
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Elegoo Neptune 3 Pro ist zwar ein perfekter Einsteiger 3D-Drucker und auch für Profis lohnenswert, doch ohne die richtigen Slicer Einstellungen kann keine perfekte Druckqualität erreicht werden.
Um die richtigen Cura Einstellungen für den Neptune 3 Pro zu finden, können die Einstellungen aus dem Elegoo Slicer kopiert werden. Neben den Maschineneinstellungen sind dabei die Drucktemperatur und die Retraction essenziell. Für perfekte Ergebnisse sollten die wichtigsten Einstellungen kalibriert werden.
In diesem Artikel findest du die besten Cura Einstellungen für den Neptune 3 Pro. Sie basieren auf meinem ausführlichen Test und sollten dir einen guten Einstieg ermöglichen. Wie du die wichtigsten Einstellungen kalibrieren kannst, um perfekte Ergebnisse ohne Druckfehler zu erzeugen, zeige ich dir auch in diesem Artikel.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 200 °C | 250 °C | 215 °C | 230 °C |
| Druckbett Temperatur | 60 °C | 90 °C | 60 °C | 60 °C |
| Druckgeschwindigkeit | 60 mm/s | 60 mm/s | 30 mm/s | 50 mm/s |
| Retraction | 2,5 mm bei 20 mm/s | 2,5-3,0 mm bei 20-30 mm/s | 3,5 mm bei 25 mm/s | 2,5 mm bei 20 mm/s |
| Kühlung | 100% | 0% + Gehäuse | 100% | 50-100% |

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
Ein Profil für den Neptune 3 Pro in Cura Erstellen
Die Einstellungen für einen 3D-Drucker teilen sich in Cura auf die Maschineneinstellungen und die eigentlichen Druckeinstellungen auf.
Die Maschineneinstellungen beschreiben die Hardware des 3D-Druckers, also unter anderem die Dimensionen seines Druckvolumens oder des Druckkopfes.
Die Druckeinstellungen beinhalten spezifische Einstellungen, die für den jeweiligen 3D-Drucker und das verwendete Filament einzustellen sind. Dazu gehören etwa die Drucktemperatur, die Schichthöhe oder die Retraction.
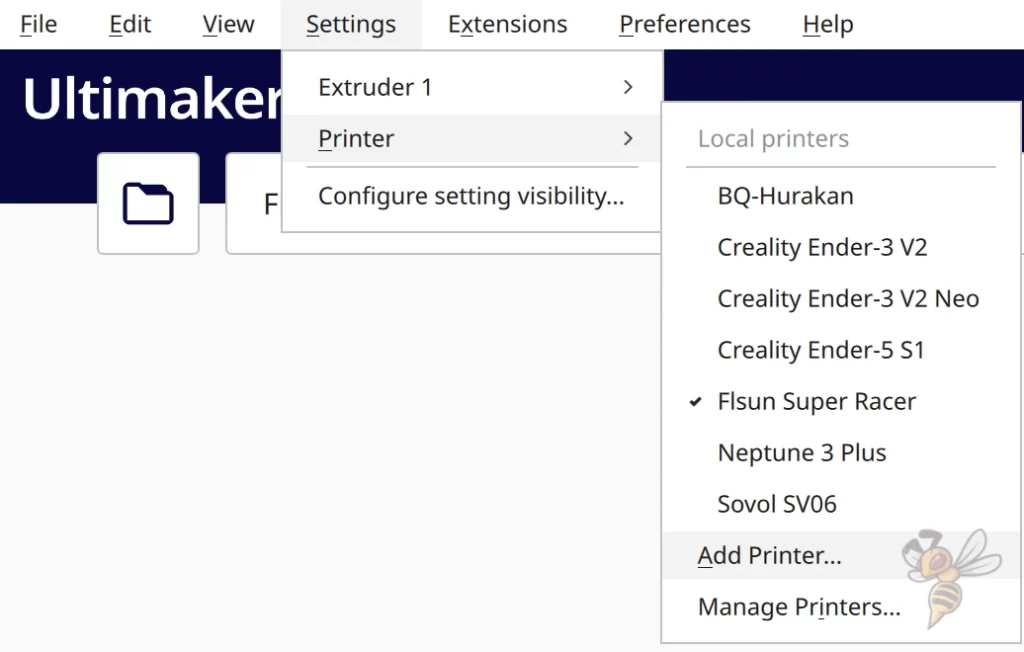
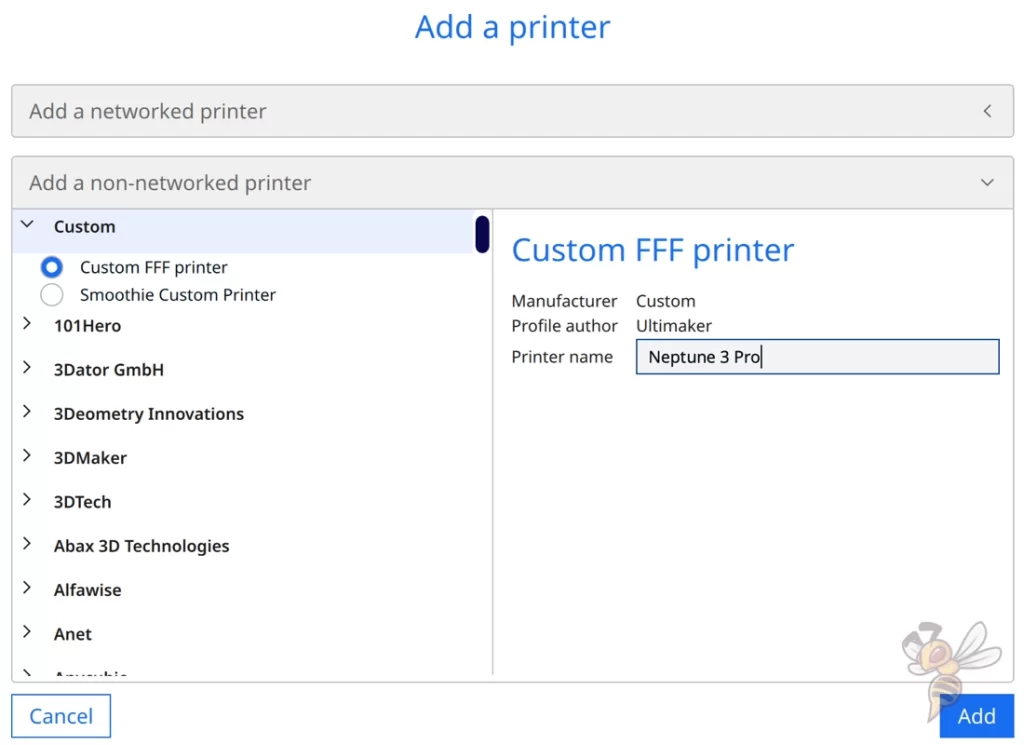
Um ein leeres Profil für den Neptune 3 Pro in Cura anzulegen, gehst du im Menü auf “Settings” > “Printer” > “Add Printer”. Dann öffnet sich ein Menü mit einer Dropdown Auswahl verschiedener Hersteller. Hier gehst du jedoch auf “Custom” > “Custom FFF printer”. Nenne den neuen Drucker Neptune 3 Pro und drücke “Add”.
Danach generiert Cura ein 3D-Drucker Profil mit Standardeinstellungen, die für den Neptune 3 Pro nicht ideal sind. Daher müssen wir sowohl die Maschineneinstellungen, als auch die Druckeinstellungen an sich anpassen.
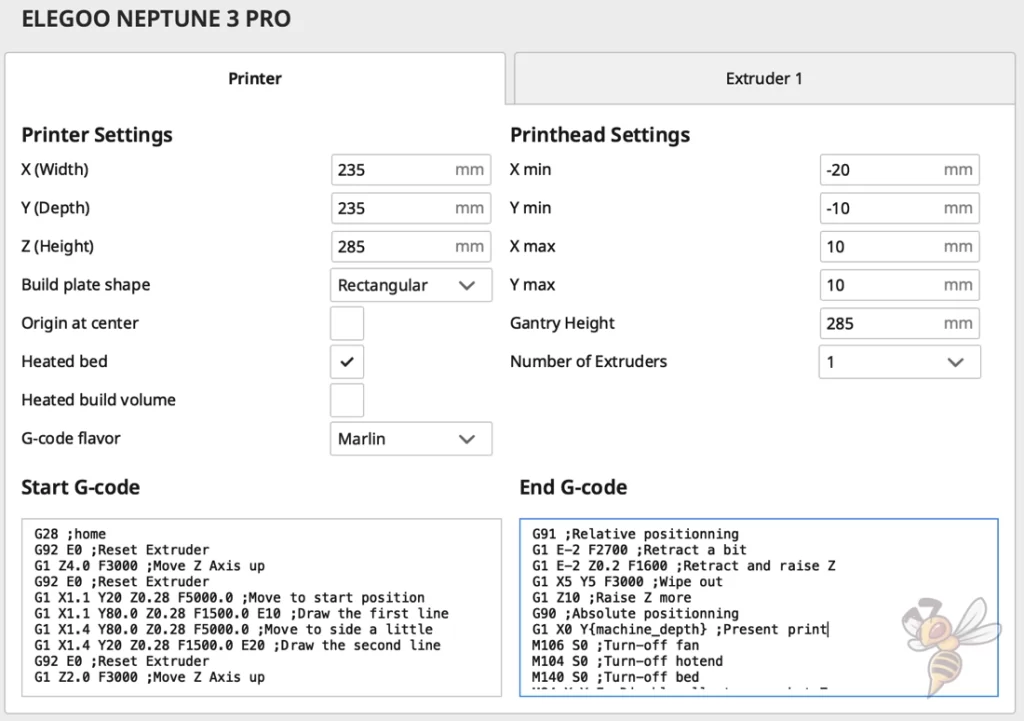
Als Erstes kümmern wir uns um die Maschineneinstellungen für den Neptune 3 Pro. Diese können wir bequem aus dem Elegoo Slicer kopieren. Ansonsten müssten wir den Druckkopf ausmessen und die G-Code Schnipsel selbst definieren.
Neben den Hardwareeigenschaften des 3D-Druckers beinhalten die Maschineneinstellungen auch G-Code Schnipsel, die am Anfang und am Ende jedes Drucks ausgeführt werden sollen.
Das hier ist der Start G-Code für den Neptune 3 Pro:
- G28 ;home
- G92 E0 ;Reset Extruder
- G1 Z4.0 F3000 ;Move Z Axis up
- G92 E0 ;Reset Extruder
- G1 X1.1 Y20 Z0.28 F5000.0 ;Move to start position
- G1 X1.1 Y80.0 Z0.28 F1500.0 E10 ;Draw the first line
- G1 X1.4 Y80.0 Z0.28 F5000.0 ;Move to side a little
- G1 X1.4 Y20 Z0.28 F1500.0 E20 ;Draw the second line
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
Und hier ist der End G-Code:
- G91 ;Relative positioning
- G1 E-2 F2700 ;Retract a bit
- G1 E-2 Z0.2 F1600 ;Retract and raise Z
- G1 X5 Y5 F3000 ;Wipe out
- G1 Z10 ;Raise Z more
- G90 ;Absolute positioning
- G1 X0 Y{machine_depth} ;Present print
- M106 S0 ;Turn-off fan
- M104 S0 ;Turn-off hotend
- M140 S0 ;Turn-off bed
- M84 X Y E ;Disable all steppers but Z
Nach der Eingabe der passenden Maschineneinstellungen können wir nun die Druckeinstellungen an den Neptune 3 Pro anpassen.
Am besten ist es, wenn du im Menü die Ansicht der Einstellungen auf “Alle” einstellst, damit du auch wirklich alle Einstellungen sehen kannst. Dies kann zu Beginn etwas verwirrend und überwältigend sein, da es wirklich sehr viele Einstellungen in Cura gibt.
Die meisten davon müssen wir jedoch nicht anpassen, da sie unabhängig vom 3D-Drucker und dem Filament sind. Die wichtigsten Einstellungen, die für den Neptune 3 Pro angepasst werden müssen, sind die Drucktemperatur, die Druckbett-Temperatur, die Druckgeschwindigkeit, die Retraction und einige Einstellungen für die erste Schicht.
Bevor wir uns die einzelnen Einstellungen im Detail anschauen, zeige ich dir die besten Einstellungen für den Neptune 3 Pro für die vier Standardfilamente.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Neptune 3 Pro für PLA:
- Drucktemperatur: 200 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 2,5 mm bei 20 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Jeder FDM 3D-Drucker kann PLA verarbeiten. Es kommt nicht darauf an, welchen Extruder das Gerät besitzt oder welches Druckbett. Durch den sehr genauen Direct Drive Extruder und der exzellenten Haftung durch das PEI Druckbett ist es jedoch sehr einfach perfekte PLA Ergebnisse mit dem Neptune 3 Pro zu erzielen.
Ich habe den Neptune 3 Pro hauptsächlich mit Eryone PLA getestet, aber auch mit zwei PLA Filamenten von anderen Herstellern. Egal mit welchem Filament ich gearbeitet habe, war die perfekte Drucktemperatur bei 200 °C.
Es könnte jedoch sein, dass die perfekte Temperatur bei dir ein paar Grad daneben liegt, weshalb die Drucktemperatur immer kalibriert werden sollte. Wie du das machst, lernst du später in diesem Artikel.
Bei der Druckbett-Temperatur hast du beim Neptune 3 Pro einen großen Spielraum. Das PEI Druckbett erzeugt eine so große Haftung, dass du bei PLA eine sehr große Spannbreite von Temperaturen verwenden kannst, ohne dass die Druckbett-Haftung darunter leidet.
Generell gilt, dass du die Druckbett-Temperatur so weit erhöhen solltest bis du die ersten Anzeichen eines Elefantenfußes bemerkst. Dann ist die Temperatur zu hoch.
Die Retraction zählt auch zu den wichtigsten Einstellungen, die du auf den jeweiligen Drucker und das verwendete Filament anpassen musst. Der Direct Drive Extruder des Neptune 3 Pro arbeitet sehr genau und reproduzierbar. Daher ist es relativ einfach, die Retraction zu kalibrieren. Die oben angegebenen Werte sollten die einen guten Startpunkt dafür geben.
TIPP: Wie du deinen 3D-Drucker kalibrieren kannst, um jedes Mal perfekte Ergebnisse zu bekommen, lernst du in meinem 3D-Druck Kurs: FDM 3D-Druck: Der umfassende Kurs von A bis Z
(Der Kurs vermittelt alles, was du für den FDM 3D Druck wissen musst, in über 60 Lektionen. Der Kurs bringt Anfängerin kürzester Zeit auf mein Level!)
ABS Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Neptune 3 Pro für ABS:
- Drucktemperatur: 250 °C
- Druckbett-Temperatur: 90 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 2,5-3,0 mm bei 20-30 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Der Neptune 3 Pro ist für die Standard-Filamente PLA, TPU und PETG perfekt geeignet. Auch ABS kann er hervorragend verarbeiten. Bei ABS gibt es jedoch ein wichtiges Detail: Es zieht sich bei zu schneller Abkühlung stark zusammen.
Dieser Effekt wird vor allem bei größeren oder höheren Objekten so stark, dass sich das Objekt während des Drucks verziehen oder vom Druckbett lösen kann. Ohne weitere Vorkehrungen kannst du also ABS Objekte, die klein genug sind, auch ohne Druckfehler mit dem Neptune 3 Pro drucken.
Ansonsten benötigst du ein passendes Gehäuse für den 3D-Drucker. Es gibt passende “3D-Drucker Zelte”, wie dieses hier von Creality. Damit habe ich schon gute Erfahrungen gemacht und konnte ABS einwandfrei drucken.
Ansonsten musst du dir noch bewusst sein, dass das Hotend des Neptune 3 Pro nicht komplett aus Metall ist. Es ist noch ein PTFE-Schlauch verbaut, der ab 240 °C anfängt, sich langsam aufzulösen und giftige Dämpfe abzugeben. Da ABS dies auch beim Drucken macht, brauchst du dir darüber eigentlich nicht viel Gedanken machen, da du den Drucker ohnehin in einem gut belüfteten Raum betreibst und dich nicht während des Drucks dort aufhältst.
Jedoch musst du dadurch den PTFE-Schlauch regelmäßig auswechseln, wenn du häufig mit solch hohen Temperaturen drucken möchtest.
TPU Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Neptune 3 Pro für TPU:
- Drucktemperatur: 215 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 30 mm/s
- Einzug (Retraction): 3,5 mm bei 25 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
TPU lässt sich mit dem Direct Drive Extruder des Neptune 3 Pro einwandfrei drucken. Es gibt aber ein paar wichtige Dinge, die du beim Druck mit TPU beachten musst.
TPU ist flexibel und kann die Bewegungen des Extruders teilweise ausgleichen. Dies führt zu Ungenauigkeiten in der Extrusion. Daher sind Direct Drive Extruder unter anderem besser für flexible Filamente geeignet als Bowden Extruder, da der Weg zwischen Extruder und Nozzle kürzer ist. Auf diesem kurzen Weg kann das flexible Filament die Bewegungen nur in einem geringen Maße ausgleichen.
Trotzdem musst du die Druckgeschwindigkeit drastisch reduzieren, um diese Kompensation noch weiter zu verringern. Je schneller du druckst, desto schneller werden die Extruder Bewegungen und damit auch die Kompensation durch die Flexibilität des Filaments.
Egal mit welchem 3D-Drucker, starte ich bei TPU immer bei 30 mm/s und versuche mich danach zu steigern, wenn ich alle Druckfehler minimiert habe.
Eine weitere Druckeinstellung, die sich auf die Geschwindigkeit der Extruder Bewegungen bezieht, ist die Retraction. Sie weicht meistens stark von den Einstellungen für die Retraction starrer Filamente ab. Die oben angegebenen Werte sollten dir für die meisten TPU Filamente einen guten Startpunkt für weitere Optimierungen bieten.
PETG Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Neptune 3 Pro für PETG:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 2,5 mm bei 20 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG ist ein sehr beliebtes Filament, wenn es um mechanische Anwendungen oder Anwendungen im Außenbereich geht. Es lässt sich relativ einfach drucken und ist dabei extrem robust. Auch der Neptune 3 Pro kann PETG hervorragend verarbeiten.
Das Problem bei PETG ist, dass es sehr stark zu Stringing neigt (hier geht es zum PETG Stringing Guide). Daher ist bei diesem Filament die Kalibrierung der Drucktemperatur und der Retraction dringend notwendig.
Die oben angegebenen Werte werden mit einer hohen Wahrscheinlichkeit bei dir am Anfang zu Stringing führen. Wie du diese beiden Druckeinstellungen kalibrierst, zeige ich dir am Ende des Artikels. Im Prinzip versuchst du dabei, die Einstellungen jeweils in kleinen Schritten zu verändern und die Auswirkungen auf das Ergebnis zu beobachten. So näherst du dich mit kleinen Schritten dem perfekten Wert.
Da PETG auch bei relativ hohen Temperaturen gedruckt wird, wirst du hier ebenfalls mit der Zeit Probleme mit dem PTFE-Schlauch im Hotend bekommen. Denke daran, den Raum gut zu belüften und den PTFE-Schlauch regelmäßig zu prüfen und gegebenenfalls auszutauschen.
Was die Kühlung angeht, unterscheiden sich PETG Filamente teilweise drastisch untereinander. Manche benötigen eine Kühlrate von 100%, andere produzieren nur bei weniger Kühlung gute Ergebnisse. Etwas Experimentieren ist also auch hier gefragt.
Beste Cura Einstellungen für den Neptune 3 Pro
Drucktemperatur
Die besten Drucktemperaturen für den Neptune 3 Pro in Cura:
- PLA: 200 °C
- ABS: 250 °C
- TPU: 215 °C
- PETG: 230 °C
Das Hotend des Neptune 3 Pro arbeitet sehr genau, weswegen die Einstellungen der perfekten Temperatur für die jeweiligen Filamente relativ schnell gefunden ist. Wenn die Drucktemperatur nicht richtig eingestellt ist, können diverse Druckfehler auftreten.
Wenn die Drucktemperatur zu niedrig eingestellt ist, kann es zu Unter-Extrusion kommen, zu einer schlechten Schichthaftung oder einer schlechten Druckbett-Haftung.
Ist die Drucktemperatur zu hoch eingestellt, kann es zu Über-Extrusion kommen, zu Stringing oder in extremen Fällen auch zu Blobs.
Deswegen ist die Drucktemperatur eine der wichtigsten Einstellungen und muss für jedes Filament neu kalibriert werden, um perfekte Ergebnisse erzielen zu können.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Neptune 3 Pro in Cura:
- PLA: 60 °C
- ABS: 90 °C
- TPU: 60 °C
- PETG: 60 °C
Damit die erste Schicht gut auf dem Druckbett haftet, muss die Druckbett-Temperatur richtig eingestellt sein.
Durch die gute Haftung des PEI Druckbetts, hast du beim Neptune 3 Pro einen sehr großen Spielraum bei der Druckbett-Temperatur. Auch wenn die Druckbett-Temperatur weit unter den empfohlenen Werten liegt, wirst du wahrscheinlich trotzdem eine gute Haftung erzielen können.
Es ist daher beim Neptune 3 Pro relativ einfach, einen Elefantenfuß zu vermeiden. Ein Elefantenfuß tritt häufig dann auf, wenn die Druckbett-Temperatur zu hoch eingestellt ist. Die unterste Schicht ist dann zu flüssig, fließt schneller zur Seite und wird von den darüber liegenden Schichten zerquetscht.
Falls du trotzdem Probleme mit der Druckbett-Haftung haben solltest, solltest du unbedingt als Erstes ausprobieren, die Druckgeschwindigkeit für die erste Schicht stark zu verringern. Dadurch hat das Filament mehr Zeit, sich mit dem Druckbett zu verbinden, bevor es auskühlt. Ansonsten gibt es immer noch Hilfsmittel wie spezielle 3D-Druck Klebstoffe.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Neptune 3 Pro in Cura:
- PLA: 60 mm/s
- ABS: 60 mm/s
- TPU: 30 mm/s
- PETG: 50 mm/s
Durch seine stabile Bauweise und den relativ leichten Druckkopf kann der Neptune 3 Pro im Vergleich zu ähnlichen 3D-Druckern relativ hohe Druckgeschwindigkeiten erreichen. Typischerweise erreicht er 60 mm/s bei starren Filamenten, ohne Druckfehler zu erzeugen.
Je höher du die Druckgeschwindigkeit einstellst, desto häufiger kommt es bei der Änderung der Bewegungsrichtung des Druckkopfes zu Vibrationen. Diese Vibrationen werden eins zu eins auf das Druckerobjekt abgebildet durch Druckfehler wie Ringing oder Ghosting.
Es gilt daher auch bei diesem 3D-Drucker die Faustregel, dass du bei groben Drucken, bei denen die Oberflächenqualität zweitrangig ist, die Geschwindigkeit deutlich erhöhen kannst und du sie verringern musst, wenn die Qualität wichtig ist.
Einen Spezialfall nehmen auch hier wieder flexible Filamente ein. Die Cura Einstellungen für flexible Filamente wie TPU sind teilweise stark unterschiedlich von starren Filamenten. Neben der Retraction muss auch die Druckgeschwindigkeit drastisch verändert werden.
Bei flexiblen Filamenten beträgt die ideale Druckgeschwindigkeit etwa die Hälfte wie bei starren Filamenten.
Schichthöhe
Die besten Schichthöhen für den Neptune 3 Pro in Cura:
- Dekorative Objekte: 0,12 mm
- Standard: 0,20 mm
- Grobe, schnelle Drucke: 0,28 mm
Die Schichthöhe definiert beim 3D-Druck, wie glatt die Oberfläche des fertigen Objektes wird. Je kleiner die Schichthöhe ist, desto feiner wird die Oberfläche.
Für dekorative Objekte bieten sich daher kleinere Schichthöhe an und für Objekte, bei denen die Oberflächenqualität nur zweitrangig ist, können dir größere Schichthöhen sehr viel Zeit sparen.
Je dünner die Schichten sind, desto länger benötigt der Drucker die einzelnen Schichten zu drucken. Die Druckgeschwindigkeit ändert sich nämlich nicht bei der Veränderung der Schichthöhe. Eine Schicht dauert immer noch genauso lange, auch wenn die Schichthöhe verändert wird.
Eine Veränderung der Schichthöhe hat dadurch einen sehr großen Einfluss auf die Druckzeit.
Flussrate
Die beste Flussrate für den Neptune 3 Pro in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Die Flussrate beträgt standardmäßig immer 100%. Sie bestimmt, wie viel Filament pro Sekunde extrudiert wird. Bei höheren Werten wird mehr Filament extrudiert, beim niedrigeren Werten weniger Filament.
In den meisten Fällen musst du die Flussrate nicht verändern. Sie kann jedoch dabei helfen, bestimmte Druckfehler in den Griff zu bekommen. Sie zählt auch zu den Einstellungen, die unbedingt kalibriert werden müssen.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den Neptune 3 Pro in Cura:
- PLA: 2,5 mm bei 20 mm/s
- ABS: 2,5-3,0 mm bei 20-30 mm/s
- TPU: 3,5 mm bei 25 mm/s
- PETG: 2,5 mm bei 20 mm/s
Die Retraction ist eine der wichtigsten Einstellungen im 3D-Druck. Da sie so einen großen Einfluss auf das Druckergebnis hat, ist sie bei Anfängern oft Quelle von Frustration. Die richtigen Einstellungen für den jeweiligen Drucker und das verwendete Filament zu finden, ist manchmal nicht einfach.
Wenn die Retraction falsch eingestellt ist, kann es zu vielen verschiedenen Druckfehlern kommen. Wenn die Retraction zu niedrig ist, ist der klassische Druckfehler der auftaucht Stringing, also das Ziehen von feinen Filament Härchen zwischen zwei Teilen des Objekts.
Aber auch zu hohe Werte können Druckfehler produzieren. Es können dann unter anderem Löcher beim Übergang zweier Schichten entstehen.
Die oben angegebenen Werte sind eine gute Basis, die beim Neptune 3 Pro für gute Ergebnisse führen. In den meisten Fällen wirst du jedoch noch keine perfekten Ergebnisse damit erzielen. Eine Kalibrierung der Retraction ist unbedingt nötig, wenn du Druckfehler ausmerzen möchtest. Dazu am Ende des Artikels mehr.
Infill
Die beste Infill Dichte für den Neptune 3 Pro in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Die Struktur im Inneren eines 3D gedruckten Objekts wird Infill genannt. Die beiden wichtigsten Einstellungen für den Infill ist die Infill Dichte und das Muster.
Je höher die Dichte im Inneren des Objekts ist, desto stabiler wird es. Aber auch das Muster hat einen Einfluss auf die Stabilität und die Druckgeschwindigkeit. Die meisten Muster für eine hohe Stabilität benötigen etwas länger zum Drucken.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim Neptune 3 Pro:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte, um Druckbett-Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett-Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett-Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbett-Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett-Haftung)
- Raft/Brim/Skirt: Nicht nötig, da der Neptune 3 Pro über ein PEI-Druckbett verfügt und durch den Start G-Code schon eine Linie am Rand des Druckbetts extrudiert.
Dank des PEI Druckbetts des Neptune 3 Pro ist es sehr einfach eine gute erste Schicht zu bekommen. Die Druckbett-Haftung ist so gut, dass du nicht viel an den Einstellungen in Cura optimieren musst.
Falls du trotzdem Probleme haben solltest, können dir die oben angegebenen Werte helfen. Besonders ist dabei die reduzierte Druckgeschwindigkeit für die erste Schicht hervorzuheben. Je langsamer die erste Schicht gedruckt wird, desto besser wird die Druckbett-Haftung.
Cura Einstellungen Kalibrieren für den Neptune 3 Pro
Zwar bieten dir die in diesem Artikel angegebenen Cura Einstellungen für den Neptune 3 Pro gute Ergebnisse, perfekte Ergebnisse ohne Druckfehler wirst du jedoch nur erzielen, wenn du die wichtigsten Einstellungen kalibrierst.
Zu diesen Einstellungen zählen auf jeden Fall die Drucktemperatur, die Flussrate und die Retraction.
Bei der Kalibrierung geht es darum, den jeweiligen Wert in kleinen Schritten anzupassen und das Druckergebnis zu beobachten. Je nachdem, ob das Ergebnis besser oder schlechter ist, änderst du den Wert in die eine oder andere Richtung. So kannst du dich Schritt für Schritt dem perfekten Ergebnis nähern.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Drucktemperatur Kalibrieren
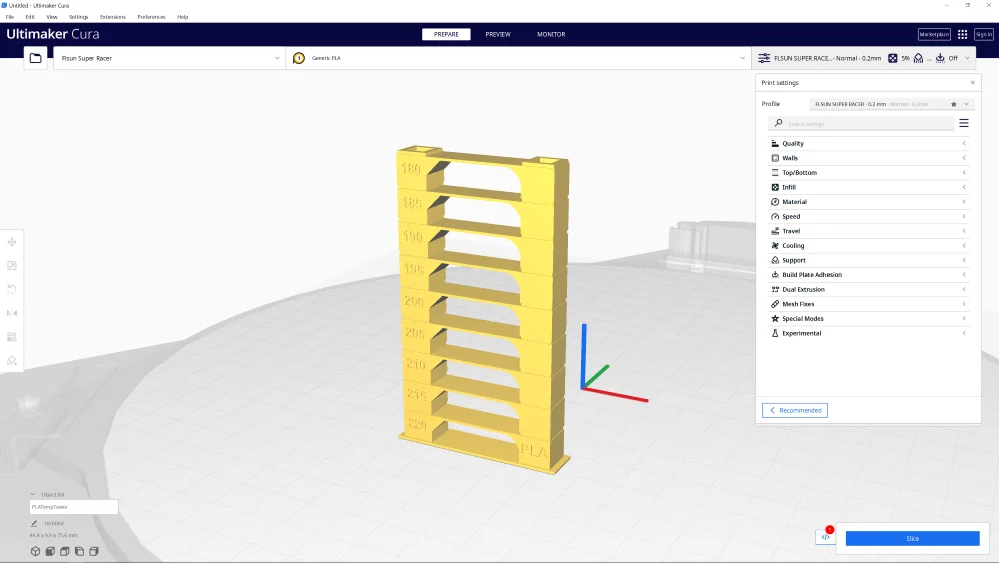
Um die Drucktemperatur zu kalibrieren, verwendest du am besten einen Temperaturturm. Solche Objekte findest du auf den meisten Portalen wie Thingiverse.
Es gibt aber auch ein praktisches Plugin in Cura, das “Calibration Shapes Plugin”. In diesem Plugin findest du für alle wichtigen Einstellungen ein passendes Kalibrier-Objekt.
Der Temperaturturm besteht aus mehreren Ebenen, die bei verschiedenen Temperaturen gedruckt werden. Du kannst nach dem Druck direkt sehen, bei welcher Temperatur am wenigsten Druckfehler auftauchen.
Flussrate Kalibrieren
Wenn die Flussrate falsch eingestellt ist, wird zu viel oder zu wenig Filament extrudiert. Das Resultat ist, dass die gedruckten Linien entweder zu dünn oder zu dick sind. Um dies zu prüfen, kannst du die tatsächlich gedruckte Linienbreite mit theoretischen im Slicer vergleichen.
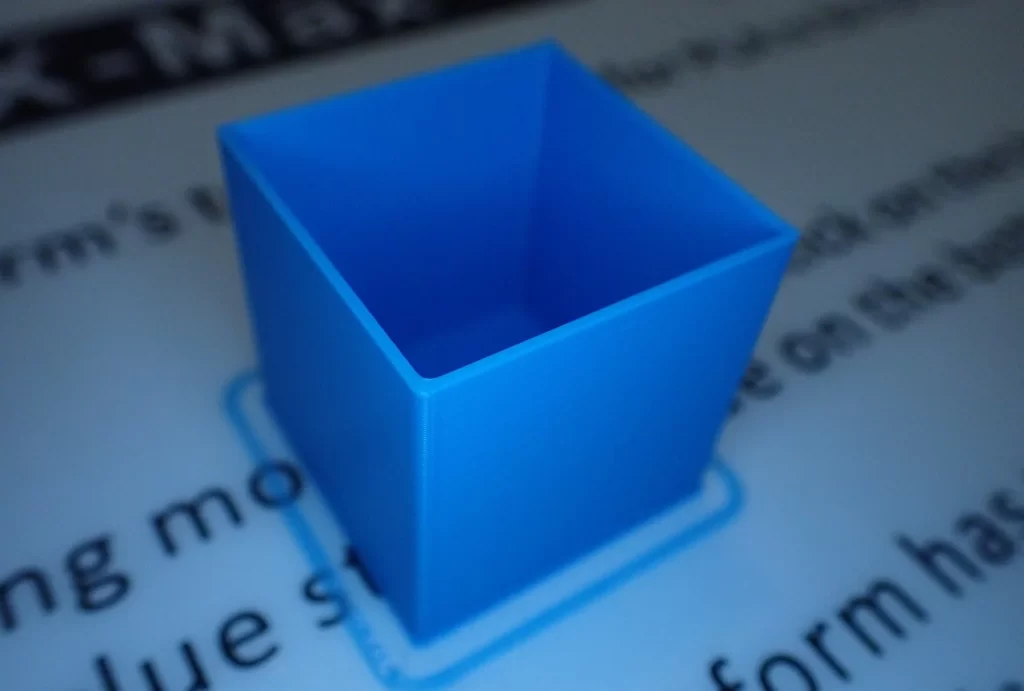
Ich mache dies am liebsten mit einem hohlen Würfel, bei dem ich nach dem Druck mit einem Messschieber die Wandstärke messe. Ändere die Flussrate in kleinen Schritten, solange bis der tatsächliche Wert mit dem theoretischen Wert in Cura überein stimmt.
Retraction Kalibrieren
Um bestimmte Druckfehler wie Stringing in den Griff zu bekommen, ist es unumgänglich, die Retraction zu kalibrieren. Das Ziel hierbei ist es, die Retraction Distanz und die Retraction Geschwindigkeit in kleinen Schritten anzupassen und darauf zu achten, ob sich dadurch Stringing verbessert oder verschlechtert.
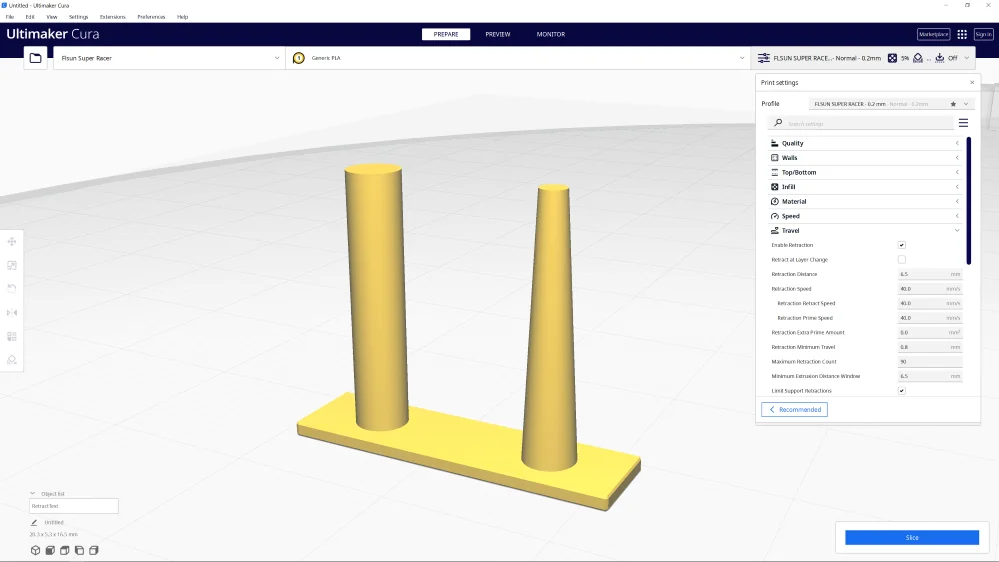
Auch hier gibt es diverse passende Kalibrier-Objekte. Es gibt ähnlich wie bei einem Temperaturturm auch einen Retraction-Turm. Ich verwende jedoch lieber die sehr viel kleineren Objekte aus dem Calibration Shapes Plugin.
Diese zwei Säulen sind innerhalb von wenigen Minuten gedruckt, wodurch du die richtigen Retraction Einstellungen schnell gefunden hast.
Fazit
Der Neptune 3 Pro ist ein wirklich hervorragender 3D-Drucker. Du wirst mit ihm sehr viel Spaß haben. Dazu sind aber die nötigen Cura Einstellungen notwendig, die du in diesem Artikel gelernt hast.
Denke aber immer daran, dass du mit diesen Einstellungen wahrscheinlich keine “perfekten” Ergebnisse erzielst. Erst nach einer Kalibrierung kannst du alle Druckfehler ausmerzen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
