
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Sovol SV06 Plus verfügt über alle Features, um eine gute Druckqualität mit den meisten Filamenten zu erreichen. Sein Extruder hat eine hohe Genauigkeit und das Druckbett bietet eine optimale Haftung.
Jedoch kannst du nur fehlerfreier Ergebnisse erzielen, wenn du die richtigen Einstellungen in Cura vornimmst und diese idealerweise kalibrierst.
In diesem Artikel zeige ich dir die besten Cura Einstellungen für die vier Standard-Filamente. Außerdem erfährst du, wie du diese Einstellungen optimieren und kalibrieren kannst, um perfekte Ergebnisse ohne Druckfehler zu bekommen.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 195-205 °C | 235-240 °C | 210-220 °C | 225-245 °C |
| Druckbett-Temperatur | 60 °C | 90 °C | 60 °C | 65-75 °C |
| Druckgeschwindigkeit | 60 mm/s | 50 mm/s | 30 mm/s | 50-60 mm/s |
| Retraction | 0,5 mm bei 30 mm/s | 0,5 mm bei 25 mm/s | 0,5-1 mm bei 30 mm/s | 0,4-0,7 mm bei 30-40 mm/s |
| Kühlung | 100 % | 0% + Gehäuse | 100 % | 50-100 % |

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
Ein Profil für den Sovol SV06 Plus in Cura Erstellen
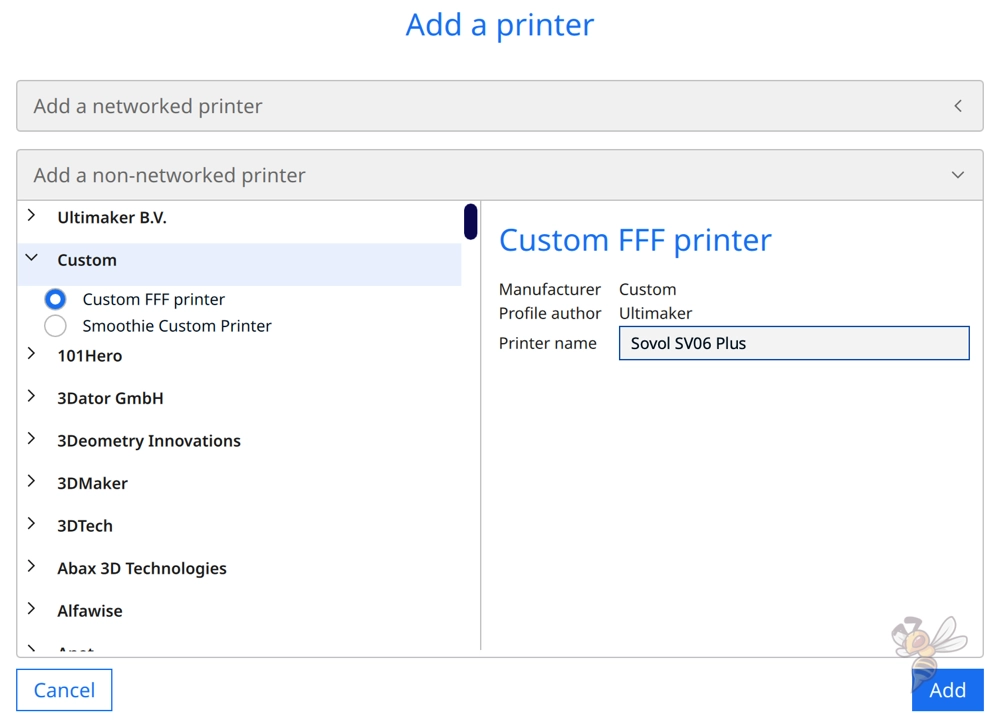
Um ein neues Profil für den Sovol SV06 Plus in Cura anzulegen, wähle „Custom FFF printer“ in der Auswahl der verschiedenen Hersteller und 3D-Drucker aus. Gebe als Namen Sovol SV06 Plus ein und drücke „Hinzufügen„.
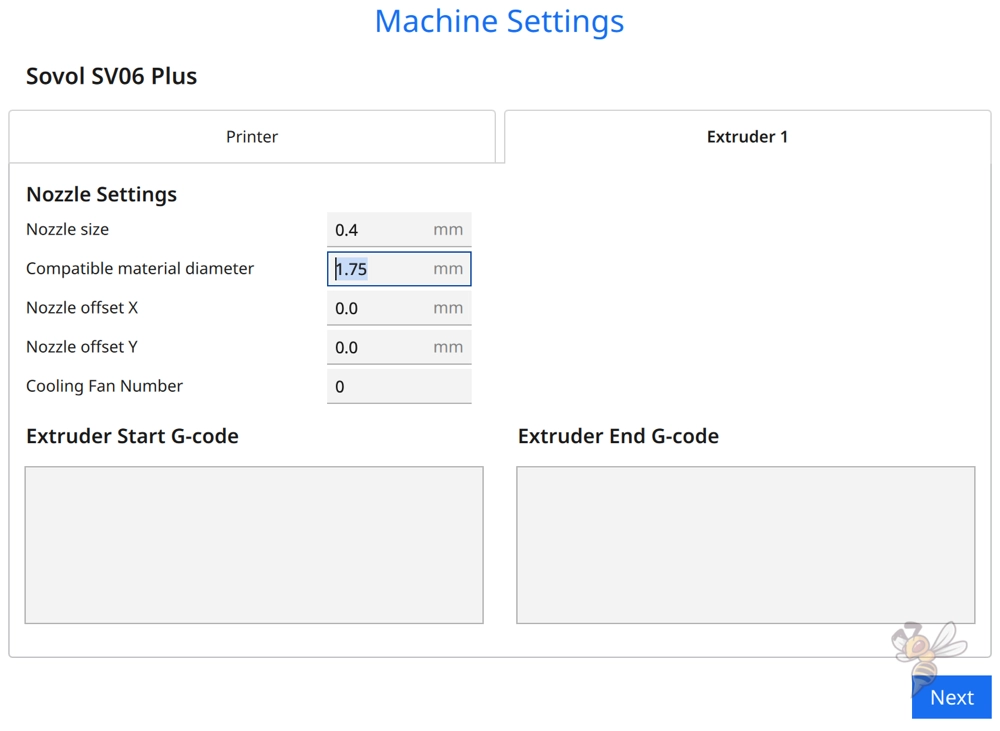
Im nächsten Schritt musst du die Maschineneinstellungen des 3D-Druckers spezifizieren. In den Maschineneinstellungen müssen die Dimensionen des Druckvolumens, des Druckkopfes und andere wichtige Parameter definiert werden.
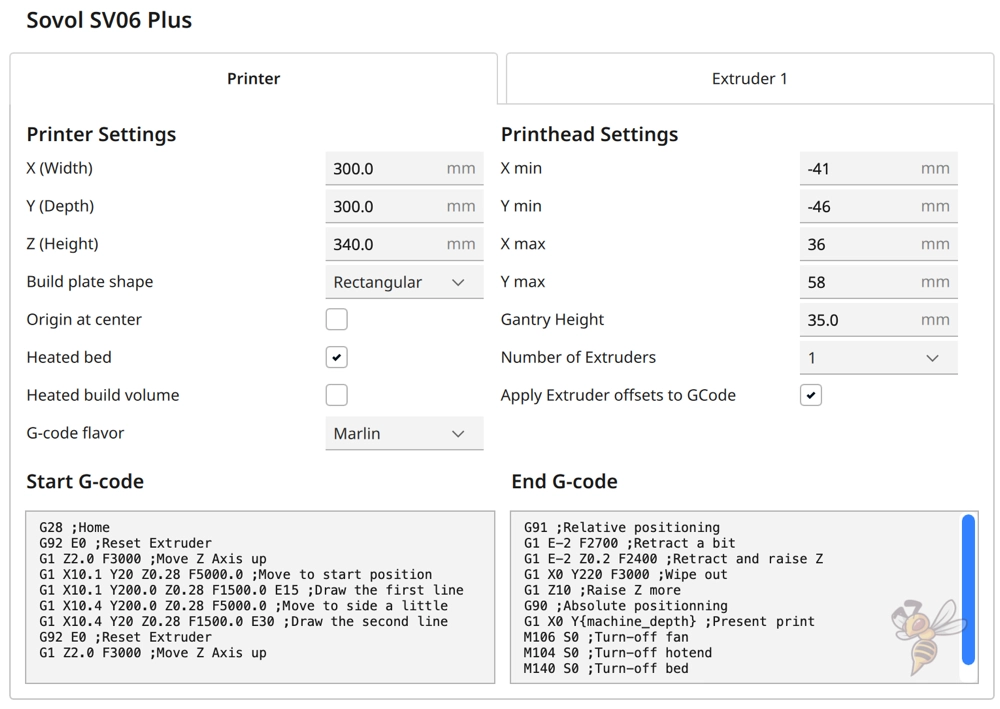
Die Druckkopf-Einstellungen sind wichtig, falls du mit der Druckreihenfolge Nacheinander drucken möchtest. Ansonsten kannst du diese Einstellungen ignorieren. Falls du dich dafür interessierst, kannst du entweder die oben angegebenen Werte verwenden oder den Druckkopf selbst ausmessen.
Ansonsten sind noch die G-Code-Schnipsel am Start und Ende jedes Drucks wichtig. Sie bestimmen, was der 3D-Drucker vor und nach jedem Objekt durchführt. Zum Beispiel werden die ermittelten Daten aus der automatischen Druckbett Nivellierung geladen und der Filament Fluss wird mit zwei kleinen Linien am Rand des Druckbetts angeregt (ähnlich wie bei einem Skirt, was du dann nicht mehr benötigst).
Hier ist der Start-G-Code für den Sovol SV06 Plus:
- G28 ;Home
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
- G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
- G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
- G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
- G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
Und hier ist der End-G-Code:
- G91 ;Relative positioning
- G1 E-2 F2700 ;Retract a bit
- G1 E-2 Z0.2 F2400 ;Retract and raise Z
- G1 X0 Y220 F3000 ;Wipe out
- G1 Z10 ;Raise Z more
- G90 ;Absolute positionning
- G1 X0 Y{machine_depth} ;Present print
- M106 S0 ;Turn-off fan
- M104 S0 ;Turn-off hotend
- M140 S0 ;Turn-off bed
- M84 X Y E ;Disable all steppers but Z
Sobald du diese Einstellungen vorgenommen hast, wird Cura mehrere Druckprofile mit unterschiedlichen Schichthöhen erstellen. Die Einstellungen darin sind relativ allgemein und solche Einstellungen, die vom verwendeten 3D-Drucker abhängen, sind nicht für den Sovol SV06 Plus geeignet und müssen angepasst werden. Welche das sind, erfährst du im weiteren Verlauf dieses Artikels.
Bevor wir uns die einzelnen Einstellungen anschauen und wie du sie optimieren kannst, zeige ich dir die besten Einstellungen in Cura für die vier Standard Filamente, die bei mir zu guten Ergebnissen geführt haben. Sie sind jedoch stark davon abhängig, welches Filament du verwendest, weshalb du unbedingt die Abschnitte weiter unten über die Kalibrierung lesen und anwenden solltest, falls du perfekte Ergebnisse erzielen möchtest.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Sovol SV06 Plus für PLA:
- Drucktemperatur: 195-205 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 0,5 mm bei 30 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Der Sovol SV06 Plus ist ideal dafür geeignet, PLA zu verarbeiten. Sein Extruder ist sehr genau und bietet eine hohe Druckqualität und das mit PEI beschichtete Druckbett erzeugt eine perfekte Haftung. Du wirst keine Schwierigkeiten haben, gute Ergebnisse mit PLA auf dem Sovol SV06 Plus zu bekommen.
Mit den oben angegebenen Werten solltest du schon recht gute Ergebnisse erzielen können. Je nachdem welches Filament von welchem Hersteller du verwendest, könntest du aber trotzdem Stringing oder andere Druckfehler entdecken.
Es ist daher wichtig auch bei PLA die Drucktemperatur und die Retraction zu kalibrieren. Wie du das tust, erfährst du weiter unten in diesem Artikel.
Was die Druckgeschwindigkeit angeht, habe ich bemerkt, dass du teilweise auch viel schneller, als 60 mm/s drucken kannst. Durch den leichten Druckkopf und die stabile Konstruktion erzeugt der Sovol SV06 Plus erst bei sehr hohen Druckgeschwindigkeiten störende Vibrationen.
Auch hier lohnt sich eine Kalibrierung, die im Prinzip daraus besteht, die Druckgeschwindigkeit so weit zu erhöhen bist du nicht mehr mit der Druckqualität zufrieden bist.
ABS Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Sovol SV06 Plus für ABS:
- Drucktemperatur: 235-240 °C
- Druckbett-Temperatur: 90 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 0,5 mm bei 25 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS ist deutlich schwieriger zu drucken als PLA. Das liegt hauptsächlich daran, dass sich ABS beim Abkühlen zusammenzieht. Wenn es dies unkontrolliert während des Drucks macht, kann es sich von dem Druckbett lösen, Risse erzeugen oder anderweitig verziehen.
Bei ABS Filament ist es daher wichtig, die Umgebungstemperatur warm und homogen zu halten, damit das fertige Objekt sich erst nach dem Druck langsam abkühlen kann.
Am besten kannst du dies mit einem Gehäuse machen. Der Sovol SV06 Plus verfügt nicht über einen solches geschlossenes Druckvolumen, du kannst es aber nachrüsten. Es gibt viele 3D-Drucker Zelte, die für ihn passen sollten. Ich habe gute Erfahrungen mit dem 3D-Drucker Zelt von Creality gemacht.
In meinem Test des Sovol SV06 Plus konnte ich aber auch kleinere Objekte aus ABS ohne Gehäuse mit einem Draft Shield drucken. Dabei bleibt die Umgebungsluft warm genug, damit es nicht zu Druckfehlern kommt. Nur bei größeren Objekten wird der Einsatz eines Draft Shield unpraktisch und nicht mehr effektiv genug.
TPU Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Sovol SV06 Plus für TPU:
- Drucktemperatur: 210-220 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 30 mm/s
- Einzug (Retraction): 0,5-1 mm bei 30 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Durch den sehr genauen Direct Drive Extruder ist der Sovol SV06 Plus auch hervorragend für flexible Filamente wie TPU geeignet. Flexibles Filament kann die Bewegungen des Extruders teilweise ausgleichen. Wäre die Strecke zwischen dem Extruder und der Nozzle zu lang (wie bei einem Bowden Extruder), würde die Extrusions-Genauigkeit leiden.
Da die Strecke zwischen Extruder und Nozzle hier aber sehr kurz ist, profitierst du von einer hohen Druckqualität auch mit flexiblen Filamenten. In meinen Tests konnte ich auch feststellen, dass die Druckbett-Haftung auf dem PEI Druckbett für TPU perfekt ist. Du benötigst also keine Hilfskonstruktionen, Klebstoffe oder andere Maßnahmen, um die Druckbett-Haftung zu erhöhen.
PETG Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Sovol SV06 Plus für PETG:
- Drucktemperatur: 225-245 °C
- Druckbett-Temperatur: 65-75 °C
- Druckgeschwindigkeit: 50-60 mm/s
- Einzug (Retraction): 0,4-0,7 mm bei 30-40 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Die größte Schwierigkeit bei PETG ist es, Stringing in den Griff zu bekommen. Besonders bei diesem Filament ist es daher wichtig, die Drucktemperatur und die Retraction zu kalibrieren.
Wie du vielleicht bemerkt hast, sind die oben angegebenen Einstellungen genau für diese beiden Druckparameter relativ grob angegeben. Dies liegt daran, dass sich PETG Filamente untereinander stark unterscheiden und durch ihre Empfindlichkeit dramatisch auf leicht veränderte Werte dieser Parameter reagieren.
Auch bei der Kühlung musst du etwas experimentieren, um die richtige Einstellung zu finden. Manche PETG-Filamente lassen sich, abgesehen von der ersten Schicht, gut mit einer vollen Kühlung drucken. Bei anderen musst du die Kühlung reduzieren im fehlerfreie Ergebnisse zu bekommen. Besonders wenn du Objekte mit Überhängen drucken möchtest, sind die Einstellungen für die Kühlung entscheidend für das Ergebnis.
Beste Cura Einstellungen für den Sovol SV06 Plus
Nachdem ich dir die Cura Einstellungen der vier Standard Filamente gezeigt habe, die bei mir zu guten Ergebnissen geführt haben, gehen wir nun im Detail auf die einzelnen Einstellungen ein.
Außerdem zeige ich dir bei den wichtigsten davon, wie du sie kalibrieren kannst. Eine Kalibrierung ist unbedingt nötig, wenn du das Beste aus deinem 3D-Drucker herausholen möchtest.
Falls du mehr über die Kalibrierung deines 3D-Druckers erfahren möchtest, solltest du in diesen Artikel hineinschauen: 3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Drucktemperatur
Die besten Drucktemperaturen für den Sovol SV06 Plus in Cura:
- PLA: 195-205 °C
- ABS: 235-240 °C
- TPU: 210-220 °C
- PETG: 225-245 °C
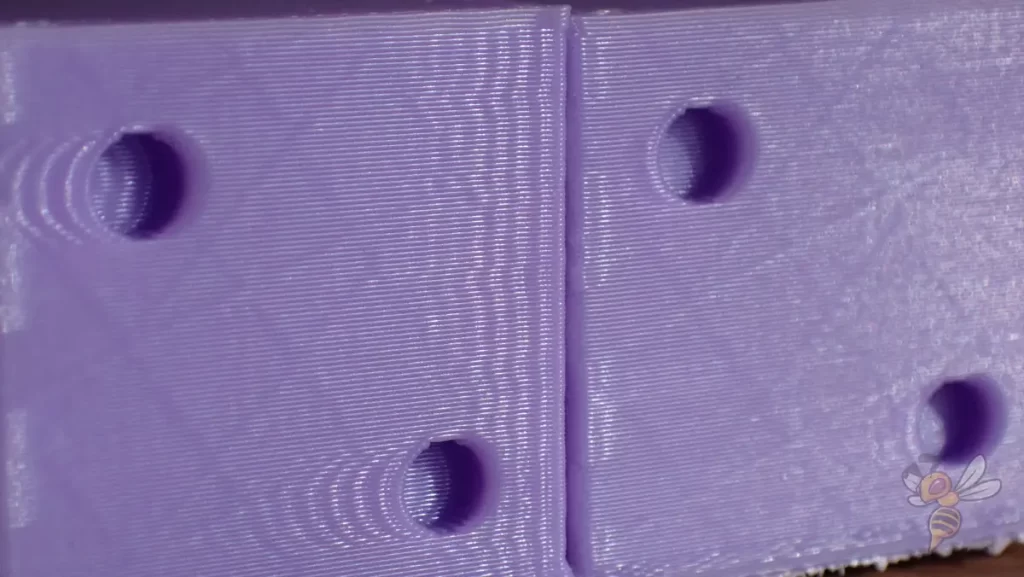
Eine falsch eingestellte Drucktemperatur kann zu vielen verschiedenen Druckfehlern führen. Wenn sie zu hoch ist, bekommst du Stringing und andere Phänomene einer Über-Extrusion. Wenn sie zu niedrig ist, könnte die Schichthaftung darunter leiden oder es bilden sich sogar Risse zwischen den einzelnen Schichten.
Der Sovol SV06 Plus kann eine maximale Drucktemperatur von 300 °C erreichen. Damit kannst du eine große Auswahl an Filamenten verarbeiten. Auch ist die Temperaturgenauigkeit des Extruders meiner Erfahrung nach relativ gut, wodurch es nicht allzu schwer sein sollte, die richtige Temperatur für deinen verwendetes Filament zu finden.
Eine Kalibrierung der Drucktemperatur ist definitiv sinnvoll. Ich führe eine Kalibrierung jedes Mal durch, wenn ich das Filament wechsle. Nur wenn ich das gleiche Filament desselben Herstellers noch einmal verwende, verzichte ich auf eine Kalibrierung. Es kommt selten vor, dass sich dieselbe Filament-Sorte zwischen zwei verschiedenen Chargen eines Herstellers so stark unterscheidet, dass eine erneute Kalibrierung notwendig wäre.
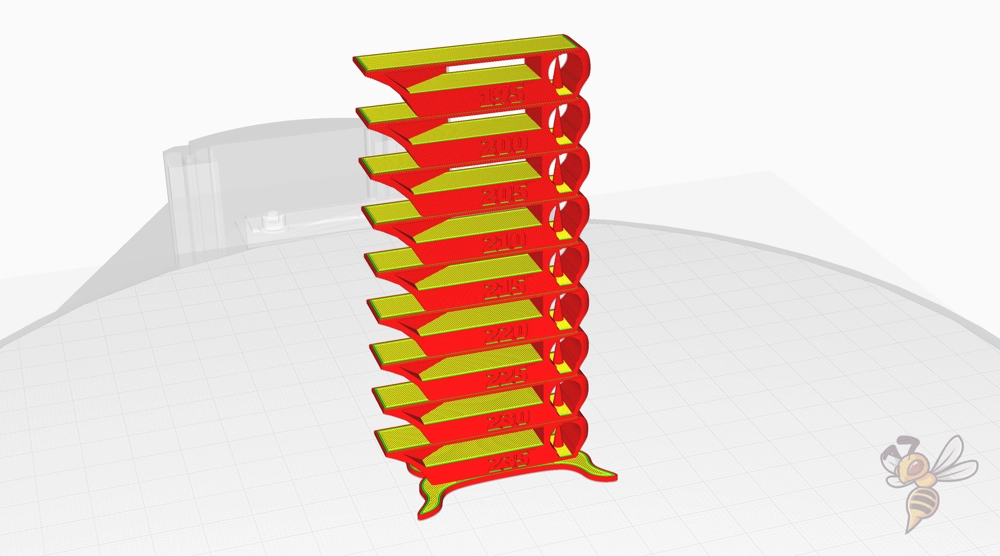
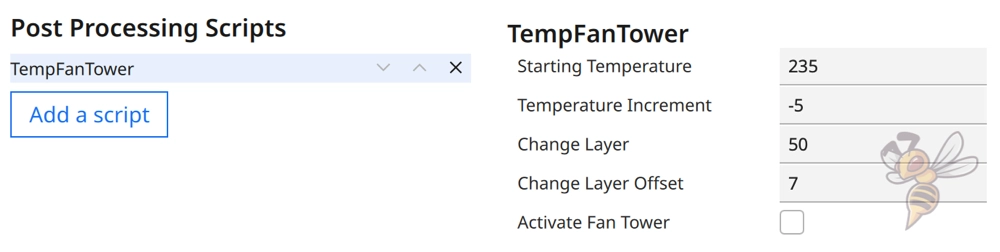
Am einfachsten kannst du die Drucktemperatur kalibrieren, indem du einen Temperatur-Turm druckst. Damit hast du innerhalb von einem Druck die richtige Temperatur gefunden.
Diese Kalibrier-Objekte bestehen aus mehreren Ebenen, die bei verschiedenen Drucktemperaturen gedruckt werden. Über ein passendes Skript kannst du in Cura die Drucktemperatur für die Ebenen unterschiedlich einstellen.
Nach dem Druck kannst du schnell feststellen, bei welcher Ebene und damit auch bei welcher Drucktemperatur die wenigsten Druckfehler aufgetreten sind.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Sovol SV06 Plus in Cura:
- PLA: 60 °C
- ABS: 90 °C
- TPU: 60 °C
- PETG: 65-75 °C
Je höher die Druckbett-Temperatur eingestellt ist, desto besser wird die Druckbett-Haftung. Ist sie aber zu hoch, entsteht ein Elefantenfuß, bei dem die erste Schicht oder die ersten Schichten zu weit nach außen fließen. Im Prinzip versuchst du die Druckbett-Temperatur daher so weit wie möglich zu reduzieren, bis du noch eine ausreichende Haftung hast.
Dank des PEI Druckbetts des Sovol SV06 Plus ist der Bereich, in dem du eine gute Druckbett-Haftung hast und noch keinen Elefantenfuß erzeugst, ziemlich groß. Es sollte also nicht allzu schwierig sein, die richtige Druckbett-Temperatur zu finden. Die oben angegebenen Werte sollten schon für die meisten Filamente ausreichen.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Sovol SV06 Plus in Cura:
- PLA: 60 mm/s
- ABS: 50 mm/s
- TPU: 30 mm/s
- PETG: 50-60 mm/s
Wie schnell ein 3D-Drucker drucken kann, hängt vorwiegend vom Gewicht des Druckkopfes und der Stabilität seiner Konstruktion ab. Je größer die Vibrationen sind, die durch eine zu hohe Druckgeschwindigkeit ausgelöst werden, desto stärker werden Druckfehler wie Ringing oder Ghosting.
Der Sovol SV06 Plus hat einen sehr leichten Druckkopf und auch eine stabile Konstruktion. Du kannst damit also relativ hohe Druckgeschwindigkeiten erzielen, ohne dabei Vibrationen zu erzeugen.
Die oben angegebenen Werte sind relativ konservativ gewählt, mit einer höchstmöglichen Druckqualität im Hinterkopf. Du kannst aber auch versuchen, die Druckgeschwindigkeit noch weiter zu erhöhen, bis du nicht mehr mit der Druckqualität zufrieden bist.
Bei der Kalibrierung der Druckgeschwindigkeit achtest du daher hauptsächlich darauf, ob die oben erwähnten Druckfehler auftauchen. Sie äußern sich in Echos von bestimmten Oberflächendetails. Je nachdem wie hoch deine Anforderungen an die Oberfläche sind, kannst du die Druckgeschwindigkeit daher noch viel höher einstellen, als oben angegeben.
Schichthöhe
Die besten Schichthöhen für den Sovol SV06 Plus in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Der Sovol SV06 Plus wird mit einer 0,4 mm Nozzle geliefert. Damit kannst du zuverlässig Schichthöhen von 0,1 bis 0,3 mm drucken. Natürlich kannst du auch kleinere oder größere Werte ausprobieren, meiner Erfahrung nach ist die Wahrscheinlichkeit für Druckfehler dann jedoch höher.
Je kleiner die Schichthöhe ist, desto feiner wird die Oberfläche. Hast du also höhere Anforderungen an die Oberfläche, solltest du eine kleinere Schichthöhe wählen. Ist die Oberflächengenauigkeit nicht wichtig und es geht ja hauptsächlich darum, schnell zu drucken, solltest du die Schichthöhe erhöhen. Dadurch sparst du dir viel Druckzeit.
Flussrate
Die beste Flussrate für den Sovol SV06 Plus in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Die Flussrate ist eine der Einstellungen, die du unbedingt kalibrieren solltest. In den meisten Fällen ist hier keine große Anpassung nötig. Manchmal verhindert aber auch genau die Kalibrierung der Flussrate diverse Druckfehler.
Die Flussrate bestimmt, wie viel Filament pro Sekunde extrudiert wird. Je höher die Flussrate ist, desto breiter werden die Linien.
Bei der Kalibrierung der Flussrate gleichst du den theoretischen Wert der Linienbreite aus Cura mit der tatsächlich gedruckten Linienbreite ab. Ist die gedruckte Linienbreite zu groß, musst du die Flussrate verringern und andersherum.
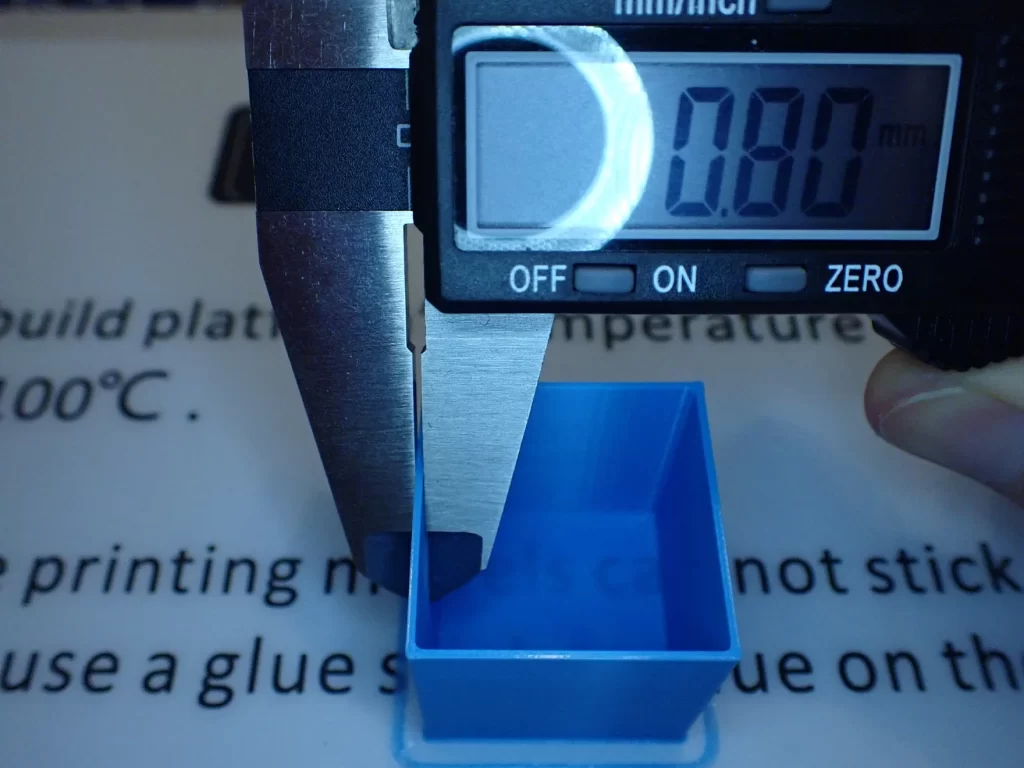
Ich kalibriere die Flussrate immer mit einem hohlen Würfel. Nach dem Druck kannst du die Wandstärke messen und sie mit dem Wert aus Cura vergleichen. Im obigen Beispiel beträgt die Wandstärke zweimal 0,4 mm, wobei 0,4 mm der Linienbreite entspricht.
Je nachdem, in welche Richtung und um wie viel der gemessene Wert vom theoretischen Wert in Cura abweicht, musst du die Flussrate dementsprechend anpassen.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den Sovol SV06 Plus in Cura:
- PLA: 0,5 mm bei 30 mm/s
- ABS: 0,5 mm bei 25 mm/s
- TPU: 0,5-1 mm bei 30 mm/s
- PETG: 0,4-0,7 mm bei 30-40 mm/s
Zwar kannst du mit den oben angegebenen Werten für die Retraction wahrscheinlich schon relativ gute Ergebnisse mit dem Sovol SV06 Plus erzielen, jedoch empfehle ich dir die Retraction in jedem Fall zu kalibrieren.
Viele Filamente reagieren stark auf suboptimale Retraction Einstellungen. Den ersten Druckfehler, den du bei falschen Retraction Einstellungen bemerken wirst, ist Stringing. Daher dreht sich die Kalibrierung dieser Einstellung auch genau darum, diesen Druckfehler zu minimieren oder ganz zu vermeiden.
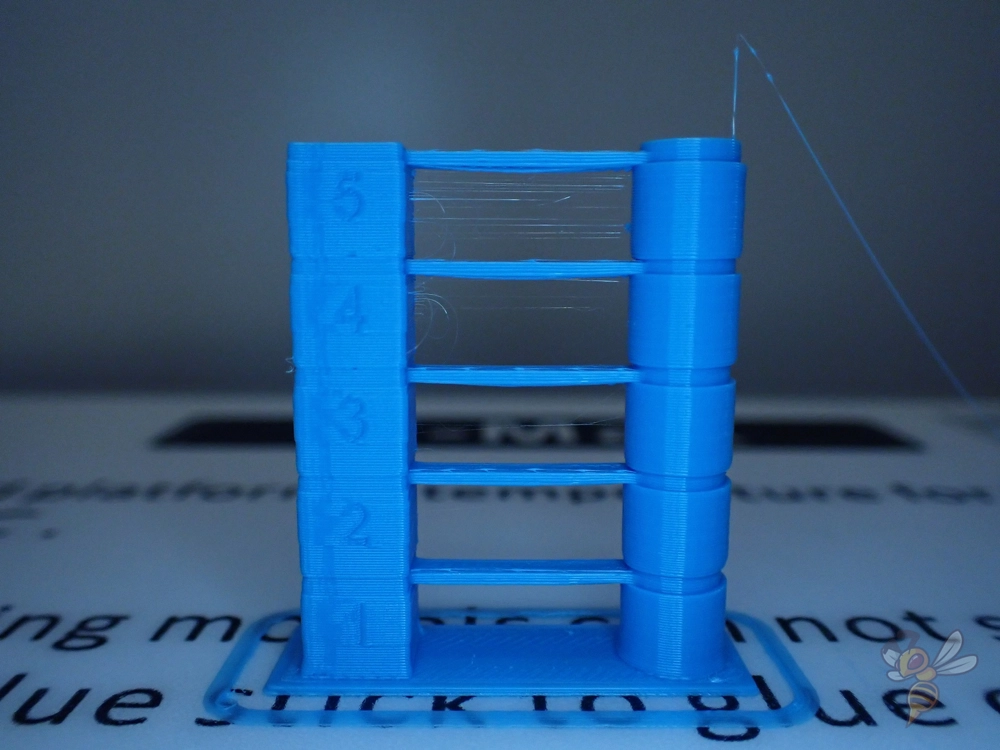
Ähnlich wie bei der Drucktemperatur gibt es auch für die Retraction spezialisierte Kalibrier-Objekte. Hier kannst du die beiden wichtigsten Einstellungen für die Retraction, die Retraction-Distanz und die Retraction-Geschwindigkeit, separat einstellen und testen. Achte dabei darauf, dass du immer nur eine dieser Einstellungen veränderst, da du sonst nicht weißt, woher die beobachtete Veränderung kommt.
Sei bei der Kalibrierung der Retraction nicht entmutigt, falls du mehrere Durchgänge benötigst, um die richtigen Werte zu finden. Auch hängt die Retraction stark von der Drucktemperatur ab. Es ist also üblich, wenn du die Kalibrierung der Drucktemperatur und der Retraction nacheinander mehrmals durchführen musst, um die perfekten Werte zu finden.
Infill
Die beste Infill Dichte für den Sovol SV06 Plus in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Wie dein gedrucktes Objekt im Inneren aussieht, ist komplett unabhängig davon, welchen 3D-Drucker du verwendest. Der Infill hängt nur davon ab, welchen Verwendungszweck dein Objekt haben soll.
Je höher die Infill Dichte ist, desto stabiler wird es. Aber auch das Infill Muster hat einen kleinen Beitrag zur Stabilität.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagon
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim Sovol SV06 Plus:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte, um Druckbett-Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett-Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett-Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbett-Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett-Haftung)
- Raft/Brim/Skirt: Nicht nötig, da der Sovol SV06 Plus über ein PEI-Druckbett verfügt und durch den Start G-Code schon eine Linie am Rand des Druckbetts extrudiert.
Damit die erste Schicht deines 3D-Drucks gut am Druckbett haftet, solltest du ein paar Einstellungen in Cura anpassen. Zwar bietet das PEI Druckbett des Sovol SV06 Plus schon eine exzellente Haftung für die meisten Filamente, jedoch helfen ein paar Einstellungen dabei diese von vornherein noch zu verbessern. So wirst du nie Probleme mit einer zu schlechten Druckbett-Haftung haben.
Standardmäßig würde ich dir empfehlen, die Druckgeschwindigkeit auf 5 bis 10 mm/s zu reduzieren. Die anderen oben angegebenen Maßnahmen zur Verbesserung der Druckbett-Haftung musst du nur anwenden, wenn du damit Schwierigkeiten hast.
Fazit
In diesem Artikel habe ich dir gezeigt, mit welchen Einstellungen ich mit den vier Standard-Filamenten die besten Ergebnisse mit dem Sovol SV06 Plus erzielen konnte.
Außerdem habe ich dir gezeigt, wie du diese Cura Einstellungen für deinen Sovol SV06 Plus optimieren und kalibrieren kannst.
Damit solltest du schnell zu perfekten Ergebnissen bei deinen 3D-Druck-Projekten kommen. Viel Spaß beim Drucken!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
