
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Beim 3D-Druck können die richtigen Slicer-Einstellungen den Unterschied zwischen einem perfekten Druck und einem unschönen Misserfolg ausmachen. Der QIDI Tech X-Max 3 hat in meinen Tests viel Potenzial gezeigt. Aber wie bei jeder Maschine macht die richtige Einstellung den Unterschied aus.
Nach intensivem Experimentieren und dem Ausprobieren einer Vielzahl von Einstellungen und Filamenten konnte ich perfekte Ergebnisse erzielen. Und die Einstellungen in Cura dafür zeige ich dir in diesem Artikel.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 220 °C | 260-270 °C | 230 °C | 250-260 °C |
| Druckbetttemperatur | 60 °C | 100 °C | 60 °C | 70-80 °C |
| Druckkammer | / | 45 °C | / | / |
| Geschwindigkeit | 200 mm/s | 220 mm/s | 60 mm/s | 120 mm/s |
| Retraction | 1,0 mm bei 30 mm/s | 1,0-1,2 mm bei 30 mm/s | 0,8-1 mm bei 30 mm/s | 1,0 mm bei 30-40 mm/s |
| Kühlung | 100 % | 30% | 100 % | 60 % |
Table of Contents:
Wie man ein Profil für den QIDI Tech X-Max 3 in Cura erstellt
Ein 3D-Druckerprofil in Cura ist im Grunde eine Blaupause für deine Maschine und deine Druckeinstellungen. Es ist eine umfassende Datei, die alle wichtigen Faktoren enthält, die deine Druckqualität beeinflussen. Zu diesen Faktoren gehören unter anderem die Drucktemperatur, die Temperatur des Druckbetts, die Druckgeschwindigkeit, die Retraction und die Kühleinstellungen.
Bei der Erstellung eines Profils sollte jede Einstellung sorgfältig kalibriert werden, um sicherzustellen, dass sie auf das verwendete Material und die spezifischen Anforderungen des Druckauftrags abgestimmt ist. Indem du diese Parameter im Profil optimierst, stellst du sicher, dass dein 3D-Drucker mit maximaler Leistung arbeitet und hochwertige Drucke liefert.
Um einen 3D-Drucker in Cura hinzuzufügen, befolge diese Schritte:
- Öffne die Druckereinstellungen: Navigiere zum Menü „Einstellungen“ in der oberen Menüleiste, klicke dann auf „Drucker“ und schließlich auf „Drucker hinzufügen“
- Wähle „Drucker“: Es öffnet sich ein neues Fenster. Wenn dein Drucker mit deinem Computer verbunden ist, kannst du ihn unter „Netzwerk“ auswählen, wenn dein Drucker nicht aufgeführt ist, wähle „Nicht vernetzt“
- Gib die Druckerdetails ein: Scrolle im Abschnitt „Einen nicht vernetzten Drucker hinzufügen“ zu „Custom“, wenn du die Marke deines Druckers nicht in der Liste siehst. Klicke auf „Custom FFF-Printer“, gib den Namen des Druckers ein und klicke dann auf „Hinzufügen“
- Konfiguriere die Druckereinstellungen: Fülle die erforderlichen Felder mit den Spezifikationen deines Druckers aus. Dazu gehören Maschineneinstellungen wie X (Breite), Y (Tiefe) und Z (Höhe), Düsengröße und Informationen zum Heizbett (siehe Screenshot).
- Speichere deine Einstellungen: Wenn du die Daten deines Druckers eingegeben hast, klicke auf die Schaltfläche „Weiter“, um deine Einstellungen zu speichern.
Dein 3D-Drucker wird nun in Cura hinzugefügt. Du kannst ihn in der Druckerliste sehen und ihn auswählen, wenn du ein neues Druckprojekt starten willst.
Nachdem dein 3D-Drucker nun erfolgreich in Cura hinzugefügt wurde, kannst du deine Druckeinstellungen festlegen. Diese Einstellungen werden das Ergebnis deiner 3D-Drucke maßgeblich beeinflussen.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den QIDI Tech X-Max 3 für PLA:
- Drucktemperatur: 220 °C
- Druckbetttemperatur: 60 °C
- Druckkammertemperatur: /
- Druckgeschwindigkeit: 200 mm/s
- Retraction: 1,0 mm bei 30 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Mit dem QIDI Tech X-Max 3 wird das Drucken mit PLA zu einem unkomplizierten Prozess. Mit den oben genannten Werten habe ich mit verschiedenen PLA-Filamenten gute Ergebnisse erzielt.
Die Drucktemperatur, die beim QIDI Tech X-Max 3 bei der Verwendung von PLA auf 220 °C eingestellt ist, ist ein wichtiger Parameter im 3D-Druckprozess. Sie beeinflusst direkt die Qualität des Drucks und die erfolgreiche Extrusion des Filaments. Ist die Temperatur zu niedrig, schmilzt das Filament nicht richtig, was zu einer schlechten Extrusion und ungleichmäßigen Drucken führt.
Ist die Temperatur hingegen zu hoch, kann das Filament überhitzen, was zu strähnigen Drucken und möglichen Schäden am Drucker führt.
Der optimale Temperaturbereich für PLA liegt normalerweise zwischen 190°C und 220°C. Im Fall des QIDI Tech X-Max 3 hat die eingestellte Temperatur von 220 °C bei verschiedenen PLA-Filamenten stets zu hervorragenden Ergebnissen geführt.
Die Einstellungen für den Retraction spielen ebenfalls eine wichtige Rolle im 3D-Druckprozess. Wie oben beschrieben, habe ich für die meisten PLA-Filamente eine Retraction-Einstellung von 1,0 mm bei 30 mm/s verwendet. Der Retraction ist der Prozess, bei dem das Filament in die Düse zurückgezogen wird, wenn sich der Druckkopf über Bereiche bewegt, die nicht gedruckt werden.
Diese Einstellung ist wichtig, um Fadenbildung zu verhindern, die die Qualität des fertigen Drucks beeinträchtigen kann. Ein falsch eingestellter Retraction kann entweder zu übermäßiger Fadenbildung (Stringing) führen, wenn er zu niedrig ist, oder zum Verstopfen der Düse, wenn er zu hoch ist.
Die oben genannten Einstellungen dienen als hervorragende Grundlage für weitere Optimierungen je nach den spezifischen Anforderungen deines 3D-Druckprojekts. Je nach Modell und Material müssen diese Einstellungen möglicherweise angepasst werden. Im weiteren Verlauf dieses Artikels werde ich dir zeigen, wie du diese Einstellungen kalibrierst, um optimale Ergebnisse zu erzielen und sicherzustellen, dass deine 3D-Druckprojekte mit dem QIDI Tech X-Max 3 erfolgreich und reibungslos verlaufen.
ABS-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den QIDI Tech X-Max 3 für ABS:
- Drucktemperatur: 260-270 °C
- Druckbetttemperatur: 100 °C
- Druckkammertemperatur: 45 °C
- Druckgeschwindigkeit: 220 mm/s
- Retraction: 1,0-1,2 mm bei 30 mm/s
- Kühlung: 30%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS ist ein gängiges Filament, das im 3D-Druck verwendet wird. Es bietet starke und haltbare Drucke mit guter Temperaturbeständigkeit und eignet sich daher für Funktionsteile und Prototypen. Allerdings kann ABS im Vergleich zu PLA schwieriger zu drucken sein, da es eine höhere Drucktemperatur benötigt und dazu neigt, sich zu verziehen (Warping). Daher ist es wichtig, die richtigen Einstellungen für ABS mit deinem QIDI Tech X-Max 3 zu verwenden, um erfolgreiche Drucke zu erzielen.
Der empfohlene Drucktemperaturbereich für ABS mit dem QIDI Tech X-Max 3 liegt zwischen 260 und 270 °C. Diese höhere Temperatur ist notwendig, damit das Druckbett richtig haftet und die Schichten miteinander verbunden werden. Wichtig ist auch ein beheiztes Druckbett, das auf 100 °C eingestellt ist, um ein Verziehen zu verhindern und sicherzustellen, dass die erste Schicht auf der Bauplatte haftet.
Zusätzlich zu einem beheizten Druckbett solltest du die Heizung der Druckkammer aktivieren und ihre Temperatur auf 45 °C für ABS einstellen. So kannst du die Temperatur während des gesamten Druckvorgangs konstant halten und mögliche Verformungen oder Risse verhindern. Achte darauf, dass du die Kammerheizung mindestens 10 Minuten vor dem Druck aktivierst.
Die Retraction ist eine wichtige Einstellung beim Drucken von ABS, da sie dazu beiträgt, Fäden zu vermeiden. Eine Retraction-Distanz von 1,0-1,2 mm bei einer Geschwindigkeit von 30 mm/s war für meine ABS-Filamente ideal.
Beim Drucken mit ABS ist es außerdem wichtig, die Kühleinstellungen anzupassen. Im Vergleich zu PLA muss ABS während des Drucks weniger gekühlt werden. Für einige ABS-Filamente ist 0% Kühlung perfekt. Bei mir war max. 30% am besten, um Verformungen und Risse zu vermeiden.
Der X-Max 3 verfügt über einen Kohlefilter, der die giftigen Gase herausfiltert, die beim Drucken mit ABS entstehen. Trotzdem ist es ratsam, den Raum nach dem Druck gründlich zu lüften.
TPU-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den QIDI Tech X-Max 3 für TPU:
- Drucktemperatur: 230 °C
- Druckbetttemperatur: 60 °C
- Druckkammertemperatur: /
- Druckgeschwindigkeit: 60 mm/s
- Retraction: 0,8-1 mm bei 30 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
TPU ist ein flexibles Filament, das eine sorgfältige Kalibrierung der Druckgeschwindigkeit und der Retraction-Einstellungen erfordert, um eine hohe Druckqualität zu erreichen und Verstopfungen zu vermeiden.
Aufgrund seiner elastischen Beschaffenheit erfordert TPU eine langsamere Druckgeschwindigkeit; so kann das Material kontrolliert in den Extruder eingezogen werden, was das Risiko verringert, dass es sich verheddert oder einen Stau verursacht. Ich habe mit etwa 60 mm/s gute Ergebnisse erzielt.
Die Einstellungen für den Retraction sind ebenfalls entscheidend. Da TPU zum unkontrollierten Auslaufen neigt, muss die Retraction genau eingestellt werden, um überflüssige Fäden oder Kleckse auf dem gedruckten Modell zu vermeiden.
Die oben beschriebenen Einstellungen für den QIDI Tech X-Max 3 sind ein guter Ausgangspunkt, aber bedenke, dass sie je nach TPU-Marke variieren können. Führe immer einen Testdruck durch und passe deine Einstellungen bei Bedarf an, um optimale Ergebnisse zu erzielen (die Kalibrierung erkläre ich später in diesem Artikel).
Dank des Direct-Drive-Extruders des QIDI Tech X-Max 3 ist ein einwandfreier Druck mit TPU-Filament möglich. Diese Funktion ermöglicht einen kürzeren Weg für das Filament, was bei flexiblen Filamenten wie TPU entscheidend ist.
In diesem Artikel erkläre ich den Unterschied zwischen Bowden- und Direct-Drive-Extrudern.
PETG-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den QIDI Tech X-Max 3 für PETG:
- Drucktemperatur: 250-260 °C
- Druckbetttemperatur: 70-80 °C
- Druckkammertemperatur: /
- Druckgeschwindigkeit: 120 mm/s
- Retraction: 1,0 mm bei 30-40 mm/s
- Kühlung: 60%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG ist relativ einfach zu drucken und trotzdem robust. Allerdings ist es sehr anfällig für Stringing. Deshalb ist die genaue Einstellung von Temperatur und Retraction entscheidend. Ich habe mit den oben angegebenen Werten hervorragende Ergebnisse erzielt, obwohl in den meisten Fällen eine Kalibrierung erforderlich ist.
PETG-Filament nimmt Feuchtigkeit aus der Luft auf, weshalb eine trockene Lagerung unerlässlich ist. Feuchtigkeit kann sich negativ auf die Qualität deiner Drucke auswirken und Probleme wie Stringing, schlechte Schichthaftung und eine raue Oberfläche verursachen.
Der QIDI Tech X-Max 3 verfügt über eine Trockenbox, die auf der Rückseite des Filament-Halters angebracht werden kann. Diese Anordnung sorgt dafür, dass das Filament auch bei umfangreichen Projekten trocken bleibt.
Die Trockenbox ist besonders wichtig, wenn du mit Materialien wie PETG arbeitest, die Feuchtigkeit aus der Umgebung aufnehmen. Ein trockenes Filament trägt zur Qualität der Drucke bei und verhindert Probleme, die mit der Feuchtigkeitsaufnahme zusammenhängen, wie z. B. Stringing, schlechte Schichthaftung und eine raue Oberfläche.
Beste Cura-Einstellungen für den QIDI Tech X-Max 3
Im folgenden Abschnitt gehen wir auf die Details der einzelnen Einstellungen ein, um dir ein umfassendes Verständnis dafür zu vermitteln, wie du die Cura-Einstellungen für den QIDI Tech X-Max 3 optimieren kannst.
Drucktemperatur
Die besten Drucktemperaturen für den QIDI Tech X-Max 3 in Cura:
- PLA: 220 °C
- ABS: 260-270 °C
- TPU: 230 °C
- PETG: 250-260 °C
Eine falsch eingestellte Drucktemperatur kann zu verschiedenen Druckfehlern beim 3D-Druck führen. Eine zu hohe Temperatur kann zum Beispiel dazu führen, dass das Druckmaterial zu flüssig ist und Fäden zieht oder Kleckse auf der Druckoberfläche entstehen.
Umgekehrt kann eine zu niedrige Temperatur dazu führen, dass das Filament nicht vollständig geschmolzen wird, was eine schlechte Haftung der Schichten zur Folge hat und möglicherweise zum Scheitern des Drucks führt.
Es ist wichtig, die Drucktemperatur genau auf die Art des verwendeten Filaments abzustimmen, um eine optimale Druckqualität zu gewährleisten und mögliche Probleme zu minimieren. Auch wenn die oben angegebenen Werte keine perfekten Ergebnisse liefern, sind sie doch ein guter Ausgangspunkt für die Kalibrierung.
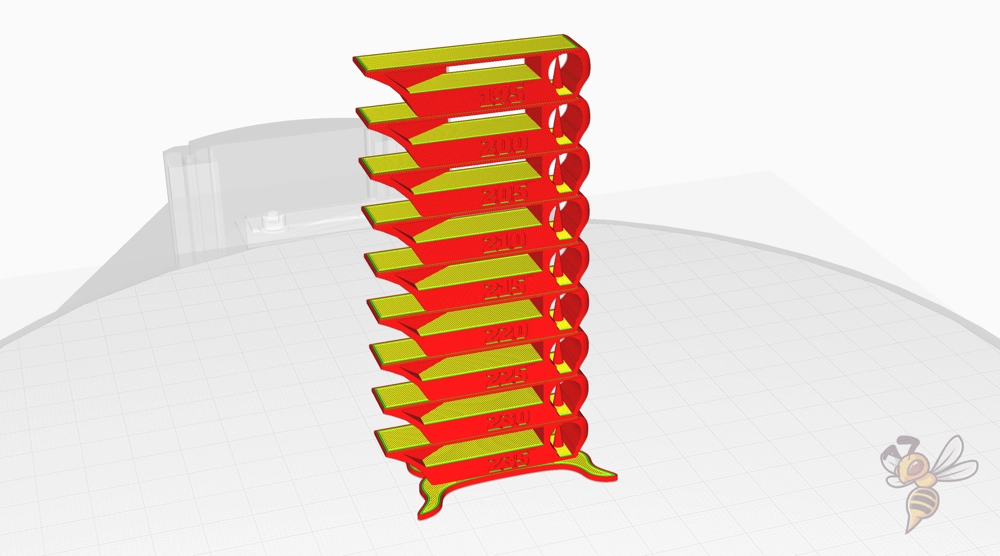
Um die Drucktemperatur zu kalibrieren, kannst du einen Temperaturturmtest drucken. Bei dieser Art von Test werden mehrere Temperatureinstellungen beim gleichen Objekt angewendet, sodass du die ideale Drucktemperatur für dein spezielles Filament und deine Druckereinrichtung ermitteln kannst.
Die Kalibrierung der Drucktemperatur für den QIDI Tech X-Max 3 ist ein unkomplizierter Prozess, was primär an seinem hochpräzisen Extruder liegt. Durch diese Genauigkeit wird die Wahrscheinlichkeit von Druckfehlern aufgrund von Temperaturschwankungen minimiert, was den Prozess der Temperaturkalibrierung einfacher und effizienter macht.
Bei PLA war es tatsächlich so, dass die empfohlene Temperatur von 220 °C bereits perfekte Ergebnisse lieferte, ohne dass ich sie kalibrieren musste!
Ich zeige dir in diesem Artikel genau, wie du die Drucktemperatur kalibrierst, wenn das bei dir nicht der Fall ist, und zeige dir auch, wie du das entsprechende Skript für den Temp-Tower erstellst: 3D-Drucker-Kalibrierung: Schritt für Schritt zu perfekten Ergebnissen
Druckbetttemperatur
Dies sind die besten Druckbetttemperaturen für den QIDI Tech X-Max 3 in Cura:
- PLA: 60 °C
- ABS: 100 °C
- TPU: 60 °C
- PETG: 70-80 °C
Die Druckbetttemperatur ist entscheidend dafür, wie gut das 3D-Druckobjekt am Druckbett des Druckers haftet. Die optimale Druckbetttemperatur variiert je nach Filamenttyp. So benötigen PLA und TPU oft eine Druckbetttemperatur von etwa 60 °C, während ABS eine höhere Temperatur benötigt, in der Regel etwa 100 °C. Für PETG kann eine Druckbetttemperatur zwischen 70 und 80 °C erforderlich sein.
Es ist wichtig, diese Temperaturen je nach Bedarf anzupassen, um eine optimale Haftung zu gewährleisten und das Risiko von Druckfehlern zu minimieren.
Das flexible Druckbett des QIDI Tech X-Max 3 ist mit einer PEI-Beschichtung versehen, die für die meisten Filamente eine hervorragende Haftung bietet. Daher ist es nicht schwierig, die richtige Temperatur für das verwendete Filament zu finden.
Denk daran, die niedrigste Temperatur zu finden, bei der die Haftung noch gut genug ist, um einen Elefantenfuß zu vermeiden.
Druckgeschwindigkeit
Die optimale Druckgeschwindigkeit für den QIDI Tech X-Max 3 in Cura:
- PLA: 200 mm/s
- ABS: 220 mm/s
- TPU: 60 mm/s
- PETG: 120 mm/s
Der QIDI Tech X-Max 3 verwendet Klipper als Firmware, die hohe Druckgeschwindigkeiten ermöglicht. Damit kann er eine maximale Druckgeschwindigkeit von 600 mm/s erreichen. Die beste Druckqualität habe ich jedoch mit den oben angegebenen Werten erreicht.
Um zu testen, ob du noch schneller drucken kannst, ohne Druckfehler zu erzeugen, gibt es spezielle Kalibrierungsobjekte, die du dafür verwenden kannst.
Schichthöhe
Die besten Schichthöhen für den QIDI Tech X-Max 3 in Cura:
- Dekorative Objekte: 0.1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0.3-0,4 mm
Die Schichthöhe ist ein weiterer entscheidender Parameter, um eine optimale Druckqualität zu erreichen. Je höher die Schichthöhe, desto höher ist die Druckgeschwindigkeit, aber sie führt auch zu einer geringeren Auflösung und mehr sichtbaren Schichten auf dem endgültigen Druck.
Deshalb ist es wichtig, die richtige Schichthöhe zu wählen, je nachdem, wie das gewünschte Druckergebnis aussehen soll.
Flussrate
Die beste Flussrate für den QIDI Tech X-Max 3 in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unterextrusion: 101% bis 110%
Die Flussrate, auch bekannt als Extrusionsmultiplikator, bestimmt, wie viel Filament während des Drucks extrudiert wird. Es ist wichtig, die Flussrate für jeden Filamenttyp zu kalibrieren, da verschiedene Filamente unterschiedliche Dichten und Eigenschaften haben, die ihre Flussrate beeinflussen können.
Eine zu hohe Flussrate kann zu Klecksen und Fäden führen, während eine zu niedrige Flussrate zu Lücken und schwachen Drucken führen kann.
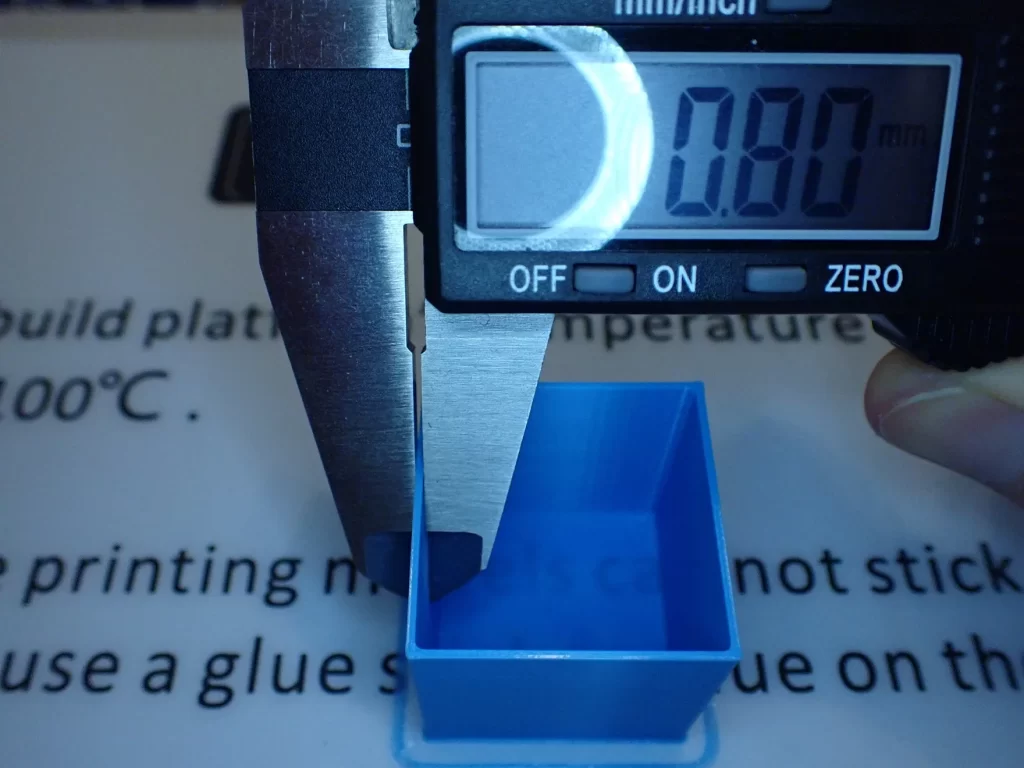
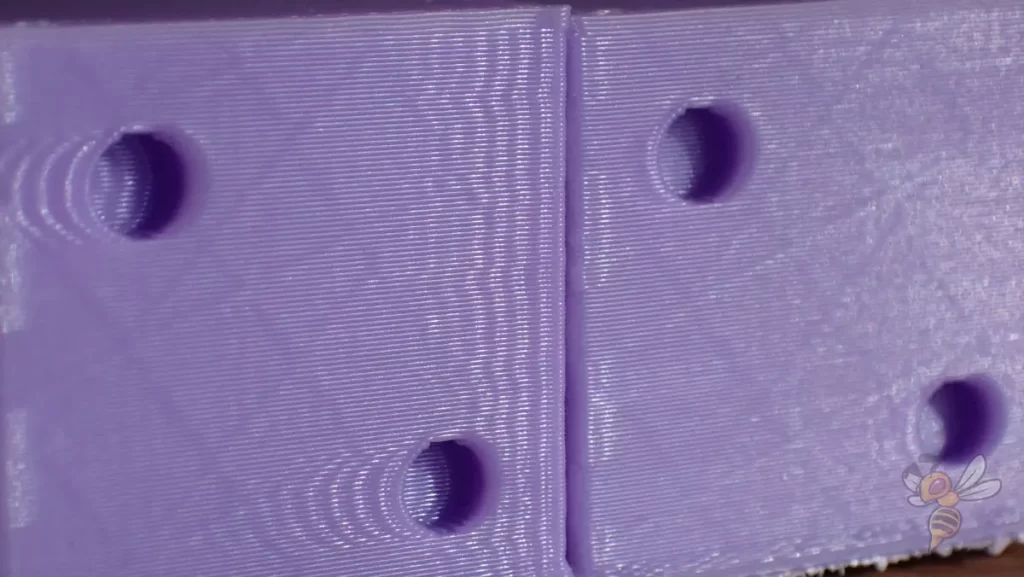
Um die Flussrate zu kalibrieren, kannst du einen einfachen Kalibrierungswürfel ohne Füllung und obere Schichten drucken. Passe die Flussrate an, bis die Wandstärke des Würfels dem in Cura eingestellten Wert entspricht. Wiederhole diesen Vorgang für jeden Filamenttyp, um eine optimale Druckqualität zu gewährleisten.
Retraction
Die besten Einstellungen für die Retraction für den QIDI Tech X-Max 3 in Cura:
- PLA: 1,0 mm bei 30 mm/s
- ABS: 1,0-1,2 mm bei 30 mm/s
- TPU: 0,8-1 mm bei 30 mm/s
- PETG: 1,0 mm bei 30-40 mm/s
Falsche Retraction-Einstellungen beim 3D-Druck können zu einer Reihe von Problemen führen, die sich negativ auf die endgültige Druckqualität auswirken. Eine zu hohe Retraction-Geschwindigkeit oder eine zu große Retraction-Distanz kann dazu führen, dass das Filament schleift oder das Hotend verstopft, was zu einer Unter-Extrusion oder im Extremfall zu einem kompletten Druckausfall führt.
Andererseits kann eine unzureichende Retraction dazu führen, dass überschüssiges Filament während der Bewegung aus der Düse austritt und dünne Fäden zwischen den einzelnen Teilen des Modells bildet. Daher ist eine sorgfältige Kalibrierung der Retraction-Einstellungen für jeden Materialtyp wichtig, um optimale Druckergebnisse zu erzielen.
Es könnte sein, dass du mit den oben genannten Werten bereits perfekte Ergebnisse erzielst, aber leider wird das beim Retraction trotzdem nur selten der Fall sein.
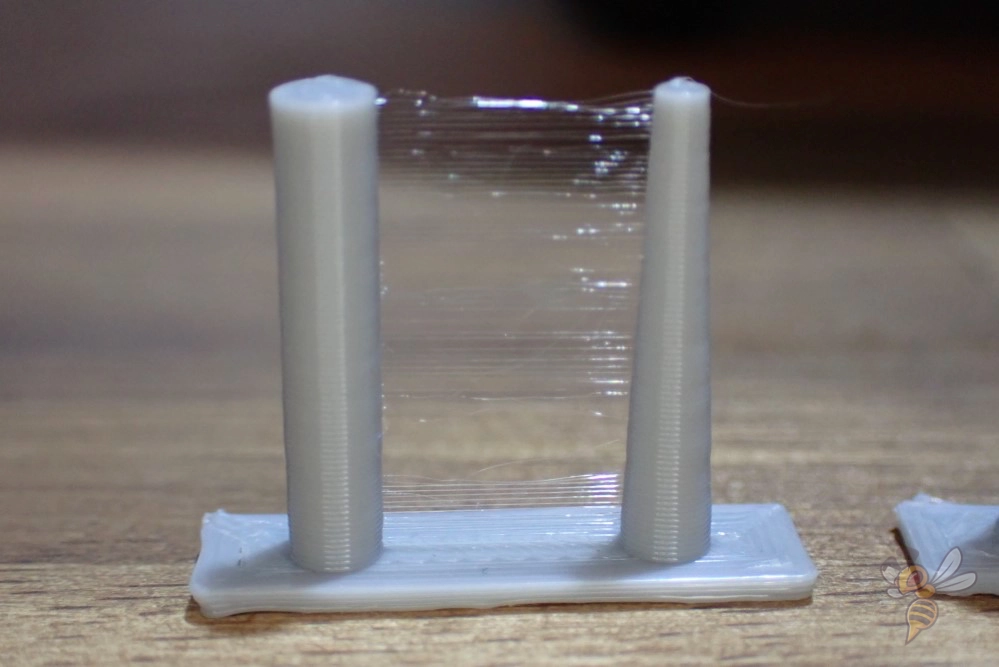
Um die Retraction-Einstellungen für deinen 3D-Drucker zu kalibrieren, musst du ein Testmodell für die Retraction drucken, das normalerweise aus zwei oder mehr Säulen besteht. Beginne mit den oben genannten Einstellungen für deinen Filamenttyp und nimm bei jedem weiteren Test kleine Anpassungen vor.
Wenn zwischen den Pfeilern Fäden gezogen werden, erhöhe die Retraction-Distanz schrittweise um 0,1 mm, bis die Fäden nicht mehr gezogen werden. Wenn du Anzeichen von Unter-Extrusion, wie z. B. Lücken oder dünne Schichten, feststellst, verringere die Retraction-Geschwindigkeit.
Denke daran, dass die Kalibrierung der Retraction ein iterativer Prozess ist und sorgfältige Beobachtung erfordert. Für jeden Filamenttyp sind andere Einstellungen erforderlich. Notiere dir daher die optimalen Parameter für jeden einzelnen Filamenttyp für die spätere Verwendung.
Infill
Die beste Infill-Dichte für den QIDI Tech X-Max 3 in Cura:
- Dekorative Objekte: 0-15%
- Standard-Objekte: 15-50%
- Stabile Objekte: 50-100%
Es ist wichtig, daran zu denken, dass die Infill-Einstellungen zwar für bestimmte Drucker wie den QIDI Tech X-Max 3 empfohlen werden, aber letztlich von den spezifischen Anforderungen des jeweiligen Projekts abhängen. Mit anderen Worten: Die Füllung ist nicht an den Drucker gebunden, sondern an den Zweck des gedruckten Objekts.
Für dekorative Objekte beispielsweise ist in der Regel eine geringere Infill-Dichte erforderlich, da sie oft keiner großen Belastung ausgesetzt sind. Im Gegensatz dazu benötigen Objekte, die für eine lange Lebensdauer oder einen funktionalen Einsatz konzipiert sind, einen höheren Füllungsgrad. Deshalb ist es wichtig, den Zweck deines 3D-Druckmodells zu kennen, um die richtigen Infill-Einstellungen zu bestimmen.
Erste Schicht
Dies sind die besten Cura-Einstellungen für die erste Schicht auf dem QIDI Tech X-Max 3:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte erhöhen die Betthaftung)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte erhöhen die Haftung am Bett)
- Drucktemperatur: Gleiche Temperatur wie beim Rest des Objekts oder 5-10 °C höher für eine bessere Bett-Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (d.h. 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Bettadhäsion.
- Flussrate: 100-110% (höhere Werte bei schlechter Druckbett-Haftung)
- Raft/Brim/Skirt: Nicht notwendig, da der X-Max 3 Drucker ein PEI-Druckbett hat.
Die erste Schicht ist beim 3D-Druck von entscheidender Bedeutung für das Druckergebnis und entscheidet oft über Erfolg oder Misserfolg. Eine gut ausgeführte erste Schicht sorgt für eine gute Haftung auf dem Druckbett und vermeidet so potenzielle Probleme wie Verformungen oder Verschiebungen, die die Struktur und Ästhetik des Drucks beeinträchtigen können.
Eine Möglichkeit, die Haftung der ersten Schicht beim 3D-Druck zu erhöhen, besteht darin, die Druckgeschwindigkeit zu verringern oder die Drucktemperatur zu erhöhen. Beide Maßnahmen verbessern die Haftung zwischen der ersten Schicht und dem Druckbett.
Bei Druckern wie dem X-Max 3 ist dies jedoch in der Regel nicht nötig, da er bereits mit einem PEI-Druckbett ausgestattet ist, das eine hervorragende Haftung bietet. Dadurch ist es weniger notwendig, die oben genannten Einstellungen zu verändern, um eine höhere Haftung zu erreichen.
Fazit
Die in diesem Leitfaden beschriebenen Cura-Parameter sind genau auf den QIDI Tech X-Max 3 zugeschnitten und können den Erfolg deines Drucks erheblich beeinflussen.
Auch wenn diese Einstellungen zu guten Ergebnissen führen sollten, kann es notwendig sein, sie je nach den verwendeten Materialien und Designs anzupassen. Wie bei jedem neuen Drucker oder Material empfiehlt es sich, Testdrucke durchzuführen und die Einstellungen entsprechend anzupassen, um optimale Ergebnisse zu erzielen.
Mit der richtigen Pflege und Kalibrierung kann der X-Max 3 hochwertige Drucke produzieren, die deine Erwartungen erfüllen. Ich hoffe, dieser Guide hat dir ein besseres Verständnis der Cura-Einstellungen für diesen Drucker vermittelt und ermöglicht es dir, deine gewünschten Drucke mit Leichtigkeit zu erzielen. Viel Spaß beim Drucken!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
