
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Neptune 3 Max ist der beste großformatige FDM 3D Drucker, den ich bisher getestet habe. Er produziert direkt nach der Montage schon hervorragende Ergebnisse. Jedoch nur mit den richtigen Slicer Einstellungen. Ich habe ihn mit Cura verwendet und zeige dir die Einstellungen, die sich bewährt haben und wie du sie für deinen 3D-Drucker optimieren kannst.
Um die besten Cura-Einstellungen für den Neptune 3 Max zu finden, kann das Standardprofil im Elegoo Slicer als Grundlage verwendet werden. Die Einstellungen können dann in ein leeres Profil in Cura eingefügt werden. Um perfekte Druckergebnisse zu bekommen, müssen die Druckeinstellungen kalibriert werden.
Wie du ein Profil in Cura anlegst, die richtigen Einstellungen für den Neptune 3 Max findest und wie du sie kalibrierst, erfährst du in diesem Artikel.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 200 °C | 250 °C | 215 °C | 230 °C |
| Druckbett Temperatur | 60 °C | 90 °C | 60 °C | 60 °C |
| Druckgeschwindigkeit | 60 mm/s | 60 mm/s | 30 mm/s | 50 mm/s |
| Retraction | 2,5 mm bei 20 mm/s | 2,5-3,0 mm bei 20-30 mm/s | 3,5 mm bei 25 mm/s | 2,5 mm bei 20 mm/s |
| Kühlung | 100% | 0% + Gehäuse | 100% | 50-100% |

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
Ein Profil für den Neptune 3 Max in Cura Erstellen
Das 3D Drucker Profil in Cura definiert die Maschineneinstellungen des Geräts und die Druckeinstellungen, mit denen das Filament gedruckt wird.
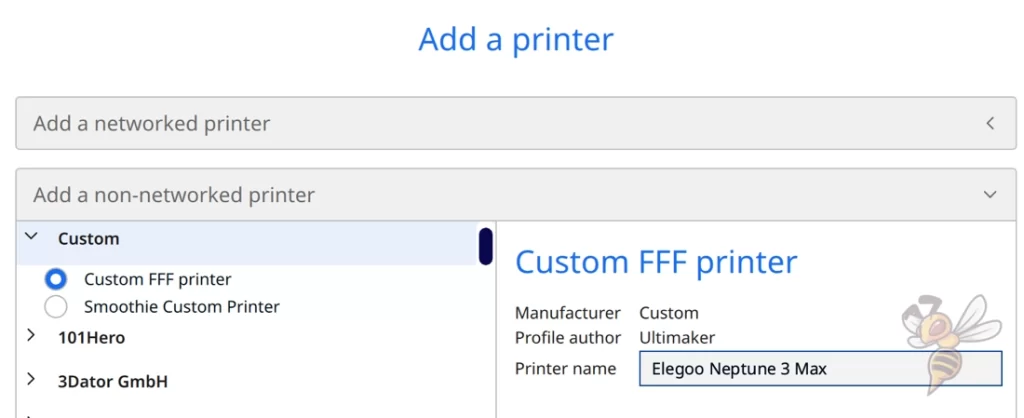
Um ein neues Profil für den Neptune 3 Max in Cura anzulegen, gehst du auf „Einstellungen“, dann auf „Drucker“ und dann auf „Drucker hinzufügen“. Es öffnet sich ein Fenster, in dem du aus verschiedenen Herstellern wählen kannst. Wahrscheinlich wird es für den Neptune 3 Max noch kein fertiges Profil geben, daher wähle „Custom FFF Printer“ aus, gebe ihm den richtigen Namen und drücke hinzufügen.
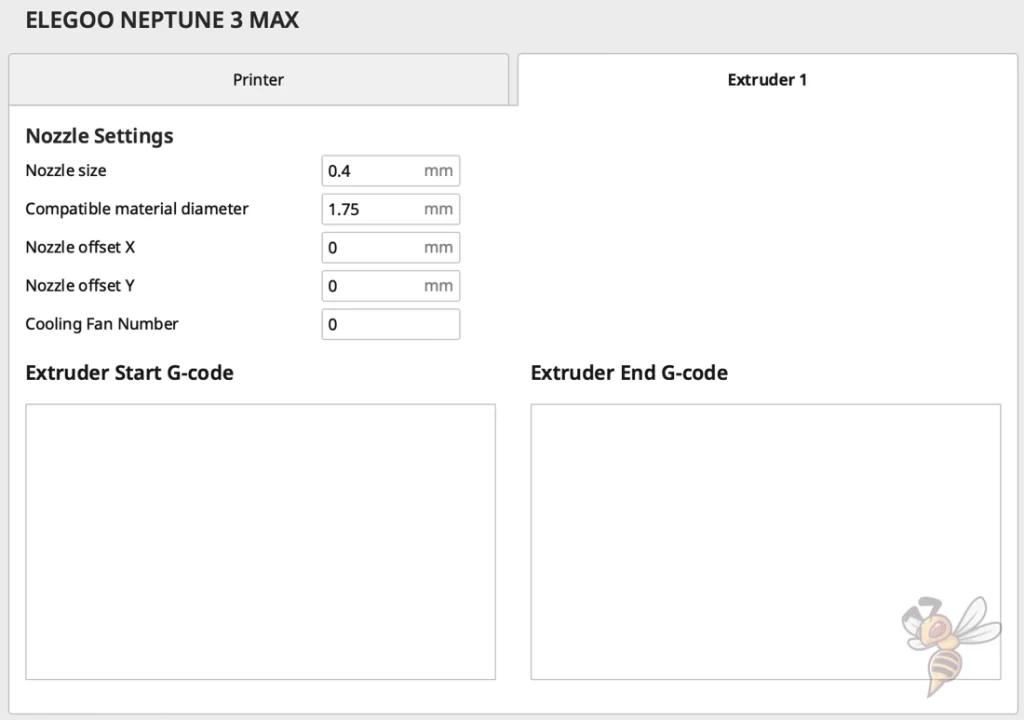
In den Maschineneinstellungen werden unter anderem die Dimensionen des Druckvolumens definiert und was für eine Nozzle der 3D-Drucker verwendet. Außerdem werden Start- und End G-Code Schnipsel angegeben, die der Drucker am Anfang und Ende jedes Drucks ausführen soll.
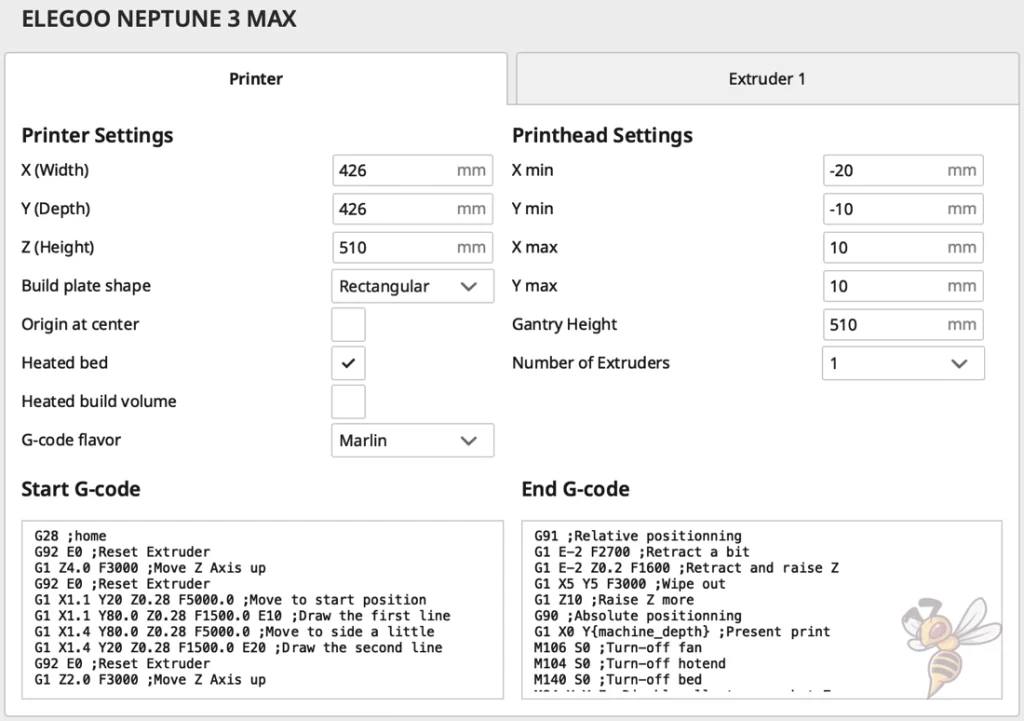
Hier ist der Start G-Code noch einmal aufgelistet:
- G28 ;home
- G92 E0 ;Reset Extruder
- G1 Z4.0 F3000 ;Move Z Axis up
- G92 E0 ;Reset Extruder
- G1 X1.1 Y20 Z0.28 F5000.0 ;Move to start position
- G1 X1.1 Y80.0 Z0.28 F1500.0 E10 ;Draw the first line
- G1 X1.4 Y80.0 Z0.28 F5000.0 ;Move to side a little
- G1 X1.4 Y20 Z0.28 F1500.0 E20 ;Draw the second line
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
Und hier ist der End G-Code:
- G91 ;Relative positionning
- G1 E-2 F2700 ;Retract a bit
- G1 E-2 Z0.2 F1600 ;Retract and raise Z
- G1 X5 Y5 F3000 ;Wipe out
- G1 Z10 ;Raise Z more
- G90 ;Absolute positionning
- G1 X0 Y{machine_depth} ;Present print
- M106 S0 ;Turn-off fan
- M104 S0 ;Turn-off hotend
- M140 S0 ;Turn-off bed
- M84 X Y E ;Disable all steppers but Z
Nachdem du so die Maschineneinstellungen definiert hast, erzeugt Cura verschiedene Druckeinstellungen mit unterschiedlichen Qualitäten. Sie bestehen aus Standardeinstellungen und werden für den Neptune 3 Max nicht passen.
Die meisten diese Einstellungen können für den Anfang unberührt bleiben, die wichtigsten davon müssen jedoch auf den Neptune 3 Max und das jeweilige Filament angepasst werden.
Bevor wir in die Details der einzelnen Einstellungen und die Kalibrierung einsteigen, zeige ich dir die passenden Einstellungen für die vier Standardfilamente.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Neptune 3 Max für PLA:
- Drucktemperatur: 200 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 2,5 mm bei 20 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Jeder FDM 3D Drucker kann PLA verarbeiten. Dafür ist kein besonderer Extruder oder eine sehr hohe Temperatur erforderlich. PLA kann sogar ohne ein beheiztes Druckbett gedruckt werden. Trotzdem ist es wichtig, die richtigen Einstellungen zu finden, um Druckfehler zu vermeiden und perfekte Ergebnisse zu erzielen.
Um die Druckbett-Haftung musst du dir beim Neptune 3 Max und PLA keine Gedanken machen. Solange du die notwendigen Schritte einhältst, mit denen du eine gute Druckbett-Haftung herstellst, wirst du mit jedem PLA Filament bei einer Druckbett-Temperatur von 60 °C eine optimale Haftung bekommen.
Einer der häufigsten Druckfehler bei PLA ist Stringing. Um diesen Druckfehler zu vermeiden, ist die richtige Drucktemperatur und die richtigen Einstellungen für die Retraction notwendig.
Bei der Drucktemperatur hat für mich ein Wert von etwa 200 °C zuverlässig funktioniert. Je nachdem welches Filament du verwendest, könnte der ideale Wert ein paar Grad daneben liegen. Daher ist eine Kalibrierung wichtig — mehr dazu später in diesem Artikel.
Der Direct Drive Extruder des Neptune 3 Max arbeitet sehr genau und zuverlässig. Es ist daher nicht allzu schwer, die richtigen Einstellungen für die Retraction zu finden. Bei PLA haben bei mir Werte von 2,5 mm bei 20 mm pro Sekunde reibungslos funktioniert. Aber auch die Retraction gehört zu den Einstellungen, die du unbedingt kalibrieren musst, um perfekte Ergebnisse zu erzielen.
ABS Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Neptune 3 Max für ABS:
- Drucktemperatur: 250 °C
- Druckbett-Temperatur: 90 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 2,5-3,0 mm bei 20-30 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS Filament ist sehr beliebt für mechanische Anwendungen, bei denen PLA zu schwach sein könnte. Die guten mechanischen Eigenschaften haben aber auch ihren Preis, denn ABS ist schwieriger zu verarbeiten als PLA.
Der Hauptgrund hierfür ist, dass ABS beim Abkühlen stark schrumpft und es während des Drucks zum Ablösen vom Druckbett kommen kann (Stichwort Warping). Um dies zu vermeiden, wird ein Gehäuse verwendet, um die Umgebungstemperatur um das gedruckte Objekt herum homogen und warm zu halten.
Ein passendes Gehäuse für den Neptun 3 Max zu finden, ist aber nicht ganz einfach. Bei kleineren Objekten kannst du auch versuchen einen Draft Shield zu verwenden, um kalte Luftströme vom Objekt fernzuhalten.
Das PEI Druckbett des Neptune 3 Max bietet auch für ABS eine hervorragende Haftung. Manchmal habe ich jedoch bemerkt, dass bei bestimmten Objekten die Ecken der Grundfläche sich ablösen können, wenn es zu Warping kommt. Um die Wahrscheinlichkeit dafür zu verhindern, kannst du einen geeigneten Klebstoff verwenden, wie Magigoo.
TPU Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Neptune 3 Max für TPU:
- Drucktemperatur: 215 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 30 mm/s
- Einzug (Retraction): 3,5 mm bei 25 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Dank des Direct Drive Extruders das Neptune 3 Max kann er auch zuverlässig flexible Filamente verarbeiten. Was die Einstellungen in Cura angeht, sind flexible Filamente teilweise stark unterschiedlich zu starren Flammen.
Durch ihre Flexibilität können diese Filamente einen Teil der Bewegungen des Extruders ausgleichen. Daher ist hauptsächlich die Druckgeschwindigkeit sehr viel geringer als bei starren Filamenten, um diese Kompensation so gering wie möglich zu halten.
Aber auch die Retraction unterscheidet sich zu anderen Filamenten. Bei mir hat eine Retraction Distanz von 3,5 mm und eine Retraction Geschwindigkeit von 25 mm pro Sekunde zu verlässlichen Ergebnissen ohne Blobs oder Stringing geführt.
PETG Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Neptune 3 Max für PETG:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 2,5 mm bei 20 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Auch PETG erfordert relativ hohe Drucktemperaturen. Der Unterschied zwischen verschiedenen PETG Filamenten kann teilweise recht groß sein. Für mich hat eine Drucktemperatur von 230 °C einwandfrei funktioniert, der perfekte Wert für dich könnte jedoch um bis zu 10 °C abweichen. Daher ist eine Kalibrierung der Drucktemperatur besonders bei PETG notwendig.
Ein Nachteil des Hotends des Neptune 3 Max ist der PTFE Schlauch zwischen der Nozzle und der Heat Break. PTFE fängt bei 240 °C an sich langsam zu zersetzen und erzeugt dabei unangenehme und auf Dauer ungesunde Dämpfe.
Falls du regelmäßig bei solchen Temperaturen druckst, solltest du auf eine gute Lüftung achten und nach einiger Zeit den PTFE Schlauch austauschen. Im Lieferumfang des Neptune 3 Max ist ein Ersatzteil dafür vorhanden.
Eine weitere Besonderheit bei PETG Filament ist, dass du auf die Kühlrate achten musst. Bei manchen PETG Filamenten erreichst du mit einer Kühlrate von 100% die besten Ergebnisse, andere Filamente lassen sich bei einer schwächeren Kühlung besser drucken. Besonders wenn du Objekte mit vielen Überhängen druckst, musst du auf die Einstellungen der Kühlung achten.
Beste Cura Einstellungen für den Neptune 3 Max
Nach dem schnellen Überblick über die besten Einstellungen für den Neptune 3 Max in Cura für die vier Standardfilamente, schauen wir uns nun die einzelnen Einstellungen im Detail an.
Drucktemperatur
Die besten Drucktemperaturen für den Neptune 3 Max in Cura:
- PLA: 200 °C
- ABS: 250 °C
- TPU: 215 °C
- PETG: 230 °C
Der Neptune 3 Max erreicht Temperaturen von 260 °C. Damit kannst du eine große Auswahl von Filamenten verarbeiten. Eine falsch eingestellte Drucktemperatur kann jedoch bei jedem dieser Filamente zu diversen Druckfehlern führen.
Druckfehler, die bei einer zu hohen Temperatur auftauchen, sind typischerweise Stringing, Kleckse und andere Über-Extrusions-Phänomene. Bei zu niedrigen Temperatur kann die Haftung auf dem Druckbett und zwischen den einzelnen Schichten leiden. Außerdem können Löcher und sonstige Fehlstellen auf der Oberfläche entstehen.
Achte bei der Drucktemperatur darauf, dass die oben angegebenen Werte nur gute Richtwerte für den Neptune 3 Max sind, aber wahrscheinlich nicht zu perfekten Ergebnissen führen werden. Jedes Filament ist unterschiedlich und kann sich auch zwischen den Herstellern stark unterscheiden. Die Drucktemperatur zählt daher zu den Druckeinstellungen, die du unbedingt kalibrieren musst.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Neptune 3 Max in Cura:
- PLA: 60 °C
- ABS: 90 °C
- TPU: 60 °C
- PETG: 60 °C
Die Druckbett-Temperatur ist hauptsächlich dafür da, eine gute Haftung zu gewährleisten. Im Prinzip versuchst du die Druckbett-Temperatur so hoch einzustellen, wie es geht, ohne dabei einen Elefantenfuß zu verursachen. Bei einem Elefantenfuß ist das Filament zu flüssig, weicht zur Seite aus und verbreitet so die Schicht.
Beim Neptune 3 Max ist die richtige Einstellung der Druckbett-Temperatur nicht allzu schwer. Das PEI Druckbett wird erzeugt an sich schon eine sehr starke Haftung, daher benötigst du nicht allzu hohe Temperaturen und kannst die Wahrscheinlichkeit für einen Elefantenfuß verringern.
Die oben angegebenen Werte sollten für die einzelnen Filamente zu perfekten Ergebnissen führen. Falls du einen Elefantenfuß erkennst, kannst du die Temperatur leicht verringern und bei einer unzureichenden Haftung, was unwahrscheinlich ist, kannst du sie leicht erhöhen.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Neptune 3 Max in Cura:
- PLA: 60 mm/s
- ABS: 60 mm/s
- TPU: 30 mm/s
- PETG: 50 mm/s
Die Druckgeschwindigkeit wird bei einem 3D Drucker hauptsächlich durch das Gewicht des Druckkopfs und die Stabilität des Rahmens beeinflusst. Je leichter der Druckkopf ist, desto schneller kann er sich bewegen, ohne dabei Vibrationen zu erzeugen. Und je stabiler der Rahmen ist, desto mehr Vibrationen kann er verhindern.
Der Neptun 3 Max hat einen sehr stabilen Aufbau und einen relativ leichten Druckkopf. Dadurch ist er zwar nicht der schnellste FDM 3D Drucker, kommt trotzdem auf relativ hohe Druckgeschwindigkeiten. Nur bei flexiblen Filamenten musst du die Druckgeschwindigkeit stark reduzieren wie bei jedem anderen 3D Drucker auch.
Die oben angegebenen Werte sollten einen guten Startpunkt liefern, können aber weiter erhöht werden, solange du keine Druckfehler bemerkst.
Schichthöhe
Die besten Schichthöhen für den Neptune 3 Max in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Der Neptune 3 Max wird mit einer 0,4 mm Nozzle geliefert. Damit kannst du Schichthöhen von 0,1 mm bis 0,3 mm realisieren. Natürlich kannst du auch eine andere Nozzle installieren und unterschiedliche Schichthöhen verwenden.
Als Faustregel gilt, dass die maximale Schichthöhe 75% des Durchmessers der Nozzle betragen kann und die minimale Schichthöhe 25%.
Die Schichthöhe hat nicht nur einen Einfluss auf die Oberflächenqualität des fertigen Objekts, auch die Druckzeit wird davon in einem großen Maß beeinflusst. Je höher die Schichten sind, desto weniger Druckzeit benötigt das Objekt.
Du musst dir also immer überlegen, welches Kriterium dir wichtiger ist, die Druckzeit oder die Oberflächenqualität? Bei dekorativen Objekten lohnt es sich also etwas länger auf den Druck zu warten und bei Objekten mit einer mechanischen Anwendung könnte sich ein schneller Druck mit höheren Schichten lohnen, um Zeit zu sparen.
Flussrate
Die beste Flussrate für den Neptune 3 Max in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Die Flussrate solltest du nur in seltenen Fällen anpassen. Sie beträgt normalerweise immer 100%. Sie definiert, wie viel Filament pro Sekunde extrudiert wird.
Falls du Druckfehler, die durch eine Über-Extrusion entstehen, nicht in den Griff bekommst, kannst du die Flussrate verringern und erhöhen bei Druckfehlern, die durch Unter-Extrusion verursacht werden.
Falls du eine Anpassung der Flussrate in Betracht ziehst, solltest du sie in jedem Fall korrekt kalibrieren. Wie du dies tust, erfährst du weiter unten in diesem Artikel.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den Neptune 3 Max in Cura:
- PLA: 2,5 mm bei 20 mm/s
- ABS: 2,5-3,0 mm bei 20-30 mm/s
- TPU: 3,5 mm bei 25 mm/s
- PETG: 2,5 mm bei 20 mm/s
Die Retraction definiert, wie viel Filament und wie schnell es am Ende einer Extrusions-Bewegung zurück in die Nozzle gezogen wird. Die Retraction verhindert dadurch unkontrolliertes Austreten des Filaments bei Bewegungen in denen die Nozzle kein Filament extrudiert.
Dies funktioniert natürlich nur, wenn die Einstellungen der Retraction perfekt eingestellt sind. Falls sie es nicht sind, entsteht als erster Fehler der Auftritt Stringing — also das Ziehen von feinen Fäden zwischen zwei Punkten auf dem Objekt.
Die oben angegebenen Werte sollten dir für die jeweiligen Filamente gute Ergebnisse liefern. Da die Retraction aber relativ empfindlich ist und auch von anderen Druckeinstellungen etwas beeinflusst wird, gehört sie definitiv auch zu den Einstellungen, die du kalibrieren musst, um perfekte Ergebnisse zu erzielen.
Infill
Die beste Infill Dichte für den Neptune 3 Max in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Wie dicht das Filament im Inneren des Objekts ist und mit welchem Muster es dort gedruckt wird, beschreiben die Infill Einstellungen. Sie sind natürlich unabhängig vom verwendeten 3D Drucker.
Niedrigere Dichten eignen sich mehr für dekorative Zwecke, da du so viel Filament sparen kannst. Je stabiler das Objekt sein muss, desto mehr Filament sollte im Inneren vorhanden sein. Aber auch das Muster, mit dem die Füllung gedruckt wird, hat einen Einfluss auf die Stabilität.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim Neptune 3 Max:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte, um Druckbett-Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett-Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett-Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbett-Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett-Haftung)
- Raft/Brim/Skirt: Nicht nötig, da der Neptune 3 Max über ein PEI-Druckbett verfügt und durch den Start G-Code schon eine Linie am Rand des Druckbetts extrudiert.
Wird die erste Schicht eines 3D Drucks nicht richtig gedruckt, ist der komplette Vorgang fehlgeschlagen. Hauptsächlich kommt es hier auf die Druckbett-Haftung an.
Es gibt in Cura diverse Möglichkeiten, um die Druckbett-Haftung zu verbessern. Die oben angegebenen Werte zielen hauptsächlich darauf ab, die Zeit, die das Filament zum Abkühlen benötigt, zu verlängern. Je länger das Filament heiß ist, desto besser kann es in die kleinen Vertiefungen des Druckbetts fließen und eine gute Haftung erzeugen.
Bei all meinen FDM 3D Druckern verwende ich eine sehr niedrige Druckgeschwindigkeit für die erste Schicht von 5 bis 10 mm pro Sekunde. Dies ist meiner Meinung nach eine der wichtigsten Einstellungen, um eine gute Haftung zu erzielen.
Cura Einstellungen Kalibrieren für den Neptune 3 Max
Um gute Ergebnisse mit dem Neptun 3 Max zu erzielen, sind die in diesem Artikel angegebenen Cura Einstellungen nötig. Für perfekte Ergebnisse musst du sie jedoch noch auf das verwendete Filament optimieren und kalibrieren.
Die wichtigsten Einstellungen, die du kalibrieren solltest, sind die Drucktemperatur, die Flussrate und die Retraction.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Drucktemperatur Kalibrieren
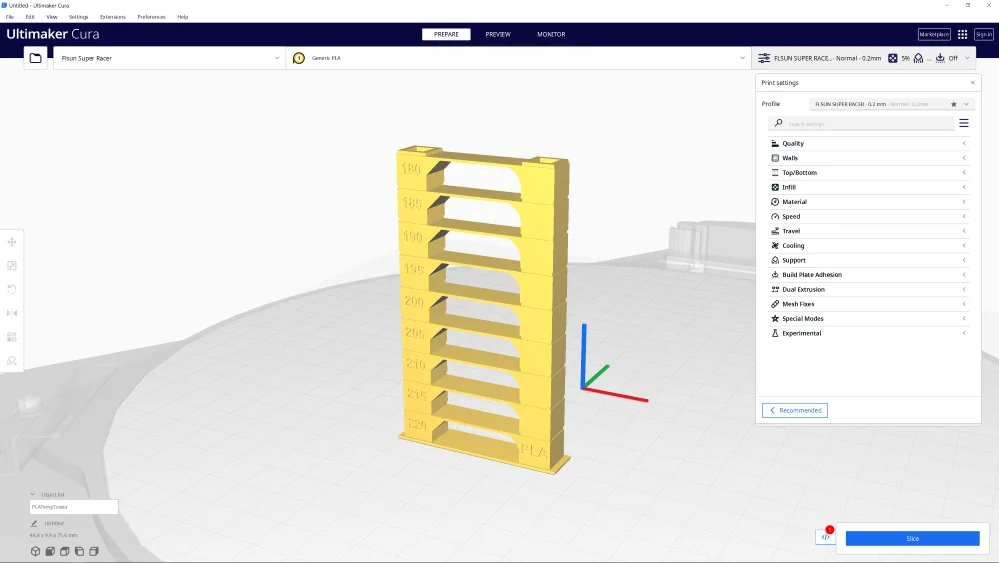
Bei der Kalibrierung der Drucktemperatur versuchst du den richtigen Wert zu finden, bei dem die wenigsten Druckfehler entstehen. Um dabei so viel Zeit und Filament zu sparen wie möglich, gibt es dafür spezielle Objekte.
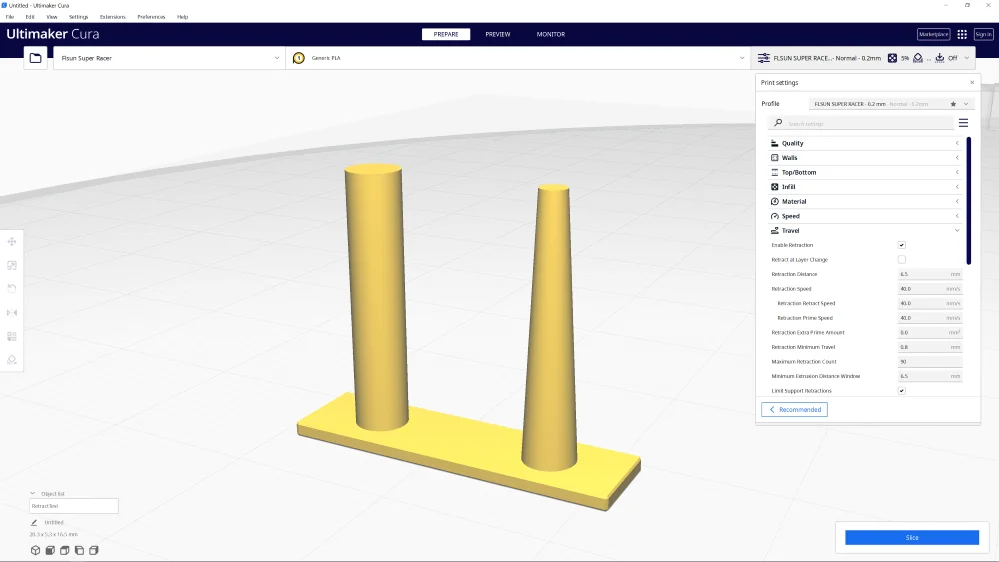
Ich verwende dafür gerne sogenannte Temperaturtürme. Sie bestehen aus mehreren identischen Ebenen, die bei unterschiedlichen Temperaturen gedruckt werden. Nach dem Druck kannst du dann die richtige Drucktemperatur ablesen. Bei dieser Temperatur werden die wenigsten Druckfehler aufgetaucht sein.
Passende Objekte findest du auf Thingiverse oder im Calibration Shapes Plugin von Cura.
Flussrate Kalibrieren
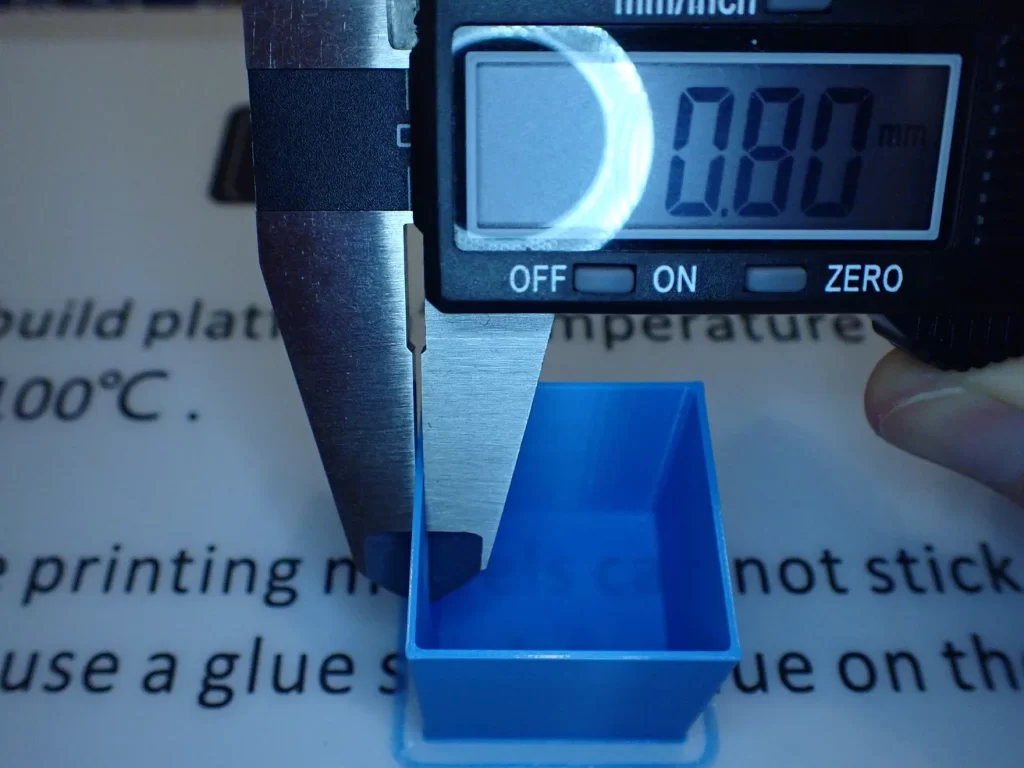
Bei der Kalibrierung der Flussrate eines 3D Druckers möchtest du die im Slicer angegebene Linienbreite so gut wie möglich bei deinem gedruckten Objekt wiederfinden. Wenn du die Flussrate erhöhst, verbreitern sich die Linien, wenn du sie verringerst, werden sie schmaler.
Für diese Kalibrierung verwende ich einen hohlen Würfel ohne obere Schichten. Die Wandstärke und damit auch indirekt die Linienbreite kannst du dann nach dem Druck mit einem Messschieber messen.
Retraction Kalibrieren
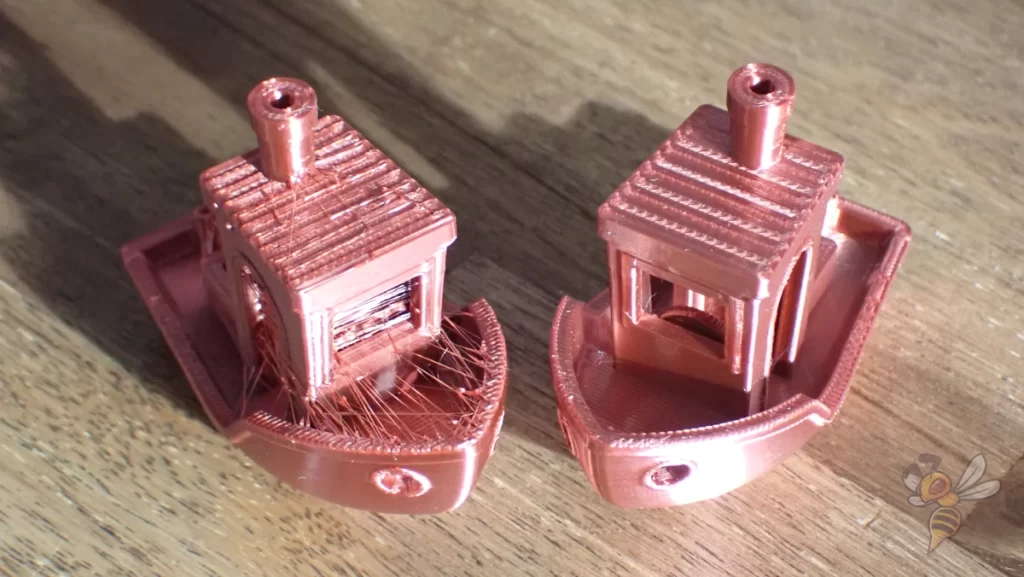
Bei der Kalibrierung der Retraction Einstellungen geht es darum Stringing zu vermeiden. Hauptsächlich werden dabei die Retraction Distanz und die Retraction Geschwindigkeit in kleinen Schritten angepasst.
Auch für diesen Zweck gibt es spezielle Objekte. Ich verwende dazu am liebsten sehr kleine Objekte, um Zeit und Filament zu sparen.
Fazit
Die in diesem Artikel angegebenen für den Neptune 3 Max sollten dir einen guten Startpunkt für deinen 3D-Drucker bieten. Mit diesen Werten wirst du gute Ergebnisse erzielen können.
Wenn du perfekte Ergebnisse erzielen möchtest, musst du die wichtigsten Druckeinstellungen wie die Drucktemperatur und die Retraction kalibrieren.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
