
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Ender 3 V2 Neo ist einer der besten Anfänger 3D Drucker auf dem Markt. Zwar hat er viele Features, die seine Bedienung und die Druckqualität verbessern, jedoch kann auch der beste 3D-Drucker ohne die richtigen Slicer Einstellungen keine guten Ergebnisse liefern.
Um ein gutes Cura Profil für den Ender 3 V2 Neo zu erstellen, kann entweder das Standardprofil aus dem Creality Slicer kopiert oder das Profil für den originalen Ender 3 in Cura angepasst werden.
Wie du all dies tust, welche Cura Einstellungen für den V2 Neo gut funktionieren und wie du die Einstellungen für dein Exemplar kalibrieren kannst, erfährst du in diesem ausführlichen Guide.
| PLA | ABS | PETG | |
|---|---|---|---|
| Drucktemperatur | 200 °C | 230 °C | 245-255 °C |
| Druckbett Temperatur | 60 °C | 85 °C | 60 °C |
| Druckgeschwindigkeit | 50 mm/s | 50 mm/s | 40 mm/s |
| Retraction | 5 mm bei 60 mm/s | 5 mm bei 55 mm/s | 4 mm bei 60 mm/s |
| Kühlrate | 100 % | 0% + Gehäuse | 50-100 % |
Ein Profil für den Ender 3 V2 Neo in Cura Erstellen
Das 3D-Druckerprofil in Cura ist eine genaue Beschreibung der Maschineneinstellungen und der Druckeinstellungen für einen 3D-Drucker. Es enthält die Druckqualität, Geschwindigkeit, Fülldichte, Retraction und mehr.
Das 3D-Druckerprofil ist wichtig, weil es sicherstellt, dass deine Drucke von höchster Qualität sind und mit deinem speziellen Drucker kompatibel sind. Um die besten Ergebnisse zu erzielen, ist es wichtig, dass du alle Einstellungen in deinem 3D-Druckerprofil kennst und weißt, wie sie sich auf deine Drucke auswirken.
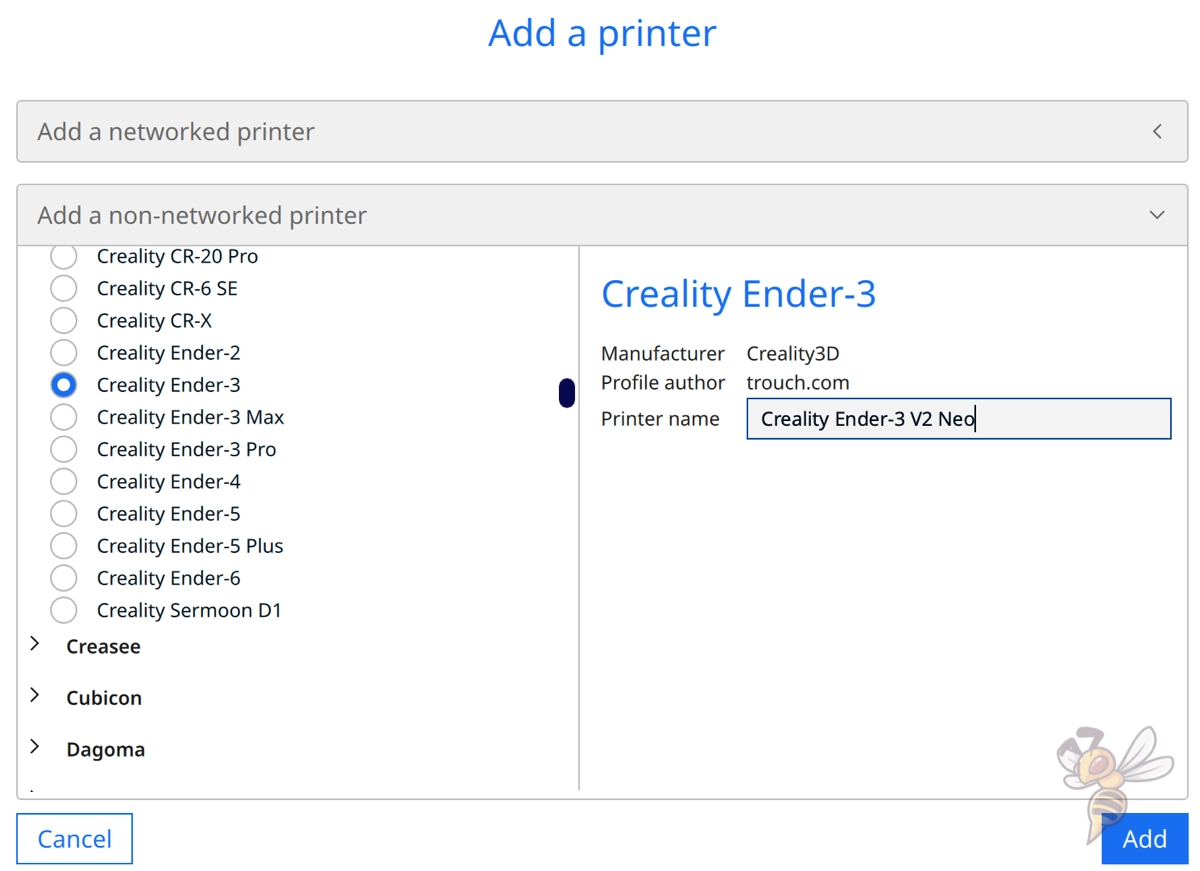
Um ein Cura Profil für den Ender 3 V2 Neo zu erstellen, klicke auf das Menü „Einstellungen“. Klicke dann „Drucker“ und „Drucker hinzufügen“. Es erscheint ein neues Fenster mit einer Liste von Herstellern und Modellen. Wähle den „Ender 3” aus der Liste aus und klicke auf „Hinzufügen“.
Falls es schon ein vorgefertigtes Profil für den Ender 3 V2 Neo geben sollte, kannst du das natürlich auswählen. Es gibt viele Einstellungen, die auf den V2 Neo angepasst werden müssen.
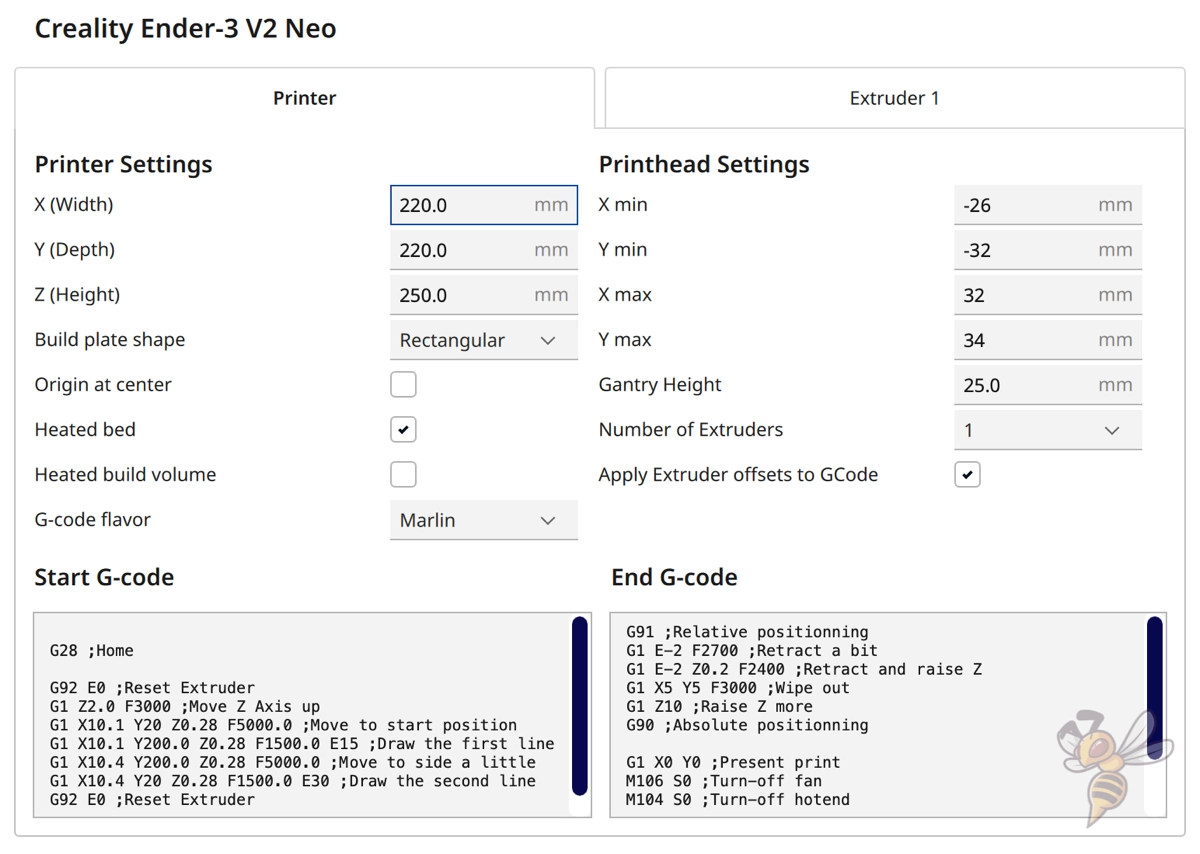
Die Maschineneinstellungen sollten wie im obigen Screenshot zu sehen definiert werden. Damit weiß Cura, wie groß der Drucker und sein Druckkopf ist.
Neben weiteren Daten wird auch ein Start und End G-code definiert. Dies sind Kommandos, die der Drucker vor und nach dem Druckauftrag ausführt. Er druckt so etwa zwei Linien vor dem Druck, um die Extrusion anzuregen und etwaiges ausgelaufenes Filament abstreifen (gewissermaßen wie ein Skirt).
Start G-code:
G28 ;Home
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
End G-code:
G91 ;Relative positioning
G1 E-2 F2700 ;Retract a bit
G1 E-2 Z0.2 F2400 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z10 ;Raise Z more
G90 ;Absolute positioning
G1 X0 Y0 ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E ;Disable all steppers but Z
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Ender 3 V2 Neo für PLA:
- Drucktemperatur: 200 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 5 mm bei 60 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PLA ist das beliebteste Filament für 3D-Drucker, da es sich leicht drucken lässt und eine große Auswahl an Farben bietet. Es gibt jedoch einige Dinge, die du beim Drucken mit PLA beim Ender 3 V2 Neo beachten musst.
Die empfohlene Drucktemperatur für PLA liegt zwischen 185 und 205 °C. Beim Ender 3 V2 Neo habe ich mit verschiedenen PLA Filamenten mit 200 °C gute Ergebnisse erzielt.
Die Temperatur des Druckbetts sollte mit 60 °C für jedes PLA Filament auf dem PC-beschichteten Druckbett perfekt sein.
Die Druckgeschwindigkeit sollte langsam genug sein, damit das PLA richtig abkühlen kann, Werte um 50 mm/s funktionieren bei diesem Extruder gut.
Eventuell musst du mit den Einstellungen für die Retraction experimentieren, um Stringing zu vermeiden. Die oben angegebenen Werte sind ein guter Startpunkt für weitere Optimierungen – wie du sie kalibrierst, erfährst du weiter unten in diesem Artikel.
ABS Einstellungen auf einen Blick
ABS ist ein thermoplastischer Kunststoff, der aufgrund seiner Stabilität und Bruchfestigkeit für den 3D-Druck beliebt ist. Um mit ABS drucken zu können, muss ein 3D-Drucker jedoch bestimmte Eigenschaften haben. Vor allem muss der Drucker in der Lage sein, eine hohe Temperatur zu erreichen und zu halten – der Ender 3 V2 Neo erreicht die nötigen Temperaturen dafür mühelos.
Eines der größten Probleme ist, dass ABS schrumpft, wenn es abkühlt, was dazu führen kann, dass sich Objekte verziehen. Um dies zu verhindern, ist es wichtig, die Umgebungstemperatur gleichmäßig und hoch zu halten.
Da der Ender 3 V2 Neo kein Gehäuse hat, kommt es oft zu Problemen mit Verformungen, wenn das Material zu schnell abkühlt – besonders bei großen Objekten. Wenn du Probleme mit Warping bei ABS hast, solltest du in ein 3D Drucker Zelt investieren. Dieses hier von Creality ist perfekt für den V2 Neo geeignet.
TPU Einstellungen auf einen Blick
Der Ender 3 V2 Neo verfügt über einen Bowden Extruder und ist damit nicht gut für flexible Filamente wie TPU geeignet.
Wenn du trotzdem ausprobieren möchtest mit TPU zu drucken, musst du die Retraction gut kalibrieren. Flexible Filamente reagieren empfindlich auf falsche Retraction Einstellungen. Stringing ist mit einem Bowden Extruder für flexible Filamente nur schwer unter Kontrolle zu bringen.
Das heißt aber nicht, dass es unmöglich ist, gute Drucke aus TPU mit dem Ender 3 V2 Neo zu bekommen. Es benötigt nur etwas mehr Ausprobieren und Kalibrieren als bei unflexiblen Filamenten.
Noch ein Tipp zu TPU: Stelle alle Geschwindigkeiten sehr langsam ein, damit das Filament ausreichend Zeit hat den Bewegungen des Extruders zu folgen.
PETG Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Ender 3 V2 Neo für PETG:
- Drucktemperatur: 245 bis 255 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 40 mm/s
- Einzug (Retraction): 4 mm bei 60 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG-Filament lässt sich leicht drucken und ist langlebig und stabil. Es ist eine gute Wahl für den Druck von Gegenständen, die regelmäßig benutzt werden, wie Werkzeuge oder Haushaltsgegenstände. Auch ist es ideal für Anwendungen im Freien.
Leider neigt PETG extrem zu Stringing, weshalb es schwieriger zu drucken ist als PLA zum Beispiel. Das Kalibrieren der Einstellungen ist also Pflicht. Die oben angegebenen Werte sollten dafür jedoch einen guten Startpunkt liefern. Für manche PETG Filamente könnten die Einstellungen auch schon ideal sein.
Je nachdem welches PETG Filament du verwendest, kann es nötig sein, die Kühlung auf 100 % einzustellen oder sie etwas zu verringern. Achte auf das Stringing Verhalten und wie Überhänge gedruckt werden, um die Kühlung anzupassen.
Ender 3 V2 Neo Profil aus dem Creality Slicer in Cura Importieren
Der Creality Slicer ist ein Cura Klon. Die Benutzeroberfläche ist größtenteils identisch und damit auch die Art der Druckeinstellungen. Der Creality Slicer hat jedoch schon schnell Standardprofile für Creality 3D Drucker nach deren Veröffentlichung und Cura erst nach mehreren Wochen oder sogar Monaten.
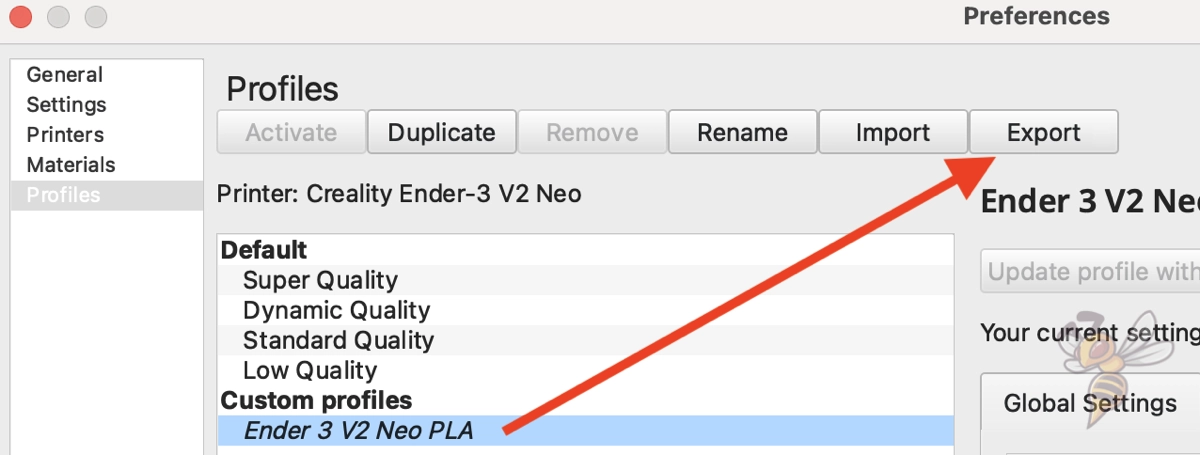
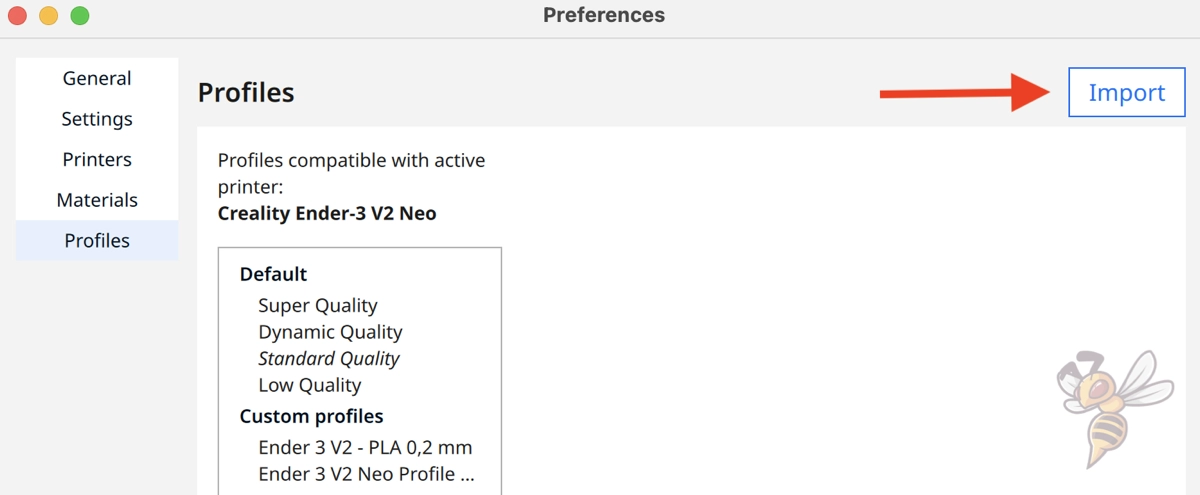
Daher kannst du dir in vielen Fällen, wie auch beim Ender 3 V2 Neo, die Einstellungen aus dem Creality Slicer kopieren und in Cura einfügen. Eine zeitsparende Alternative wäre, das Profil der Druckeinstellungen zu exportieren und in Cura zu importieren. Du musst dann nur noch die Maschineneinstellungen beim Erstellen eines neues Druckerprofil manuell übertragen.
Das Standardprofil aus dem Creality Slicer ist ein hervorragender Startpunkt für weitere Optimierungen. Auch ich habe für meine Einstellungen dieses Profil als Basis verwendet und sie dann weiter optimiert.
Beste Cura Einstellungen für den Ender 3 V2 Neo
Drucktemperatur
Die besten Drucktemperaturen für den Ender 3 V2 Neo in Cura:
- PLA: 200 °C
- ABS: 230 °C
- PETG: 245 bis 255 °C
Die Drucktemperatur ist eine der wichtigsten Einstellungen, die du optimieren musst, um qualitativ hochwertige Drucke zu produzieren. Wenn die Temperatur zu hoch ist, können Probleme wie Stringing oder Über-Extrusion auftreten. Ist die Temperatur zu niedrig, kann es zu Löchern oder schlechter Haftung des Druckbetts oder der Schichten kommen.
Deshalb ist es wichtig, dass du die richtige Temperatur für deine spezielle Drucker- und Filamentkombination findest.
Der Ender 3 V2 Neo erreicht Drucktemperaturen von 260 °C. Damit kann er die meisten Filamente verarbeiten, inklusive ABS und PETG.
Die Drucktemperatur zählt zu den Einstellungen, die unbedingt kalibriert werden müssen. Wie du dies tust, erfährst du weiter unten in diesem Artikel. Das Gute daran ist, dass du die Einstellungen nur einmal pro Filament optimieren musst.
Druckbett Temperatur
Die besten Druckbett-Temperaturen für den Ender 3 V2 Neo in Cura:
- PLA: 60
- ABS: 85
- PETG: 60
Dank der guten Haftung des mit PC beschichteten Druckbetts, ist die Einstellung der Druckbett-Temperatur beim Ender 3 V2 Neo nicht ganz so kritisch. Die oben angegebenen Werte sollten eine genügende Haftung für die jeweiligen Filamente bieten.
Da das Druckbett eine Temperatur von 100 °C erreicht, hast du hier viel Spielraum auch für exotische Filamente.
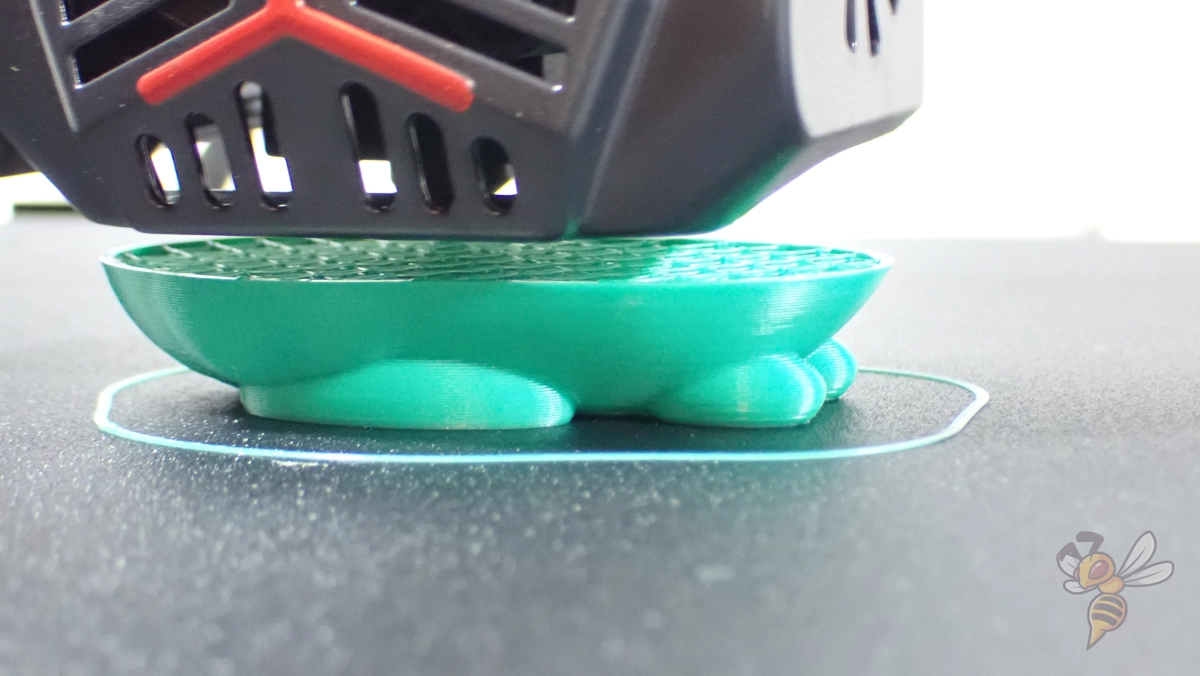
Falls du trotzdem Probleme mit der Druckbetthaftung haben solltest, kannst du versuchen, die Druckbett Temperatur um ein paar Grad zu erhöhen. Sei aber vorsichtig, dass du nicht versehentlich einen Elefantenfuß hervorrufst.
Beim Ender 3 V2 Neo sollte es keinen Grund geben, mit den Standard Filamenten ein Raft oder Brim benutzen zu müssen. Mit der richtigen Temperatureinstellung und der exzellenten Haftung des Druckbetts sind solche Hilfskonstruktionen zum Glück nicht nötig.
Die Voraussetzung dafür ist natürlich, dass der z-Offset richtig eingestellt und das Druckbett richtig nivelliert ist (hier geht es zum Nivellier-Guide).
Über eine Verringerung des Abstandes zwischen Nozzle und Druckbett kannst du die Druckbetthaftung erhöhen. Es gibt aber auch noch andere Methoden, die Haftung zu erhöhen. Falls du damit Probleme haben solltest, solltest du den Schritten aus diesem Guide folgen.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Ender 3 V2 Neo in Cura:
- PLA: 50 mm/s
- ABS: 50 mm/s
- PETG: 40 mm/s
Zwar kann der Ender 3 V2 Neo Druck Geschwindigkeiten von bis zu 120 mm/s erreichen, jedoch treten bei solch hohen Geschwindigkeiten Druckfehler häufiger auf. Die besten Ergebnisse erzielst du mit dem V2 Neo zwischen 40 und 60 mm/s.
Falls dir die Druckqualität nicht so wichtig ist, kannst du die Druckgeschwindigkeit auch weiter erhöhen. Dank des Bowden Extruders, der relativ leicht ist, treten störende Vibrationen erst spät auf. Es ist daher möglich, auch bei hohen Geschwindigkeiten mit nur wenig oder gar keinen Druckfehlern zu drucken.
Schichthöhe
Die beste Schichthöhe für den Ender 3 V2 Neo in Cura:
- Dekorative Objekte: 0,12 mm
- Standard: 0,16-0,20 mm
- Grobe, schnelle Drucke: 0,24-0,28 mm
Bei der Wahl der Schichthöhe musst du immer einen Kompromiss aus Druckqualität und Druckdauer finden. Je feiner die Schichten sind, desto glatter wird das Objekt, jedoch dauert der Druck signifikant länger.
Daher ist es sinnvoll, sich verschiedene Profile anzulegen mit verschiedenen Schichthöhen. Dann kannst du einfach zwischen den Druckeinstellungen für dekorative Objekte oder schnellen Prototypen wechseln.
Da der Ender 3 V2 Neo standardmäßig mit einer 0,4 mm Nozzle kommt, bieten sich Schichthöhen von 0,12 bis 0,28 mm an. Generell sollte sich die Schichthöhe zwischen 25 und 75 % des Durchmessers der Nozzle befinden. Werte außerhalb dieses Bereichs könnten zu unschönen Druckfehlern führen.
Flussrate
Die beste Flussrate für den Ender 3 V2 Neo in Cura:
- Standardwert: 100 %
- Bei Über-Extrusion: 90 bis 99 %
- Bei Unter-Extrusion: 101 bis 110 %
Die optimale Flussrate weicht nur selten vom Standardwert (100 %) ab und wenn doch, dann nur um wenige Prozente oder Bruchteile davon.
Eine falsch eingestellte Flussrate kann zu vielen Druckfehlern führen. Andersherum kannst du mit einer leichten Anpassung der Flussrate auch viele Druckfehler beheben. Daher zählt auch die Flussrate zu den Einstellungen, die du kalibrieren solltest.
Du kannst die Flussrate aber auch nur für die erste Schicht verändern. Wenn du sie etwas erhöhst, kannst du die Druckbetthaftung verbessern. Beim Ender 3 V2 Neo wirst du dies aber wahrscheinlich nicht benötigen, da das Druckbett eine ausgezeichnete Haftung bietet.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den Ender 3 V2 Neo in Cura:
- PLA: 5 mm bei 60 mm/s
- ABS: 5 mm bei 55 mm/s
- PETG: 4 mm bei 60 mm/s
Für viele Anfänger ist die Retraction oft das größte Problem bei der Kalibrierung eines 3D Druckers. Wenn die Retraction nicht auf den Extruder abgestimmt ist, kommt es schnell zu diversen Druckfehlern.
Der erste sichtbare Fehler wäre Stringing, welches sich bei noch ungünstigeren Einstellungen zu Blobs entwickelt. Auf der anderen Seite des Spektrums der schlechten Retraction Einstellungen können auch Löcher oder Risse an der Oberfläche auftreten.
Die Einstellungen für die Retraction hängen hauptsächlich vom verbauten Extruder ab. Daher müssen sie auch für jeden 3D Drucker individuell kalibriert werden.
Die oben angegebenen Werte sind für den Ender 3 V2 Neo ein optimaler Startpunkt, sie sollten jedoch für das verwendete Filament kalibriert werden. Auch zwei unterschiedliche Filamente desselben Typs aber von unterschiedlichen Herstellern können zum Teil andere Retraction Einstellungen benötigen, um die besten Ergebnisse zu erzielen.
Infill
Die beste Infill Dichte für den Ender 3 V2 Neo in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Das Material im Inneren eines 3D gedruckten Objekt wird Infill genannt. Wie dicht diese gedruckt wird und in welchem Muster, entscheidet die spätere Stabilität des Objekts.
Diese Einstellung ist komplett unabhängig vom 3D Drucker und nur davon abhängig, welchen Einsatzzweck das Objekt später haben wird. Für dekorative Objekte eignen sich daher niedrigere Dichten an, um Filament und Zeit zu sparen. Je stabiler das Objekt sein muss, desto mehr Material muss im Inneren des Objekts vorhanden sein, um es mechanisch stabil zu machen.
Aber auch das Muster, in dem das Filament im Inneren gedruckt wird, hat einen Einfluss darauf, wie stabil das Objekt am Ende wird.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim Ender 3 V2 Neo:
- Schichthöhe: 100–200 % der normalen Schichthöhe (höhere Werte, um Druckbett Haftung zu erhöhen)
- Linienbreite: 100–200 % der normalen Linienbreite (höhere Werte, um Druckbett Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5–10 °C höher für eine bessere Druckbetthaftung.
- Druckgeschwindigkeit: 50 % der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5–10 mm/s für eine hohe Druckbetthaftung
- Flussrate: 100–110 % (höhere Werte bei einer schlechten Druckbetthaftung)
Die erste Schicht ist im 3D Druck häufig eine Quelle von Frustration. Wenn sie nicht richtig auf dem Druckbett haftet, kann der Druck abgebrochen werden.
Zum Glück ist es beim Ender 3 V2 Neo nicht kompliziert, für eine gute Druckbetthaftung zu sorgen. Die Druckbett Nivellierung ist sehr einfach und die Druckbettoberfläche bietet eine ausgezeichnete Haftung für die meisten Filamente.
Falls du die Haftung jedoch noch weiter erhöhen musst, stehen dir ein paar Möglichkeiten offen. Diejenigen, die du über Cura steuern kannst, sind oben aufgeführt. Wenn du das Druckbett richtig nivelliert und den z-Offset gut eingestellt hast, werden auch filigrane Objekte gut haften. Falls nicht, wäre mein erster Tipp, die Druckgeschwindigkeit der ersten Schicht auf 5 bis 10 mm/s zu verringern.
Cura Einstellungen Kalibrieren für den Ender 3 V2 Neo
Empfohlene und vielleicht auch wie in diesem Artikel schon getestete Werte für bestimmte Druckeinstellungen können trotzdem manchmal nicht die optimalen Ergebnisse liefern. Jede 3D-Drucker/Filament Kombination ist etwas anders und erfordert etwas Aufwand, um perfekte Druckergebnisse zu bekommen.
Die Einstellungen, die bei jedem 3D Drucker und Filament kalibriert werden sollten, sind die Drucktemperatur, die Flussrate und die Retraction. Wenn diese Einstellungen gut kalibriert sind, wirst du die meisten Druckfehler vermeiden können.
Es gibt viele Objekte, mit denen diese Einstellungen kalibriert werden können. Auf Portalen wie Thingiverse gibt es zahlreiche Beispiele dafür. Einen leichten Einstieg bietet aber auch das Calibration Shapes Plug-in in Cura.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Drucktemperatur Kalibrieren
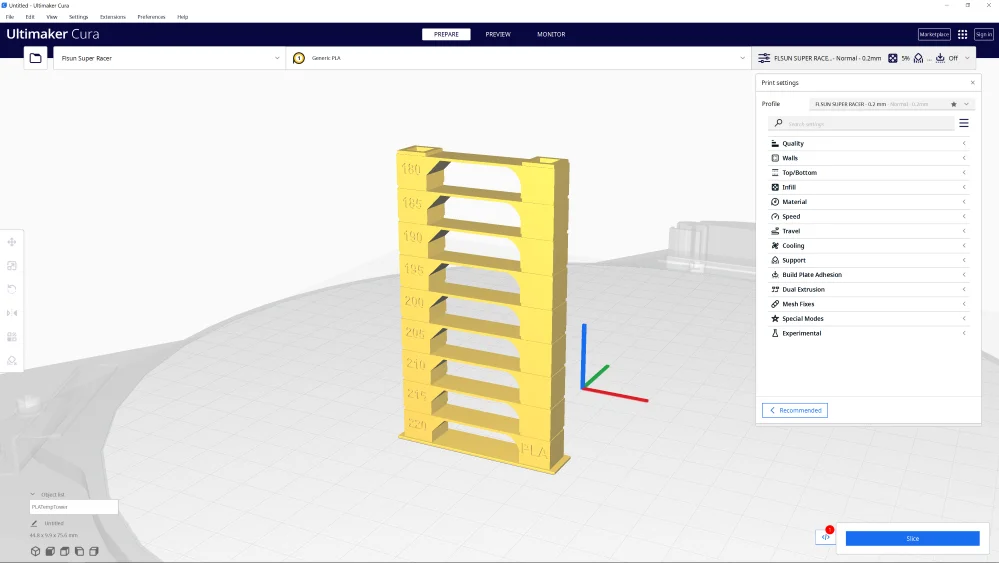
Die optimale Drucktemperatur für dein Filament kannst du relativ schnell mit einem sogenannten Temperaturturm herausfinden. Ein solcher Turm besteht aus mehreren Ebenen, die bei unterschiedlichen Temperaturen gedruckt werden.
Das Design dieser Ebenen ist so gewählt, dass sie bestimmte Druckfehler wie Stringing besonders stark hervorrufen. So kannst du nach dem Drucken schnell erkennen, bei welcher Temperatur die wenigsten Druckfehler entstehen.
Flussrate Kalibrieren
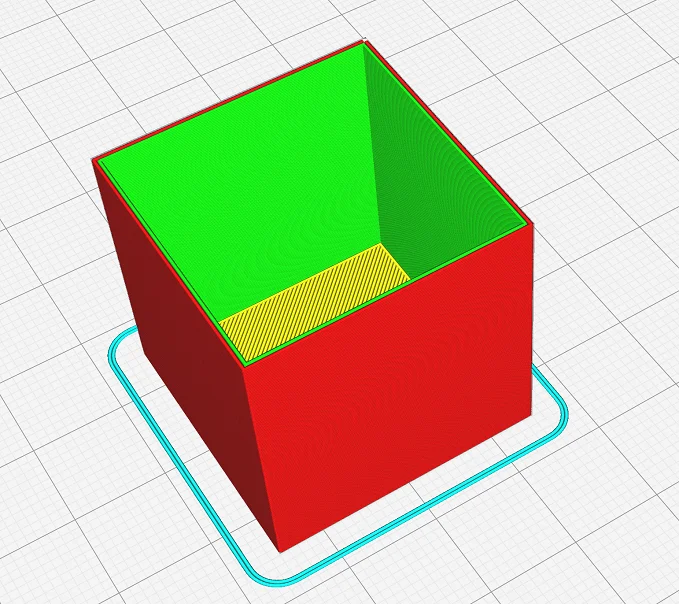
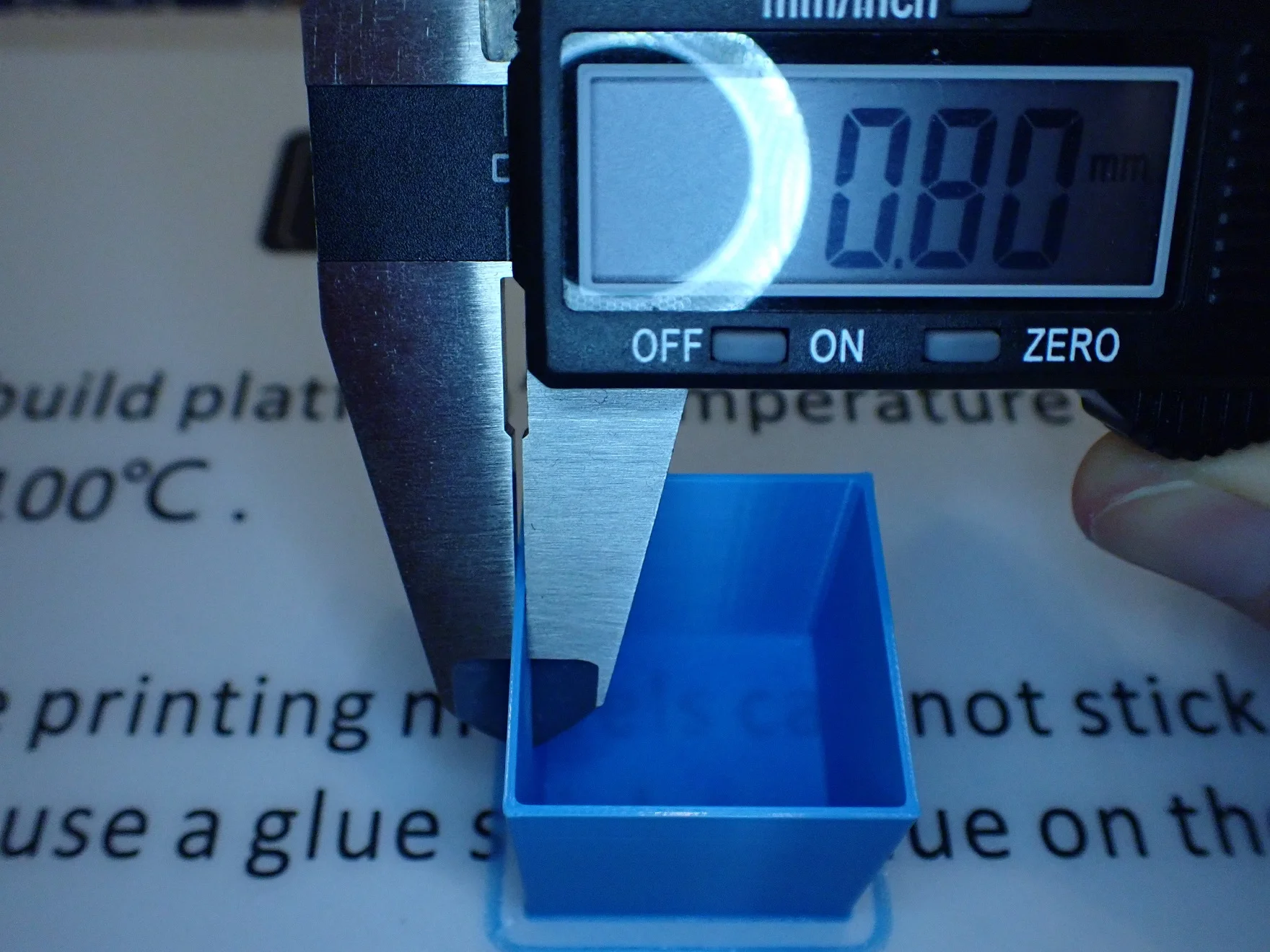
Bei der Kalibrierung der Flussrate ist das Ziel, dass die Linienbreite, die tatsächlich gedruckt wird, dem Wert aus dem Slicer entspricht. Eine der einfachsten Methoden dies zu kalibrieren ist es einen hohlen Würfel ohne Deckel zu drucken.
Nach dem Druck kannst du mit einem Messschieber die Wandstärke des Würfels messen. Die Wandstärke sollte dann dem Produkt aus der Linienbreite und der Anzahl der Wandlinien entsprechen. Wenn dem nicht so ist, kannst du die Flussrate entweder nach oben oder unten justieren, um den perfekten Wert zu finden.
Einzug Kalibrieren
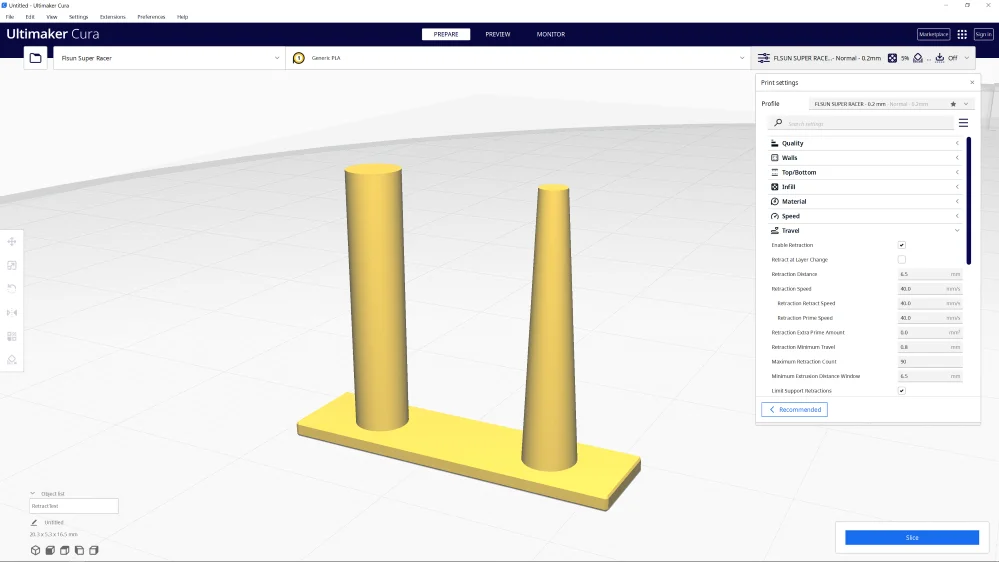
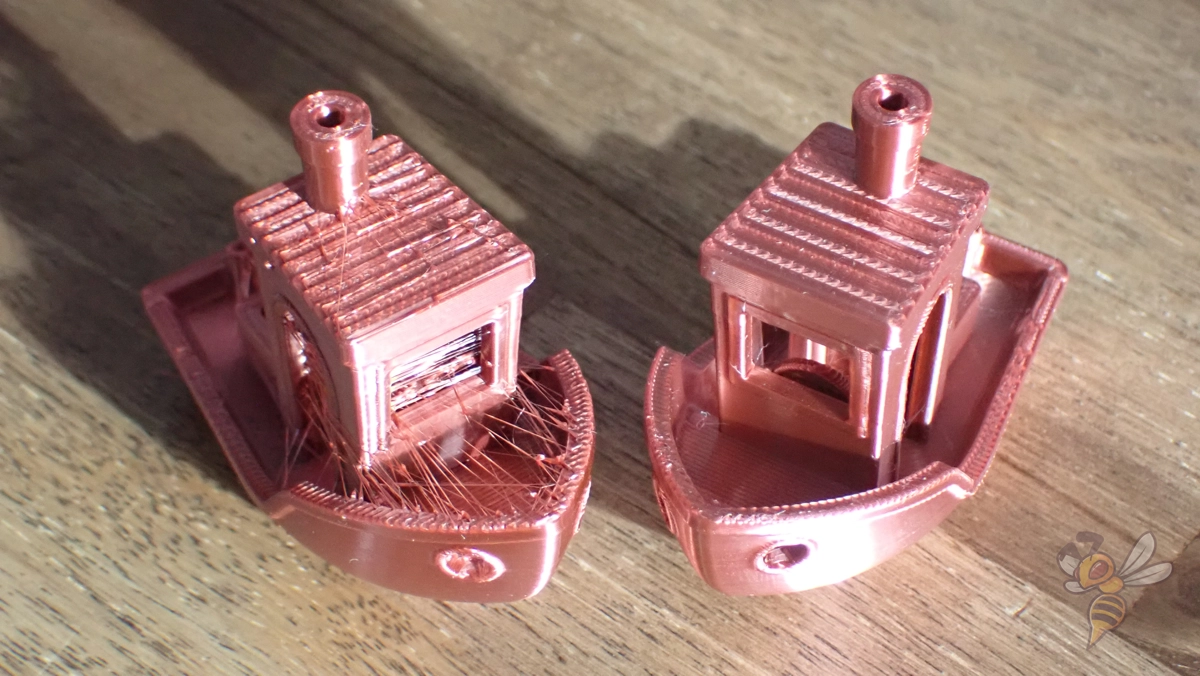
Eine falsche Retraction Einstellung kann sehr viele Druckfehler verursachen. Der erste Druckfehler, der durch eine suboptimale Retraction entsteht, ist Stringing. Daher sind die meisten Objekte zur Kalibrierung der Retraction so designt, dass sie Stringing begünstigen.
Im Prinzip muss das Objekt nur aus zwei kleine Säulen bestehen, zwischen denen der Drucker in jeder Schicht hin und her wechselt. Wenn die Retraction nicht ein richtig eingestellt ist und Filament zwischen den Bewegungen unkontrolliert aus der Nozzle austritt, entstehen feine Fäden zwischen diesen beiden Säulen.
Da die Retraction aus zwei Einstellungen besteht (der Retraction Distanz und der Geschwindigkeit), solltest du auch immer nur eine dieser Einstellungen verändern und die Auswirkungen davon beobachten, bevor du die andere veränderst.
Es ist völlig normal, mehrere Durchgänge zu benötigen, bis die optimalen Einstellungen für die Retraction gefunden wurden.
Fazit
Mit den hier vorgestellten Einstellungen hast du einen perfekten Startpunkt, um das Cura Profil für deinen Ender 3 V2 Neo zu optimieren.
Falls dein 3D Drucker trotzdem starke Druckfehler produziert, solltest du ihn unbedingt kalibrieren. Auch wirst du nur mit einer Kalibrierung perfekte Ergebnisse erzielen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
