
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Ender-3 Neo* ist die neue Version des erfolgreichen originalen Ender-3. Er bietet einen schnellen Einstieg in den 3D-Druck und eine hervorragende Druckqualität mit wenig Aufwand. Diese Qualität kann er aber nur mit den richtigen Einstellungen in Cura erreichen.
Um ein Cura Profil für den Ender-3 Neo zu erstellen, müssen in einem blanken Profil die Maschineneinstellungen angepasst werden. Danach müssen die Druckeinstellungen für den Extruder optimiert und am besten kalibriert werden.
In diesem Artikel zeige ich dir meine Cura Einstellungen, mit denen ich den Ender-3 Neo schon seit seiner Veröffentlichung regelmäßig verwende. Außerdem zeige ich dir, wie du die wichtigsten Druckeinstellungen kalibrierst, um perfekte Ergebnisse zu erzielen.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 190-205 °C | 230-240 °C | 205-215 °C | 230-250 °C |
| Druckbett Temperatur | 60 °C | 90 °C | 60 °C | 65 °C |
| Druckgeschwindigkeit | 50 mm/s | 50 mm/s | 30 mm/s | 40-50 mm/s |
| Retraction | 5 mm bei 60 mm/s | 4,5-5,5 mm bei 50-60 mm/s | 4-6 mm bei 55-65 mm/s | 5-6 mm bei 60-70 mm/s |
| Kühlung | 100% | 0% + Gehäuse | 100% | 50-100% |
Table of Contents:
Ein Profil für den Ender-3 Neo in Cura Erstellen
Ein Cura Profil setzt sich aus den Maschineneinstellungen und den Druckeinstellungen zusammen. Zuerst werden die Maschineneinstellungen definiert. Für den Ender-3 Neo musst du dafür ein blankes Profil erstellen und die jeweiligen Werte für den 3D-Drucker angeben.
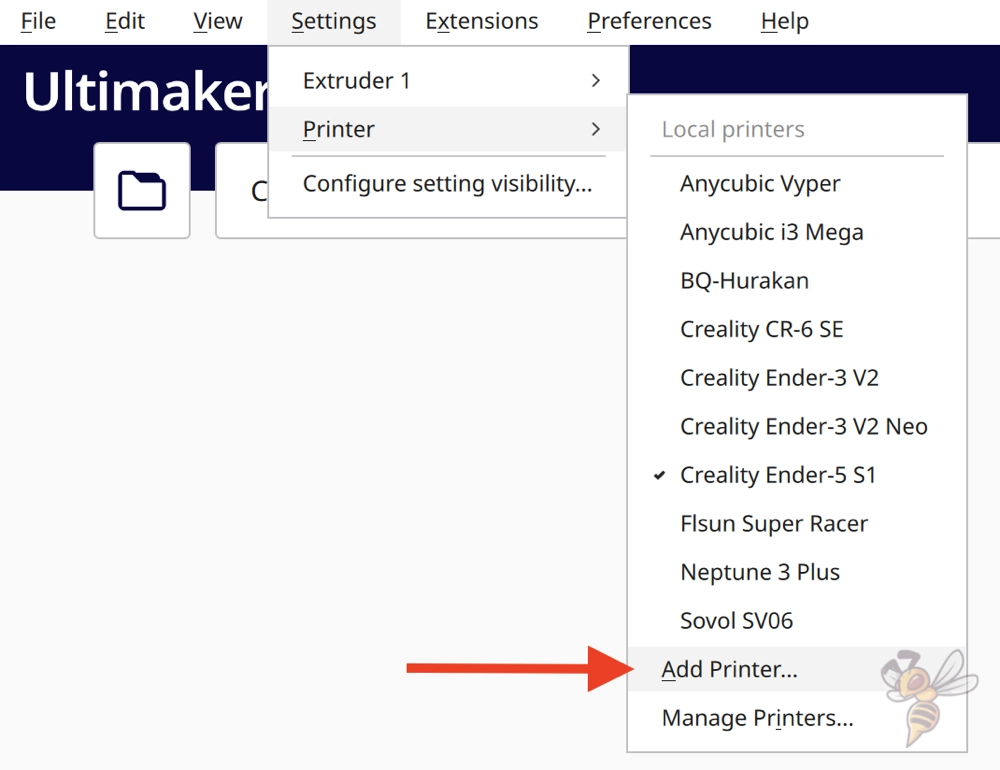
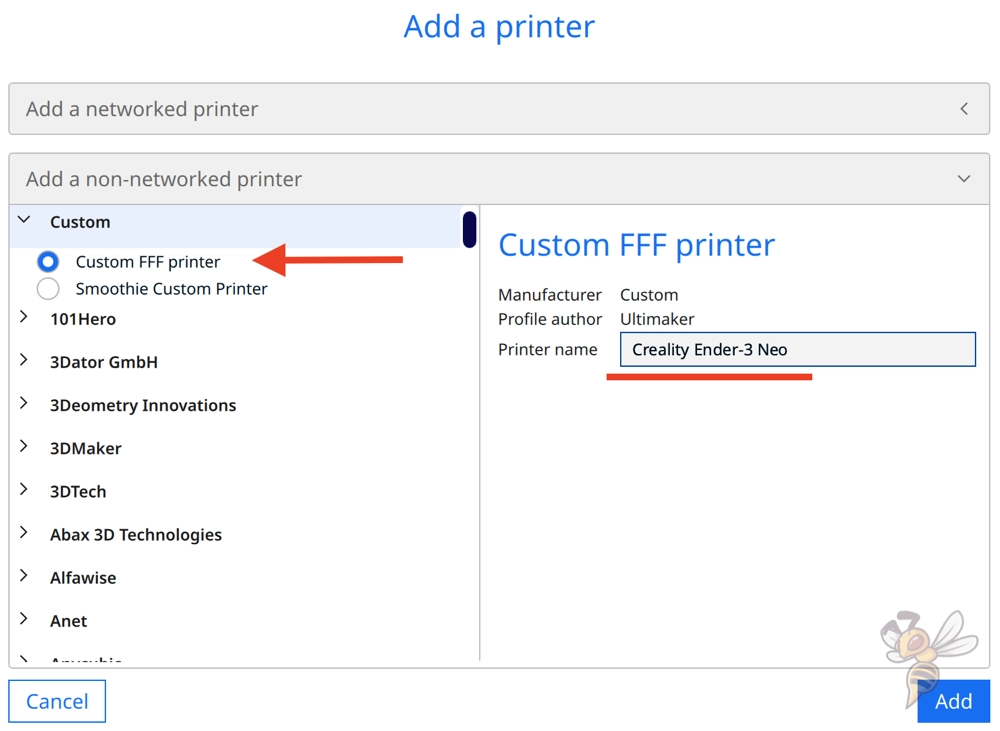
Dazu gehst du über das Menü zur Dropdown-Auswahl der verschiedenen Hersteller und wählst „Custom FFF printer“ aus. Nenne den 3D-Drucker „Creality Ender 3 Neo„.
Nachdem du auf „Hinzufügen“ gedrückt hast, öffnen sich die Maschineneinstellungen.
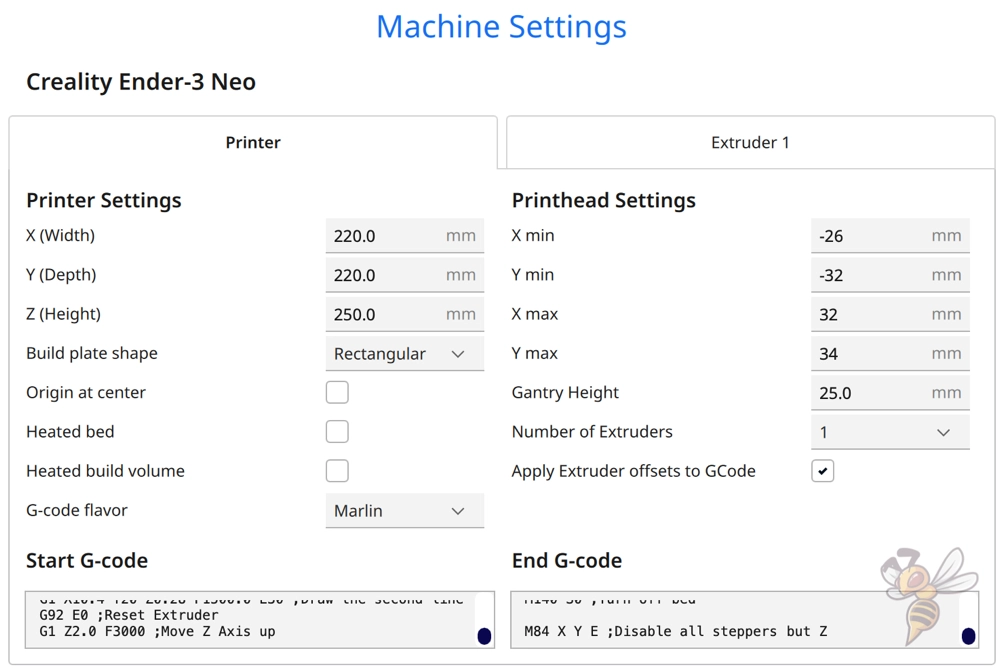
In den Maschineneinstellungen musst du das Druckvolumen des Ender-3 Neo angeben, welche Dimensionen der Druckkopf hat und welchen Start und End G-Code du verwenden möchtest.
Unten sind die G-Code-Schnipsel, die für den Ender-3 Neo gut funktionieren. Durch den unten angegebenen Start G-Code werden zwei kleine Linien an der Seite des Druckbetts gedruckt, um überschüssiges Filament zu beseitigen. Dies ersetzt im Prinzip ein Skirt.
Start G-Code:
- G28 ;Home
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
- G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
- G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
- G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
- G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
End G-Code:
- G91 ;Relative positionning
- G1 E-2 F2700 ;Retract a bit
- G1 E-2 Z0.2 F2400 ;Retract and raise Z
- G1 X5 Y5 F3000 ;Wipe out
- G1 Z10 ;Raise Z more
- G90 ;Absolute positionning
- G1 X0 Y0 ;Present print
- M106 S0 ;Turn-off fan
- M104 S0 ;Turn-off hotend
- M140 S0 ;Turn-off bed
- M84 X Y E ;Disable all steppers but Z
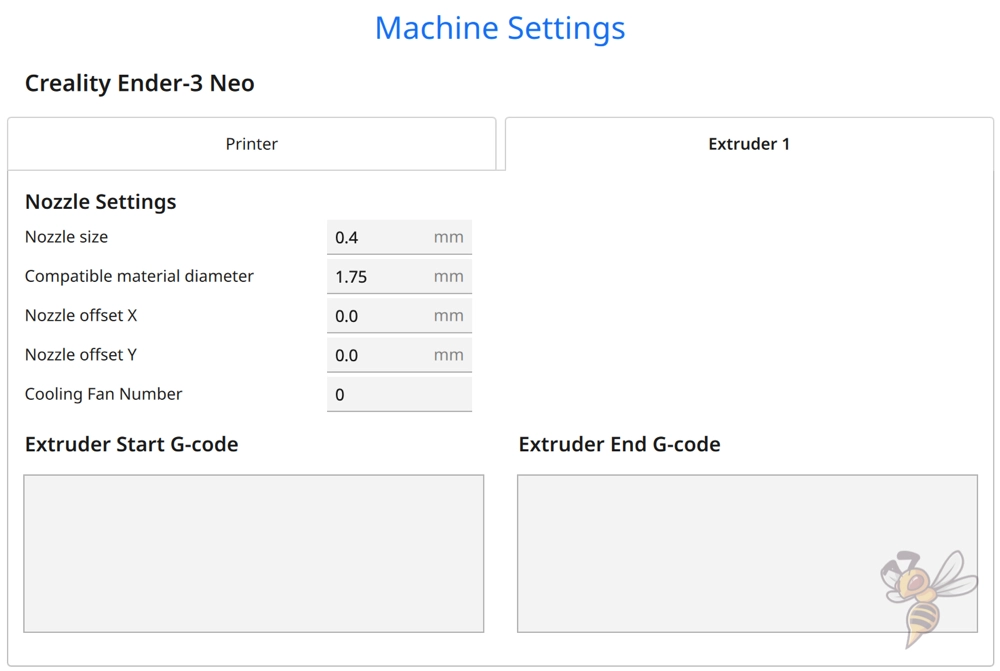
Auf der zweiten Seite der Maschineneinstellungen findest du die Nozzle Einstellungen und den kompatiblen Filament-Durchmesser. Die Start und End G-Codes kannst du auf dieser Seite leer lassen.
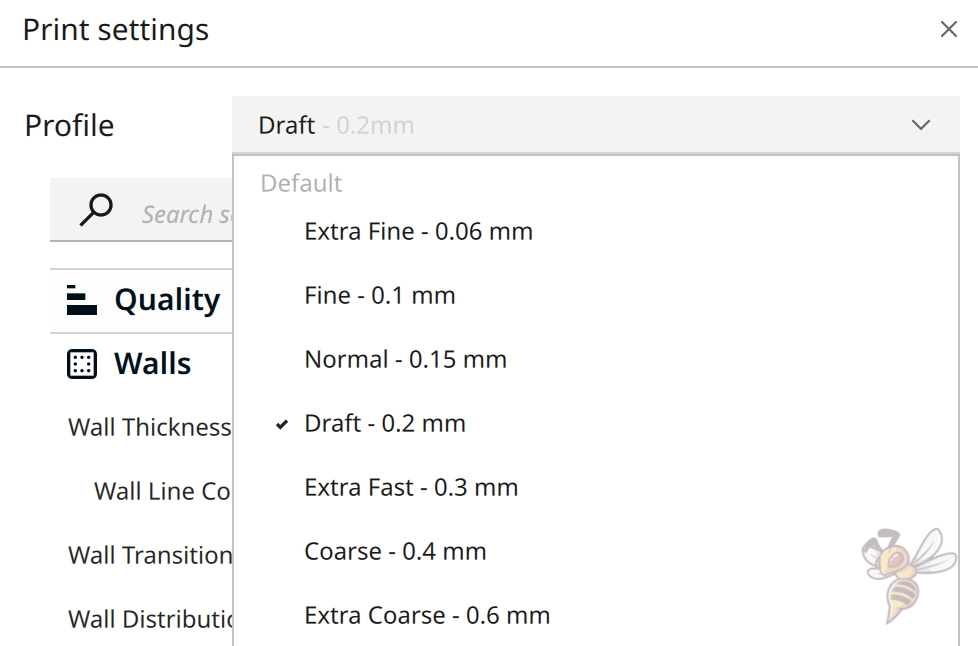
Nach der Definition der Maschineneinstellungen erzeugt Cura mehrere Druckeinstellungen für verschiedene Druckqualitäten. Diese reichen von Schichthöhen von 0,06 bis 0,6 mm. Mit der 0,4 mm Nozzle würde ich dir jedoch raten beim Ender-3 Neo Schichthöhen von 0,1 bis 0,3 mm zu drucken. Hier kannst du die besten Ergebnisse erzielen.
Die automatisch erzeugt den Druckeinstellungen sind sehr allgemein und passen nicht gut für den Ender-3 Neo. Du musst hier starke Anpassungen vornehmen, damit du eine akzeptable Druckqualität erreichen kannst.
Die richtigen Druckeinstellungen sind aber nicht nur vom 3D-Drucker abhängig, sondern auch vom verwendeten Filament. Bevor wir also in die einzelnen Druckeinstellungen im Detail eingehen, zeige ich dir, welche Einstellungen bei mir bei den vier Standard-Filamenten zu guten Ergebnissen geführt haben.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Ender-3 Neo für PLA:
- Drucktemperatur: 190-205 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 5 mm bei 60 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Der Ender-3 Neo ist hervorragend für PLA Filament geeignet. Zwar könnte die Druckbett-Haftung durch ein PEI-Druckbett noch verbessert werden, ansonsten ist es einfach gute Ergebnisse mit PLA auf diesem 3D-Drucker zu erreichen.
Wie du vielleicht bemerkt hast, ist die Spanne der Drucktemperatur mit 190 bis 205 °C relativ groß. Dies liegt daran, dass es viele verschiedene PLA Filamente gibt, auf deren Unterschiede der Ender-3 Neo empfindlich reagiert. Es ist daher notwendig, die Drucktemperatur zu kalibrieren, um perfekte Ergebnisse zu erzielen. Wie du das machst, zeige ich dir weiter unten in diesem Artikel.
Um die Druckbett-Haftung auf dem Glas Druckbett zu verbessern, kannst du das PLA Filament extrem langsam drucken. Du kannst die Druckgeschwindigkeit nur für die erste Schicht in Cura anpassen. Ich habe immer gute Ergebnisse mit Werten zwischen 5 und 10 mm/s erzielt.
Manche PLA Filamente neigen stärker zu Stringing als andere. Du kannst diesen Druckfehler aber mit den richtigen Retraction Einstellungen in den Griff bekommen. Die oben angegebenen Werte sollten für die meisten PLA Filamente einen guten Start bieten, um relativ gute Ergebnisse zu erzielen.
Falls du starkes Stringing beobachtest, solltest du die Retraction kalibrieren. Weiter unten in diesem Artikel im Kapitel zur Retraction, zeige ich dir, wie du diese Druckeinstellung kalibrieren kannst.
ABS Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Ender-3 Neo für ABS:
- Drucktemperatur: 230-240 °C
- Druckbett-Temperatur: 90 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 4,5-5,5 mm bei 50-60 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS ist sehr beliebt für Objekte mit einer mechanischen Anwendung. Es ist sehr stabil und haltbar, ist jedoch im Vergleich zu PLA schwieriger zu drucken.
Die größte Schwierigkeit bei ABS liegt darin, dass es bei einer zu schnellen Abkühlung schrumpft und sich unkontrolliert zusammenziehen kann. Wenn dies während des Drucks passiert, kann es sich vom Druckbett lösen, Risse bilden oder anderweitig verziehen (Warping).
Zwar kann der Ender-3 Neo ABS gut verarbeiten, jedoch hat er ein offenes Druckvolumen, was das ABS Filament während des Drucks anfällig für kalte Luftströme macht. Falls du größere Objekte aus ABS mit dem Ender-3 Neo drucken möchtest, solltest du dir ein passendes 3D-Drucker-Zelt besorgen.
Ich drucke mit dem Ender-3 Neo nur selten ABS, das 3D-Drucker-Zelt von Creality sollte aber ideal für ihn passen. Ich habe damit schon mit anderen 3D-Druckern oft ABS Drucke einwandfrei drucken können, ohne dass es sich dabei verzieht.
Falls du Probleme mit der Druckbett-Haftung auf dem Glas-Druckbett haben solltest, kannst du Magigoo verwenden. Ich drucke Objekte aus ABS Filament mit einer sehr filigranen ersten Schicht immer auf einer dünnen Schicht dieses Klebers, da dadurch die nötige Druckbett-Haftung erzeugt wird.
TPU Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Ender-3 Neo für TPU:
- Drucktemperatur: 205-215 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 30 mm/s
- Einzug (Retraction): 4-6 mm bei 55-65 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Der Ender-3 Neo ist nicht gut für flexible Elemente wie TPU geeignet. Er verwendet einen Bowden Extruder, bei dem die Strecke zwischen Extruder und Nozzle relativ lang ist. Flexible Filamente können die Bewegungen des Extruder auf dem langen Weg teilweise kompensieren und die Extrusions-Genauigkeit verringern.
Falls du mit dem Ender-3 Neo trotzdem flexible Filamente verarbeiten möchtest, rate ich dir dazu, erst mit steiferen Varianten anzufangen.
Durch das oben beschriebene Phänomen ist es ratsam flexible Filamente bei langsamen Druckgeschwindigkeiten zu drucken, um dem flexiblen Filament auf der Strecke zwischen dem Extruder und Nozzle genug Zeit zu geben, um sich zu strecken und zu dehnen.
Außerdem ist es bei TPU dringend notwendig, die Retraction zu kalibrieren. Wie du vielleicht oben gesehen hast, habe ich für die Retraction eine ziemlich große Spanne von möglichen Werten angegeben. Dies liegt daran, dass die TPU Filamente am Markt teilweise eine extrem unterschiedliche Shore Härte aufweisen.
Einen komplett fehlerfreien Druck mit dem Ender-3 Neo und flexiblen Filamenten zu bekommen, ist sehr schwierig. Mit einer genauen Kalibrierung kannst du die Druckfehler aber minimieren auf ein akzeptables Niveau.
PETG Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Ender-3 Neo für PETG:
- Drucktemperatur: 230-250 °C
- Druckbett-Temperatur: 65 °C
- Druckgeschwindigkeit: 40-50 mm/s
- Einzug (Retraction): 5-6 mm bei 60-70 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG Filament ist stärker als PLA und einfacher zu drucken als ABS. Auch der Ender-3 Neo kann PETG Filament gut verarbeiten.
Das größte Problem bei PETG Filament ist, dass es sehr zu Stringing neigt. Daher sind die Einstellungen der Drucktemperatur und der Retraction bei PETG besonders wichtig.
Die richtigen Einstellungen für das jeweilige PETG Filament können sich jedoch stark unterscheiden. Eine Kalibrierung dieser beiden Werte ist daher ratsam, um perfekte Ergebnisse zu erzielen.
Mit dem oben angegebenen Werten wirst du wahrscheinlich am Anfang Stringing erzeugen, mit einer Kalibrierung kannst du diesen Druckfehler jedoch abstellen.
Der Ender-3 Neo besitzt ein Druckbett aus Glas. Dies kann bei PETG zu ungewöhnlichen Problemen führen. Normalerweise hat man beim 3D-Druck das Problem, dass die Druckbett-Haftung zu schwach ist. Daher möchte man sie am liebsten immer verbessern. Bei PETG auf Glas kann es jedoch sein, dass die Druckbett-Haftung zu gut ist und es schwierig sein kann, das fertige Objekt vom Druckbett zu lösen, ohne das Objekt oder das Druckbett dabei zu beschädigen.
Um dieses Problem zu vermeiden, kannst du das PETG Filament auf Blue Tape drucken. Dieses Klebeband erzeugt eine gute Druckbett-Haftung und lässt sich nach dem Druck einfach entfernen.
Beste Cura Einstellungen für den Ender-3 Neo
Nachdem ich dir die besten Cura Einstellungen für den Ender-3 Neo für die vier Standard-Filamente gezeigt habe, gehen wir nun im Detail auf die einzelnen Druckeinstellungen ein. Erst dann kannst du deinen 3D-Drucker so einstellen, dass er mit dem verwendeten Filament perfekte Ergebnisse erzielen kann.
Drucktemperatur
Die besten Drucktemperaturen für den Ender-3 Neo in Cura:
- PLA: 190-205 °C
- ABS: 230-240 °C
- TPU: 205-215 °C
- PETG: 230-250 °C
Die Drucktemperatur des Ender-3 Neo kann auf bis zu 260 °C eingestellt werden. Damit kannst du eine große Vielfalt an Filamenten verarbeiten. Sie muss aber perfekt auf das jeweils verwendete Filament abgestimmt sein, um Druckfehler zu vermeiden.
Wenn die Drucktemperatur zu hoch ist, kann es zu Druckfehlern wie Stringing oder Oozing kommen. Falls du sie zu niedrig einstellst, kann es zu Unter-Extrusion kommen.
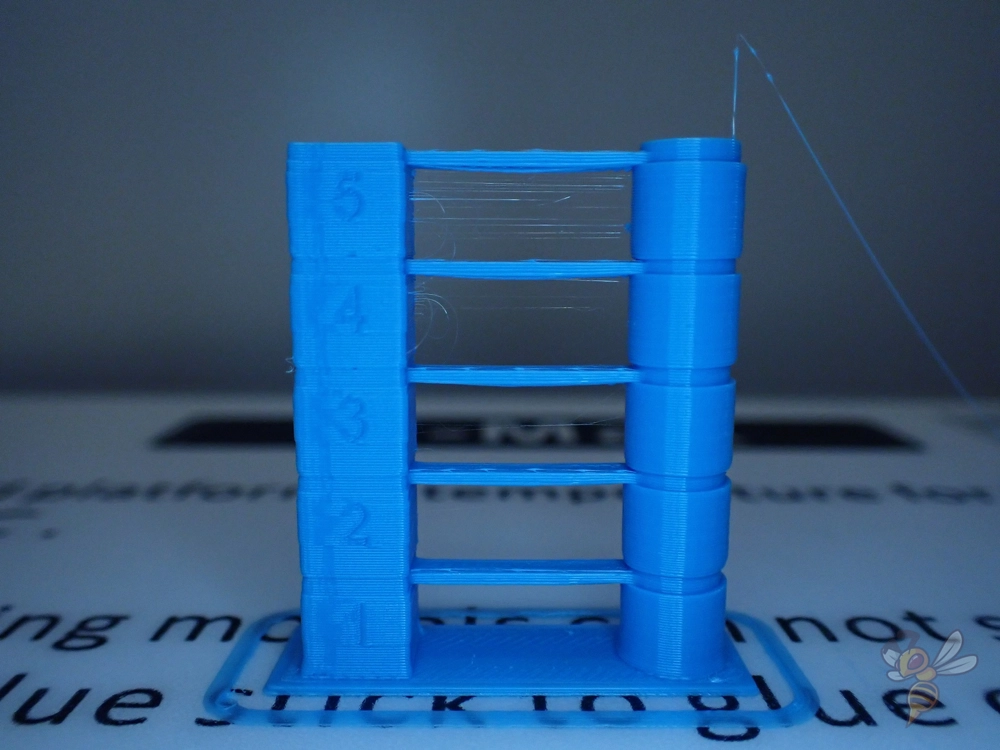
Um solche Druckfehler zu vermeiden, ist eine Kalibrierung der Drucktemperatur empfehlenswert. Es gibt dafür viele Kalibrier-Objekte, ich verwende dafür aber am liebsten einen Temperatur-Turm.
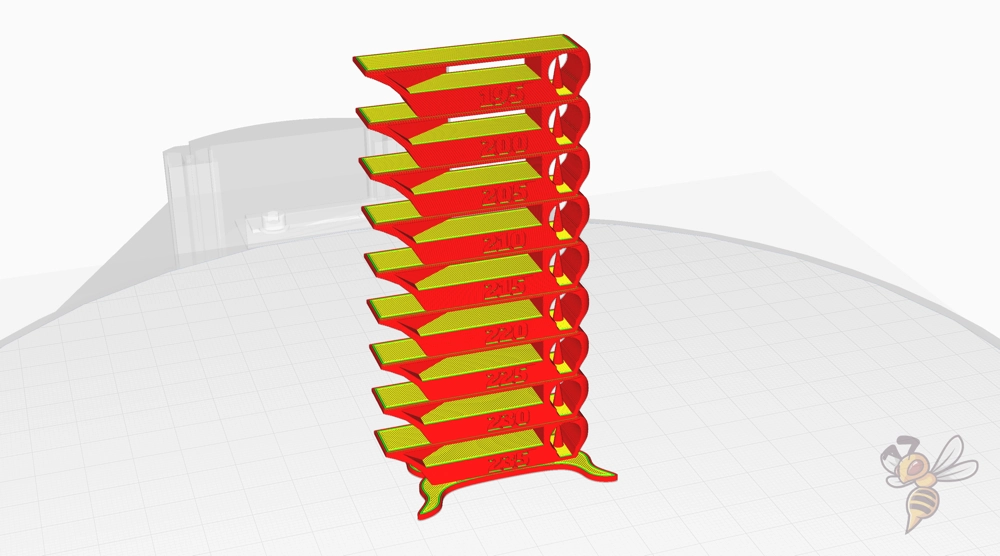
Du findest passende Objekte entweder auf Portalen wie Printables oder Thingiverse. Ansonsten kannst du in Cura auch einen geeignetes Plugin verwenden und die Türme automatisch generieren lassen.
Die Idee bei einem Temperatur-Turm ist, dass die einzelnen Ebenen bei verschiedenen Drucktemperaturen gedruckt werden. Diese Kalibrier-Objekte sind so designt, dass sie bestimmte Druckfehler provozieren. Nach dem Druck kannst du dann also direkt sehen, bei welcher Temperatur die wenigsten Druckfehler erzeugt wurden.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Ender-3 Neo in Cura:
- PLA: 60 °C
- ABS: 90 °C
- TPU: 60 °C
- PETG: 65 °C
Mit dem Glas Druckbett des Ender-3 Neo erzeugst du mit der richtigen Druckbett-Temperatur eine gute Haftung. Im Fall von PETG kannst du sogar eine zu gute Haftung erzeugen, wie schon weiter oben erwähnt.
Du kannst die Druckbett-Temperatur erhöhen, um die Haftung zu verbessern. Du musst dabei jedoch aufpassen, keinen Elefantenfuß zu erzeugen. Bei einem Elefantenfuß ist die Druckbett-Temperatur zu hoch, wodurch die ersten Schichten zu weit nach außen fließen und den unteren Bereich des Objekts verbreitern.
Bei der richtigen Einstellung der Druckbett-Temperatur versuchst du also die niedrigste Temperatur zu finden, bei der die Druckbett-Haftung noch ausreichend ist.
Falls diese Temperatur so hoch ist, dass du einen Elefantenfuß erzeugst, kannst du die Haftung mit verschiedenen Einstellungen und Hilfsmitteln verbessern und die Temperatur dadurch verringern. Mit welchen Einstellungen du die Haftung verbessern kannst, kannst du weiter unten in diesem Artikel lesen.
Ansonsten kannst du versuchen die Haftung mit Hilfsmitteln wie ein Raft, verschiedensten Klebstoffen oder Mauseohren zu verwenden.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Ender-3 Neo in Cura:
- PLA: 50 mm/s
- ABS: 50 mm/s
- TPU: 30 mm/s
- PETG: 40-50 mm/s
Der Druckkopf des Ender-3 Neo ist relativ leicht, obwohl er noch einen CR-Touch besitzt. Da der Extruder durch das Bowden System nicht im Druckkopf integriert ist, kann das Gewicht des Druckkopfs klein gehalten werden. Bei der Druckgeschwindigkeit spielt das Gewicht des Druckkopfs eine große Rolle.
Je leichter ein Druckkopf ist, desto schneller kann die Druckgeschwindigkeit sein. Bei der Änderung der Bewegungsrichtung des Druckkopfs entstehen Schwingungen, die sich auf das Druckobjekt abbilden. Werden die Schwingungen zu stark, kommt es zu sichtbaren Druckfehlern wie Ringing oder Ghosting.
Die oben angegebenen Werte für die Druckgeschwindigkeit sind relativ konservativ. Meistens kannst du sie noch etwas weiter erhöhen, ohne sichtbare Fehler zu erzeugen.
Nur bei flexiblen Filamenten sollte die Druckgeschwindigkeit sehr langsam eingestellt werden, da sich das Filament sonst im langen PTFE-Schlauch zwischen Extruder und der Nozzle verheddern kann oder die Extrusions-Genauigkeit verschlechtern.

Preis prüfen bei:
Es gibt aber noch eine Variante, die Geschwindigkeit des Ender-3 Neo extrem zu verbessern. Mit dem Creality Sonic Pad kannst du den Ender-3 Neo mit Klipper bedienen und einen Beschleunigungssensor am Druckkopf montieren. Über diesen Sensor misst diese Firmware die auftretenden Vibrationen und kann diese kompensieren.
In meinem Test habe ich das Pad mit dem Ender 3 V2 verwendet und konnte Druckgeschwindigkeiten von 250 mm/s erreichen, ohne dabei Druckfehler zu erzeugen!
Falls du das Sonic Pad nicht verwenden möchtest, aber trotzdem die Druckgeschwindigkeit erhöhen möchtest, kannst du sie kalibrieren. Dazu gibt es auch geeignete Kalibrier-Objekte, bei denen du hauptsächlich auf Ringing, also Echos von Oberflächendetails, achten musst. Du kannst die Druckgeschwindigkeit so weit erhöhen, bis du diese Druckfehler bemerkst.
Schichthöhe
Die besten Schichthöhen für den Ender-3 Neo in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Abgesehen davon, dass die richtige Einstellung der sonstigen Druckeinstellungen Druckfehler vermeiden, hat die Schichthöhe den größten Einfluss auf die Druckqualität. Je kleiner die Schichthöhe ist, desto kleiner werden die Stufen zwischen den einzelnen Schichten, wodurch die Oberfläche glatter wird.
Für dekorative Objekte ist daher eine Schichthöhe von 0,1 mm ideal. Auch für Objekte mit mechanischem Zweck ist eine niedrige Schichthöhe von Vorteil, da dadurch die Schichthaftung und die resultierende Stärke des Objekts verbessert wird.
Wenn es dir aber weder auf und die optischen noch die mechanischen Eigenschaften des Objekts ankommt, kannst du die Schichthöhe vergrößern, um Druckzeit zu sparen.
Der Ender-3 Neo kommt standardmäßig mit einer 0,4 mm Nozzle. Als Faustformel gilt, dass die Schichthöhe 25 bis 75% des Nozzle Durchmessers betragen kann. Er hätte darüber oder darunter sind zwar auch möglich, führen aber häufig zu Druckfehlern und benötigen eine noch genauere Kalibrierung.
Flussrate
Die beste Flussrate für den Ender-3 Neo in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Über die Flussrate kannst du in Cura definieren, wie viel Filament der Ender-3 Neo pro Sekunde extrudieren soll. Je höher die Flussrate ist, desto mehr Filament wird extrudiert. Normalerweise beträgt die Flussrate immer 100%, kann jedoch angepasst werden, um die tatsächliche Linienbreite mit dem theoretischen Wert im Slicer anzugleichen.
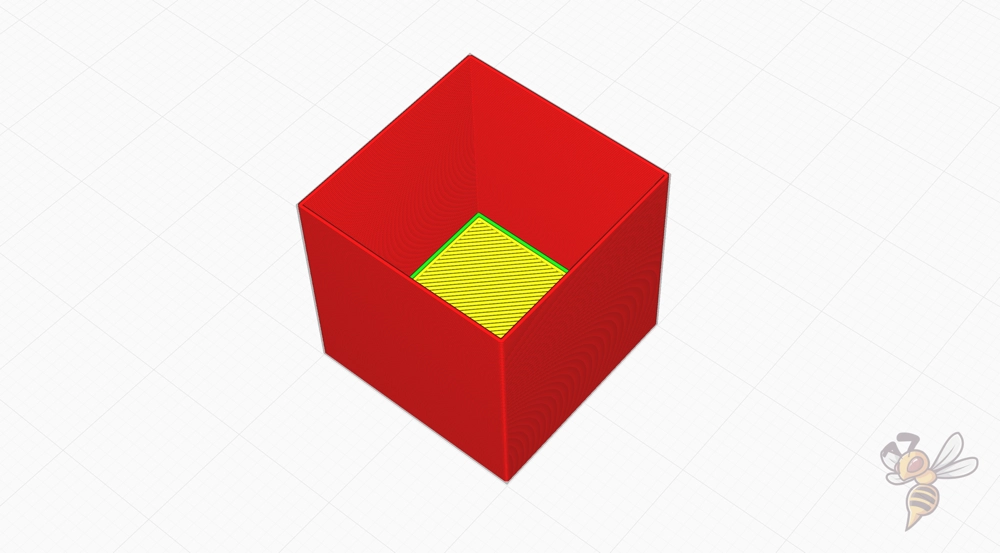
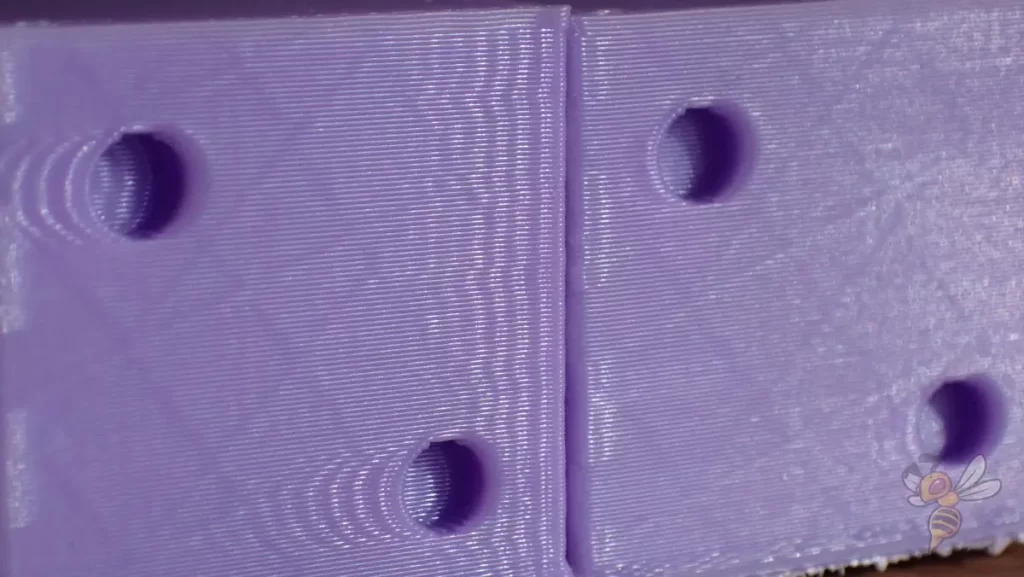
Zur Kalibrierung der Flussrate verwende ich gerne einen hohlen Würfel. Drucke ihn ohne Infill und ohne obere Schichten. Merke dir die Anzahl der gedruckten Wände, drucke den Würfel und miss danach die Wandstärke.
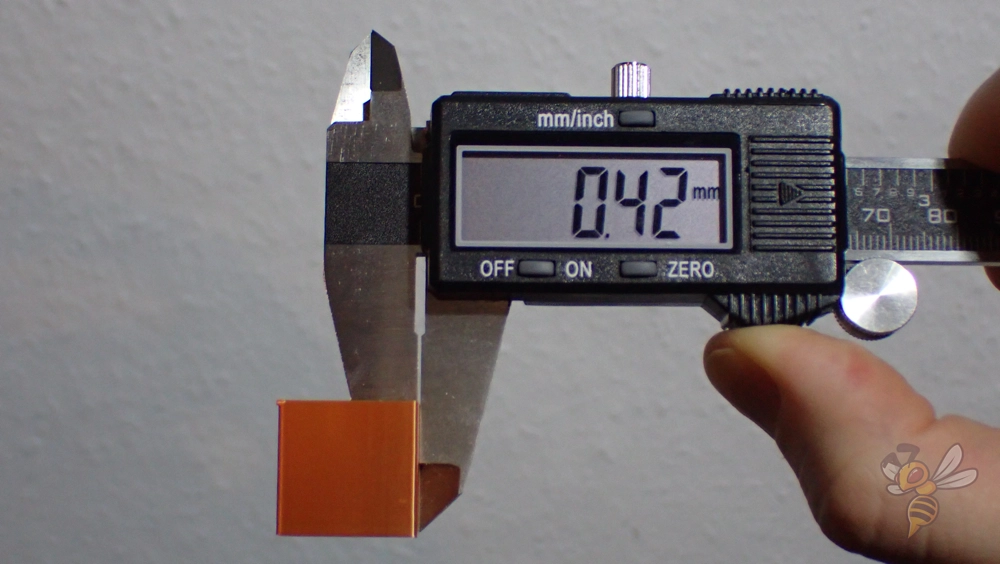

Je nachdem wie die tatsächliche Wandstärke ausfällt, musst du die Flussrate vergrößern oder verringern.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den Ender-3 Neo in Cura:
- PLA: 5 mm bei 60 mm/s
- ABS: 4,5-5,5 mm bei 50-60 mm/s
- TPU: 4-6 mm bei 55-65 mm/s
- PETG: 5-6 mm bei 60-70 mm/s
Die Retraction ist neben der Drucktemperatur die Druckeinstellung, die am meisten vom verwendeten Filament abhängig ist. Auch unterscheidet sie sich oft zwischen den einzelnen Herstellern, weshalb eine Kalibrierung angebracht ist, auch wenn du nur den Hersteller wechselst.
Durch eine Kalibrierung der Retraction kannst du Druckfehler wie Stringing vermeiden.
Auch für die Retraction gibt es geeignete Kalibrier-Objekte. Ähnlich wie bei der Drucktemperatur gibt es auch hier einen Retraction-Turm. Da sich die Retraction jedoch hauptsächlich auf zwei Werte aufteilt, musst du diesen Turm mindestens zweimal drucken, um die richtigen Werte zu finden.
Bei besonders anfälligen Filamenten musst du manchmal die Drucktemperatur und die Retraction mehrfach nacheinander kalibrieren, da sie voneinander abhängig sind.
Infill
Die beste Infill Dichte für den Ender-3 Neo in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Die innere Struktur des Objekts ist unabhängig vom verwendeten 3D-Drucker. Wie dicht der Infill im Inneren des Objekts sein soll und welches Muster du dafür wählst, ist allein davon abhängig, wie stabil das Objekt am Ende sein soll. Je höher die Dichte ist, desto stabiler wird es.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagon
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim Ender-3 Neo:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte, um Druckbett-Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett-Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett-Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbett-Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett-Haftung)
Du hast mit den Einstellungen für die erste Schicht in Cura einen großen Einfluss auf die Druckbett-Haftung. Alle oben genannten Einstellungen zielen darauf ab, dass das Filament langsamer abkühlt. Je länger es heiß auf dem Druckbett liegt, desto besser kann es sich mit dessen Oberfläche verbinden.
Bei meinem Ender-3 Neo hat es ausgereicht, die Druckgeschwindigkeit auf 5 mm/s zu reduzieren, um eine gute Haftung für die meisten Filamente zu erzeugen.
Falls du weiterhin Probleme mit der Haftung hast, kannst du die anderen Tipps anwenden oder Hilfsmittel wie Klebstoff verwenden. Alle Schritte, mit denen du die Druckbett-Haftung erhöhen kannst, findest du in diesem Artikel: 3D-Druck haftet nicht am Bett: Alle Lösungen im Praxistest
Fazit
Neben den richtigen Maschineneinstellungen sind aber auch die Druckeinstellungen wichtig, um eine gute Druckqualität zu erzeugen. Mit den hier angegebenen Werten solltest du relativ gute Ergebnisse bekommen.
Perfekte Ergebnisse erreichst du erst, wenn du die wichtigsten Druckeinstellungen wie in diesem Artikel beschrieben kalibrierst.
Ich wünsche dir viel Spaß beim 3D-Drucken mit deinem Ender-3 Neo!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
