
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Sidewinder X2 ist ein beliebter großformatiger 3D Drucker mit automatischer Druckbett Nivellierung. Um gute Ergebnisse mit ihm zu erzielen ist jedoch ein gutes Slicer Profil notwendig.
Ein guter Startpunkt für ein Cura Profil für den Sidewinder X2 ist das Standardprofil des Sidewinder X1. Die Einstellungen müssen dann nur noch für den X2 angepasst und teilweise kalibriert werden.
In diesem Artikel erfährst du wie du das tust und welche Einstellungen sich beim Sidewinder X2 bewährt haben. Bevor wir ins Detail gehen, ist hier vorab noch eine Übersichtstabelle:
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 200-210 °C | 225-235 °C | 215-225 °C | 225-240 °C |
| Druckbett Temperatur | 60-65 °C | 90-100 °C | 55-60 °C | 65-75 °C |
| Druckgeschwindigkeit | 60 mm/s | 60 mm/s | 22-30 mm/s | 60 mm/s |
| Retraction | 2 mm bei 25 mm/s | 2 mm bei 30 mm/s | 2-2.5 mm bei 50 mm/s | 1.8-2.0 mm bei 25 mm/s |
| Kühlung | 100 % | 0% + Gehäuse | 100 % | 100 % |
Table of Contents:
Ein Profil für den Sidewinder X2 in Cura Erstellen
Ein 3D-Druckerprofil in Cura ist eine Reihe von spezifischen Einstellungen, die auf einen bestimmten 3D-Drucker und Filamenttyp zugeschnitten sind. Sie steuern Dinge wie Druckgeschwindigkeit, Schichthöhe und Lüftergeschwindigkeit. Ein gutes Profil führt zu qualitativ hochwertigen Drucken mit minimalen Fehlern.
Zum Zeitpunkt der letzten Aktualisierung dieses Artikels gibt es noch kein vorgefertigtes Standardprofil für den Sidewinder X2 in Cura. Dies ist aber nicht weiter schlimm, da du das Profil für den X1 verwenden und es für den X2 anpassen kannst.
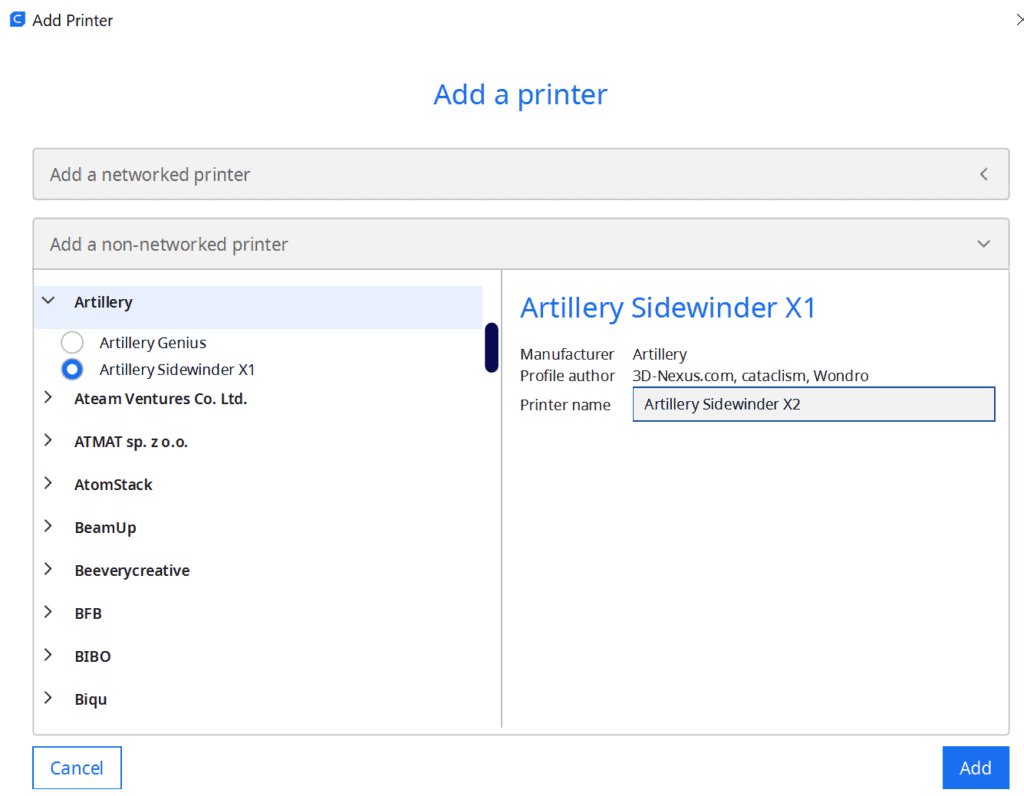
Das Hinzufügen eines 3D-Druckers in Cura ist ganz einfach. Klicke einfach auf „Einstellungen“ in der Menüleiste am oberen Rand des Bildschirms und wähle dann „Drucker“ und dann „Drucker hinzufügen“. Daraufhin öffnet sich ein Fenster, in dem du eine Reihe von Herstellern und deren Druckern siehst.
Wähle dort den Artillery Sidewinder X1 aus, nenne ihn “Artillery Sidewinder X2” und drücke auf “Hinzufügen”. Da der Sidewinder X2 die optimierte Variante des Sidewinder X1 ist und hauptsächlich “Quality-of-Life-Features” wie die automatische Druckbett Nivellierung mitbringt, gibt es nur wenige Dinge die du an seinem Profil anpassen musst.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
Der Sidewinder X2 ist ein großartiger Drucker für PLA. Auch wenn er durch seinen Direktantrieb Extruder für sehr viele Filamenttypen inklusive flexiblen Filamenten gut geeignet ist, erzielt er hervorragende Ergebnisse mit PLA.
Der einzige Teil des Sidewinder X2 der nicht perfekt für PLA ist, ist sein Glas Druckbett. Für PLA würden sich andere Druckbett Oberflächen wie PEI besser anbieten. Wenn du aber die Druckgeschwindigkeit der ersten Schicht auf 5 bis 10 mm/s reduzierst, wird die Haftung gut genug sein. Ansonsten kannst du immer noch Hilfsmitteln wie Magigoo verwenden.
Was die Drucktemperatur angeht, habe ich bei verschiedensten PLA Filamenten festgestellt, dass der Sidewinder X2 die besten Ergebnisse liefert wenn man sich im oberen Bereich des empfohlenen Temperaturbereichs befindet. Die besten Ergebnisse habe ich dabei zwischen 200 und 205 °C erzielt.
Auch bei der Druckbett Temperatur ist eine etwas höhere Temperatur als gewohnt gut, um die Druckbett Haftung zu erhöhen. Du musst hier jedoch bei manchen Filamenten aufpassen, dass es zu keinem Elefantenfuß kommt und die erste Schicht nach außen verbreitert wird. Eine zu hohe Temperatur könnte hier das Filament so flüssig machen, dass es unter dem Gewicht der Schichten darüber nachgibt.
Durch den Direct Drive Extruder ist die Retraction (Einzug) mit 2 mm recht gering und die Retraction Geschwindigkeit mit 25 mm/s auch. Besonders die Einstellungen zur Retraction können sich aber zwischen verschiedenen 3D Druckern stark unterscheiden. Daher ist es wichtig unter anderem diese Einstellung individuell zu kalibrieren.
Das hier sind die richtigen Cura Einstellungen für den Sidewinder X2 für PLA:
- Drucktemperatur: 200-210 °C
- Druckbett Temperatur: 60-65 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 2 mm bei 25 mm/s
- Kühlung: 100%
- Erste Schicht: 5 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS Einstellungen auf einen Blick
Der Sidewinder X2 kann auch mit ABS drucken. ABS ist jedoch anspruchsvoller als PLA. Neben den höheren Temperaturen für den Extruder und das Druckbett benötigt er auch eine warme und homogene Umgebungstemperatur. Da der X2 ein offenes Druckvolumen hat, ist er am besten nur für kleine ABS Teile geeignet. Möchtest du größere ABS Teile drucken, solltest du dir ein passendes Gehäuse und besorgen. Dieses hier von Creality gibt es in zwei Größen, die größere davon müsste auch für den X2 passen.
Auch für ABS ist das Glas Druckbett nicht perfekt geeignet. Wenn du die Druckbett Temperatur nicht gut einstellst und kein beheiztes Druckvolumen hast, kommt es schnell zu Warping oder zu sich ablösenden Drucken. Mit der richtigen Druckbett Temperatur und einem abgeschlossenen Druckvolumen kannst du jedoch eine gute Haftung herstellen. Falls nicht, musst du auf Klebstoffe wie Magigoo oder ABS Slurry/Juice zurückgreifen.
Das hier sind die richtigen Cura Einstellungen für den Sidewinder X2 für ABS:
- Drucktemperatur: 225-235 °C
- Druckbett Temperatur: 90-100 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 2 mm bei 30 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
TPU Einstellungen auf einen Blick
TPU ist ein flexibles Filament. Daher gelten hier ein paar andere Regeln als bei PLA und ABS. Einerseits ist es wichtig den richtigen Extruder dafür zu verwenden, andererseits müssen manche Einstellungen richtig gewählt sein, damit es nicht zu Filament Staus kommt.
Der Sidewinder X2 verfügt über einen Direct Drive Extruder, bei dem der Extruder direkt über der Nozzle im Druckkopf sitzt. Dadurch ist die Distanz die das Filament zwischen Extruder und Nozzle zurücklegen muss sehr kurz. Dies ist für flexible Filamente ideal, da so die Extrusions- und Retraction-Bewegungen nicht vom flexiblen Filament ausgeglichen werden können.
Bei Bowden Extrudern, wo dieser Weg länger ist, kommt es bei flexiblen Filamenten öfters zu Ungenauigkeiten oder sogar zu Filament Staus im Bowden Schlauch.
Für TPU sind Druckbett Oberflächen aus Glas sehr gut um eine ausreichende Druckbett Haftung herzustellen. Für die meisten TPU Filamente reicht es aus die richtige Temperatur zu finden. Bei manchen Filamenten musst du jedoch zu Klebstoffen wie Magigoo greifen.
Achte dabei aber darauf, dass du das fertig gedruckte TPU Objekt erst im abgekühlten Zustand von der Druckplatte entfernst. Andernfalls können die Oberflächen des Druckbetts oder des Modells an sich Schaden nehmen, da die Druckbett Haftung noch zu groß ist.
Das hier sind die richtigen Cura Einstellungen für den Sidewinder X2 für TPU:
- Drucktemperatur: 215-225 °C
- Druckbett Temperatur: 55-60 °C
- Druckgeschwindigkeit: 25-30 mm/s
- Einzug (Retraction): 2-2,5 mm bei 50 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG Einstellungen auf einen Blick
PETG ist genauso wie PLA und ABS ein starres Filament und benötigt nicht unbedingt einen Direct Drive Extruder. Dennoch ist der Extruder vorteilhaft, da er die Extrusionsgenauigkeit erhöht und die Kalibrierung der Retraction vereinfacht. Dies ist besonders bei PETG wichtig, da dieses Filament stark zu Stringing neigt (wie du Stringing bei PETG vermeidest, erfährst du in diesem Artikel im Detail).
Eine weitere Eigenheit von PETG ist, dass es extrem gut auf Glas haftet. Und mit “extrem” meine ich, dass die Haftung manchmal zu hoch ist und du das Objekt nicht ohne Schäden am Glas Druckbett von diesem herunter bekommst.
In diesem Fall solltest du auf Hilfsmittel zurückgreifen die normalerweise dazu verwendet werden die Haftung zu erhöhen. Dazu gehören Klebstoffe und Blue Tape. Wenn du häufiger mit PETG drucken möchtest, würde sich eventuell auch ein flexibles Druckbett anbieten von dem du das fertige Objekt einfacher entfernen kannst.
Das hier sind die richtigen Cura Einstellungen für den Sidewinder X2 für PETG :
- Drucktemperatur: 225-240 °C
- Druckbett Temperatur: 65-75 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 1,8-2,0 mm bei 25 mm/s
- Kühlung: 100%
- Erste Schicht: 10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Beste Cura Einstellungen für den Sidewinder X2
Nachdem du die besten Einstellungen für PLA, ABS, TPU und PETG kennengelernt hast, erfährst du nun was es bei den einzelnen Druckeinstellungen im Detail zu beachten gibt.
Drucktemperatur
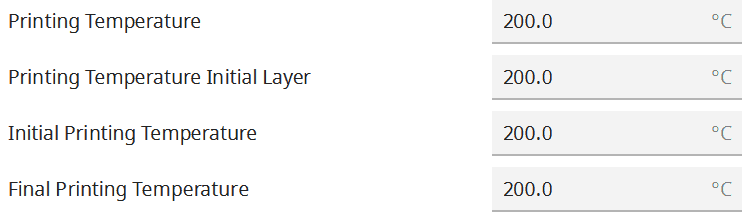
Die Drucktemperatur hat beim 3D Druck einen besonderen Stellenwert, da sie meistens die größten Auswirkungen auf das Endergebnis hat. Eine falsch eingestellte Drucktemperatur führt zu den häufigsten Druckfehlern. Dazu gehören Über-, Unter-Extrusion, Stringing und diverse andere Druckfehler. Unten sind die besten Temperaturbereiche für die Standard Filamente beim Sidewinder X2 aufgelistet und später in diesem Artikel erfährst du wie man diese wichtige Einstellung kalibriert.
Der Sidewinder X2 erreicht maximal eine Temperatur von 240 °C. Für die meisten Standard Filamente ist dies ausreichend, für manche PETG Filamente könnte dies aber manchmal sogar zu wenig sein. Die Heat Break zwischen Nozzle und Extruder ist aus PTFE und fängt ab 240 Grad Celsius an sich aufzulösen.
Falls du also häufiger bei diesen Temperaturen drucken möchtest oder sogar noch andere Filamente verwenden möchtest die noch höhere Temperaturen benötigen, wäre ein Upgrade auf einen Full Metal Extruder lohnenswert. Artillery bietet einen passenenden Extruder mit einer gehärteten Stahl Nozzle an du bis zu 350 °C erreicht. Hier* kommst du direkt zum Produkt.
Die besten Drucktemperaturen für den Sidewinder X2 in Cura:
- PLA: 200-210 °C
- ABS: 225-235 °C
- TPU: 215-225 °C
- PETG: 225-240 °C
Druckbett Temperatur

Die Druckbett Temperatur beeinflusst wie gut das Filament auf der Druckbett Oberfläche haftet. Manche Filamente wie PLA benötigen theoretisch gar kein beheiztes Druckbett, jedoch kann die Haftung auch hier mit der richtigen Einstellung erhöht werden.
Der Sidewinder X2 hat ein beheiztes Druckbett welches eine maximale Temperatur von 130 °C erreicht. Damit hast du einen sehr großen Spielraum der für die meisten Filamente absolut ausreichend ist.
Das große Glas Druckbett des Sidewinder X2 hat jedoch eine recht inhomogene Temperaturverteilung. Für kleinere Objekte ist dies nicht weiter schlimm, bei sehr großen Objekten könnte dies jedoch zu punktuellen Probleme mit der Druckbett Haftung führen. Es ist also meistens ratsam die Druckbett Temperatur so hoch einzustellen wie es geht ohne, dass es zu Druckfehlern wie Warping oder einem Elefantenfuß kommt.
Die besten Druckbett Temperaturen für den Sidewinder X2 in Cura:
- PLA: 60-65 °C
- ABS: 90-105 °C
- TPU: 55-65 °C
- PETG: 65-75 °C
Druckgeschwindigkeit
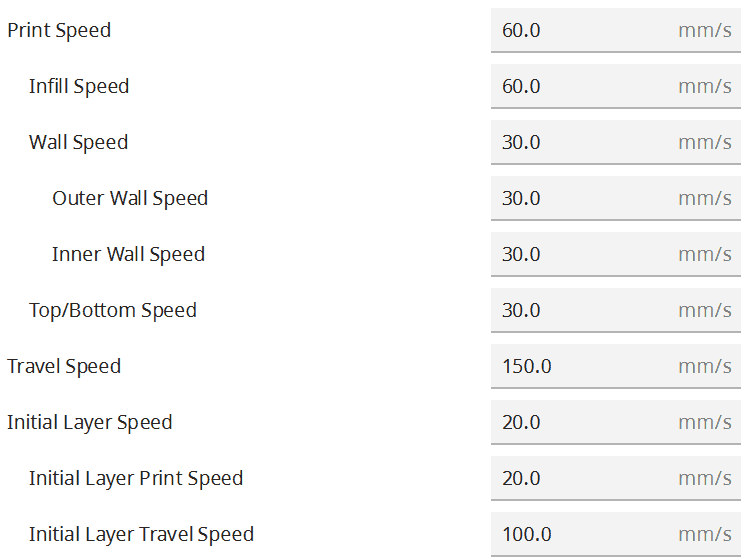
Die Druckgeschwindigkeit eines 3D Druckers wird hauptsächlich durch seine Konstruktionen beschränkt. Hier ist vor allem das Gewicht des Druckkopfes wichtig, da dieser auf der X-Achse bei zu hohen Druckgeschwindigkeiten zu Vibrationen und damit zu Druckfehlern wie Ringing führen kann.
Da der Sidewinder X2 einen Direct Drive Extruder in dem der Extruder im Druckkopf verbaut ist besitzt, ist der Druckkopf relativ groß. Daher hat der X2 keine außergewöhnlich schnellen Druckgeschwindigkeiten, sie sind eher im normalen Bereich und vergleichbar mit anderen 3D Druckern in seiner Klasse.
Falls dir eine hohe Druckgeschwindigkeit wichtig ist, solltest du dir meinen praktischen Test des Flsun Super Racer anschauen. Dieser Delta 3D Drucker ist nämlich 3-4 mal schneller als der Sidewinder X2!
Die beste Druckgeschwindigkeit für den Sidewinder X2 in Cura:
- PLA: 60 mm/s
- ABS: 60 mm/s
- TPU: 25-30 mm/s
- PETG: 60 mm/s
Schichthöhe

Die Schichthöhe bestimmt die Oberflächenqualität des 3D Drucks. Je dünner die Schichten sind, desto feiner und glatter wird die Oberfläche. Der Sidewinder X2 kann Schichtdicken von 0,1 bis 0,3 Millimeter drucken.
Je nachdem welchen Zweck das gedruckte Objekt erfüllen soll, eignen sich andere Schichthöhen. Wenn das Objekt schön aussehen soll und einen dekorativen Zweck haben wird, sind Schichtdicken von 0,1 bis 0,2 ein guter Wert. Bei Objekten die am Ende keinen dekorativen Zweck erfüllen sollen, bieten sich dickere Schichten an, wodurch du viel Druckzeit sparen kannst.
Du kannst die Nozzle des Sidewinder X2 aber auch austauschen wenn noch andere Schichthöhen verwenden möchtest.
Die besten Schichtdicken für den Sidewinder X2 in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Flussrate
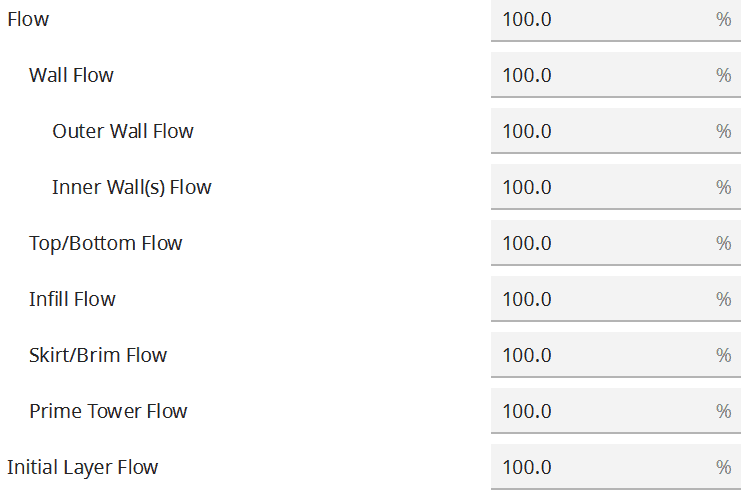
Ein falsch eingestellte Flussrate führt zu Extrusionsproblemen und maßlichen Abweichungen. Es wird dann entweder zu viel oder zu wenig filament pro Zeiteinheit extrudiert. Neben der Drucktemperatur und der Retraction zählt die Flussrate zu den Einstellungen die du unbedingt kalibrieren solltest. Wie die Kalibrierung dieser Einstellungen funktioniert erfährst du weiter unten in diesem Artikel.
Normalerweise beträgt die Flussrate immer 100%. Manchmal kann es jedoch sein, dass du diesen Wert etwas anpassen musst. Falls die anderen Einstellungen stimmen, du jedoch Probleme mit Über- oder Unter-Extrusion hast, kannst du hier kleine Veränderungen vornehmen.
Falls du Probleme mit der Druckbett Haftung haben solltest, kannst du die Flussrate auch nur für die erste Schicht erhöhen um dem heißen Filament mehr Zeit zu geben sich abzukühlen und sich mit der Druckbett Oberfläche zu verbinden.
Die beste Flussrate für den Sidewinder X2 in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Einzug (Retraction)
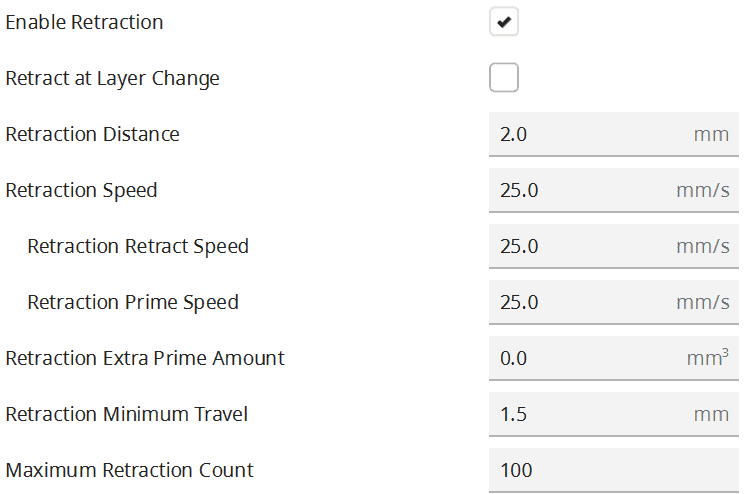
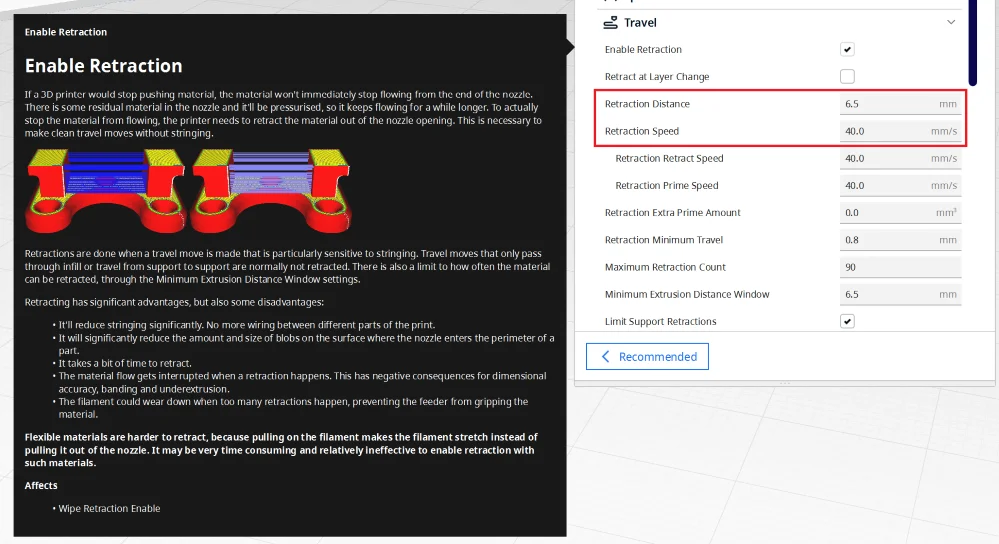
Die richtigen Retraction Einstellungen sind essentiell um viele Druckfehler zu vermeiden. Dabei teilt sich die Retraction in die Distanz und die Geschwindigkeit auf. Beide Werte müssen individuell eingestellt und im besten Fall kalibriert werden.
Die Retraction Distanz definiert wie weit das Filament nach einer Extrusionsbewegung wieder zurück in die Nozzle gezogen wird. Die Geschwindigkeit definiert wie schnell dies geschehen soll. Das Filament wird zurück in die Nozzle gezogen damit es zwischen den Extrusionbewegungen nicht ungewollt aus der Nozzle austreten kann und Kleckse oder Fäden auf dem Objekt hinterlässt.
Die Einstellungen für die Retraction unterscheiden sich extrem zwischen einem Bowden Extruder und einem Direct Drive Extruder. Die Retraction Distanzen sind viel kleiner bei einem Direct Drive Extruder.
Die besten Einstellungen für den Einzug (Retraction) für den Sidewinder X2 in Cura:
- PLA: 2 mm bei 25 mm/s
- ABS: 2 mm bei 30 mm/s
- TPU: 2-2.5 mm bei 50 mm/s
- PETG: 1.8-2.0 mm bei 25 mm/s
Infill

Das Innere eines 3D gedruckten Objekts hat einen entscheidenden Einfluss darüber wie stabil es wird. Falls du den Infill falsch einstellst, könnte es entweder zu instabil für den vorgesehenen Zweck werden oder zu viel Filament verbrauchen.
Beim Infill gilt es die richtige Dichte und das richtige Muster auszuwählen. Dabei bieten sich verschiedene Muster für verschiedene Stabilitäts Anforderungen an.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Falls dein Objekt nur dekorativ ist, kannst du es entweder komplett hohl drucken oder mit einer kleinen Infill Dichte um Filament zu sparen. Wenn du dagegen Objekte drucken möchtest die viel benutzt werden (wie Spielzeug z.B.), bieten sich Dichten an die im Bereich von 15 bis 50% liegen. Falls du Objekte druckst die sehr stabil sein müssen, solltest du noch höhere Dichten verwenden oder es komplett solide drucken (100% Infill Dichte).
Die beste Infill Dichte für den Sidewinder X2 in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Erste Schicht
Die erste Schicht bestimmt zu einem großen Teil ob der 3D Druck erfolgreich wird oder nicht. Hauptsächlich ist dabei die Druckbett Haftung wichtig. Diese kannst du mit den richtigen Einstellungen an die Bedürfnisse des Filaments anpassen.
Du kannst die Druckbett Haftung durch eine Anpassung der Schichthöhe, der Linienbreite, der Drucktemperatur, der Druckgeschwindigkeit und/oder der Flussrate verbessern. Die erste Optimierung sollte dabei immer die Druckgeschwindigkeit sein, da hier die Druckqualität am wenigsten negativ beeinflusst wird.
Besonders beim Glas Druckbett des Sidewinder X2 ist die Reduzierung der Druckgeschwindigkeit auf 5-10 mm/s eine gute Idee. Besonders PLA profitiert hierbei.
Das sind die besten Cura Einstellungen für die erste Schicht beim Sidewinder X2:
- Schichtdicke: 100-200% der normalen Schichtdicke (höhere Werte, um Druckbett Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s); 5-10 mm/s für eine bessere Druckbett Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett Haftung)
Cura Einstellungen Kalibrieren für den Sidewinder X2
Jeder 3D Drucker verhält sich anders. Die besten Einstellungen sind daher auch von Drucker zu Drucker unterschiedlich. Damit du ein gutes Druckergebnis erhältst, ist es für ein paar bestimmte Einstellungen wichtig sie zu kalibrieren. Diese Kalibrierung ist nicht nur für jeden 3D Drucker empfehlenswert, auch verschiedene Filamente unterscheiden sich voneinander.
Zu den Druckeinstellungen die kalibriert werden sollten gehören die Drucktemperatur, die Flussrate und die Retraction.
Um diese drei Einstellungen zu Kalibrierung, kannst du entweder auf Objekte von verschiedenen Portalen wie Thingiverse oder Cult3D zurückgreifen, oder du verwendest das Calibration Shapes Plugin in Cura.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
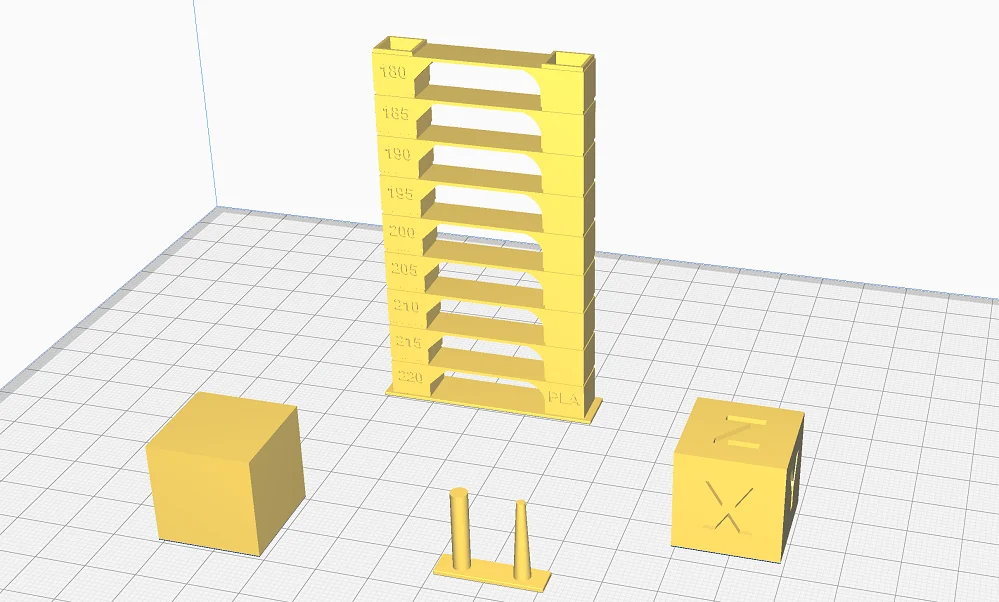
Wie man die Drucktemperatur beim Sidewinder X2 Kalibriert
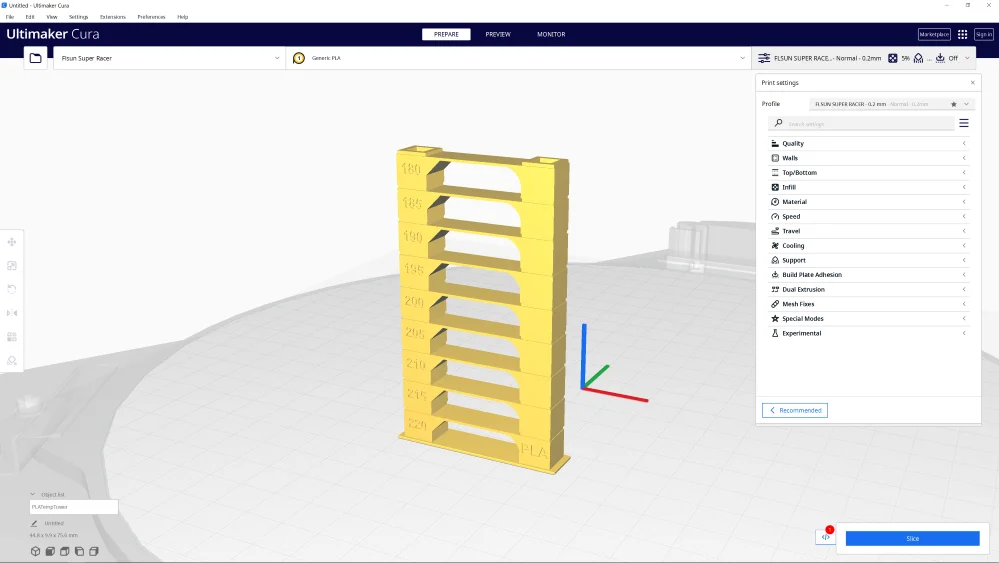
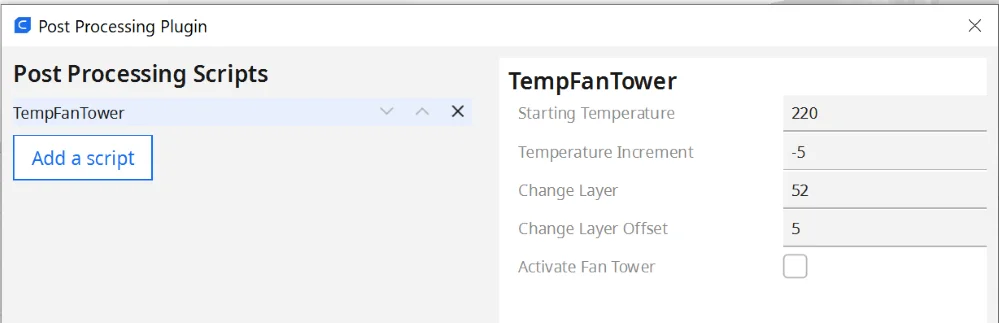
Zur Kalibrierung der Drucktemperatur bietet sich ein Temperatur Turm an. Dieses Objekt besteht aus verschiedenen Ebenen die bei unterschiedlichen Temperaturen gedruckt werden.
Da die Geometrie der einzelnen Ebenen verschiedene Druckfehler provozieren, siehst du nach dem Druck sofort bei welcher Temperatur du die besten Ergebnisse erzielen kannst.
Wie man die Flussrate beim Sidewinder X2 Kalibriert
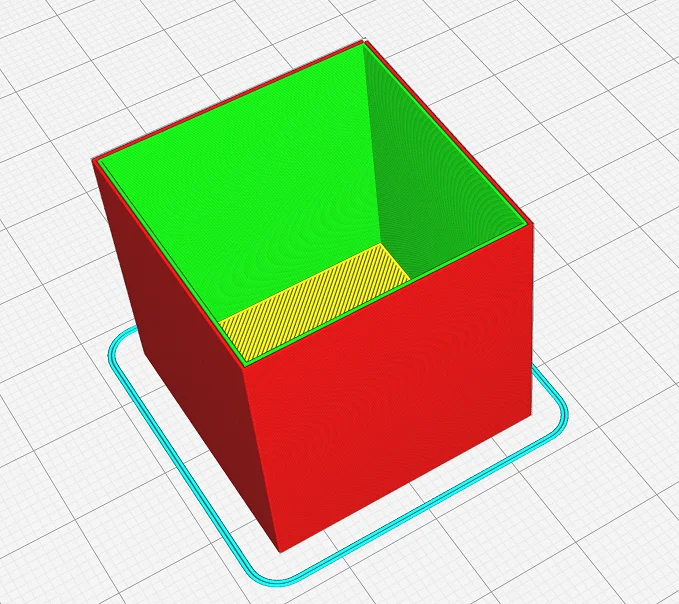
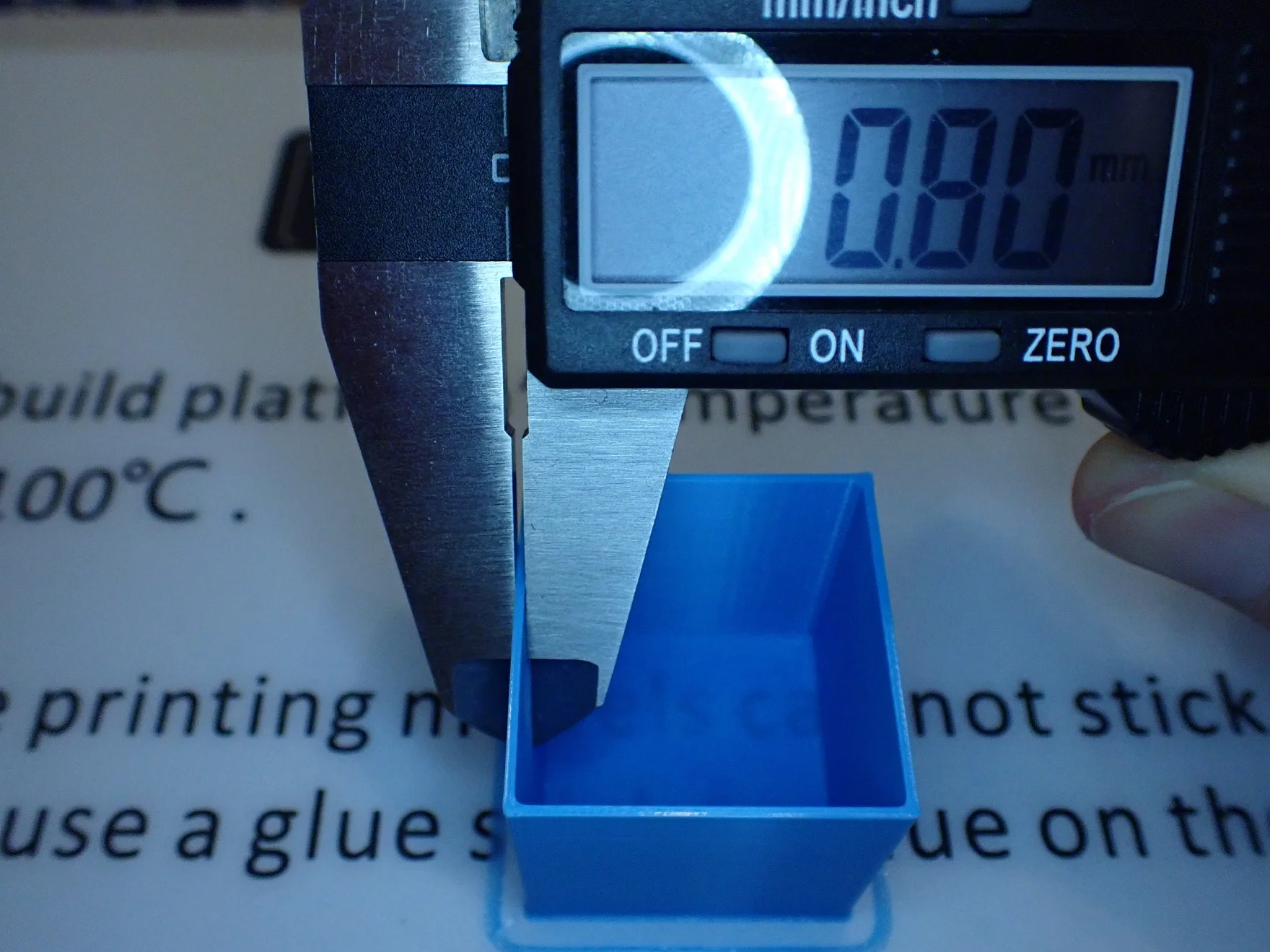
Das Ziel der Flussraten Kalibrierung ist, dass die gedruckten Linien so breit sind wie du sie im Slicer angegeben hast. Ist die Flussrate zu hoch eingestellt, werden die Linien zu breit, bei einer zu niedrigen Flussrate werden sie zu dünn. Sowohl-als-auch führt zu unansehnlichen und teilweise katastrophalen Druckfehlern.
Du kannst die Flussrate am besten kalibrieren indem du einen hohlen Würfel druckst ohne Infill und ohne Deckel. Danach kannst du die Wandstärke mit einem Messschieber messen und sie mit dem theoretischen Wert im Slicer vergleichen.
Wie man die Retraction beim Sidewinder X2 Kalibriert
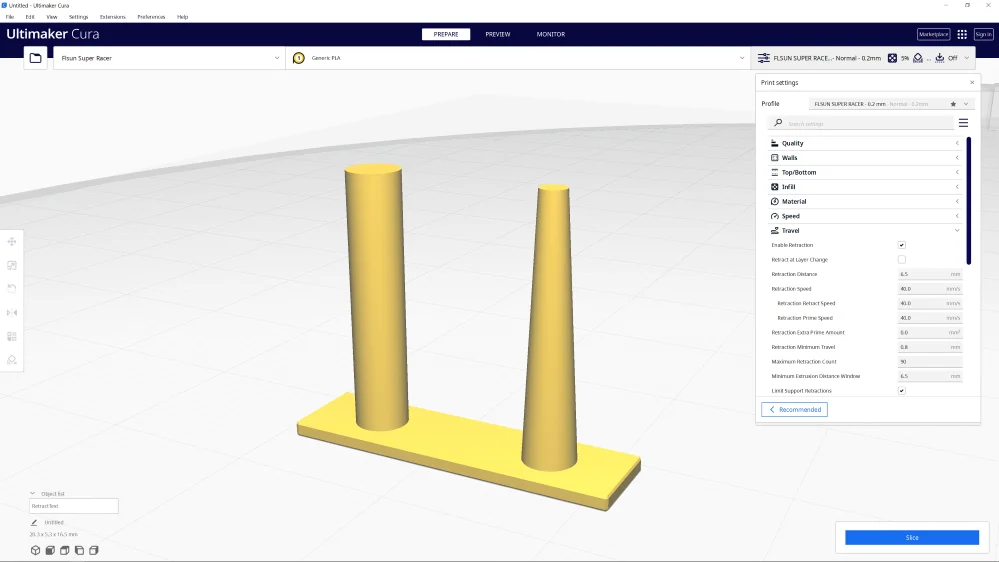
Die Retraction zu kalibrieren ist essentiell um Druckfehler wie Stringing zu vermeiden. Stringing taucht auf wenn der 3D Drucker ohne Filament zu extrudieren von einem Ort zum anderen fährt. Daher bestehen Kalibrierobjekte für die Retraction meistens aus dünnen Säulen.
Achte bei der Kalibrierung darauf, dass du immer nur einen Wert der Retraction anpasst und das Ergebnis beobachtest. Wenn du die Retraction Distanz und die Geschwindigkeit gleichzeitig veränderst, weißt du nicht welche Änderung für das Ergebnis verantwortlich ist.
Fazit
In diesem Artikel hast du die besten Einstellungen für den Sidewinder X2 in Cura kennengelernt. Da sich auch 3D Drucker des gleichen Modells leicht voneinander unterscheiden können, bieten dir die hier angegebenen Werte einen guten Startpunkt für weitere Optimierungen.
Vor allem solltest du aber die Drucktemperatur, die Flussrate und die Retraction individuell kalibrieren, um die besten Ergebnisse zu erzielen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
