
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Zwar kommt der Sovol SV01 Pro mit vielen Features die die Druckqualität verbessern, trotzdem brauchst du auch bei diesem 3D Drucker ein gutes Cura Profil mit den richtigen Einstellungen, um das Beste aus ihm herauszuholen.
Für ein gutes Cura Profil für den Sovol SV01 Pro kann das Standardprofil für den Sovol SV01 verwendet werden. Die Features die mit der Pro Version kommen, beeinflussen das Profil nur minimal, wodurch das Sovol SV01 Profil eine sehr gute Basis für weitere Optimierungen ist.
Wie du dir dieses Profil einrichtest und optimierst erfährst du in diesem detaillierten Guide für die besten Cura Einstellungen für den Sovol SV01 Pro. Bevor wir jedoch ins Detail gehen, ist hier eine kleine Übersichtstabelle mit den wichtigsten Einstellungen für die beliebtesten Filamenten Arten:
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 195-205 °C | 225-235 °C | 210-225 °C | 225-250 °C |
| Druckbett Temperatur | 60 °C | 85-90°C | 60 °C | 60 °C |
| Druckgeschwindigkeit | 50 mm/s | 50 mm/s | 25-35 mm/s | 50 mm/s |
| Retraction | 3 mm bei 50 mm/s | 3,5 mm bei 45 mm/s | 3,5 mm bei 40 mm/s | 2,5-2,8 mm bei 50 mm/s |
| Kühlung | 100 % | 0% + Gehäuse | 100 % | 50-100 % |
Table of Contents:
Ein Profil für den Sovol SV01 Pro in Cura Erstellen
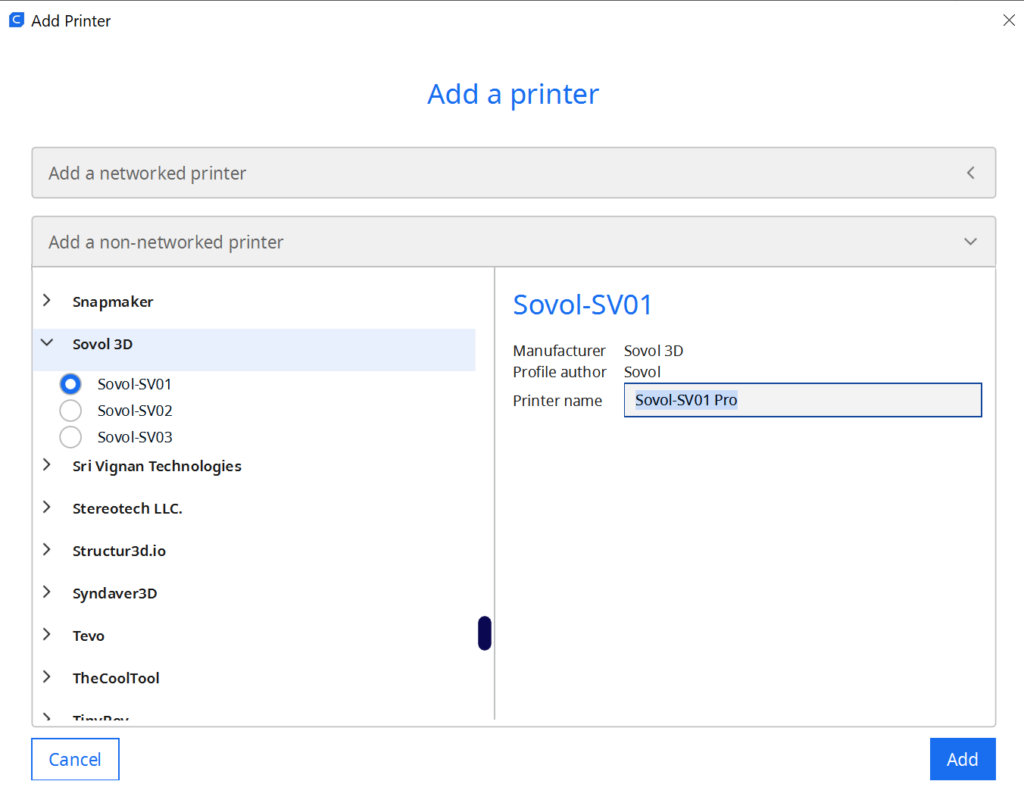
Um ein Profil für den Sovol SV01 Pro in Cura zu erstellen wird über die Menüleiste das Standardprofil für seinen Vorgänger, den Sovol SV01, geladen (“Settings” → “Printer” → “Add Printer…”). Die Maschineneinstellungen müssen nicht angepasst werden.
Ein 3D-Druckerprofil in Cura ist eine Reihe von Anweisungen, die der Software mitteilen, wie sie deinen Drucker für eine bestimmte Art von Druckauftrag konfigurieren soll. Das Profil enthält Maschineneinstellungen für Dinge wie Düsengröße, Druckbett Größe und die Anzahl der Extruder, und die Druckeinstellungen an sich mit Dingen wie der Schichthöhe, der Druckgeschwindigkeit und der Drucktemperatur.
Wenn du gerade erst mit dem 3D-Druck anfängst, ist es eine gute Idee, mit einem der Standardprofile zu beginnen, die mit Cura oder dem 3D Drucker geliefert werden. Danach kannst du die wichtigsten Druckeinstellungen kalibrieren, um die Ergebnisse zu optimieren. Wie du das tust erfährst du am Ende dieses Artikels.
Wie eingangs erwähnt ist es für den Sovol SV01 Pro am besten das Standardprofil seines Vorgängers (Sovol SV01) zu laden und zu optimieren. Die Maschineneinstellungen sind aufgrund des Aufbaus identisch. Die Pro Variante hat zwar viele Features dazugewonnen, jedoch beeinflussen sie nur die Benutzerfreundlichkeit oder solche Dinge wie die Druckbett Haftung. Das Druckvolumen und der Extruder sind zum Beispiel gleich geblieben.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Sovol SV01 Pro für PLA:
- Drucktemperatur: 195-205 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 3 mm bei 50 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PLA ist definitiv das einfachste 3D-Drucker-Filament zum Drucken. Es erfordert keine sehr hohen Temperaturen für die Nozzle und das Druckbett und erzeugt keine gefährlichen Dämpfe wie ABS. Jeder 3D Drucker kann dieses Filament verarbeiten. Trotzdem gibt es ein paar Dinge, die du beachten musst, um gute Ergebnisse zu erzielen.
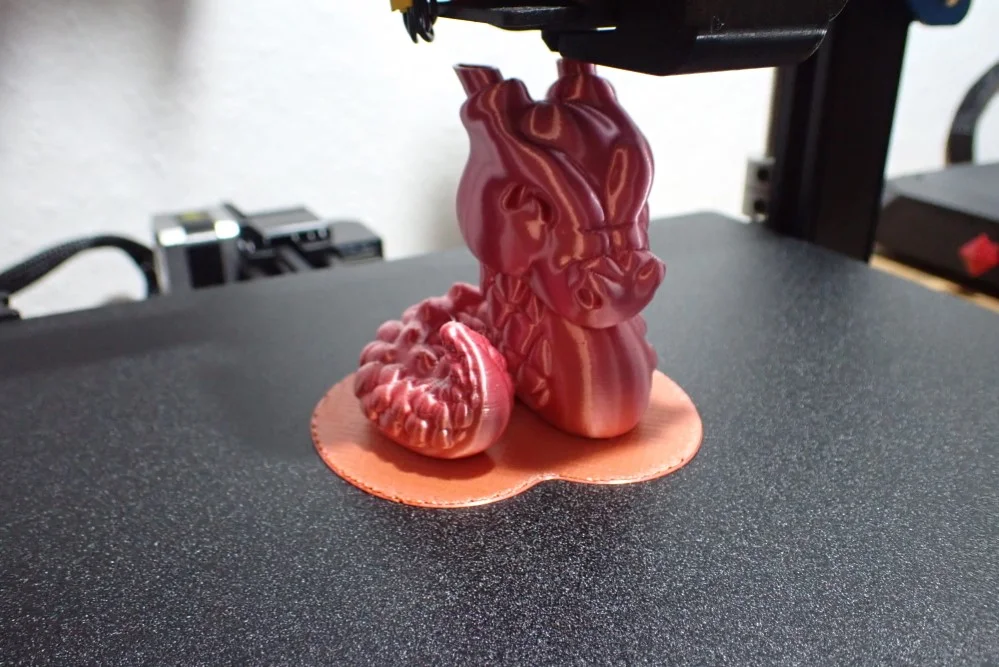
Dank der beschichteten flexiblen Druckplatte ist die Druckbett Haftung ein selteneres Problem als noch bei dem Glas Druckbett seines Vorgängers. Solange du die erste Schicht mit einer relativ geringen Druckgeschwindigkeit druckst, wirst du keine Probleme mit der Druckbett Haftung haben. In meinem praktischen Test des Sovol SV01 Pro habe ich das Druckbett an mehreren Stellen mit einem kontaktlosen Thermometer vermessen. Die Homogenität des Druckbetts ist zwar nicht perfekt, für PLA aber auf jeden Fall ausreichend.
Daher sind die wichtigsten Einstellungen beim Sovol SV01 Pro für PLA die Drucktemperatur, die Druckgeschwindigkeit und die Retraction. Bei der Druckgeschwindigkeit solltest du mit 50 mm/s gute Ergebnisse erzielen. Die theoretische maximale Druckgeschwindigkeiten solltest du nur verwenden wenn du wirklich sehr grobe Drucke machen möchtest und die Qualität dabei keine Rolle spielt.
Die Drucktemperatur und die Retraction zählen besonders bei PLA zu den Druckeinstellungen die sich auch zwischen zwei Druckern desselben Typs leicht unterscheiden können. Auch sind sie von Filament zu Filament unterschiedlich. Daher ist es wichtig diese beiden Einstellungen auch bei PLA zu kalibrieren. Ansonsten kann es schnell zu Druckfehlern wie Stringing kommen.
Anders als bei anderen 3D Druckern ist die Temperatur des Extruders sehr genau, wodurch du sehr schnell die richtige Drucktemperatur finden wirst. Ein guter Startpunkt sind die oben angegebenen Werte oder diejenigen die vom Hersteller für das jeweilige Filament angegeben werden.
ABS Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Sovol SV01 Pro für ABS:
- Drucktemperatur: 225-235 °C
- Druckbett Temperatur: 85-90°C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 3,5 mm bei 45 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Wenn es um 3D-Druck Filamente geht, ist ABS dank seiner Stabilität und Haltbarkeit eine der beliebtesten Optionen. Allerdings sind nicht alle 3D-Drucker in der Lage, ABS-Filament ohne Fehler zu verarbeiten. Damit du erfolgreich mit ABS drucken kannst, muss dein 3D-Drucker eine beheizte Bauplattform und am besten ein geschlossenes Gehäuse besitzen. Die beheizte Bauplattform und das geschlossene Gehäuse sorgen dafür, dass die Umgebungstemperatur während des gesamten Druckvorgangs konstant bleibt und sich das ABS durch zu schnelles Abkühlen verzieht (Warping).
Das druckbett des Sovol SV01 Pro ist gut für ABS geeignet. Bei größeren Objekten solltest du die Druckbett Temperatur leicht erhöhen um die Haftung auf der gesamten Fläche zu verbessern. Ansonsten könnte die niedrigere Temperatur am Rand des Druckbetts dazu führen, dass sich der ABS Druck ablöst.
Die zweite Voraussetzungen um ABS perfekt drucken zu können, ein Gehäuse, besitzt der Sovol SV01 Pro leider nicht. Wenn du häufiger mit ABS drucken möchtest und vor allem große Objekte aus diesem Filament herstellen möchtest, bietet es sich an ein passendes Gehäuse nachzurüsten. Für den Sovol SV01 Pro passt das 3D Drucker Zelt von Creality perfekt.
Wenn du nur kleinere Objekte aus ABS drucken möchtest, brauchst du aber ein solches Zelt nicht unbedingt. Um das Druckobjekt vor kalten Luftzügen zu schützen kannst du auch ein Draft Shield verwenden.
TPU Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Sovol SV01 Pro für TPU:
- Drucktemperatur: 210-225 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 25-35 mm/s
- Einzug (Retraction): 3,5 mm bei 40 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Wenn du TPU-Filament verwendest, ist es wichtig, die Druckgeschwindigkeit und die Retraction richtig einzustellen, um Verstopfungen zu vermeiden und die beste Druckqualität zu erhalten. TPU ist ein flexibles Filament, das sich mit manchen 3D-Druckern nur schwer verarbeiten lässt. Die besten Ergebnisse erzielst du mit einem Extruder mit Direktantrieb. Der Sovol SV01 Pro ist daher wie geschaffen für TPU.
Bei einem Direct Drive Extruder ist der Weg zwischen dem Extruder und der Nozzle Öffnung sehr kurz. Dadurch hat das flexible Filament nur sehr wenig Chance die Extrusions- und Retraction-Bewegungen durch seine Flexibilität auszugleichen. Trotzdem ist es wichtig die Druckgeschwindigkeit zu reduzieren, um die Ungenauigkeiten die durch diese Flexibilität entstehen zu minimieren.
Die Retraction kann bei TPU sehr schwierig zu kalibrieren sein. Auch hängt hier viel davon ab um welches TPU Filament es sich handelt. Bei manchen Filamenten ist der “Sweet Spot” für die Retraction größer als bei anderen, wodurch es manchmal sehr einfach ist Stringing zu verhindern und manchmal fast aussichtslos. Da der Extruder des Sovol SV01 Pro sehr genau arbeitet, ist es hier aber einfacher als bei anderen 3D Druckern den richtigen Wert zu finden.
PETG Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Sovol SV01 Pro für PETG:
- Drucktemperatur: 225-250 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 2,5-2,8 mm bei 50 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Eine Art von Filament, die in den letzten Jahren immer beliebter geworden ist, ist PETG. PETG vereint viele der besten Eigenschaften von PLA und ABS. Es lässt sich relativ einfach drucken und ist auch im fertigen Zustand noch haltbar und stabil. Allerdings ist das Drucken mit PETG-Filament manchmal nicht ganz einfach. PETG ist für Probleme wie starkes Stringing oder ein schwieriges Ablösen von Supports bekannt.
Da PETG so stark zu Stringing neigt, ist die Retraction bei diesem Filament die wichtigste Druckeinstellung die du optimieren musst. Deshalb ist es wichtig, dass du mit deinen Retraction Einstellungen experimentierst oder sie kalibrierst, bevor du einen größeren Druckauftrag startest.
Die Drucktemperatur kann beim Sovol SV01 Pro maximal 260 °C betragen. Dies ist für PETG also allemal ausreichend. Da seine Heat Break zwischen Nozzle und Extruder aus Metall und nicht aus PTFE wie bei vielen anderen 3D Druckern besteht, entstehen keine giftigen Gase beim Drucken von PETG (bis auf die normalen PETG Dämpfe).
Beste Cura Einstellungen für den Sovol SV01 Pro
Drucktemperatur
Die besten Drucktemperaturen für den Sovol SV01 Pro in Cura:
- PLA: 195-205 °C
- ABS: 225-235 °C
- TPU: 210-225 °C
- PETG: 225-250 °C
Wenn die Drucktemperatur zu hoch ist, können Probleme wie Stringing auftreten. Dabei entstehen zwischen der Nozzle und dem zu druckenden Objekt feine Kunstoff Härchen. Ist die Temperatur aber zu niedrig, können sich Löcher in der Schicht bilden oder die Druckbett Haftung ist schlecht. In jedem Fall ist es wichtig, die richtige Temperatur für die jeweilige Kombination aus Drucker und Filament zu finden, um einen erfolgreichen Druck zu erzielen.
Der Sovol SV01 Pro kann Drucktemperaturen von bis zu 260 °C erreichen und kann damit jedes Standard Filament souveränen verarbeiten.
Die Drucktemperatur hat einen sehr großen Einfluss auf die Druckqualität und auf viele der häufigsten Druckfehler. Daher zählt die Temperatur zu den Einstellungen die unbedingt für jedes neue Filament optimiert und kalibriert werden sollte. Wie du dies tust, erfährst du später in diesem Artikel.
Druckbett Temperatur
Die besten Druckbett Temperaturen für den Sovol SV01 Pro in Cura:
- PLA: 60 °C
- ABS: 85-90°C
- TPU: 60 °C
- PETG: 60 °C
Die Druckbett Temperatur ist ein entscheidendes Element im 3D-Druckprozess. Die richtige Temperatur sorgt dafür, dass das Objekt gut auf dem Druckbett haftet, während eine zu hohe Temperatur zu einem Elefantenfuß führen kann. Der beste Weg, die ideale Druckbett Temperatur zu finden, ist, mit den Richtwerten oben zu starten und dann mit verschiedenen Einstellungen zu experimentieren, was für deinen Drucker und dein Material am besten funktioniert.
Das Druckbett des Sovol SV01 Pro kann eine maximale Temperatur von 110 °C erreichen und besitzt eine hervorragende Beschichtung die eine sehr gute Druckbett Haftung für die meisten Filamente herstellt. Daher musst du gar nicht so viel experimentieren um die richtige Druckbett Temperatur zu finden, da sich durch das Druckbett die richtige Einstellung in einem großen Bereich befindet.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Sovol SV01 Pro in Cura:
- PLA: 50 mm/s
- ABS: 50 mm/s
- TPU: 25-35 mm/s
- PETG: 50 mm/s
Der Sovol SV01 Pro erreicht eine maximale Druckgeschwindigkeit von 80 mm/s. Meiner Erfahrung nach bekommst du jedoch mit 50 mm/s für die meisten Filamente die besten Ergebnisse.
Wenn die Druckgeschwindigkeit zu hoch eingestellt ist, kann sie zu einer schlechten Druckqualität führen. Der Direct Drive Extruder darf sich nicht zu schnell bewegen, da es sonst zu Vibrationen kommen kann die sich negativ auf die Qualität auswirken können. Der damit zusammenhängende Druckfehler wird Ringing oder Ghosting genannt.
Einen Sonderfall stellen flexible Filamente dar. Durch ihre Flexibilität dürfen nur relativ langsam gedruckt werden. Stell dir das Filament zwischen dem Extruder und der Nozzle als Wackelpudding vor – wenn du den Pudding am Extruder anschiebst, dauert es eine kleine Zeit bis die Bewegung auch am anderen Ende an der Nozzle ankommt.
Zwar ist flexibles Filament nicht ganz so flexibel wie Pudding, jedoch ist der Effekt mehr der weniger der gleiche, nur stark abgeschwächt. Durch die schnellen Bewegungen hat dieser Effekt trotzdem Auswirkungen auf die örtliche Synchronität der Bewegung an der Nozzle und am Extruder. Damit die Bewegung Zeit hat bis ans Ende des Filaments zu kommen, sollte bei einem flexiblen Flament die Druckgeschwindigkeit verringert werden.
Schichthöhe
Die besten Schichthöhe für den Sovol SV01 Pro in Cura:
- Dekorative Objekte: 0,1-0,15 mm
- Standard: 0,20 mm
- Grobe, schnelle Drucke: 0,3-0,4 mm
3D-Drucker bauen ein Objekt Schicht für Schicht auf. Die Dicke der einzelnen Schichten wird durch die Einstellungen des Druckers bestimmt, und die Glätte der Oberfläche des Objekts hängt davon ab, wie dünn die Schichten sind. Im Allgemeinen ist die Oberfläche umso glatter, je geringer die Schichthöhe ist.
Allerdings kann das Drucken mit sehr dünnen Schichten sehr lange dauern, daher ist es manchmal sinnvoll, die Schichthöhe zu erhöhen, um Zeit zu sparen.
Dekorative Objekte profitieren in der Regel von dünneren Schichten, da sie eine feinere Oberfläche erzeugen. Bei funktionalen Gegenständen, bei denen das Aussehen weniger wichtig ist, können dickere Schichten jedoch vollkommen ausreichend sein. Letztendlich hängt es davon ab, welche Ergebnisse du erreichen willst.
Flussrate
Die beste Flussrate für den Sovol SV01 Pro in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Wenn die Flussrate zu hoch ist, wird der Kunststoff zu dick aufgetragen. Das kann dazu führen, dass Details verschwimmen oder es kommt zu Druckfehlern durch die Über-Extrusion. Wenn die Flussrate zu niedrig ist, wird der Kunststoff zu dünn aufgetragen und im Extremfall kann es zu Löchern oder Rissen kommen.
In den allermeisten Fällen musst du die Flussrate nicht vom Standardwert von 100% verändern. Wenn das Profil gut kalibriert ist, solltest du hier keine Änderungen vornehmen müssen. Bei manchen 3D Druckern kannst du mit der Flussrate jedoch vieles korrigieren, Druckfehler beseitigen und die Maßgenauigkeit erhöhen.
Wenn du Probleme mit der Druckbett Haftung hast, kannst du die Flussrate für die erste Schicht erhöhen. Dadurch ist der Durchmesser des aufgetragen Filaments größer, wodurch es langsamer abkühlt und sich besser mit dem Druckbett verbinden kann.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den Sovol SV01 Pro in Cura:
- PLA: 3 mm bei 50 mm/s
- ABS: 3,5 mm bei 45 mm/s
- TPU: 3,5 mm bei 40 mm/s
- PETG: 2,5-2,8 mm bei 50 mm/s
Die Retraction ist eine der wichtigsten Druckeinstellungen überhaupt. Sie bestimmt wie weit und wie schnell das Filament nach einer Extrusionsbewegung zurück in die Nozzle gezogen wird. Dies ist notwendig, damit das flüssige Filament zwischen zwei Extrusionsbewegungen nicht unkontrolliert aus der Nozzle austreten kann und hässliche Fäden zieht (Stringing).
Beim Direct Drive Extruder des Sovol SV01 Pro ist es nicht so schwierig die richtigen Werte für die Retraction zu finden. Der Extruder arbeitet sehr genau. Die oben angegebenen Werte bieten dir eine gute Grundlage für weitere Optimierungen. Wie du die Retraction kalibrieren kannst, erfährst du weiter unten in diesem Artikel.
Infill
Die beste Infill Dichte für den Sovol SV01 Pro in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Beim 3D-Druck eines Objekts ist die Fülldichte – oder wie viel Material im Inneren des Objekts gedruckt wird – ein wichtiger Faktor. Wenn das Objekt nur zur Dekoration dient, muss es nicht so dicht mit Material gefüllt sein, und weniger Material bedeutet ein leichteres Objekt, das billiger und schneller zu drucken ist.
Wenn das Objekt jedoch sehr stabil sein muss, z. B. ein Zahnrad oder eine Kleiderhaken, dann ist es mit einer höheren Fülldichte viel unwahrscheinlicher, dass es mit der Zeit bricht oder sich verzieht. Die richtige Fülldichte für dein 3D-Druckobjekt hängt also von seinem Zweck ab – mehr Dichte für Stabilität, weniger Dichte für Dekoration.
Neben der Dichte der Füllung ist auch das Muster entscheidend. Die gebräuchlichsten Muster im 3D-Druck sind Linien oder Gitter. Das geradlinige Muster ist weniger stark, aber dafür auch schneller gedruckt. Abgesehen davon gibt es noch ein paar andere Muster, die je nach gewünschtem Ergebnis verwendet werden können.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagon
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim Sovol SV01 Pro:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte, um Druckbett Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbett Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett Haftung)
Viele Anfänger schauen mit Schweiß bedeckter Stirn zu wie die erste Schicht ihres 3D Drucks gedruckt wird. Diese Schicht ist sehr entscheidend darüber ob der 3D Druck funktionieren wird oder nicht. Es gibt ein paar Einstellungen mit denen du die Wahrscheinlichkeit erhöhen kannst, dass das Objekt gut auf dem Druckbett haftet und dabei nicht an Maßgenauigkeit verliert.
Unter diese Einstellungen fällt auch die Druckgeschwindigkeit. Die erste Maßnahme die ich bei einer schlechten Druckbett Haftung anwende ist es die Druckgeschwindigkeit massiv zu reduzieren. Meistens ist ein Wert zwischen 5 und 10 mm/s gut um die Druckbett Haftung stark zu erhöhen.
Durch die niedrige Druckgeschwindigkeit hat das aufgetragene Material länger Zeit sich abzukühlen. Je länger es heiß bleibt, desto besser wird die Verbindung zum Druckbett.
Die anderen Einstellungen schlagen in die gleiche Kerbe und erhöhen auf ihre Art und Weise die Zeit die das Filament zum Abkühlen benötigt.
Cura Einstellungen Kalibrieren für den Sovol SV01 Pro
Die Kalibrierung eines 3D-Druckers ist wichtig, um genaue und konsistente Drucke zu gewährleisten. Bei der Kalibrierung werden die Druckeinstellungen in kleinen Schritten an den optimalen Wert gebracht. Dadurch wird sichergestellt, dass der 3D Drucker die Objekte in der richtigen Größe und Form erstellt und dabei Druckfehler vermeidet.
Die Kalibrierung mag wie eine entmutigende Aufgabe erscheinen, aber sie ist unerlässlich, um das Beste aus deinem 3D-Drucker herauszuholen. Mit ein wenig Zeit und Geduld kannst du hochwertige Drucke herstellen, auf die du stolz sein kannst.
Die wichtigsten Druckeinstellungen die kalibriert werden sollten sind die Drucktemperatur, die Flussrate und die Retraction. Wenn du diese drei Einstellungen gut kalibriert hast, wirst du die meisten Druckfehler ausschließen können.
Es gibt noch ein paar andere Einstellungen wie die Druckgeschwindigkeit die danach noch wichtig sind. Wenn du dich aber an die empfohlenen Druckgeschwindigkeiten hältst, musst du hier weiter nichts kalibrieren. Nur wenn du an die maximal mögliche Druckgeschwindigkeit gehst, solltest du hier etwas experimentieren.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Drucktemperatur Kalibrieren
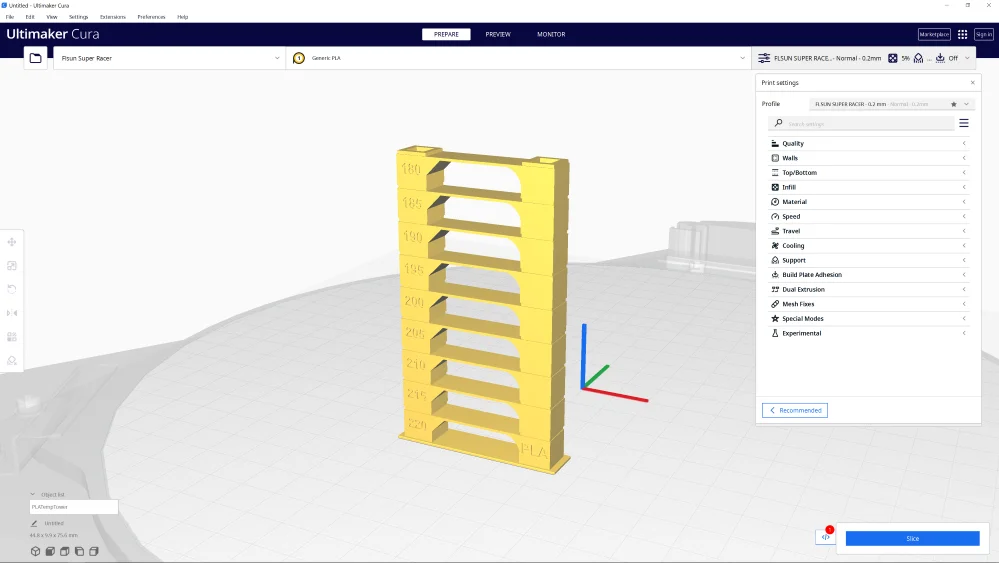

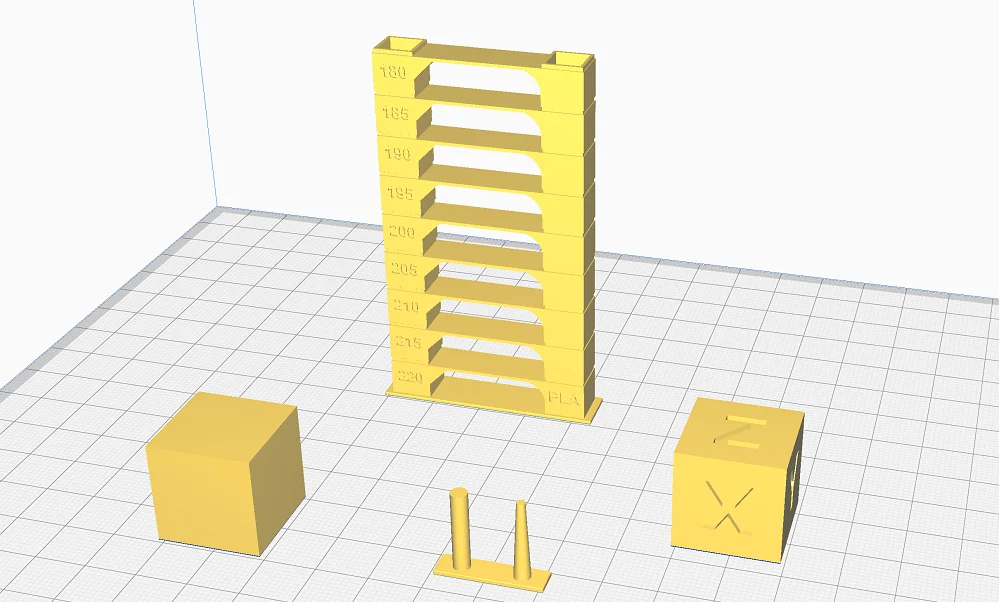
Um die Drucktemperatur zu kalibrieren kannst du einen Temperatur Turm verwenden. Du findest passende Objekte auf Portalen wie Thingiverse oder im Calibration Shapes Plugin von Cura (gratis über den Marketplace in Cura).
Ein solches Kalibrierobjekt ist aus mehreren Ebenen mit der gleichen Geometrie aufgebaut. Diese Geometrien provozieren Druckfehler und werden in unterschiedlichen Temperaturen gedruckt. Dadurch kannst du nach dem Druck sehen, bei welcher Temperatur die wenigsten Druckfehler produziert wurden.
Retraction Kalibrieren
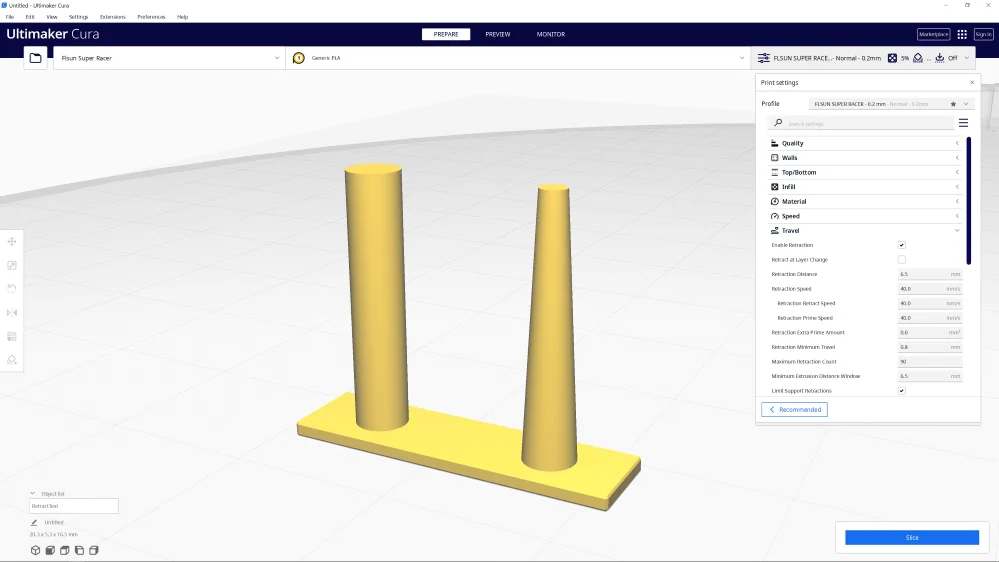
Bei der Kalibrierung der Retraction achtest du auf Stringing und näherst dich den perfekten Werten der beiden Einstellungen für die Retraction (Distanz und Geschwindigkeit) in kleinen Schritten.
Die meisten Kalibrierobjekt für die Retraction sind aus mindestens zwei kleinen Säulen aufgebaut. Es gibt auch Objekte die einem Temperatur Turm nicht unähnlich sind.
Flussrate Kalibrieren
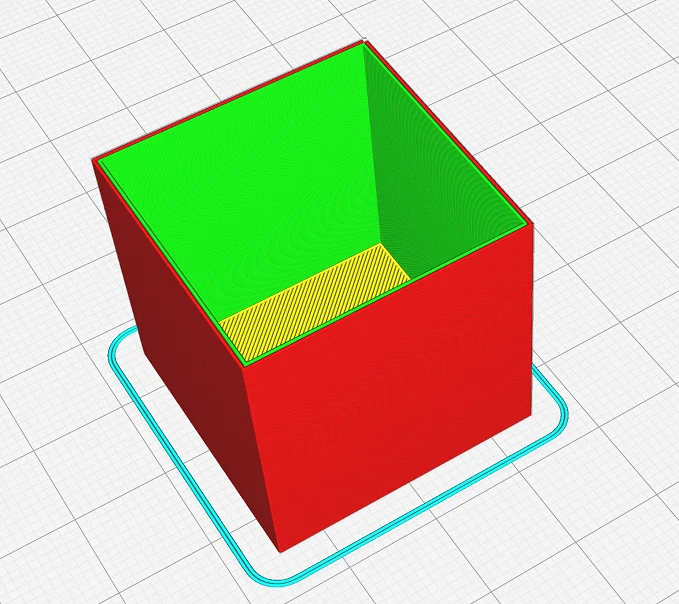
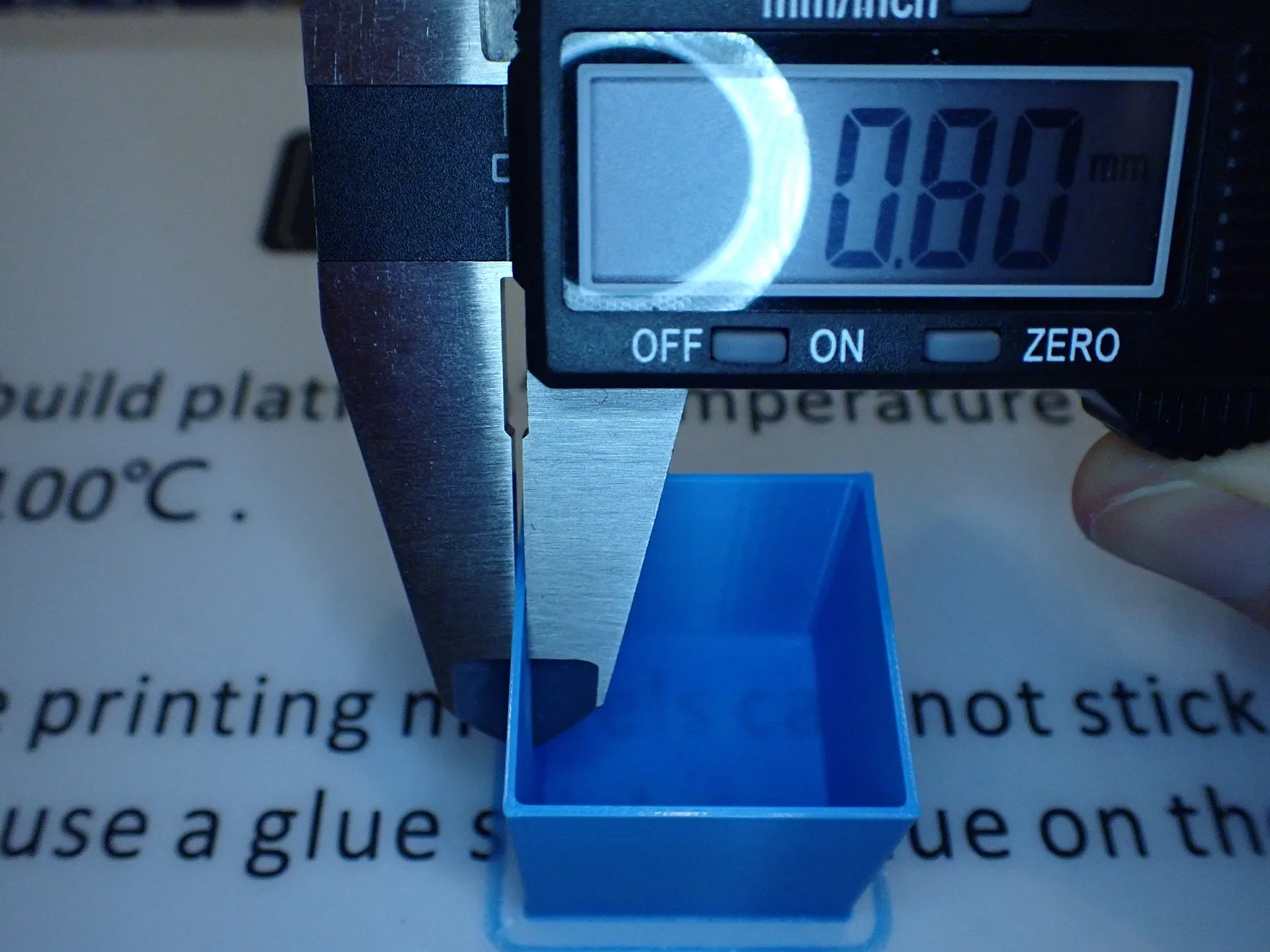
Bei der Kalibrierung der Flussrate ist das Ziel, dass die theoretischen Maße des Objekts mit den realen Werten des gedruckten Objekts übereinstimmen.
Es gibt viele Methoden die Flussrate zu kalibrieren. Ich bevorzuge es einen hohlen Würfel ohne obere Schichten zu drucken und die Wandstärke nach dem Druck mit der Wandstärke im Slicer zu vergleichen. Wenn die Flussrate zu hoch eingestellt ist, wird die Wandstärke zu dick ausfallen und andersherum.
Manchmal können große Veränderungen der Flussrate andere Druckeinstellungen beeinflussen. Wenn du zum Beispiel die Flussrate stark erhöhst, kann es dadurch auch zu Stringing oder anderen Phänomenen der Über-Extrusion kommen. Dann kann es eventuell nötig sein die Drucktemperatur zu reduzieren oder die Retraction anzupassen.
Fazit
Der Sovol SV01 Pro ist ein fantastischer 3D Drucker mit dem man hervorragende Ergebnis erzielen kann. Mit den in diesem Artikel angegebenen Cura Einstellungen hast du eine gute Basis für weitere Optimierungen. Wenn du die wichtigsten Druckeinstellungen im Griff hast, wirst du schnell zu guten Ergebnissen gekommen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
