauigkeit ist die Druckgeschwindigkeit etwas höher.
Um du die Druckeinstellungen für deinen 3D-Drucker zu optimieren, kannst du entweder eines dieser vorhandenen Profile anpassen oder ein neues erstellen.
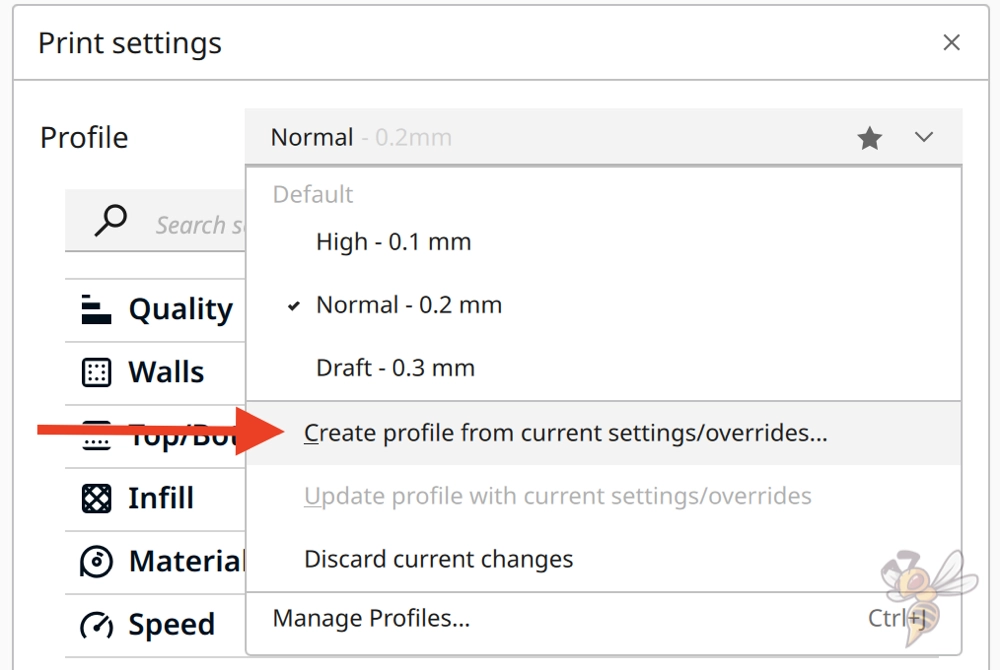
Ich würde dir empfehlen, eines der drei Standardprofile auszuwählen, es anzupassen und aus den neuen Einstellungen ein eigenes Profil zu erstellen. Falls du dich bei der Kalibrierung verzetteln solltest, kannst du so immer wieder zu den ursprünglichen Einstellungen zurückkehren.
Die Einstellungen in deinem Cura Profil hängen nicht nur von deinem 3D-Drucker, sondern auch vom Filament ab. Ich habe den Anycubic i3 Mega schon mit vielen Filamenten verwendet und gehe zuerst auf die jeweiligen Einstellungen für die vier Standard-Filamente ein. Danach schauen wir uns die Druckeinstellungen im Detail an und wie man sie kalibriert, um perfekte Ergebnisse zu bekommen.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Anycubic i3 Mega für PLA:
- Drucktemperatur: 200-210 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 5-6 mm bei 40 mm/s
- Kühlung: 100%
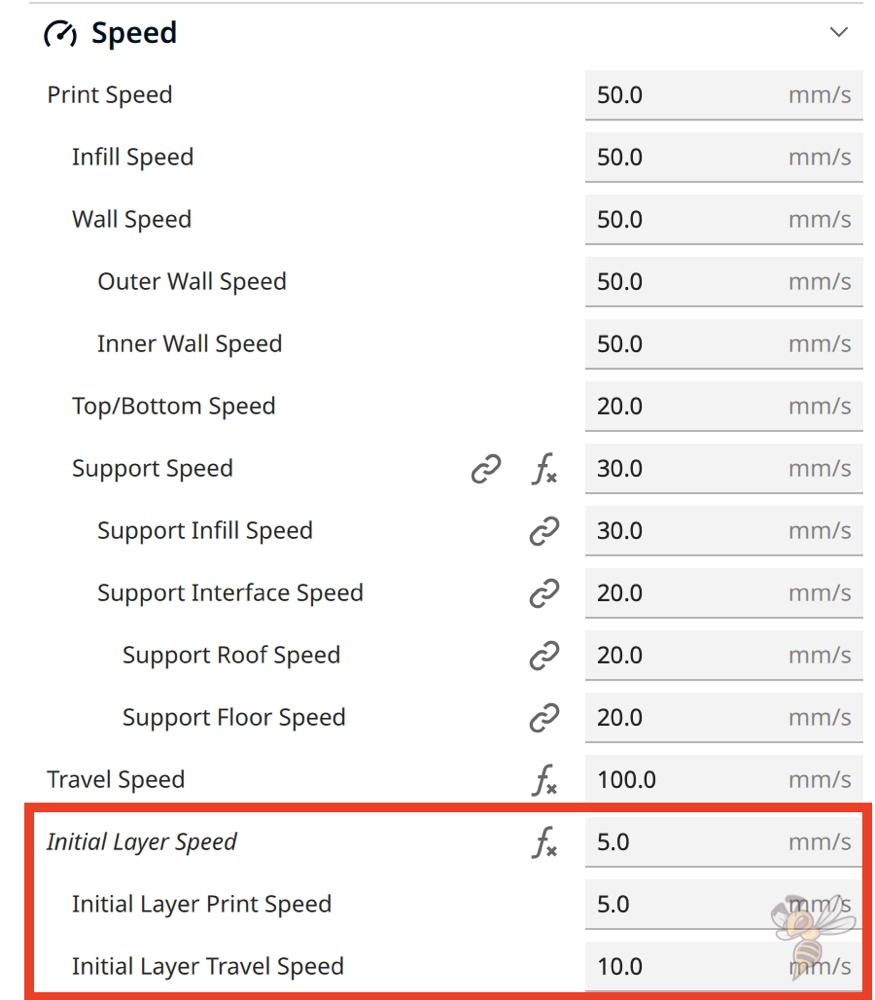
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Der Anycubic i3 Mega ist wie für PLA gemacht. Durch seinen Bowden Extruder ist der Druckkopf sehr leicht, wodurch eine hohe Druckgeschwindigkeit ohne Vibrationen erreicht werden kann. Dadurch ist die Wahrscheinlichkeit für Druckfehler bei normalen Druckgeschwindigkeit von 40 bis 60 mm/s sehr gering.
Trotzdem gibt es ein paar Dinge, auf die du achten solltest, wenn du mit dem i3 Mega PLA druckst. Neben der Drucktemperatur und der Retraction sind auch die Einstellungen für die erste Schicht wichtig, um eine gute Druckbett-Haftung zu erzeugen.
Je nachdem, was für ein PLA Filament du verwendest, sind Drucktemperaturen von 200 bis 210 °C ideal. Bei der Retraction hatte ich immer gute Ergebnisse mit 5 bis 6 mm Retraction Distanz bei einer Retraction Geschwindigkeit von 40 mm/s.
Sowohl die Drucktemperatur, als auch die Retraction solltest du aber unbedingt kalibrieren, um fehlerfreie Drucke zu erzeugen. Wie du dies tust, erfährst du bei den jeweiligen Einstellungen weiter unten in diesem Artikel.
Der i3 Mega verfügt über ein Glas Druckbett und erzeugt dadurch für die meisten Filamente eine relativ gute Haftung. Wenn du jedoch für die erste Schicht keine besonderen Einstellungen vornimmst, wirst du bei PLA manchmal Schwierigkeiten bekommen.
Daher solltest du unbedingt die Druckgeschwindigkeit für die erste Schicht stark reduzieren. Ich habe mit 5 bis 10 mm/s immer eine gute Druckbett-Haftung erzeugen können. Bei sehr filigranen ersten Schichten könntest du auch auf spezielle Klebstoffe wie Magigoo zurückgreifen.
ABS Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Anycubic i3 Mega für ABS:
- Drucktemperatur: 250-255 °C
- Druckbett-Temperatur: 90 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 5-5,5 mm bei 40 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Auch für ABS ist der Anycubic i3 Mega gut geeignet. Das Einzige, was ihm fehlt, ist ein geschlossenes Druckvolumen. ABS verzieht sich, wenn es zu schnell abkühlt. Dadurch kann es sich von Druckbett lösen oder verliert seine Maßgenauigkeit.
Um dieses Warping zu verhindern, kannst du bei kleinen Objekten einen Draft Shield drucken, um die Luft um das Objekt herum warmzuhalten. Bei größeren Objekten benötigst du jedoch ein passendes Gehäuse. Ich habe gute Erfahrungen mit diesem Zelt von Creality gemacht.
Ansonsten gilt bei ABS auch, dass du die Drucktemperatur und die Retraction auf das jeweilige Filament abstimmen musst, um fehlerfreie Ergebnisse zu erhalten.
Ebenso empfehle ich dir die Druckgeschwindigkeit stark zu reduzieren, um die Druckbett-Haftung zu verbessern. Je langsamer die Geschwindigkeit ist, desto länger bleibt das Filament heiß und fließt in die kleinen Vertiefungen des Druckbetts. Dadurch entsteht eine bessere Haftung.
Bei der Druckgeschwindigkeit solltest du mit 50 mm/s bei ABS gute Ergebnisse bekommen. Falls du diese Einstellung noch optimieren möchtest, solltest du sie in kleinen Schritten etwas verringern, und das Druckergebnis vergleichen.
TPU Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Anycubic i3 Mega für TPU:
- Drucktemperatur: 210-215 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 30 mm/s
- Einzug (Retraction): 4-7 mm bei 30 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
TPU ist ein flexibles Filament. Daher gelten hier andere Regeln als bei normalen starren Filamenten. Der Anycubic i3 Mega ist nicht gut für flexible Filamente geeignet, da er über einen Bowden Extruder verfügt.
Bei einem Bowden Extruder ist der Weg zwischen Extruder und Nozzle sehr lang. Das flexible Filament kann auf dem langen Weg die Bewegungen des Extruders teilweise kompensieren. Schiebt der Extruder das Filament nach vorn, kommt diese Bewegung also erst etwas später bei der Nozzle an. Dadurch verringert sich die Extrusions-Genauigkeit und Druckfehler entstehen.
Um trotzdem mit dem i3 Mega TPU zu drucken, kannst du versuchen, die Druckgeschwindigkeit stark zu verringern. Dadurch hat das flexible Filament länger Zeit, um die Bewegungen des Extruders bis ans andere Ende des Filaments an der Nozzle weiterzugeben. Ich konnte relativ gute Ergebnisse mit 30 mm/s erzielen.
Eine weitere kritische Einstellung ist die Retraction. Wie du oben bemerkt hast, ist die Spanne der Retraction Distanz relativ groß. Dies liegt daran, dass sich die Filamente auf dem Markt teilweise stark in ihrer Flexibilität unterscheiden. Es ist also unbedingt notwendig, die Retraction-Einstellungen zu kalibrieren, um erfolgreich mit TPU auf dem i3 Mega zu drucken.
PETG Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Anycubic i3 Mega für PETG:
- Drucktemperatur: 230-255 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 45 mm/s
- Einzug (Retraction): 5-6 mm bei 50 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Das Hotend des i3 Mega erreicht die nötigen Temperaturen für PETG. Dieses Filament ist besonders beliebt für mechanische Anwendungen oder Anwendungen im Außenbereich. Es ist einfacher zu drucken als ABS und stabiler als PLA.
Der große Nachteil an PETG ist jedoch, dass es stark zu Stringing neigt. Es ist daher notwendig, die Drucktemperatur und die Retraction sorgfältig zu kalibrieren. In diesem Artikel erfährst du mehr darüber, wie du diesen Druckfehler bei PETG vermeiden kannst: PETG Stringing | Hauptursachen und Beste Lösungen.
Auch bei der Kühlung ist PETG etwas speziell. Meiner Erfahrung nach muss die Kühlung bei manchen PETG-Sorten reduziert werden. Falls dein Objekt viele Überhänge aufweist, solltest du die Brückeneinstellungen in Cura aktivieren. Damit lässt sich unter anderem die Druckgeschwindigkeit und die Kühlung des Filament bei Überhängen separat einstellen.
Die Besten Cura Einstellungen für den Anycubic i3 Mega
Nach dem schnellen Überblick über die besten Einstellungen für die vier Standard-Filamente für den i3 Mega, schauen wir uns nun die einzelnen Druckeinstellungen im Detail an. Die wichtigsten davon solltest du kalibrieren, um perfekte Ergebnisse ohne Druckfehler zu bekommen.
Drucktemperatur
Die besten Drucktemperaturen für den Anycubic i3 Mega in Cura:
- PLA: 200-210 °C
- ABS: 250-255 °C
- TPU: 210-215 °C
- PETG: 230-235 °C
Die Drucktemperatur ist eine der wichtigsten Einstellungen im 3D-Druck. Wenn du sie zu hoch einstellst, kommt es zu Druckfehlern wie Stringing und wenn sie zu niedrig ist, treten Fehler durch Unter-Extrusion auf.
Die oben angegebenen Werte sind gute Ausgangspunkte für die jeweiligen Filamente. Es kann sein, dass du damit schon einwandfreie Ergebnisse erhältst. Perfekte Drucke ohne Fehler wirst du jedoch nur zuverlässig erreichen, wenn du die Drucktemperatur kalibrierst.
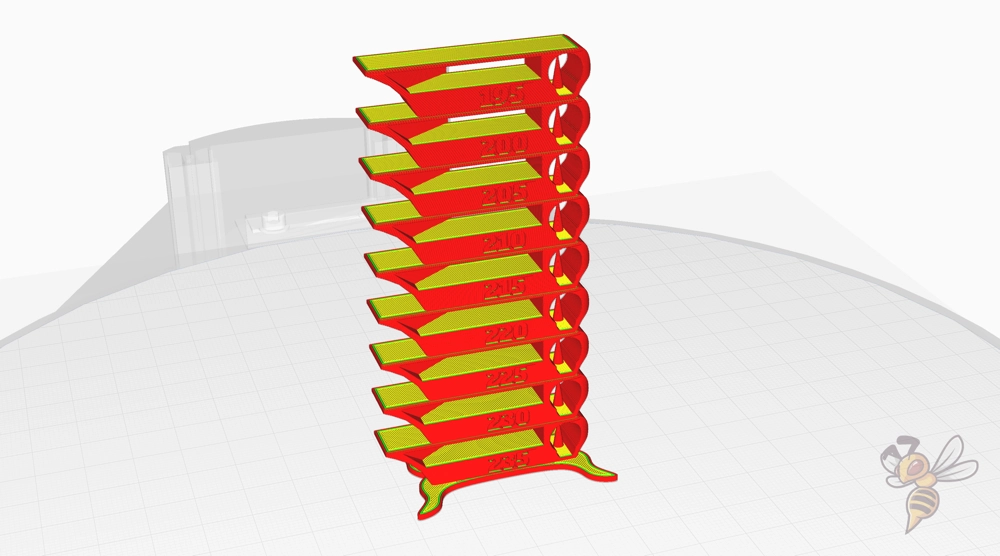
Um die Drucktemperatur zu kalibrieren, verwende ich am liebsten einen Temperatur-Turm. Du findest solche Objekte entweder auf einer der vielen Webseiten, auf denen du STL-Dateien bekommst (wie Thingiverse) oder im Calibration Shapes Plugin in Cura.
Ein solcher Temperatur-Turm besteht aus mehreren Ebenen, die bei unterschiedlichen Temperaturen gedruckt werden. Dadurch erkennst du schnell, welche Drucktemperatur sich für das jeweilige Filament am besten eignet.
Beim Wechsel auf ein Filament eines anderen Herstellers, solltest du immer eine Temperatur-Kalibrierung durchführen.
Damit du diesen Temperatur-Turm drucken kannst, benötigst du noch das passende Skript in Cura. Entweder verwendest du das Standard-Skript ChangeAtZ oder das TempFanTower-Skript aus dem Calibration Shapes Plugin. In beiden Skripts kannst du die Temperaturänderung pro Ebene einstellen.
Die Schrittweite von 5 °C ist für den Anfang gut. Falls du die Einstellungen wirklich perfektionieren möchtest, kannst du in einem zweiten Schritt die Schrittweite noch weiter verringern, um die zuvor ermittelte Temperatur noch weiter einzugrenzen.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Anycubic i3 Mega in Cura:
- PLA: 60 °C
- ABS: 90 °C
- TPU: 60 °C
- PETG: 60 °C
Das Druckbett des i3 Mega erreicht eine maximale Temperatur von 110 °C. Damit kannst du die meisten Filamente drucken und für sie eine ausreichende Haftung erzeugen. Zwar wird die Druckbett-Haftung immer besser, je höher die Temperatur eingestellt ist, jedoch erhöht sich damit auch die Wahrscheinlichkeit eines Elefantenfußes.
Bei einem Elefantenfuß sind die ersten Schichten des Objekts durch die hohe Druckbett-Temperatur zu weich und fließen nach außen. Der verbreitete Fuß des Objekts gibt diesem Druckfehler seinen Namen.
Die richtige Druckbett-Temperatur befindet sich also in dem Bereich, in dem die Druckbett-Haftung ausreichend ist und es noch nicht zu einem Elefantenfuß kommt. Manchmal ist dieser Bereich klein oder nicht existent, wenn die Druckbett-Haftung auf dem Glasbett des i3 Mega zu schlecht für das jeweilige Filament ist.
Um sowohl einen Elefantenfuß zu vermeiden als auch die Druckbett-Haftung zu erhöhen, gibt es jedoch einige Möglichkeiten beim i3 Mega. Der erste Ansatz ist, die Druckgeschwindigkeit der ersten Schicht stark zu verringern.
Danach kannst du noch weitere Einstellungen in Cura vornehmen, die das Filament langsamer auskühlen lassen. Dazu gehört eine größere Schichthöhe und Linienbreite der ersten Schicht.
Falls du Probleme mit der Druckbett–Haftung haben solltest, findest du in diesem Artikel alle Maßnahmen, die die Haftung verbessern: 3D-Druck haftet nicht am Bett: Alle Lösungen im Praxistest
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Anycubic i3 Mega in Cura:
- PLA: 50 mm/s
- ABS: 50 mm/s
- TPU: 30 mm/s
- PETG: 45 mm/s
Mit dem Anycubic i3 Mega kannst du für FDM 3D-Drucker normale Druckgeschwindigkeiten von 40 bis 60 mm/s erreichen. Der verbaute Druckkopf mit dem Bowden Extruder ist relativ leicht, wodurch er bei diesen Druckgeschwindigkeiten sehr wenig Vibrationen erzeugt.
Solche Vibrationen können sich bei hohen Druckgeschwindigkeiten verstärken und Druckfehler wie Ringing oder Ghosting auslösen. Die oben angegebenen Werte sind gute Richtwerte für die jeweiligen Filamente, bei denen diese Druckfehler nicht auftauchen.
Du kannst aber auch versuchen, die Druckgeschwindigkeit zu optimieren. Bei der Kalibrierung der Druckgeschwindigkeit geht es darum, sie so weit zu erhöhen, bis du die entstehenden Druckfehler nicht mehr für dein Projekt tolerieren kannst.
Ich verwende dafür einen passenden Ringing-Test. Hier ist ein Link zum Objekt. Bei diesem Würfel entstehen Echos der Oberflächendetails bei zu hohen Druckgeschwindigkeiten. Die Vibrationen des Druckkopfes bei den zu schnellen Änderungen der Bewegungsrichtung zeichnen sich eins zu eins auf das Objekt ab.
Es gibt keine harte Grenze, ab der diese Druckfehler auftauchen. Du musst für dich bestimmen, wie stark dieser Druckfehler bei deinem Projekt sein darf. Falls du ihn komplett vermeiden möchtest, solltest du die Druckgeschwindigkeit auf die oben angegebenen Werte reduzieren.
Schichthöhe
Die besten Schichthöhen für den Anycubic i3 Mega in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Welche Schichthöhe du mit dem i3 Mega drucken kannst, ist unabhängig von dem 3D-Drucker. Die möglichen Schichthöhen hängen vom Durchmesser der Nozzle ab.
Als Faustregel gilt, dass du Schichthöhen im Bereich von 25% bis 75% des Durchmessers der Nozzle drucken kannst. Wenn du höhere Schichten als oben angegeben drucken möchtest, benötigst du eine breitere Nozzle.
Der i3 Mega wird standardmäßig (wie die meisten anderen FDM 3D-Drucker auch) mit einer 0,4 mm Nozzle ausgeliefert. Du kannst aber auch eine Nozzle mit einem Durchmesser von 0,6 oder 0,8 mm wählen, um höhere Schichten zu drucken.
Welche Schichthöhe du wählst, hängt hauptsächlich vom Verwendungszweck deines Objekts ab. Wenn die Oberfläche so genau wie möglich gedruckt werden soll, solltest du eine kleinere Schichthöhe wählen. Wenn du Druckzeit sparen möchtest, kannst du die Schichthöhe vergrößern.
Flussrate
Die beste Flussrate für den Anycubic i3 Mega in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
In Cura hat die Flussrate einen Einfluss darauf, wie viel Filament pro Sekunde extrudiert wird. Je höher du sie einstellst, desto breiter werden die Linien. Der Zweck der Flussrate ist, die theoretisch eingestellt Linienbreite und die tatsächliche Linienbreite aufeinander abzustimmen.
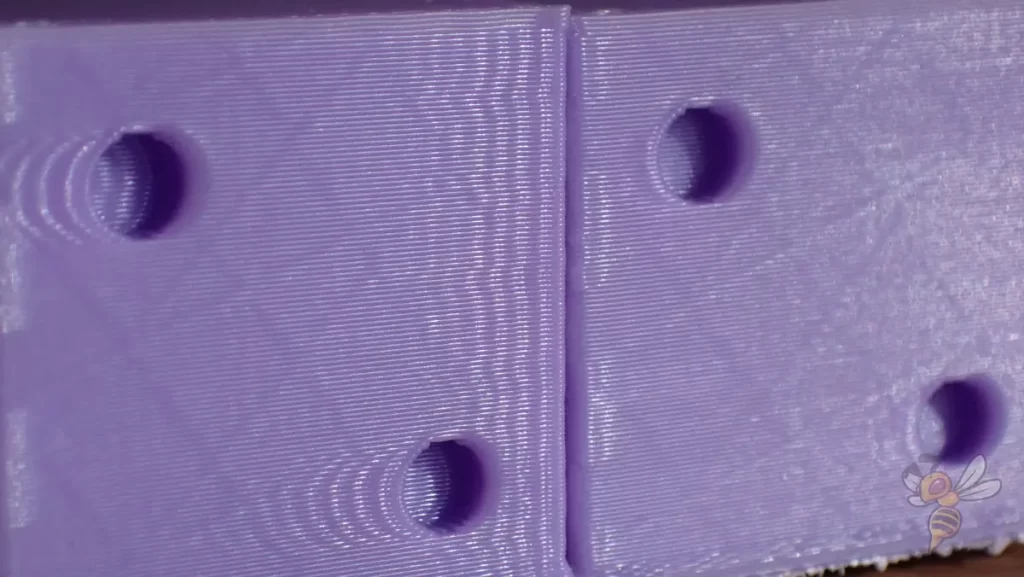
Normalerweise beträgt die Flussrate immer 100%. Die Flussrate gehört zu den Einstellungen, die du kalibrieren solltest, um perfekt Ergebnisse zu bekommen. Die Flussrate kannst du am einfachsten mit einem hohlen Würfel kalibrieren (Infill = 0%, obere Schichten =0).
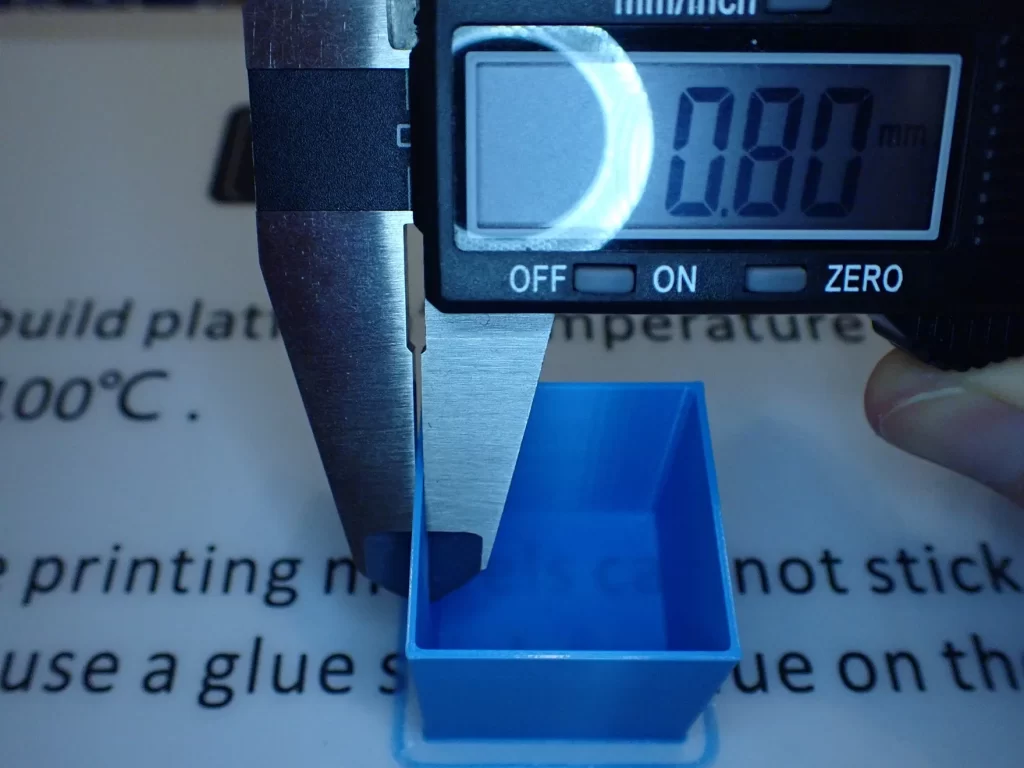
Nach dem Druck kannst du mit einem Messschieber die Wanddicke messen. Sie ist ein Produkt aus der Linienbreite und der Anzahl der Wandlinien. Wenn der gemessene Wert dem theoretischen entspricht, musst du die Flussrate nicht anpassen. Wenn die tatsächliche Wanddicke zu hoch ist, musst du die Flussrate verringern, und andersherum.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den Anycubic i3 Mega in Cura:
- PLA: 5-6 bei 40 mm/s
- ABS: 5-5,5 bei 40 mm/s
- TPU: 4-7 bei 30 mm/s
- PETG: 5-6 bei 50 mm/s
Neben der Drucktemperatur ist die Retraction die wichtigste Druckeinstellung. Die beiden Einstellungen haben den größten Effekt auf das Druckergebnis. Besonders die Retraction ist sehr abhängig vom verwendeten 3D-Drucker und dem Filament.
Mit den oben angegebenen Werten wirst du wahrscheinlich keine perfekten Ergebnisse erzielen. Vielleicht hast du Glück und triffst bei PLA genau die richtige Einstellung. Zumindest bei den anderen Filamenten ist eine Kalibrierung der Retraction jedoch zwingend notwendig.
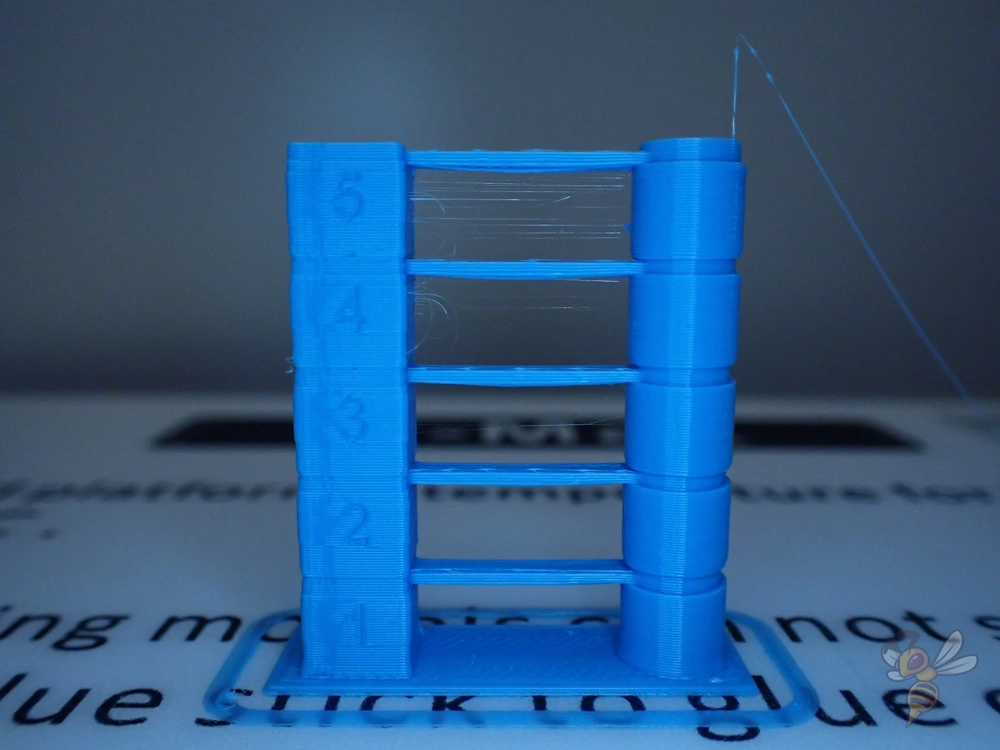
Ähnlich wie bei der Drucktemperatur gibt es auch für die Retraction Kalibrier-Türme. Auch hier änderst du die Einstellungen für die Retraction pro Schicht, um mit einem Druck gleich mehrere Einstellungen zu testen.
Bei dir Retraction sind vorwiegend die Retraction Distanz und die Retraction Geschwindigkeit wichtig. Zwar gibt es noch viele weitere Einstellungen für die Retraction, diese beiden haben aber den größten Einfluss auf die Druckqualität.
Um dich schnell dem perfekten Wert zu nähern, kannst du die oben angegebenen Werte als Startpunkt verwenden und von da aus in kleinen Schritten optimieren. Denke daran, dass du immer nur eine der beiden Einstellungen veränderst und die Resultate bewertest. Ansonsten weißt du nicht, welche Änderung zum produzierten Ergebnis geführt hat.
Infill
Die beste Infill Dichte für den Anycubic i3 Mega in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Wie hoch du die Dichte im Inneren deines Objekts einstellst, hängt davon ab, wie stabil es sein muss. Für dekorative Objekte benötigst du theoretisch gar keinen Infill. Bei solchen Objekten eignet sich der Vasenmodus oder das Blitz Infill Muster.
Sobald die Objekte stabiler sein sollen, solltest du die Dichte auf über 10% erhöhen. Bei Projekten mit einer technischen Anwendung sind Dichten von über 50% ratsam.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagon
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim Anycubic i3 Mega:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte, um Druckbett-Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett-Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett-Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbett-Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett-Haftung)
Falls du Probleme mit der Druckbett–Haftung haben solltest, sind die oben angegebenen Einstellungen ein guter Weg, um sie zu erhöhen. Jede dieser Einstellungen zielt darauf ab, das Filament auf dem Druckbett langsamer abkühlen zu lassen.
Je länger das Filament auf dem Druckbett heiß bleibt, desto besser kann es sich mit der Druckbett-Oberfläche verbinden.
Fazit
Mit den Cura Einstellungen für den Anycubic i3 Mega, die ich dir in diesem Artikel aufgelistet habe, solltest du gute Ergebnisse erzielen können.
Auch hast du gelernt, wie du durch eine Kalibrierung der wichtigsten Druckeinstellungen diese Cura Einstellungen optimieren kannst. Denke daran, diese Einstellungen immer neu zu kalibrieren, sobald du auf eine andere Filament-Sorte oder ein Filament eines anderen Herstellers umsteigst.
Viel Spaß beim 3D-Drucken mit deinem i3 Mega!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
