
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Elegoo Neptune 3 ist einer der besten 3D Drucker für Anfänger. Wie bei so vielen anderen 3D Druckern gibt es für den Neptune 3 aber kein vorgefertigtes Standardprofil in Cura (zumindest nicht zum Zeitpunkt dieses Artikels). Damit du mit diesem 3D Drucker aber gute Ergebnisse erzielen kannst, sind auch gute Einstellungen nötig.
Für den Elegoo Neptune 3 ist es am einfachsten das Standardprofil aus dem Elegoo Cura Klon zu kopieren und in Cura hinzufügen. Für die besten Ergebnisse müssen dann nur noch die wichtigsten Einstellungen kalibriert werden.
Wie du all dies tust, welche Einstellungen beim Elegoo Neptune 3 gut funktionieren und wie du diese kalibrieren kannst, erfährst du in diesem Artikel. Vorab ist hier noch eine kleine Übersichtstabelle.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 205 °C | 235 °C | 225 °C | 250 °C |
| Druckbett Temperatur | 60 °C | 90°C | 60 °C | 60 °C |
| Druckgeschwindigkeit | 50 mm/s | 50 mm/s | 30 mm/s | 50 mm/s |
| Retraction | 5 mm bei 45 mm/s | 5 mm bei 40 mm/s | 4 mm bei 35 mm/s | 4 mm bei 45 mm/s |
| Kühlung | 100 % | 0% + Gehäuse | 100 % | 50-100 % |

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
Ein Profil für den Elegoo Neptune 3 in Cura Erstellen
Die in einem 3D-Druckerprofil in Cura festgelegten Einstellungen bestimmen die Druckqualität eines 3D-Druckers. Das Profil enthält sowohl die Maschineneinstellungen als auch die Druckeinstellungen. Das Ändern dieser Einstellungen kann zu besseren Drucken führen, aber es ist wichtig zu wissen, was jede Einstellung bewirkt, um die besten Änderungen vorzunehmen.
Bevor wir in die Einzelheiten der Druckeinstellungen gehen, musst du dir aber erst ein Profil in Cura für den Elegoo Neptune 3 erstellen. Wie oben schon angedeutet kannst du das Profil aus dem Elegoo Cura Slicer nach Cura kopieren. Und mit Kopieren meine ich tatsächlich Copy & Paste.
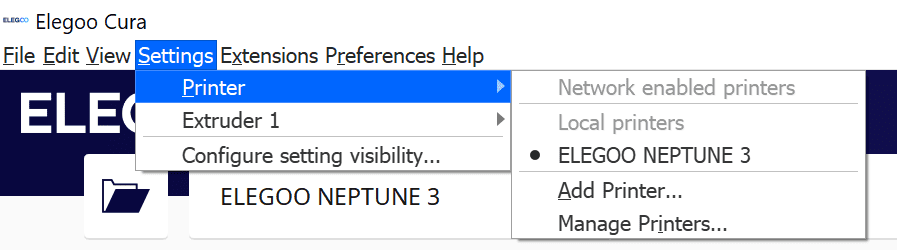
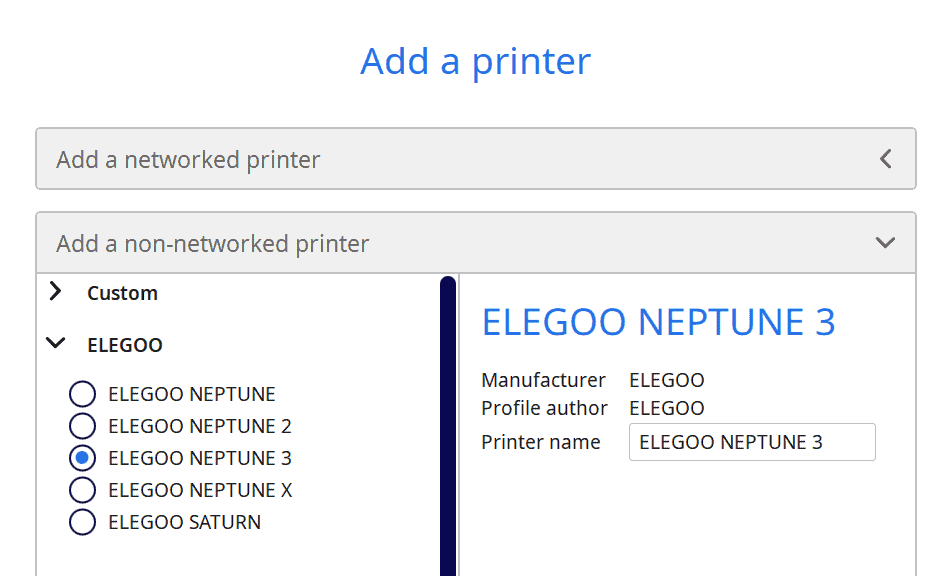
Der Elegoo Cura Slicer ist im Prinzip genauso aufgebaut wie Cura. Über die Menüleiste kannst du über “Settings” → “Printer” → “Add Printer…” einen neuen 3D Drucker hinzufügen. In dem sich öffnenden Menü kannst du dann den Elegoo Neptune 3 aus der Liste auswählen und das Standardprofil laden.
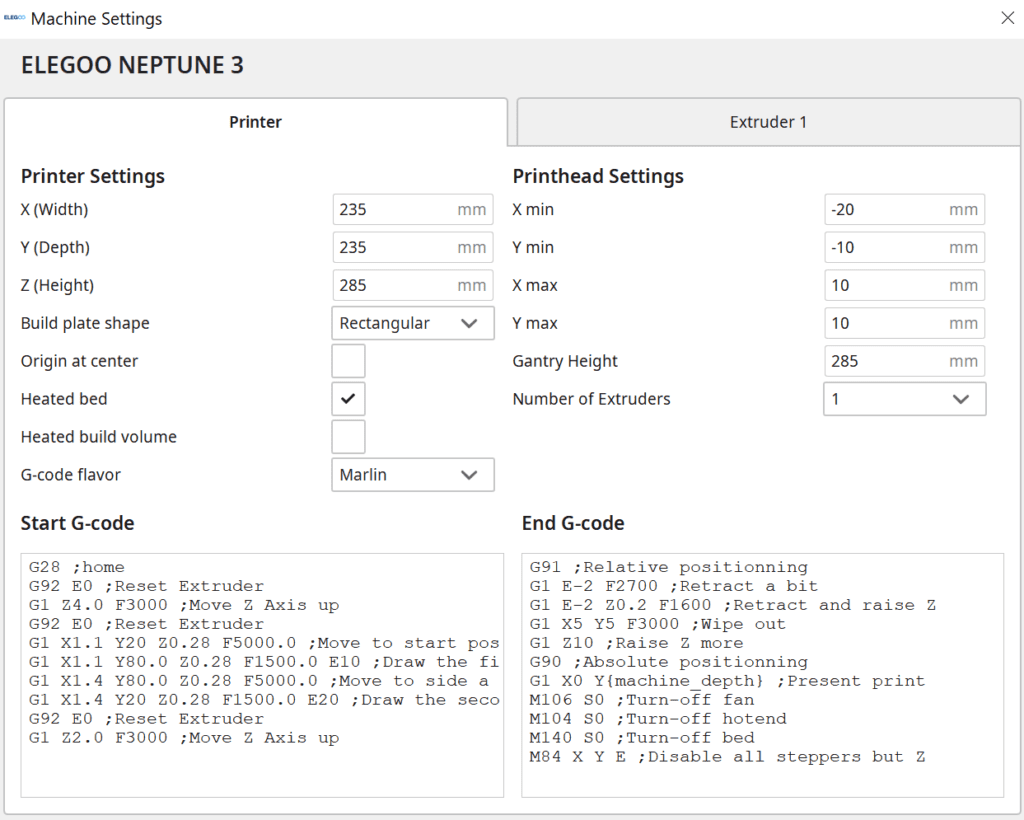
Danach öffnen sich die Maschineneinstellungen, die du in ein blankes 3D Drucker Profil in Cura genauso einfügen kannst. Vergiss dabei die zweite Seite mit den Extruder Einstellungen nicht.
Dasselbe kannst du auch für die Druckeinstellungen machen. Zwar kannst du dir auch das Profil exportieren und in Cura importieren, jedoch ist dies manchmal etwas fehleranfällig. Meistens ist es einfacher, die Werte einfach zu kopieren und einzufügen, auch wenn das vielleicht ein paar Minuten länger dauert.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Elegoo Neptune 3 für PLA:
- Drucktemperatur: 205 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 5 mm bei 45 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Das Drucken mit PLA-Filament gilt im Vergleich zu anderen Materialien als einfach. PLA hat eine niedrigere Schmelztemperatur und braucht daher nicht so viel Hitze zum Drucken. Außerdem neigt PLA weniger dazu, sich zu verformen (Warping), so dass du dir weniger Gedanken über die Temperaturkontrolle machen musst.
Dennoch gibt es ein paar Dinge, die du beim Drucken mit PLA beachten musst. Sowohl die Druckgeschwindigkeit als auch die Rückzugseinstellungen spielen eine Rolle für die endgültige Druckqualität. Wenn die Druckgeschwindigkeit zu hoch ist, hat das PLA möglicherweise keine Zeit, richtig abzukühlen und haftet nicht gut am Druckbett oder den zuvor gedruckten Schichten.
Wenn die Retraction-Einstellungen falsch sind, kommt es zu Stringing. Deshalb ist es wichtig, die richtige Balance für deinen Drucker zu finden. Mit ein wenig Ausprobieren solltest du in der Lage sein, hochwertige Drucke mit PLA-Filament zu produzieren.
Das Geniale am Elegoo Neptune 3 ist, dass er mit einem PEI Druckbett kommt. Durch die Flexibilität des Druckbetts ist es nicht nur einfacher das Objekt nach dem Druck zu entfernen, durch die Beschichtung ist auch die Druckbett Haftung für PLA sehr gut. Besonders wenn du niedrige Druckgeschwindigkeit verwendest, brauchst du auch für filigrane erste Schichten keine Klebstoffe oder sonstige Hilfsmittel.
ABS Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Elegoo Neptune 3 für ABS:
- Drucktemperatur: 235 °C
- Druckbett Temperatur: 90 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 5 mm bei 40 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS (Acrylnitril-Butadien-Styrol) ist dank seiner Stabilität und mechanischen Eigenschaften eine der beliebtesten Filamente. Allerdings kann ABS schwierig zu bedrucken sein, da es stark zu Warping neigt. Deshalb ist es wichtig, einen 3D-Drucker zu wählen, der für den Druck mit ABS-Filament optimiert wurde.
Einige der wichtigsten Merkmale solcher 3D Drucker sind ein beheiztes Druckbett und ein Gehäuse. Das Druckbett des Elegoo Neptune 3 erreicht stolze 100 °C. Damit kannst du eine sehr gute Druckbett Haftungen für ABS herstellen. Der einzige Haken ist, dass er ein offenes Druckvolumen besitzt. Das ist aber in dieser Preisklasse normal und lässt sich einfach mit einem Zelt nachrüsten. Creality hat ein sehr gutes 3D Drucker Zelt, das für den Elegoo Neptune 3 perfekt passen müsste. In diesem Artikel habe ich es getestet.
Mit einem auf diese Weise geschlossenen Druckvolumen hat das ABS Filament eine homogene und warme Umgebungstemperatur. Dadurch kann es sich während des Drucks nicht verziehen. ABS schrumpft beim Abkühlen und kann, wenn dies zu ruckartig passiert, Risse bilden. Daher ist es besonders für große Objekte wichtig, diese Umgebungstemperaturen stabil aufrechtzuerhalten bis der Druck abgeschlossen ist und die Temperaturen danach langsam zu reduzieren.
TPU Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Elegoo Neptune 3 für TPU:
- Drucktemperatur: 225 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 30 mm/s
- Einzug (Retraction): 4 mm bei 35 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Flexible Filamente wie TPU werden für den 3D-Druck immer beliebter. Das Drucken mit diesen Materialien kann jedoch schwierig sein. Denn es ist besonders wichtig, die Druckgeschwindigkeit und den Rückzug richtig einzustellen, um eine hohe Druckqualität zu erreichen und Verstopfungen zu vermeiden.
Aber nicht alle 3D-Drucker sind gleich gut für flexible Filamente geeignet. Im Allgemeinen werden die besten Ergebnisse mit einem Extruder mit Direktantrieb erzielt. Wenn du einen Bowden-Extruder wie der Elegoo Neptune 3 einen hat für TPU verwendest, kann es häufiger zu Verstopfungen und Ungenauigkeiten der Extrusion kommen.
Das flexible Filament gleicht die Bewegungen, die es von dem Extruder vorgeschrieben bekommt, durch seine Flexibilität etwas aus. Je länger die Strecke zwischen Extruder und Nozzle ist, desto stärker werden auch die negativen Auswirkungen davon. Du wirst mit dem Elegoo Neptune 3 zwar TPU relativ passabel drucken können, jedoch werden sich Druckfehler wie Stringing oder Blobs nur schwer unter Kontrolle bringen lassen.
PETG Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Elegoo Neptune 3 für PETG:
- Drucktemperatur: 250 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 4 mm bei 45 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG ist eine Art von 3D-Drucker Filament, das die besten Eigenschaften von PLA und ABS vereint. Es ist relativ einfach zu drucken und im fertigen Zustand sehr haltbar und stabil. Viele Einsteiger 3D Drucker sind nicht in der Lage, PETG gut zu verarbeiten. Meistens haben sie keinen Extruder der solch hohe Temperaturen erreicht. Da der Elegoo Neptune 3 eine Druck Temperatur von maximal 260 °C erreicht, ist er sehr gut für PETG geeignet. Beim Drucken mit PETG-Filament gibt es jedoch einige Dinge zu beachten.
So ist zum Beispiel die Einstellung für den Rückzug sehr wichtig, da PETG stark dazu neigt, Fäden zu ziehen (→ PETG Stringing Guide). Außerdem ist es wichtig, beim Drucken mit PETG ein beheiztes Druckbett zu verwenden, um Verformungen zu vermeiden und die Gesamtqualität des Drucks zu verbessern.
Schließlich ist zu beachten, dass PETG schwieriger zu schleifen und zu bearbeiten ist als andere Filamenttypen. Mit diesen Überlegungen im Hinterkopf ist PETG eine ausgezeichnete Wahl für eine Vielzahl von 3D-Druckanwendungen.
Beste Cura Einstellungen für den Elegoo Neptune 3
Drucktemperatur
Die besten Drucktemperaturen für den Elegoo Neptune 3 in Cura:
- PLA: 205 °C
- ABS: 235 °C
- TPU: 225 °C
- PETG: 250 °C
Eines der häufigsten Probleme im 3D Druck ist eine falsch eingestellte Drucktemperatur. Wenn die Temperatur zu hoch ist, können Probleme wie Stringing auftreten. Ist die Temperatur zu niedrig, kann es zu Löchern oder einer schlechten Haftung des Druckbetts oder der Schichten kommen. Der Schlüssel zum erfolgreichen 3D-Druck liegt darin, den Sweet Spot für deinen Drucker und dein Material zu finden.
Der Elegoo Neptune 3 erreicht Drucktemperaturen von bis zu 260 °C. Damit kann er alle Standardfilamente verarbeiten. Meiner Erfahrung nach ist die Temperatureinstellung beim Neptune 3 sehr genau und reproduzierbar. Sobald du einmal die richtige Drucktemperatur für das jeweilige Filament gefunden hast, musst du die Einstellungen nie wieder anfassen.
Druckbett Temperatur
Die besten Druckbett Temperaturen für den Elegoo Neptune 3 in Cura:
- PLA: 60 °C
- ABS: 90 °C
- TPU: 60 °C
- PETG: 60 °C
Die Druckbett Temperatur ist entscheidend dafür, wie gut das 3D-gedruckte Objekt auf dem Druckbett des 3D-Druckers haftet. Je höher die Temperatur, desto besser die Haftung. Ist die Temperatur jedoch zu hoch, entsteht ein Elefantenfuß, bei dem sich die ersten Schichten aufweiten und die Maßhaltigkeit verschlechtert.
Deshalb ist es wichtig, bei der Einstellung der Temperatur deines Druckbetts die perfekte Balance zu finden. Wenn du mit PLA-Filament druckst, ist ein guter Ausgangspunkt etwa 60 °C. Allerdings ist jeder 3D-Drucker anders, deshalb ist es wichtig, dass du experimentierst, um herauszufinden, was für dein Gerät am besten funktioniert.
Durch die PEI Beschichtung des Druckbetts dauert es aber nicht allzu lange bis du die richtige Druckbett Temperatur gefunden hast. Die oben angegebenen Richtwerte sind meistens schon ausreichend. Das PEI Druckbett erzeugt für die meisten Filamente eine sehr gute Druckbett Haftung und es ist nur selten nötig Hilfsmittel wie Magigoo oder andere Klebstoffe zu verwenden.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Elegoo Neptune 3 in Cura:
- PLA: 50 mm/s
- ABS: 50 mm/s
- TPU: 30 mm/s
- PETG: 50 mm/s
Der Elegoo Neptune 3 erreicht eine Druckgeschwindigkeit von maximal 180 mm/s – jedenfalls theoretisch. Gute Ergebnisse mit dieser hohen Geschwindigkeit wirst du jedoch nicht erzielen. Realistische Druckgeschwindigkeiten liegen zwischen 40 und 60 mm/s. Mit 50 mm/s wirst du bei den meisten Filamenten gute Ergebnisse erzielen. Nur für flexible Filamente solltest du die Geschwindigkeiten weiter reduzieren, um die Genauigkeit zu verbessern.
Falls du nur Objekte drucken möchtest, bei denen die Genauigkeit zweitrangig ist und dir Zeit wichtiger ist, kannst du dich an die sehr hohen Druckgeschwindigkeiten heranwagen. Durch den Bowden Extruder ist der Druckkopf sehr leicht und Vibrationen durch zu hohe Geschwindigkeiten treten erst sehr spät auf. Du kannst also mit dem Neptune 3 auch noch bei relativ hohen Druckgeschwindigkeiten gute Ergebnisse erzielen.
Schichthöhe
Die besten Schichthöhe für den Elegoo Neptune 3 in Cura:
- Dekorative Objekte: 0,06-0,15 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3-0,6 mm
Die Schichthöhe ist eine wichtige Einstellung beim 3D-Druck. Sie bestimmt die Dicke der einzelnen Filamentschichten, die aufgetragen werden. Eine geringere Schichthöhe ergibt eine glattere Oberfläche, aber der Druckvorgang dauert auch länger. Das liegt daran, dass der Drucker mehr Durchgänge machen muss, um die Schichten aufzubauen.
Bei funktionalen Objekten, die nicht glatt aussehen müssen, ist es oft sinnvoll, die Schichthöhe zu erhöhen, um Zeit zu sparen. Für dekorative Objekte hingegen sind dünnere Schichten besser geeignet. Sie verleihen dem Objekt ein ausgefeiltes Aussehen.
Im Standardprofil des Elegoo Cura Slicers sind vorgefertigte Druckeinstellungen von 0,06 bis 0,6 mm enthalten. Aber auch wenn dich die sehr dünnen Schichten interessieren, würde ich dir jedoch auf jeden Fall dazu raten, am Anfang mit einer Schichtdicke von 0,2 mm zu starten und von da aus weiter zu optimieren.
Flussrate
Die beste Flussrate für den Elegoo Neptune 3 in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Die Flussrate bestimmt wie viel Filament pro Zeiteinheit extrudiert wird. Normalerweise beträgt der Wert bei jedem 3D Drucker 100%. Falls der Extruder aber mehr oder weniger extrudiert als er soll, kannst du hier die Menge des Filaments korrigieren. Auch kannst du durch die Flussrate die Maßgenauigkeit deines Objekts verbessern – mehr dazu später bei der Kalibrierung.
Falls du Probleme mit der Druckbett Haftung hast, kannst du diese durch die Flussrate der ersten Schicht verbessern. Wenn du die Flussrate nur für die erste Schicht leicht erhöhst, wird der Durchmesser der Filament Linien größer, wodurch diese langsamer auskühlen und eine bessere Haftung zum Druckbett herstellen. Du darfst bei dieser Einstellung aber nicht übertreiben, da du sonst schnell einen Elefantenfuß hervorrufst.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den Elegoo Neptune 3 in Cura:
- PLA: 5 mm bei 45 mm/s
- ABS: 5 mm bei 40 mm/s
- TPU: 4 mm bei 35 mm/s
- PETG: 4 mm bei 45 mm/s
Der “Double Gear Metal Bowden Extruder” des Elegoo Neptune 3 transportiert das Filament sehr genau zur Nozzle. Bei unflexiblen Filamenten ermöglicht dies sehr hohe Genauigkeiten und kleinste Schichthöhen. Auch ist es relativ einfach bei diesem Extruder die Retraction zu kalibrieren, da er sehr reproduzierbar und zuverlässig arbeitet.
Es ist dadurch nicht allzu schwer Druckfehler wie Stringing mit dem Neptune 3 zu verhindern. Nur bei flexiblen Filamenten wird es fast unmöglich sein, die perfekte Retraction Einstellung zu finden. Die Flexibilität des Filaments gleicht einen Teil der Retraction Bewegung aus. Dadurch verbleibt das Filament Bruchteile von Sekunden länger an der Spitze der Nozzle und kann unkontrolliert austreten und Stringing verursachen. Dieser Effekt ist proportional zur Strecke zwischen dem Extruder und der Nozzle. Daher sind Bowden Extruder nur bedingt oder gar nicht für flexible Filamente geeignet.
Infill
Die beste Infill Dichte für den Elegoo Neptune 3 in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Die Infill Dichte ist komplett unabhängig vom 3D Drucker. Hier ist es egal ob du einen Anfänger 3D Drucker oder einen Spitzenklassen 3D Drucker verwendest. Wie viel Filament innerhalb des Objekts gedruckt werden soll, wird nur durch den Anwendungszweck des zu druckenden Objekts bestimmt. Je mehr es am Ende aushalten muss, desto mehr Infill benötigt es.
Auch das Infill Muster wird durch die Anwendung bestimmt. Für dekorative Objekte eignen sich Muster die schnell gedruckt werden können. Wenn du eine hohe Stabilität brauchst, eignen sich eher Muster, die eine hohe Stabilität erzeugen. So sparst du dir etwas Filament und Druckzeit.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim Elegoo Neptune 3:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte, um Druckbett Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbett Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett Haftung)
Die erste Schicht ist die wichtigste von allen. Druckfehler die hier entstehen, ziehen sich meistens durch das gesamte Objekt. Auch wird durch die erste Schicht die Druckbett Haftung bestimmt.
Du kannst die Druckbett Haftung durch viele Einstellungen verbessern. Die meisten davon zielen darauf ab die Zeit die das Filament zum Abkühlen zur Verfügung hat zu verlängern. Je langsamer das Filament abkühlt, desto besser kann es sich mit der Druckbett Oberfläche verbinden.
Cura Einstellungen Kalibrieren für den Elegoo Neptune 3
Die Kalibrierung der Drucktemperatur, der Flussrate und der Retraction deines Elegoo Neptune 3 hilft, Druckfehler zu vermeiden und generell bessere Druckergebnisse zu produzieren. Es gibt viele Kalibrierobjekte auf Websites wie Thingiverse oder im Calibration Shapes Plugin in Cura.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
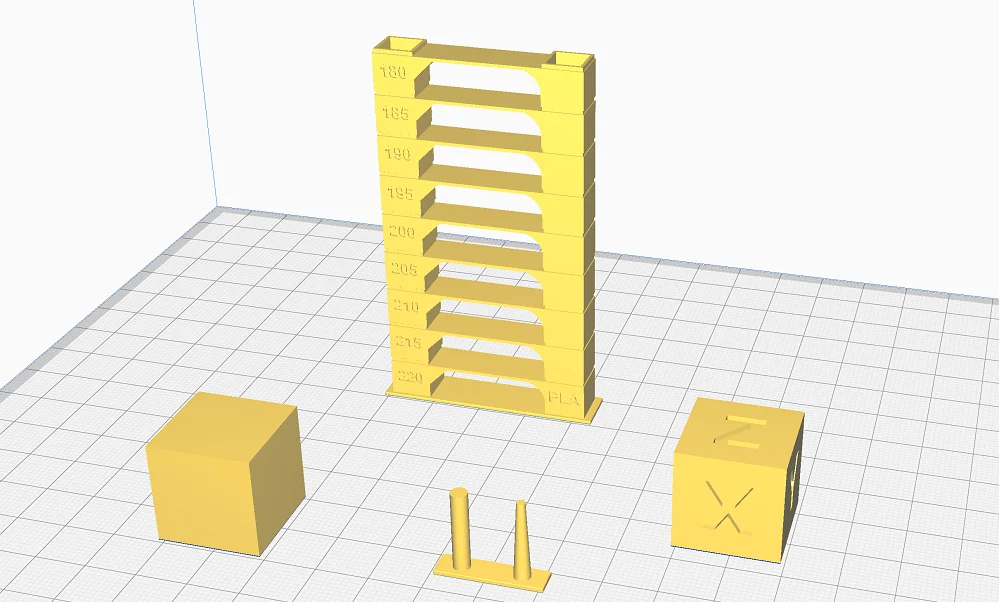
Drucktemperatur Kalibrieren

Zur Kalibrierung der Drucktemperatur ist ein Temperatur Turm sehr praktisch. Er besteht aus mehreren Ebenen, die diverse Druckfehler provozieren. Diese Ebenen werden über ein Skript mit verschiedenen Temperaturen gedruckt. Dadurch siehst du nach dem Druck direkt bei welcher Temperatur dein Neptune 3 die besten Ergebnisse mit dem jeweiligen Filament erzeugt.
Flussrate Kalibrieren
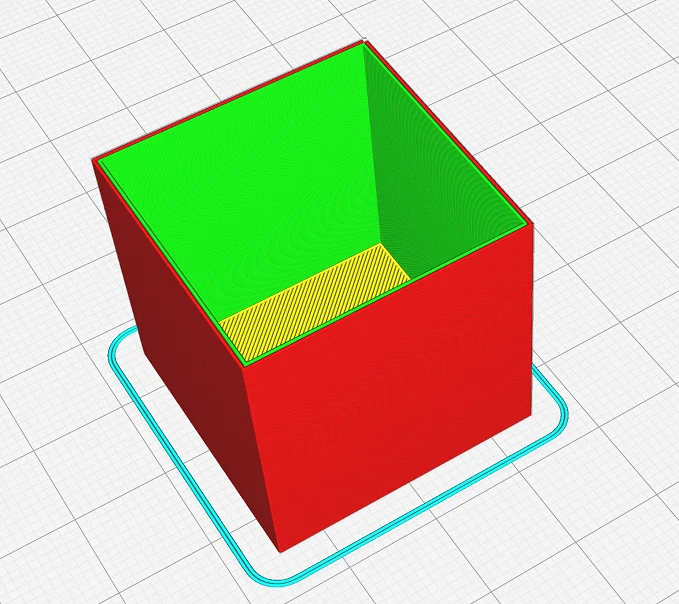
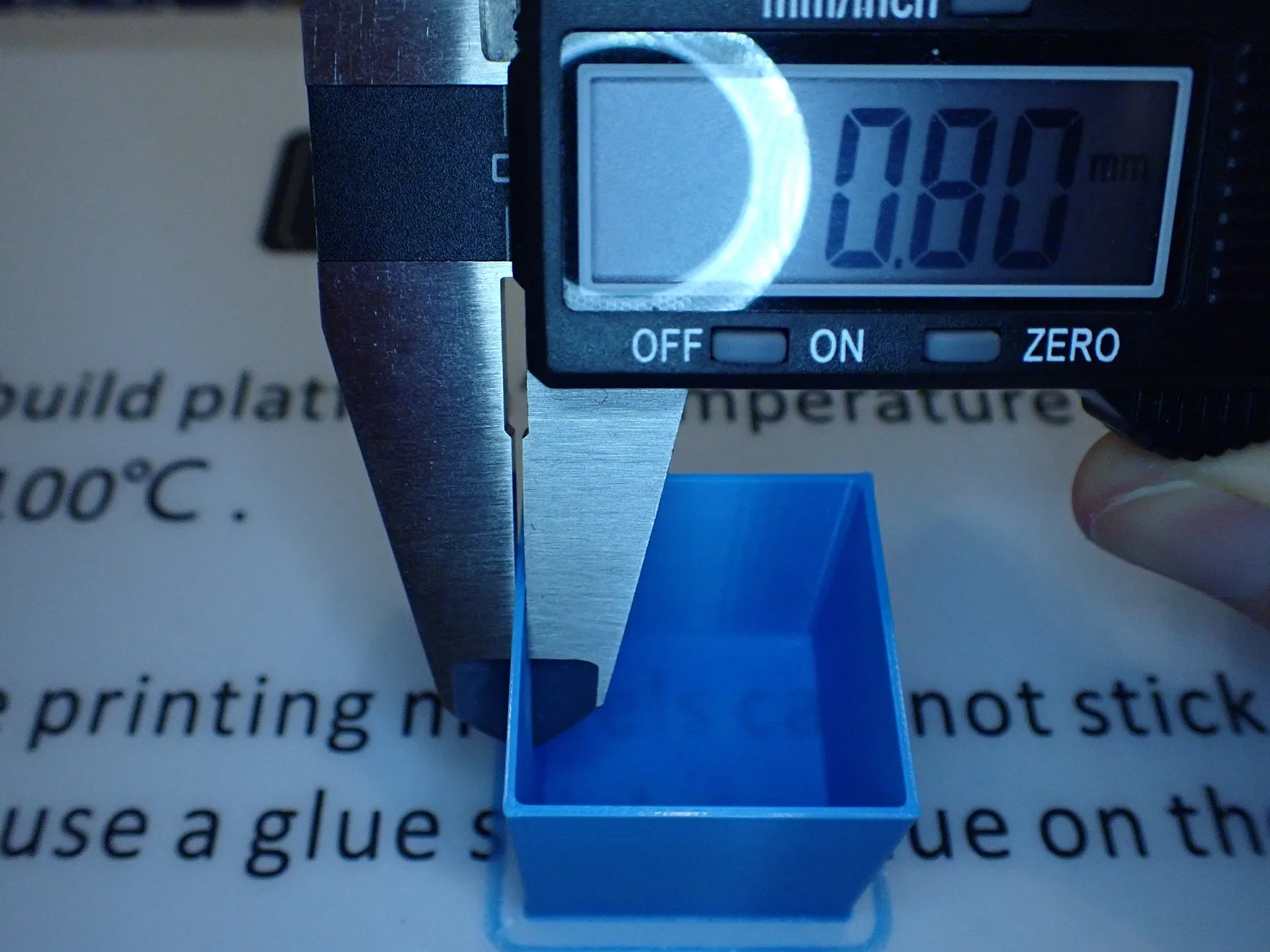
Wenn die Flussrate nicht richtig eingestellt ist, kann es zu diversen Druckfehlern kommen die durch eine Über- oder Unter-Extrusion hervorgerufen werden. Du kannst sie kalibrieren indem du die tatsächliche Linienbreite mit der im Slicer vergleichst.
Ich selber drucke dafür meistens einen Würfel ohne Infill und ohne obere Schichten, damit ich nach dem Druck die Wandstärke mit einem Messschieber messen kann. Je nachdem, ob die Wandstärke größer oder kleiner ist als der theoretische Wert im Slicer, muss die Flussrate angepasst werden.
Einzug Kalibrieren
F
alsche Retraction-Einstellungen zählen zu den Hauptursachen für Druckfehler. Viele der häufigsten Druckfehler wie Stringing, können durch eine Kalibrierung der Retraction vermieden werden.
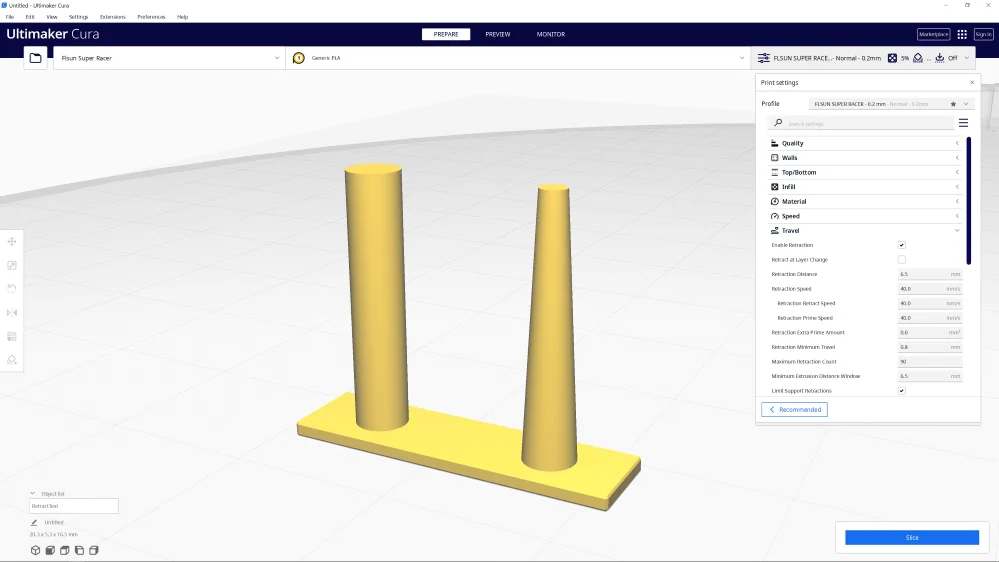
Stringing wird quasi auch zur Kalibrierung verwendet. Die meisten Kalibrierobjekte für die Retraction bestehen aus mindestens zwei Säulen zwischen denen Stringing entstehen kann. Das Kalibrierobjekt für die Retraction im Calibration Shapes Plugin ist besonders klein und effizient zu drucken. Passe die Einstellungen für die Retraction Distanz und die Geschwindigkeit in kleinen Schritten an und nähere dich so Schritt für Schritt dem optimalen Wert.
Fazit
Ein 3D Drucker kann nur gute Ergebnisse liefern wenn seine Einstellungen auf das jeweilige Filament abgestimmt sind. Durch diesen Artikel hast du gute Richtwerte für die Cura Einstellungen für deinen Elegoo Neptune 3 und kannst sie von da aus weiter optimieren.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
