
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Ender-5 S1 ist ein würfelförmiger 3D-Drucker, der mit seiner stabilen Konstruktion und dem “Sprite” Direct Drive Extruder enorme Druckgeschwindigkeiten von über 100 mm/s erreicht.
Die Kunst beim 3D Druck ist es, auch bei solch hohen Druckgeschwindigkeiten eine gute Druckqualität zu erreichen – und das geht nur mit den richtigen Slicer Einstellungen!
Um die besten Cura Einstellungen für den Ender-5 S1 zu bekommen, muss ein leeres Profil in Cura angelegt und die Maschineneinstellungen definiert werden. Danach kannst du die Druckeinstellungen auf das jeweilige Filament und den 3D-Drucker abstimmen.
Welche Maschineneinstellungen der Ender-5 S1 benötigt und welche Druckeinstellungen für die wichtigsten Filamente in Cura eingestellt werden müssen, erfährst du in diesem Artikel.
Am Ende des Artikels erfährst du noch, wie du die wichtigsten Einstellungen kalibrieren kannst, um perfekte Ergebnisse zu bekommen.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 205 °C | 260 °C | 215 °C | 230 °C |
| Druckbett-Temperatur | 60 °C | 90 °C | 70 °C | 70 °C |
| Druckgeschwindigkeit | 120 mm/s | 120 mm/s | 40 mm/s | 60 mm/s |
| Retraction | 0,8 mm bei 30 mm/s | 0,8 mm bei 30-40 mm/s | 1,6 mm bei 30 mm/s | 0,8-1,0 mm bei 30-45 mm/s |
| Kühlung | 100% | 0% + Gehäuse | 100% | 50-100% |

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
Ein Profil für den Ender-5 S1 in Cura Erstellen
Der einfachste Weg ein gutes Cura Profil für den Ender-5 S1 anzulegen ist ein blankes Profil zu erstellen und die Maschineneinstellungen und die Druckeinstellungen entsprechend anzupassen.
Das 3D-Drucker-Profil in Cura setzt sich aus den Maschineneinstellungen und den Druckeinstellungen zusammen.
Die Maschineneinstellungen definieren die Größe des Druckvolumens, des Druckkopfes und was der 3D-Drucker am Anfang und am Ende jedes Druckauftrages ausführen soll. Fehler können hier zu Kollisionen führen.
Die Druckeinstellungen sind abhängig vom verwendeten Filament, dem Extruder und Druckbett des 3D Druckers. Sie sind also individuell für jeden 3D Drucker anders. Außerdem spielt auch die spätere Anwendung des Objekts eine Rolle bei der Auswahl bestimmter Einstellungen (zum Beispiel der Infill).
Das hier sind die einzelnen Schritte, um ein Profil in Cura für den Ender-5 S1 anzulegen:
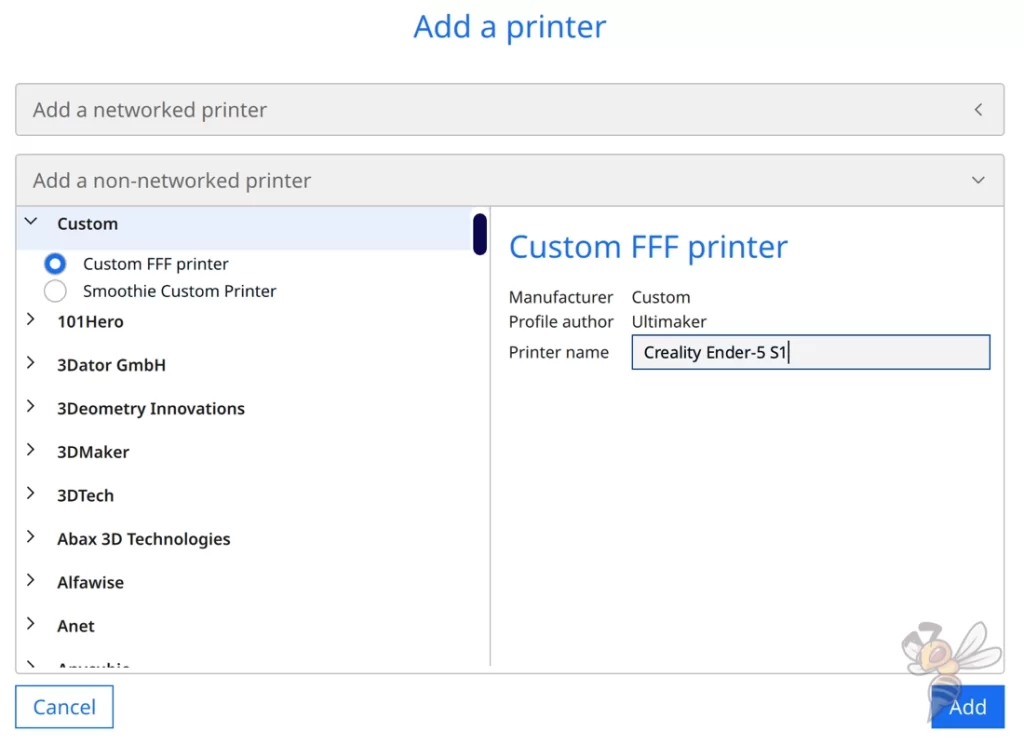
- Gehe über die Menüleiste zu “Einstellungen” > “Drucker” > “Drucker hinzufügen”.
- Wähle unter der Auflistung aller Hersteller “Custom” und dann “Custom FFF printer” aus.
- Nenne den neuen 3D-Drucker “Ender-5 S1”.
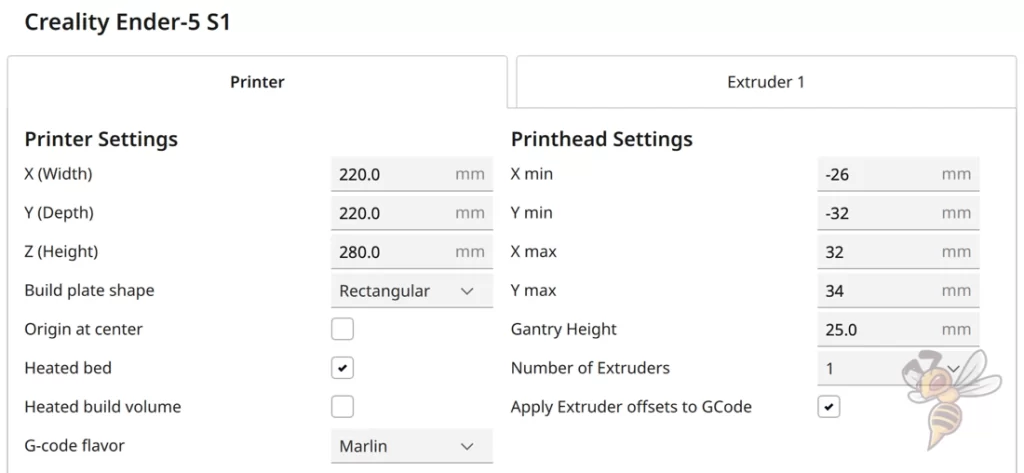
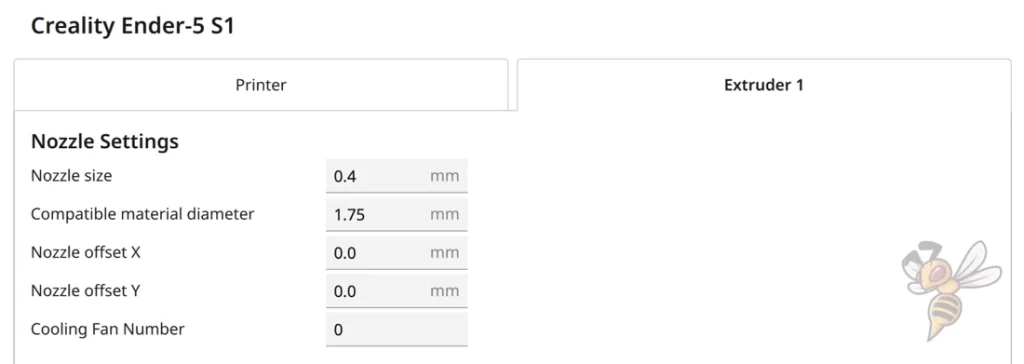
- Definiere die Maschineneinstellungen so wie im Screenshot gezeigt.
- Definiere den Start und End G-Code wie unten angegeben.
- Cura wird nach der Bestätigung automatisch verschiedene Druckeinstellungen anlegen mit Standardwerten.
- Gebe die empfohlenen Druckeinstellungen für die jeweiligen Filamente aus diesem Artikel ein.
- Testdruck starten und Druckeinstellungen optimieren/kalibrieren.
In den Maschineneinstellungen definierst du neben den geometrischen Daten des 3D Druckers auch zwei G-Code Schnipsel, die an jeden Auftrag vorn und hinten angehängt werden.
Durch diesen G-Code kannst du etwa dem 3D Drucker befehlen, vor jedem Druck auf die Home Position zu fahren oder die Extrusion durch zwei Linien an der Seite des 3D Drucks anzuregen (ähnlich wie bei einem Skirt).
Start G-Code:
- M140 S60
- M105
- M190 S60
- M104 S205
- M105
- M109 S205
- M82 ;absolute extrusion mode
- G28 ;Home
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
- G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
- G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
- G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
- G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
End G-Code:
- G91 ;Relative positioning
- G1 E-2 F2700 ;Retract a bit
- G1 E-2 Z0.2 F2400 ;Retract and raise Z
- G1 X5 Y5 F3000 ;Wipe out
- G1 Z10 ;Raise Z more
- G90 ;Absolute positioning
- G1 XO YO ;Present print
- M106 SO ;Turn-off fan
- M104 SO ;Turn-off hotend
- M140 SO ;Turn-off bed
- M84 X Y E ;Disable all steppers but Z
Nachdem du die Maschineneinstellungen definiert und den 3D Drucker hinzugefügt hast, wird Cura automatisch verschiedene Druckeinstellungen mit verschiedenen Schichtdicken anlegen. Die Werte in diesen Profilen sind Standardwerte und passen meistens überhaupt nicht für den Ender-5 S1.
Der beste Weg, um die perfekten Druckeinstellungen zu finden ist, die in diesem Artikel angegebenen Richtwerte als Startpunkt zur weiteren Optimierung zu verwenden.
In den meisten Fällen werden die hier angegebenen Werte schon gute Ergebnisse bringen, perfekte Ergebnisse erzielst du aber nur mit einer Kalibrierung. Mehr dazu später in diesem Artikel.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Ender-5 S1 für PLA:
- Drucktemperatur: 205 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 120 mm/s
- Einzug (Retraction): 0,8 mm bei 30 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Auch wenn PLA das am einfachsten zu druckende Filament ist, können schnell Druckfehler auftreten, wenn du die falschen Cura Einstellungen verwendest. Besonders die Drucktemperatur und die Retraction sind wichtig, um gute Ergebnisse zu erzielen.
Beim Ender-5 S1 hat sich eine Drucktemperatur von 205 °C für PLA bewiesen. Da die einzelnen Filamente jedoch von Hersteller zu Hersteller unterschiedlich sind, solltest du auch hier etwas experimentieren und kalibrieren, um den perfekten Wert zu finden.
Dasselbe gilt auch für die Retraction. 0,8 mm bei 30 mm/s sind ein optimaler Richtwert für den Ender-5 S1. Diese Werte können jedoch nicht perfekt für das von dir verwendete PLA Filament sein. Kleine Änderungen können hier schon eine große Auswirkung haben. Vor allem Druckfehler wie Stringing werden stark von der Retraction beeinflusst.
Dank der flexiblen und beschichteten Druckbett Oberfläche, haftet PLA hervorragend beim Ender-5 S1. Du musst also bei der Druckbett-Temperatur nicht allzu viel probieren, bis du den richtigen Wert gefunden hast.
Meistens brauchst du nur die 60 °C einzustellen und du bekommst schon eine gute und Druckbett-Haftung. Falls nicht, solltest du prüfen, ob der z-Offset richtig eingestellt ist. Falls du trotzdem Probleme mit der Druckbett-Haftung hast, kannst du in diesen Artikel hineinschauen: 3D Druck haftet nicht am Bett: Alle Lösungen im Praxistest
ABS Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Ender-5 S1 für ABS:
- Drucktemperatur: 260 °C
- Druckbett-Temperatur: 90 °C
- Druckgeschwindigkeit: 120 mm/s
- Einzug (Retraction): 0,8 mm bei 30-40 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS ist schwieriger zu verarbeiten als PLA. Es neigt stärker zu manchen Druckfehlern und beim Druck von großen Objekten aus ABS benötigst du ein passendes Gehäuse, damit sich das Objekt beim Abkühlen nicht verzieht und vom Druckbett löst (Warping).
Falls du daran interessiert bist, mit dem Ender-5 S1 ABS zu drucken, kann ich dir nur das 3D-Drucker-Zelt von Creality empfehlen. Damit kannst du eine homogene und warme Umgebungstemperatur im Inneren des Zeltes aufbauen, damit ABS gleichmäßig warm bleibt und sich nicht verzieht.
Natürlich benötigt ABS auch andere Temperaturen als PLA. Sowohl die Drucktemperatur als auch die Druckbett-Temperatur sind deutlich höher, was aber kein Problem für den Ender-5 S1 darstellt.
Bei der Retraction musst du etwas mehr experimentieren als bei PLA. Die besten Werte für die Retraction Geschwindigkeit liegen hier zwischen 30 und 40 mm/s.
TPU Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Ender-5 S1 für TPU:
- Drucktemperatur: 215 °C
- Druckbett-Temperatur: 70 °C
- Druckgeschwindigkeit: 40 mm/s
- Einzug (Retraction): 1,6 mm bei 30 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
TPU ist ein flexibles Filament. Daher benötigt es bei allen Einstellungen, die das Filament bewegen, stark unterschiedliche Werte zu starren Filamenten.
Das liegt daran, dass das flexible Filament einen Teil der Kraft, die auf das Filament wirkt, ausgleicht. Und je höher dabei die Beschleunigungskräfte sind, desto stärker wird diese Kompensation. Das heißt, dass besonders die Druckgeschwindigkeit niedriger sein muss und die Retraction stark von anderen Filamenten abweicht.
Dies ist auch der Grund, warum flexible Filamente wie TPU nicht oder nur kaum mit einem Bowden-Extruder gedruckt werden können. Anders als bei einem Direct Drive Extruder wie der des Ender-5 S1, muss das Filament bei einem Bowden-Extruder einen sehr langen Weg vom Extruder bis zur Nozzle zurücklegen. Dabei können die Extrusions-Bewegungen des Extruders viel stärker ausgeglichen werden, was zu Druckfehlern wie Stringing oder Blobs führt.
PETG Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Ender-5 S1 für PETG:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 70 °C
- Druckgeschwindigkeit: 120 mm/s
- Einzug (Retraction): 0,8-1,0 mm bei 30-45 mm/s
- Kühlung: 60%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Auch PETG zählt zu den beliebtesten Filamenten im 3D Druck. Das liegt hauptsächlich daran, dass es fast so einfach zu drucken ist wie PLA, dafür aber wesentlich bessere mechanischen Eigenschaften mit sich bringt. Das fertige Objekt ist aus PETG gedruckt sehr viel widerstandsfähiger.
Problematisch bei PETG ist, dass es sehr stark zu Stringing neigt. Neben der richtigen Drucktemperatur ist daher die Retraction die wichtigste Einstellung bei PETG.
Beim Ender-5 S1 haben sich 0,8 bis 1,0 mm bei 30 bis 45 mm/s als gute Richtwerte bewiesen. Mit einer hohen Wahrscheinlichkeit wirst du mit diesen Einstellungen aber trotzdem etwas Stringing bemerken. Daher ist besonders bei der Retraction und PETG wichtig, dass du die Retraction genau kalibrierst – dazu später mehr.
Falls du mehr Informationen zu PETG Stringing suchst, solltest du einmal in diesen Artikel hineinschauen: PETG Stringing | Hauptursachen und Beste Lösungen
Beste Cura Einstellungen für den Ender-5 S1
Auf die einzelnen Cura Einstellungen für den Ender-5 S1 gehen wir in diesem Abschnitt ein und danach zeige ich dir, wie du die wichtigsten Einstellungen davon kalibrieren kannst, um perfekte Ergebnisse zu bekommen.
Drucktemperatur
Die besten Drucktemperaturen für den Ender-5 S1 in Cura:
- PLA: 205 °C
- ABS: 260 °C
- TPU: 215 °C
- PETG: 230 °C
Die richtige Drucktemperatur ist essenziell, um gute Ergebnisse zu erzielen. Der Extruder des Ender-5 S1 arbeitet sehr genau, wodurch es relativ einfach ist, die richtige Einstellung zu finden.
Wenn die Drucktemperatur jedoch zu niedrig ist, kannst du Probleme mit Unter-Extrusion oder einer schlechten Druckbett-Haftung bekommen. Wenn sie zu hoch ist, ist das Filament zu flüssig, was schnell zu Stringing oder anderen Über-Extrusions-Phänomenen führt.
Die oben angegebenen Werte sind für die meisten Filamente ein guter Startpunkt für weitere Optimierungen. Du solltest aber auch darauf achten, was der Hersteller für eine Temperatur empfiehlt. Meistens liegt die perfekte Temperatur dazwischen.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Ender-5 S1 in Cura:
- PLA: 60 °C
- ABS: 90 °C
- TPU: 70 °C
- PETG: 70 °C
Die Druckbett-Temperatur ist dafür da, eine gute Druckbett-Haftung herzustellen. Wenn die Druckbett-Temperatur zu niedrig eingestellt ist, dann könnte die Haftung zu schwach sein und das Objekt hebt sich vom Druckbett ab.
Du darfst sie aber auch nicht zu hoch einstellen, da sonst das Filament zu flüssig bleibt und sich künstlich verbreitert. Dieses Phänomen wird Elefantenfuß genannt.
Falls du trotz relativ hoch eingestellter Druckbett-Temperatur Probleme mit der Druckbett-Haftung hast, kannst du versuchen einen Klebstoff wie Magigoo zu verwenden oder den z-Offset noch einmal zu kalibrieren.
Das Druckbett des Ender-5 S1 kann eine maximale Temperatur von 110 °C erreichen. Dies ist für alle Standard Filamente ausreichend und bietet auch für die meisten exotischen Filamente die richtige Temperatur.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Ender-5 S1 in Cura:
- PLA: 120 mm/s
- ABS: 120 mm/s
- TPU: 40 mm/s
- PETG: 120 mm/s
Der Ender-5 S1 erreicht ungewöhnlich hohe Druckgeschwindigkeiten für einen kartesischen 3D-Drucker. Normalerweise liegen die Druckgeschwindigkeiten solcher 3D-Drucker im Bereich von 40 bis 60 mm/s. Dank der sehr stabilen Bauweise kann der Ender-5 S1 diese hohen Druckgeschwindigkeiten erreichen, ohne störende Vibrationen zu erzeugen.
Bei anderen 3D-Druckern würde eine solch hohe Druckgeschwindigkeit starke Vibrationen im Druckkopf auslösen, die sich auf das Druckobjekt als Ringing oder Ghosting abbilden würden.
Die einzige Ausnahme bilden hierbei flexible Filamente. Bei diesen Filamenten ist es auch beim Ender-5 S1 wichtig eine langsame Druckgeschwindigkeit zu wählen. Ansonsten würde das flexible Filament die Bewegungen des Extruders zu stark ausgleichen, was zu diversen Druckfehlern führen würde.
Generell gilt bei allen 3D-Druckern, dass eine langsamere Druckgeschwindigkeit eine bessere Druckqualität erzeugt. Dies gilt natürlich auch für den Ender-5 S1. Falls du bestimmte Druckfehler wie Ringing oder Ghosting siehst, solltest du auch bei starren Filamenten die Druckgeschwindigkeit reduzieren. In meinen Tests habe ich mit Druckgeschwindigkeiten von 100 bis 120 mm/s gute Ergebnisse produziert.
Schichthöhe
Die besten Schichthöhen für den Ender-5 S1 in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Die einzige Komponente, die beim Ender-5 S1 die Schichthöhe beeinflusst, ist die Nozzle. Da sich die Schichthöhe im Bereich von 25 bis 75 % des Nozzle-Durchmessers bewegt, kannst du die möglichen Schichthöhen durch eine andere Nozzle verändern.
Der Ender-5 S1 wird mit einer 0,4 mm Nozzle ausgeliefert, wodurch du Schichthöhen von 0,1 bis 0,3 mm gut realisieren kannst.
Je kleiner die Schichthöhe ist, desto feiner wird das Ergebnis. Der Nachteil ist, dass die Druckzeit ansteigt, je kleiner die Schichthöhe ist. Wenn es dir also nicht auf das Äußere ankommt und du nur einen Prototyp druckst oder ein Teil mit einer mechanischen Funktion, sind also dickere Schichten von Vorteil.
Flussrate
Die beste Flussrate für den Ender-5 S1 in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Die Flussrate beträgt normalerweise immer 100%. Manchmal musst du jedoch davon abweichende Werte einstellen, um perfekte Ergebnisse zu bekommen.
Mit der Flussrate bestimmst du, wie viel Filament pro Sekunde extrudiert wird. Damit hast du einen großen Einfluss auf das Extrusions-Verhalten.
Falls du auch nach einer Kalibrierung immer noch Druckfehler siehst, die entweder durch Unter-Extrusion oder Über-Extrusion hervorgerufen werden, kannst du diese mit der Flussrate direkt verbessern.
Da die Flussrate einen so großen Einfluss auf das Ergebnis hat, musst du hier aber sehr vorsichtig sein, da auch kleine Veränderungen große Auswirkungen haben. Daher ist die Flussrate auch eine der Einstellungen, die unbedingt kalibriert werden müssen.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den Ender-5 S1 in Cura:
- PLA: 0,8 mm bei 30 mm/s
- ABS: 0,8 mm bei 30-40 mm/s
- TPU: 1,6 mm bei 30 mm/s
- PETG: 0,8-1,0 mm bei 30-45 mm/s
Die Retraction ist eine der wichtigsten Einstellungen im 3D-Druck. Sie bestimmt wie viel Filament mit welcher Geschwindigkeit zwischen den einzelnen Extrusionen zurück in die Nozzle gezogen wird.
Wenn das Filament nicht zurück in die Nozzle gezogen werden würde, würde es einfach unkontrolliert austreten und feine Fäden oder Kleckse hinterlassen. Um diese Druckfehler zu vermeiden, sind die richtigen Einstellungen wichtig.
Die oben angegebenen Werte sind gute Richtwerte für die einzelnen Filamente. Da es aber große Unterschiede zwischen den Herstellern der Filamente geben kann und die Retraction so empfindlich ist, ist eine Kalibrierung immer empfehlenswert.
Im Prinzip versuchst du die Retraction Distanz und die Retraction Geschwindigkeit in kleinen Schritten so anzupassen, dass du immer weniger Druckfehler erkennst und dich so in kleinen Schritten dem perfekten Wert näherst.
Wie und womit du diese Kalibrierung am besten durchführen kannst, liest du weiter unten in diesem Artikel.
Infill
Die beste Infill Dichte für den Ender-5 S1 in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Die Struktur im Inneren eines 3D Drucks wird Infill genannt. Sie teilt sich in die Dichte und das Muster auf. Beide haben einen Einfluss auf die endgültige Stabilität des Objekts.
Bei der Dichte solltest du für dekorative Objekte Werte zwischen 0 und 15% anpeilen, standardmäßig sind 15 bis 50% sinnvoll und für sehr stabile Objekte kannst du bis zu 100% verwenden, also ein solides Objekt drucken.
Neben der Dichte hat aber auch das Muster einen Einfluss auf die Stabilität. Manche davon, besonders die Muster für eine hohe Stabilität, dauern jedoch etwas länger beim Drucken, weshalb nicht immer das gleiche Muster sinnvoll ist.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim Ender-5 S1:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte, um Druckbett Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett-Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbett-Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett-Haftung)
Es gibt viele Methoden, die Druckbett-Haftung zu erhöhen. Mit den oben angegebenen Einstellungen kannst mit Cura die Haftung erhöhen.
In den allermeisten Fällen wirst du jedoch keine dieser Methoden anwenden müssen, da das Druckbett des Ender-5 S1 eine exzellente Haftung für die meisten Filamente bietet.
Falls du trotzdem Probleme mit der Druckbett-Haftung haben solltest, wäre mein erster Tipp die Druckgeschwindigkeit für die erste Schicht auf 5 bis 10 mm/s zu reduzieren. Meistens ist dies schon genug, um die Haftung ausreichend zu erhöhen.
Cura Einstellungen Kalibrieren für den Ender-5 S1
Wenn du dir ein Cura Profil mit den Maschineneinstellungen und den Druckeinstellungen aus diesem Artikel erstellt hast, wirst du mit deinem Ender-5 S1 schon gute Ergebnisse erzielen können. Mit einer hohen Wahrscheinlichkeit werden diese Ergebnisse jedoch nur “ gut” und nicht “perfekt” sein.
Perfekte Ergebnisse bekommst du erst, wenn du die wichtigsten Druckeinstellungen gewissenhaft kalibrierst. Um diese Einstellungen zu kalibrieren benötigst du die richtigen Objekte. Du findest auf Portalen wie Thingiverse Objekte zur Kalibrierung dieser Einstellungen, das Calibration Shapes Plugin in Cura ist aber auch sehr praktisch dafür.
Die wichtigsten Einstellungen, die du kalibrieren solltest, sind die Drucktemperatur, die Flussrate und die Retraction.
Eine der größten Quellen von Frustration im 3D-Druck ist die Kalibrierung. Dies liegt hauptsächlich daran, dass die meisten Einstellungen etwas voneinander abhängen. Es ist also völlig normal, wenn du die Einstellungen nacheinander mehrfach kalibrieren musst, um perfekte Ergebnisse zu erzielen.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Drucktemperatur Kalibrieren
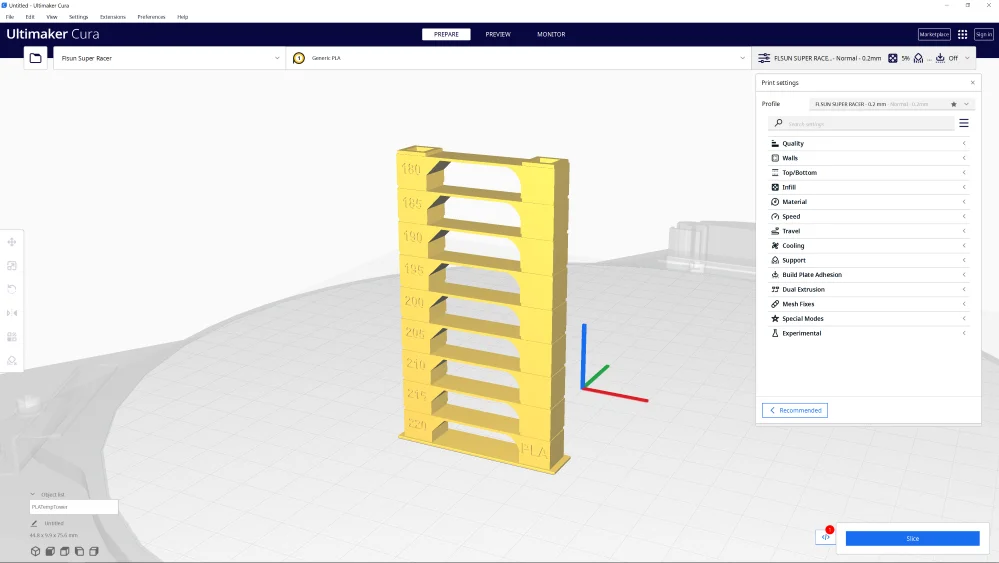
Um die Drucktemperatur zu kalibrieren, sind Temperatur-Türme beliebt. Diese Objekte bestehen aus mehreren Ebenen der gleichen Geometrie. Die einzelnen Ebenen sind so geschaffen, dass sie bestimmte Druckfehler wie Stringing oder Durchhängen begünstigen.
Die einzelnen Ebenen werden bei unterschiedlichen Temperaturen gedruckt, damit du nach dem Druck sehen kannst bei welcher Temperatur die wenigsten Fehler entstehen.
Flussrate Kalibrieren
Bei der Kalibrierung der Flussrate prüfst du, ob der Extruder so viel Filament extrudiert, wie er soll. Dies kannst du im Prinzip auf zwei verschiedene Wege machen.
Die erste Variante wäre das Filament vor dem Extruder in einer bestimmten Entfernung zu markieren, eine bestimmte Länge an Filament zu extrudieren und danach die tatsächlich extrudierte Länge zu messen.
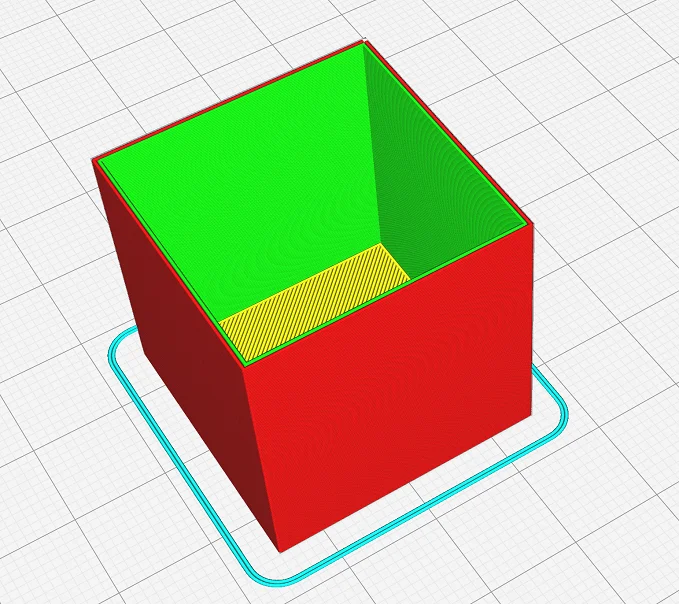
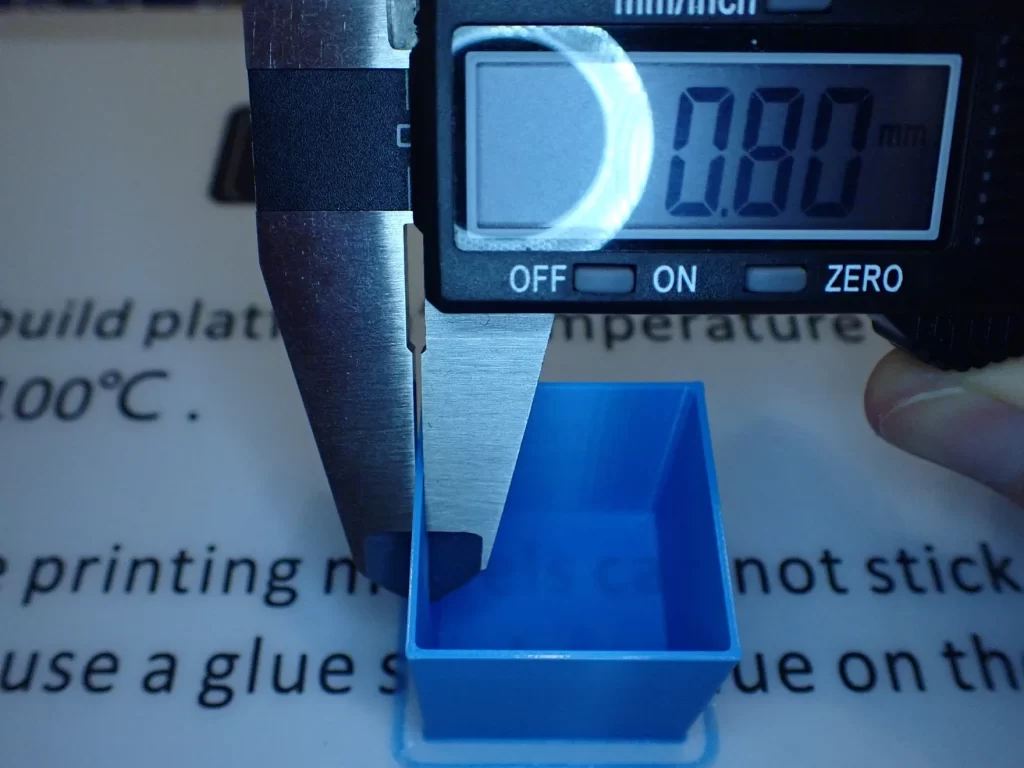
Der andere Weg ist einen hohlen Würfel ohne obere Schichten zu drucken und die tatsächliche Wandstärke mit der im Slicer zu vergleichen.
So kannst du die Flussrate kalibrieren, um die Realität mit den theoretischen Einstellungen in Cura in Einklang zu bringen.
Einzug Kalibrieren
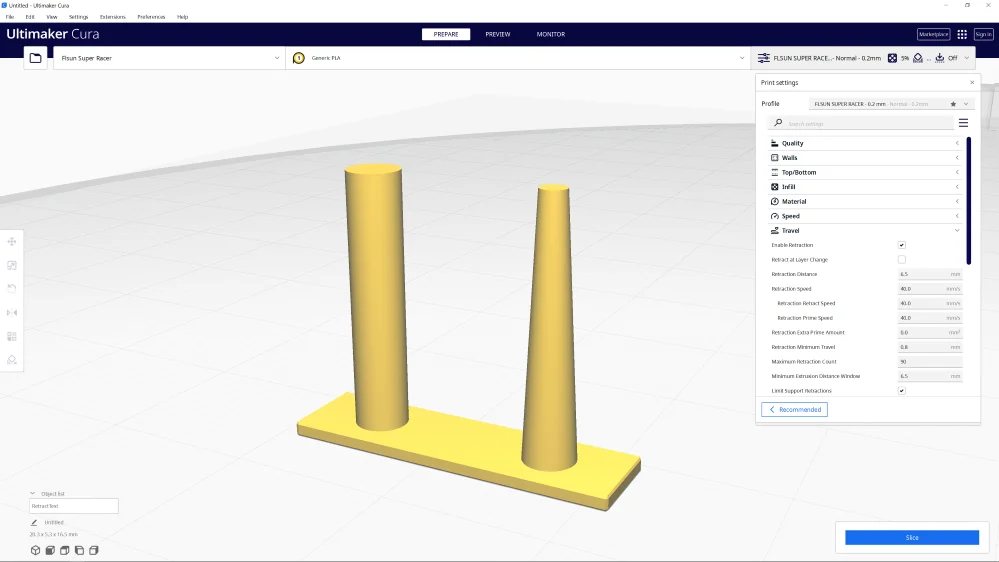
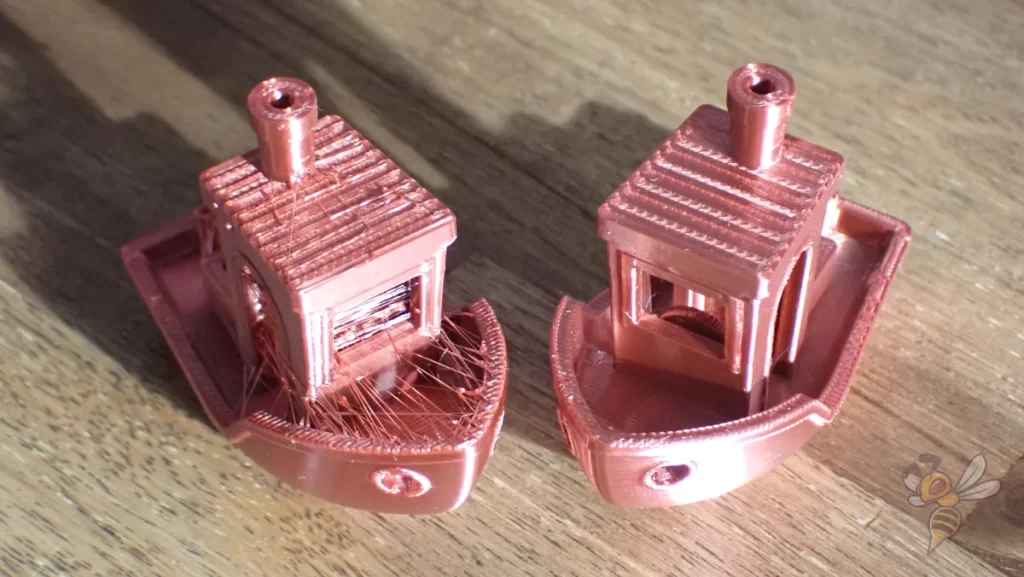
Die Retraction zu kalibrieren ist eines der wichtigsten Dinge, die du für optimale Ergebnisse machen kannst. Bei der Kalibrierung achtest du darauf, wie sich das Stringing Verhalten ändert, wenn du die Retraction Distanz und die Retraction Geschwindigkeit veränderst.
Du kannst dich also in kleinen Schritten den perfekten Werten nähern, indem du die Ergebnisse miteinander vergleichst.
Als Kalibrier-Objekte bieten sich zahlreiche Geometrien an, am besten sind Objekte, die schnell gedruckt werden und wenig Filament verbrauchen. So kannst du die Kalibrierungen beschleunigen.
Fazit
Der Ender-5 S1 ist ein hervorragender 3D-Drucker, der auch bei hohen Druckgeschwindigkeiten perfekte Ergebnisse liefern kann. Aber auch die beste Hardware kann schlechte Slicer Einstellungen nicht kompensieren.
Mit den Cura Einstellungen für den Ender-5 S1 in diesem Artikel hast du gute Richtwerte, mit denen du gute Ergebnisse bekommen wirst. Um das Beste aus deinem Ender-5 S1 herauszuholen, wirst du die wichtigsten Einstellungen wie beschrieben kalibrieren müssen.
Sobald du dies aber geschafft hast, wirst du sehr viel Spaß beim 3D-Drucken haben!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
