
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Ender-3 V3 KE zählt definitiv zu den besten Einsteiger-3D-Druckern. Um jedoch die besten Ergebnisse mit Cura zu erzielen, sind die richtigen Einstellungen entscheidend. Der Drucker hat das Potenzial, perfekte Ergebnisse zu erzeugen, aber nur, wenn er mit sorgfältig optimierten Einstellungen betrieben wird.
Zum Zeitpunkt dieses Artikels gibt es noch kein Standardprofil für den Ender-3 V3 KE in Cura.
In diesem Artikel zeige ich dir, wie du ein passendes Profil für ihn erstellst und teile meine eigenen Cura-Einstellungen, die ich über die Zeit hinweg kalibriert und optimiert habe. Diese Einstellungen sollen dir eine solide Grundlage bieten, um mit deinem Ender-3 V3 KE perfekte Druckergebnisse zu erzielen. Sie sind ein guter Ausgangspunkt, besonders wenn du gerade erst anfängst, dich mit den Feinheiten des 3D-Drucks vertraut zu machen.
Perfekte Druckergebnisse erhältst du jedoch erst nach einer spezifischen Kalibrierung für das jeweilige Filament. Für detailliertere Informationen zur Kalibrierung, empfehle ich dir, meinen ausführlichen Kalibrierungs-Guide oder meinen 3D-Druck-Kurs zu konsultieren.

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
| Material | Drucktemperatur | Druckbett-Temperatur | Geschwindigkeit | Retraction | Kühlung |
|---|---|---|---|---|---|
| PLA | 210 °C | 60 °C | 180-250 mm/s | 0,8 mm bei 40 mm/s | 100 % |
| ABS | 250 °C | 100 °C | 150 mm/s | 0,5 mm bei 40 mm/s | 50 % |
| TPU | 215 °C | 30 °C | 100 mm/s | 2 mm bei 40 mm/s | 100 % |
| PETG | 230 °C | 80 °C | 150 mm/s | 1,2 mm bei 40 mm/s | 50 % |
Table of Contents:
So erstellst du ein Cura Profil für den Ender-3 V3 KE
Ein Cura-Profil besteht aus zwei wichtigen Teilen: den Maschineneinstellungen und den Druckeinstellungen. Die Maschineneinstellungen definieren die physikalischen Eigenschaften und die Fähigkeiten deines 3D-Druckers, wie zum Beispiel die Baugröße und ob das Druckbett beheizt ist.
Die Druckeinstellungen hingegen sind spezifische Parameter, die beeinflussen, wie dein Objekt gedruckt wird, einschließlich Temperatur, Geschwindigkeit und Schichthöhe.
Zuerst müssen die Maschineneinstellungen definiert werden. Hierfür dient ein leeres Profil als Vorlage, das du in Cura anlegen kannst.
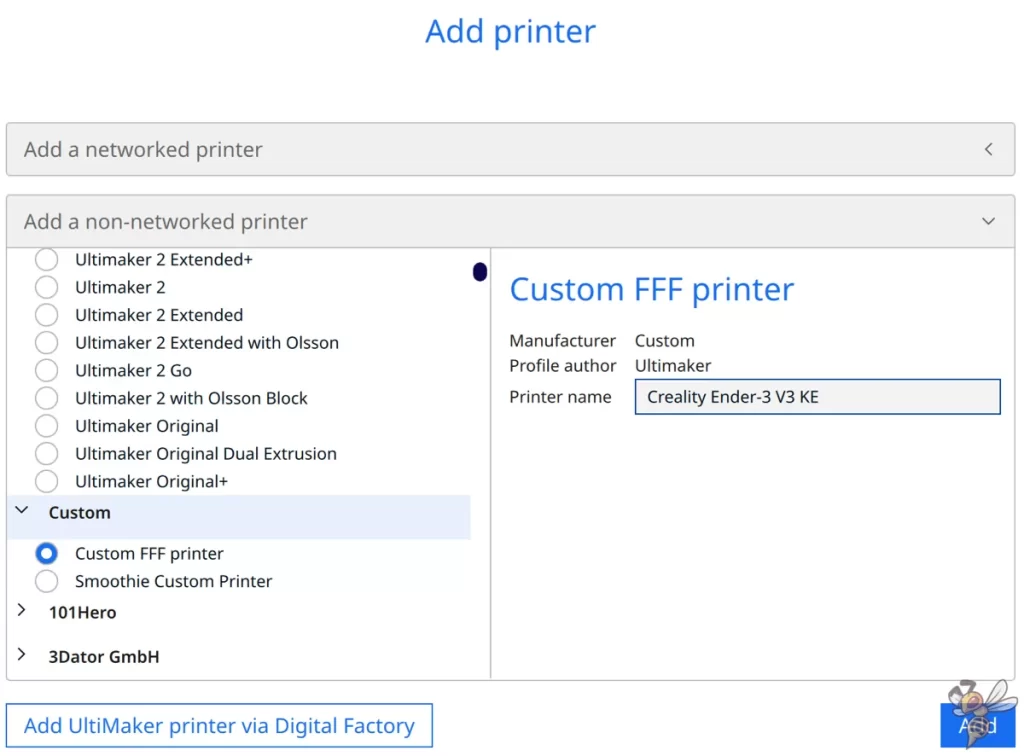
Um einen 3D-Drucker in Cura hinzuzufügen, klicke auf ‚Einstellungen‘, dann auf ‚Drucker‘ und anschließend auf ‚Drucker hinzufügen‘. Wähle ‚Nicht-vernetzter Drucker‘ und dann ‚Custom‘ sowie ‚Custom FFF printer‘. Gib den Namen deines Druckers ein und klicke auf ‘Hinzufügen’.
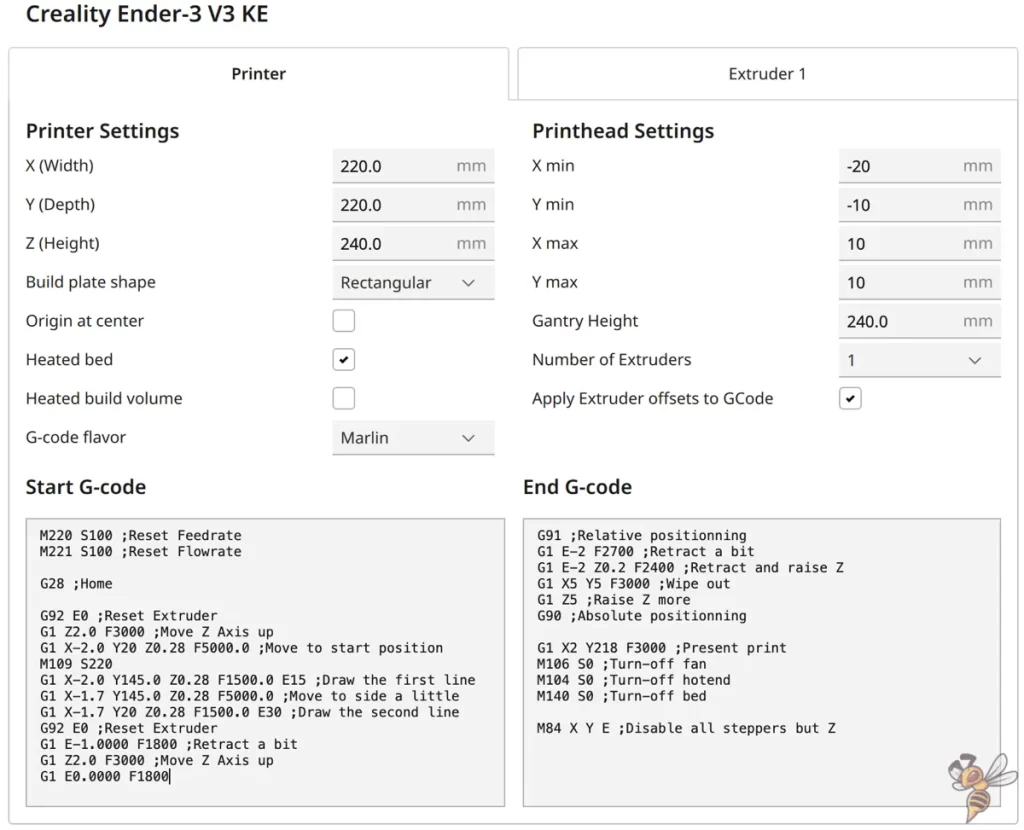
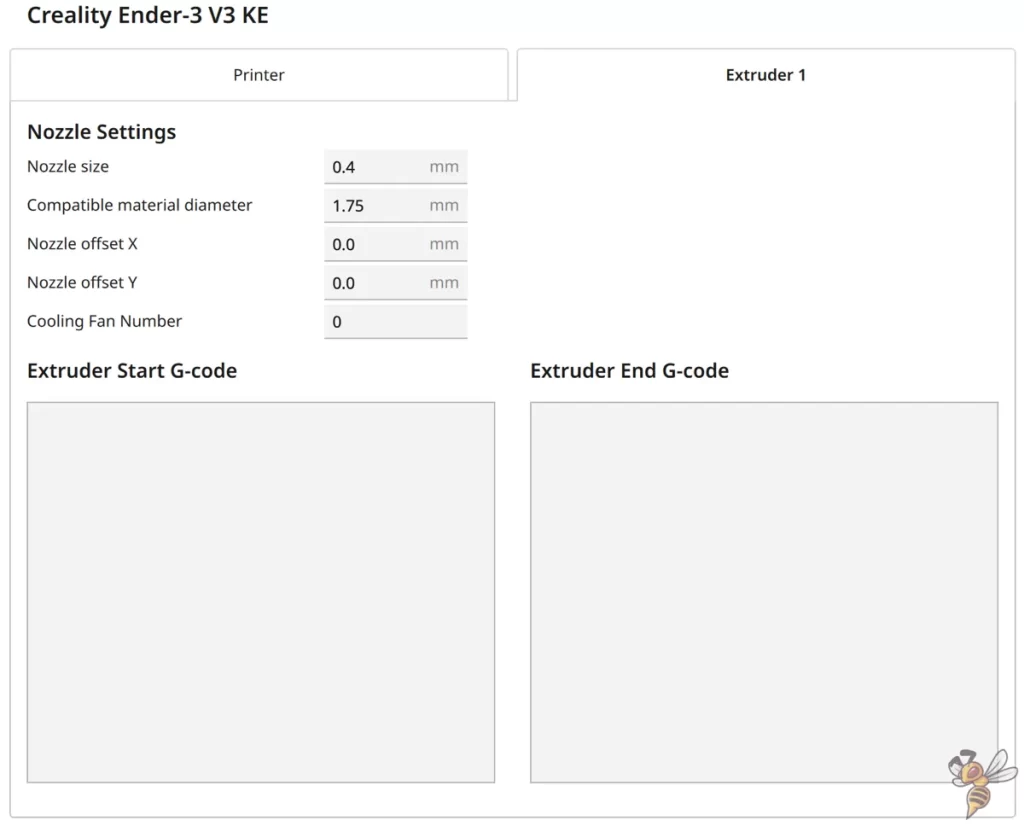
Die Maschineneinstellungen, die du im obigen Screenshot siehst, bilden die Grundlage für dein Druckerprofil.
Direkt hiernach folgen die G-Code-Schnipsel, die du einfach kopieren kannst:
Start G-Code:
- M220 S100 ;Reset Feedrate
- M221 S100 ;Reset Flowrate
- G28 ;Home
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
- G1 X-2.0 Y20 Z0.28 F5000.0 ;Move to start position
- M109 S220
- G1 X-2.0 Y145.0 Z0.28 F1500.0 E15 ;Draw the first line
- G1 X-1.7 Y145.0 Z0.28 F5000.0 ;Move to side a little
- G1 X-1.7 Y20 Z0.28 F1500.0 E30 ;Draw the second line
- G92 E0 ;Reset Extruder
- G1 E-1.0000 F1800 ;Retract a bit
- G1 Z2.0 F3000 ;Move Z Axis up
- G1 E0.0000 F1800
End G-Code:
- G91 ;Relative positionning
- G1 E-2 F2700 ;Retract a bit
- G1 E-2 Z0.2 F2400 ;Retract and raise Z
- G1 X5 Y5 F3000 ;Wipe out
- G1 Z5 ;Raise Z more
- G90 ;Absolute positionning
- G1 X2 Y218 F3000 ;Present print
- M106 S0 ;Turn-off fan
- M104 S0 ;Turn-off hotend
- M140 S0 ;Turn-off bed
- M84 X Y E ;Disable all steppers but Z
Nachdem du das Druckerprofil erstellt hast, musst du die Druckeinstellungen festlegen. Diese Einstellungen umfassen Aspekte wie die Drucktemperatur, die Betttemperatur, die Druckgeschwindigkeit und die Retraction-Einstellungen.
Erst gehen wir direkt auf die Einstellungen für die vier Standard-Filamente ein, und danach schauen wir uns die einzelnen Druckeinstellungen noch im Detail an und wie du sie kalibrieren kannst.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PLA Filament mit dem Ender-3 V3 KE:
- Drucktemperatur: 210 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 180-250 mm/s
- Retraction: 0,8 mm bei 40 mm/s
- Kühlung: 100 %
Der Ender-3 V3 KE bewältigt den Druck mit PLA Filament sehr gut, und das ohne umfangreichen Kalibrierungsaufwand. Das macht ihn zu einer ausgezeichneten Wahl für Einsteiger und erfahrene Nutzer, die direkt in den 3D-Druck einsteigen möchten.
Die Haftung des PLA-Filaments auf dem PEI-Druckbett des Druckers ist beeindruckend, auch bei besonders filigranen ersten Schichten gab es bei mir keinerlei Haftungsprobleme.
Allerdings ist es wichtig, die Drucktemperatur und Retraction speziell für PLA fein abzustimmen, um optimale Druckergebnisse zu erreichen. Die zuvor genannten Einstellungen dienen als gute Basis, aber es ist zu bedenken, dass sie möglicherweise nicht für jede Art von PLA ideal sind.
Im weiteren Verlauf dieses Artikels werde ich näher auf die Kalibrierung eingehen, um dir zu zeigen, wie du die Einstellungen an dein spezifisches PLA-Material anpassen kannst.
ABS Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von ABS Filament mit dem Ender-3 V3 KE:
- Drucktemperatur: 250 °C
- Druckbett-Temperatur: 100 °C
- Druckgeschwindigkeit: 150 mm/s
- Retraction: 0,5 mm bei 40 mm/s
- Kühlung: 50 %
ABS Filament ist ein etwas anspruchsvolleres Filament im Vergleich zu PLA, besonders im Hinblick auf das Schrumpfen während des Abkühlens. Der Ender-3 V3 KE besitzt kein Gehäuse, was bedeutet, dass du beim Drucken mit ABS auf eine stabile Umgebungstemperatur achten solltest, um Warping und Ablösungen vom Druckbett zu vermeiden. Kleine Objekte können in der Regel problemlos gedruckt werden.
Ein hilfreiches Werkzeug beim Drucken von ABS ist der Einsatz eines Draft Shields in Cura. Dieser schafft eine Art Barriere um das Objekt herum, die hilft, die Temperatur um das Druckobjekt konstant zu halten und Zugluft zu vermeiden.
Ich hatte teilweise etwas Probleme mit der Druckbett-Haftung bei sehr kleinen ersten Schichten. Mauseohren haben jedoch geholfen, dieses Problem zu lösen.
TPU Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von TPU Filament mit dem Ender-3 V3 KE:
- Drucktemperatur: 215 °C
- Druckbett-Temperatur: 30 °C
- Druckgeschwindigkeit: 100 mm/s
- Retraction: 2 mm bei 40 mm/s
- Kühlung: 100 %
Der Ender-3 V3 KE ist mit einem Direct Drive Extruder ausgestattet, was ihn für den Druck mit flexiblen Filamenten wie TPU geeignet macht. Im Gegensatz zu Bowden-Extrudern, die bei flexiblen Filamenten oft zu Problemen führen können, ermöglicht der Direct Drive Extruder des Ender-3 V3 KE einen präziseren und zuverlässigeren Materialtransport.
Beim Druck mit TPU sind einige Einstellungen besonders wichtig. Aufgrund der Flexibilität des Materials ist es entscheidend, mit einer reduzierten Geschwindigkeit zu drucken, um die bestmöglichen Ergebnisse zu erzielen. Ebenso ist es wichtig, die Retraction-Einstellungen sorgfältig zu justieren, um das Risiko von Verstopfungen und Stringing zu minimieren.
PETG Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PETG Filament mit dem Ender-3 V3 KE:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 80 °C
- Druckgeschwindigkeit: 150 mm/s
- Retraction: 1,2 mm bei 40 mm/s
- Kühlung: 50 %
PETG kombiniert einige der besten Eigenschaften von PLA und ABS, indem es sowohl leicht zu drucken ist als auch eine hohe Festigkeit bietet. Eine Herausforderung beim Drucken von PETG ist jedoch seine Neigung zu Stringing, also das Bilden von feinen Fäden zwischen den Druckbereichen.
Die Retraction-Einstellungen spielen beim Drucken von PETG eine wesentliche Rolle und müssen sorgfältig kalibriert werden, um Stringing zu minimieren. Es ist wichtig, ein Gleichgewicht zwischen ausreichender Retraction zur Vermeidung von Stringing und zu viel Retraction, die zu anderen Druckproblemen führen kann, zu finden.
Ein weiterer wichtiger Aspekt beim Drucken mit PETG ist die Lagerung des Filaments. PETG ist hygroskopisch, das heißt, es zieht Feuchtigkeit an. Daher ist es wichtig, das Filament trocken zu lagern, um eine optimale Druckqualität zu gewährleisten. Feuchtes Filament kann zu Problemen wie schlechter Schichtadhäsion und veränderten Druckeigenschaften führen.
Die besten Cura Einstellungen für den Ender-3 V3 KE
In diesem Abschnitt findest du die optimalen Cura-Einstellungen für deinen Ender-3 V3 KE. Diese Einstellungen sind das Ergebnis gründlicher Tests und Kalibrierungen, um die bestmögliche Druckqualität mit verschiedenen Filamenttypen zu erreichen.
Zwar werden diese Einstellungen wahrscheinlich relativ gute Ergebnisse erzielen, jedoch ist es für perfekte Ergebnisse unerlässlich eigene Kalibrierungen anzustellen!
Drucktemperatur
Die besten Drucktemperaturen für den Ender-3 V3 KE in Cura:
- PLA: 210 °C
- ABS: 250 °C
- TPU: 215 °C
- PETG: 230 °C
Die Drucktemperatur ist einer der Schlüsselfaktoren für erfolgreiche 3D-Drucke. Sie variiert je nach Filamenttyp und sollte für jedes Material individuell kalibriert werden. Ein effektiver Weg, die optimale Drucktemperatur für ein spezifisches Filament zu finden, ist der Druck eines Temperatur-Turms.
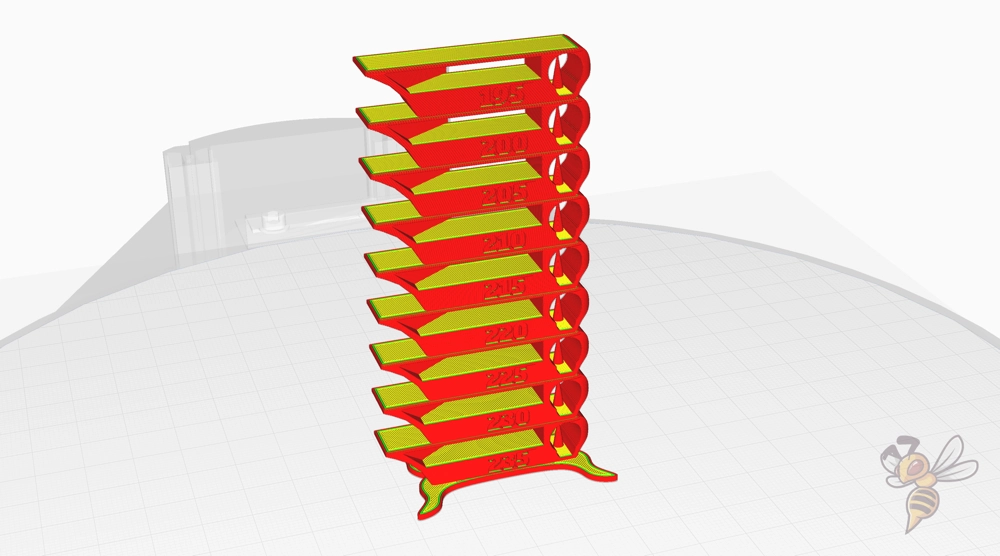
Ein Temperatur-Turm ist ein 3D-Druck-Test, bei dem die Temperatur in regelmäßigen Abständen während des Drucks verändert wird. Jede Sektion des Turms wird bei einer anderen Temperatur gedruckt, sodass du leicht erkennen kannst, bei welcher Temperatur dein Filament die besten Ergebnisse liefert.
Dieser Test hilft dir, die ideale Drucktemperatur für eine maximale Druckqualität und minimale Probleme wie Stringing oder schlechte Schichtadhäsion zu bestimmen.
Um diesen Temperatur-Turm richtig zu verwenden, musst du in Cura ein Script benutzen. Wie du das machst, wird in dem Artikel über die Kalibrierung von 3D-Druckern beschrieben, der ganz oben verlinkt ist.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Ender-3 V3 KE in Cura:
- PLA: 60 °C
- ABS: 100 °C
- TPU: 30 °C
- PETG: 80 °C
Die richtige Druckbett-Temperatur ist entscheidend für den Erfolg deines 3D-Druckprojekts. Eine gut eingestellte Betttemperatur sorgt für eine starke erste Schichtadhäsion und minimiert das Risiko von Verzug und Ablösung des Drucks vom Bett. Insbesondere bei großen Drucken oder solchen mit großen, flachen Bereichen ist eine stabile Betttemperatur unerlässlich.
Ein häufiges Problem, das mit der Druckbett-Temperatur zusammenhängt, ist der sogenannte „Elefantenfuß„. Das ist eine Verformung an der Basis des Drucks, die entsteht, wenn die erste Schicht zu heiß wird und sich ausdehnt. Durch die Anpassung der Druckbett-Temperatur und gegebenenfalls der ersten Schichthöhe kann dieses Problem effektiv vermieden werden.
Es ist ein Balanceakt, eine Temperatur zu finden, die hoch genug für gute Haftung ist, aber nicht so hoch, dass sie zu Verformungen führt.
Druckgeschwindigkeit
Die besten Druckgeschwindigkeiten für den Ender-3 V3 KE in Cura:
- PLA: 180-250 mm/s
- ABS: 150 mm/s
- TPU: 100 mm/s
- PETG: 150 mm/s
Eine zu hohe Druckgeschwindigkeit kann zu Problemen wie schlechter Schichtadhäsion, ungenauen Dimensionen und ästhetischen Mängeln führen. Andererseits kann eine zu langsame Geschwindigkeit die Druckzeiten unnötig verlängern.
Für die Kalibrierung der Druckgeschwindigkeit verwende ich meistens diesen Ringing-Test.
Ringing oder Ghosting tritt auf, wenn der Druckkopf schnell beschleunigt oder abgebremst wird, typischerweise an Ecken und scharfen Übergängen. Ein Ringing-Test hilft dabei, die optimale Geschwindigkeit zu finden, bei der dein Drucker saubere und präzise Ergebnisse liefert, ohne dass es zu Schwingungen oder Unschärfe in den Drucken kommt.
In den meisten Fällen wird dies beim Ender-3 V3 KE kein Problem sein, da er über Input Shaping verfügt. Dieses Feature kompensiert die schnellen Richtungsänderungen und ist maßgeblich für die hohen Druckgeschwindigkeit verantwortlich, die der KE erreichen kann.
Schichthöhe
Das sind die besten Schichthöhen für den Ender-3 V3 KE in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Die Wahl der Schichthöhe spielt eine zentrale Rolle, wenn es darum geht, Qualität und Geschwindigkeit beim 3D-Druck in Einklang zu bringen. Für Objekte, bei denen es auf feine Details und glatte Oberflächen ankommt, wie etwa bei dekorativen Stücken, ist eine geringe Schichthöhe von 0,1 mm optimal. Diese feine Einstellung benötigt zwar mehr Zeit, aber das Ergebnis sind hochdetaillierte und präzise Drucke.
Eine Schichthöhe von 0,2 mm stellt den goldenen Mittelweg dar, der häufig als Standard verwendet wird. Diese Höhe bietet eine ausgewogene Mischung aus Geschwindigkeit und Detailgenauigkeit, was sie für eine Vielzahl von Druckprojekten ideal macht.
Wenn es primär um Geschwindigkeit geht und weniger um feine Details, ist eine Schichthöhe von 0,3 mm empfehlenswert. Diese Einstellung beschleunigt den Druckprozess und ist vor allem für gröbere Objekte geeignet, bei denen die Genauigkeit der Details eine untergeordnete Rolle spielt.
Flussrate
Das sind die besten Flussraten für den Ender-3 V3 KE in Cura:
- Standard: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Bevor du Anpassungen an der Flussrate vornimmst, ist es wichtig, dass die Drucktemperatur und die Retraction bereits sorgfältig kalibriert wurden. Diese Schritte gewährleisten, dass dein Drucker korrekt eingestellt ist und die Flussrate auf einer soliden Basis angepasst wird.
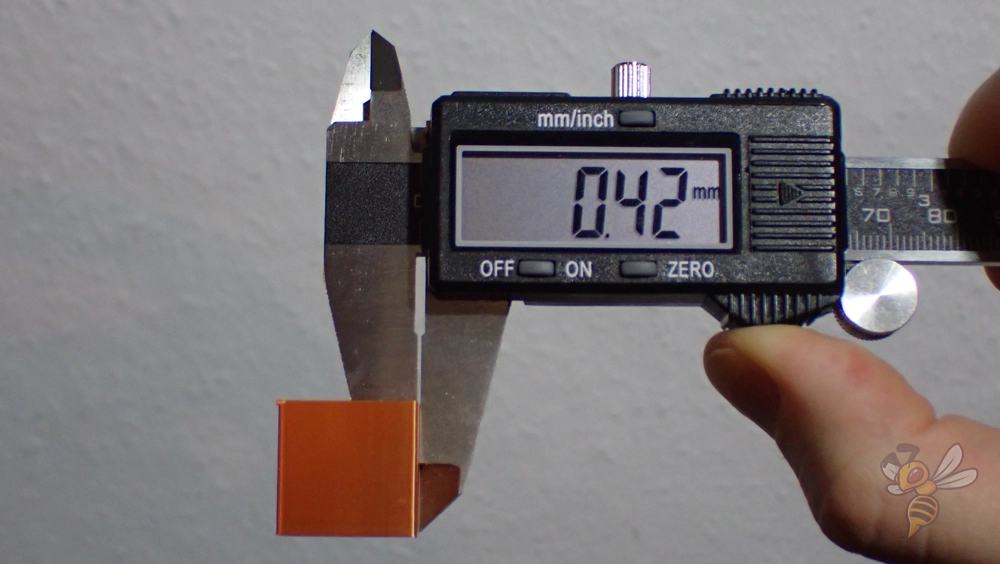
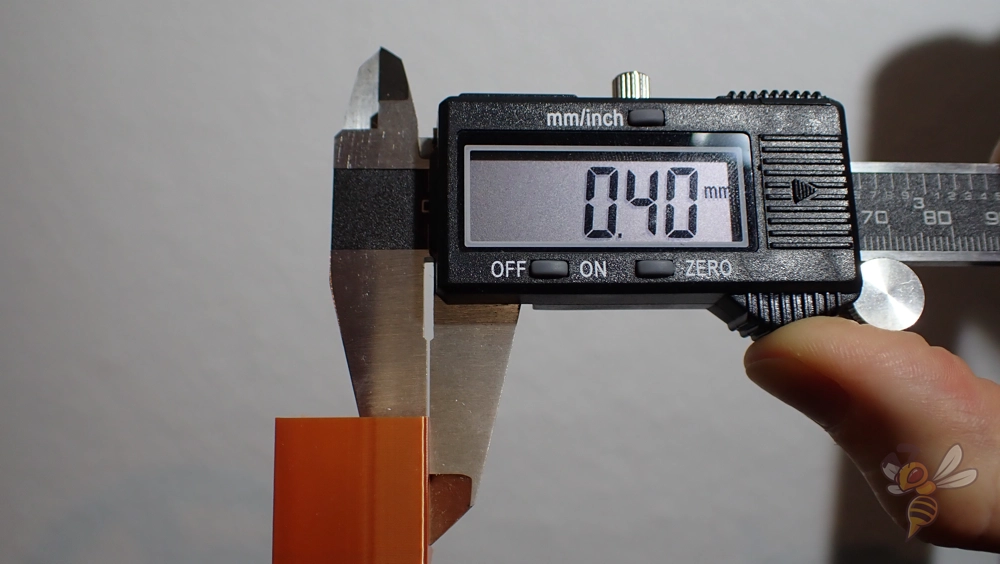
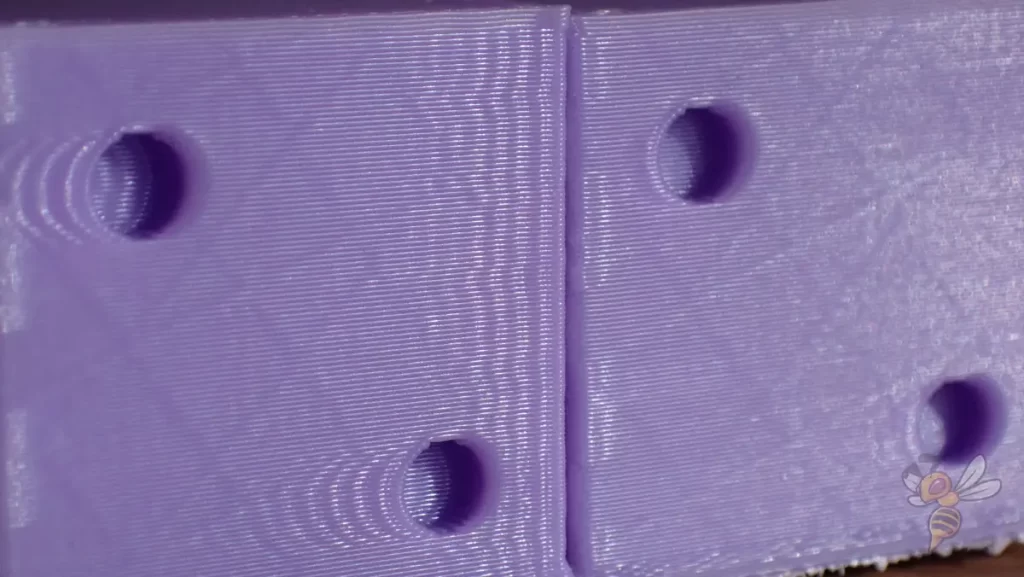
Zur Kalibrierung der Flussrate empfiehlt es sich, einen Testwürfel ohne Infill oder obere Schichten zu drucken. Die Wandstärke des Würfels dient als Indikator für die Genauigkeit der Flussrate.
Wenn die Wände zu dick oder zu dünn sind, zeigt dies eine Über- oder Unter-Extrusion an, die durch Anpassen der Flussrate behoben werden kann.
Dieser einfache, aber effektive Test hilft dir, die perfekte Flussrate für deinen Ender-3 V3 KE zu finden, um gleichmäßige und präzise Druckergebnisse zu erzielen.
Retraction
Die besten Retraction Einstellungen für den Ender-3 V3 KE in Cura:
- PLA: 0,8 mm bei 40 mm/s
- ABS: 0,5 mm bei 40 mm/s
- TPU: 2 mm bei 40 mm/s
- PETG: 1,2 mm bei 40 mm/s
Die Retraction-Einstellungen sind wesentlich, um Stringing und Oozing beim 3D-Druck zu vermeiden. Es ist unerlässlich, die Retraction sowohl in Bezug auf die Distanz als auch die Geschwindigkeit für jeden Filamenttyp individuell zu kalibrieren.
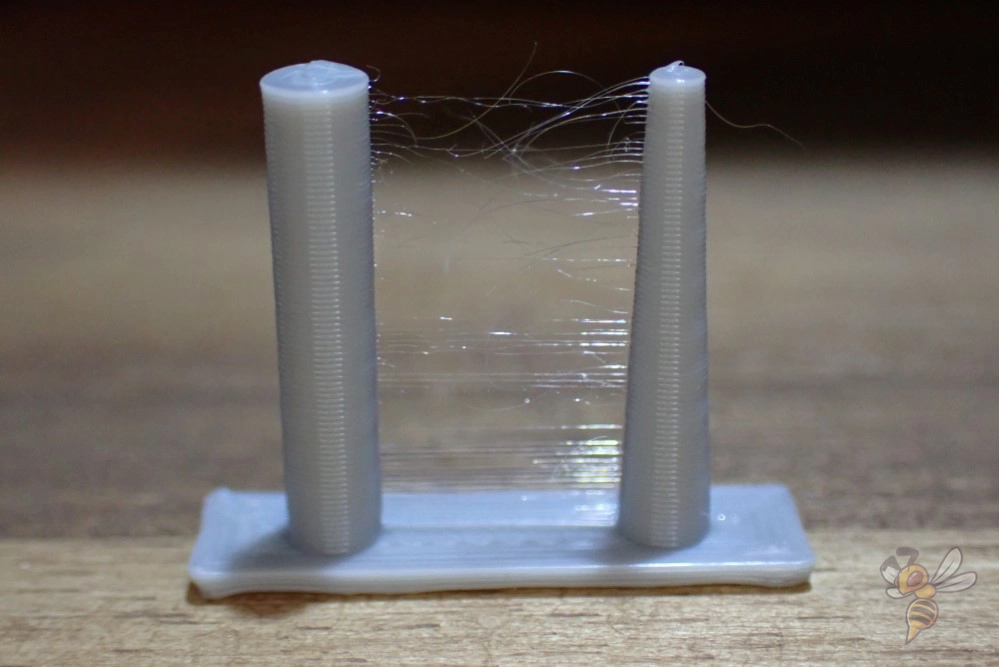
Um die Retraction zu kalibrieren, kannst du Testdrucke mit speziellen Retraction-Tower-Modellen oder anderen geeigneten Testobjekten durchführen.
Diese Modelle sind so konzipiert, dass sie die Herausforderungen beim Retraction-Management hervorheben, wie zum Beispiel kleine Lücken zwischen den Abschnitten.
Durch die Analyse dieser Drucke kannst du die Retraction-Einstellungen anpassen, um eine optimale Balance zwischen der Vermeidung von Stringing und der Aufrechterhaltung der Druckqualität zu finden.
Beginne mit den oben genannten Einstellungen und passe sie an, bis du die bestmöglichen Ergebnisse erzielst.
Infill
Die beste Infill-Dichte für den Ender-3 V3 KE in Cura:
- Dekorative Objekte: 0-15%
- Standard Objekte: 15-50%
- Stabile Objekte: 50-100%
Die Wahl der richtigen Infill-Dichte ist ein wichtiger Aspekt beim 3D-Druck, da sie maßgeblich die Festigkeit und das Gewicht des gedruckten Objekts beeinflusst. Für dekorative Objekte, bei denen die Struktur weniger kritisch ist, reicht oft eine geringe Infill-Dichte von 0 bis 15%. Diese Einstellung spart Material und verkürzt die Druckzeit, während sie immer noch ausreichend Stütze für das Objekt bietet.
Bei Standardobjekten, die eine Balance zwischen Festigkeit und Materialverbrauch erfordern, empfiehlt sich eine Infill-Dichte von 15 bis 50%. Diese Einstellung ist für die meisten alltäglichen Druckaufgaben geeignet und sorgt für eine gute Stabilität ohne übermäßigen Materialverbrauch.
Für Objekte, die eine hohe Stabilität und Robustheit erfordern, wie funktionale Teile oder solche, die Belastungen ausgesetzt sind, ist eine höhere Infill-Dichte von 50 bis 100% ratsam. Diese Einstellungen sind weitgehend druckerunabhängig und gelten als allgemeine Richtlinien für verschiedene Arten von 3D-Druckprojekten.
Erste Schicht
Dies sind die besten Cura Einstellungen für die erste Schicht mit dem Ender-3 V3 KE:
- Schichthöhe: 100%
- Linienbreite: 100%
- Drucktemperatur: So wie der Rest
- Druckgeschwindigkeit: 10 mm/s
- Raft/Brim/Skirt: Skirt
Die Geschwindigkeit, mit der die erste Schicht gedruckt wird, ist ausschlaggebend für eine gute Haftung auf dem Druckbett. Ein langsamerer Druck bei der ersten Schicht, wie die empfohlenen 10 mm/s, trägt maßgeblich zu einer starken Haftung bei.
Das Filament verbleibt dadurch länger im erhitzten Zustand auf dem Druckbett, was eine verbesserte Verbindung ermöglicht. Eine gut haftende erste Schicht ist die Basis für den gesamten Druckvorgang und hilft, Herausforderungen wie das Ablösen oder Verziehen des Drucks zu vermeiden.
Indem das Filament bei der ersten Schicht länger warm bleibt, erhöht sich die Chance auf eine erfolgreiche Haftung. Dies ist besonders wichtig, denn eine stabile erste Schicht ist entscheidend für den Erfolg des gesamten Druckprozesses. Sie gewährleistet, dass alle folgenden Schichten gleichmäßig und genau aufgetragen werden.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
