
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Wie bei vielen anderen 3D Druckern auch, kann es schwierig sein die richtigen Cura Einstellungen für den Creality Sermoon V1 Pro zu finden. Oft gibt es sehr lange nach der Veröffentlichung neuer 3D Drucker keine passenden Standardprofile in Cura.
Die beste Methode um ein gutes Cura Profil für den Creality Sermoon V1 Pro zu erstellen ist es die Maschinenparameter aus dem Creality Slicer zu übernehmen, die Standard-Druckeinstellungen für das jeweilige Filament zu übernehmen und die wichtigsten Einstellungen zu kalibrieren.
In diesem Artikel teile ich mit dir die besten Cura Einstellungen für den Sermoon V1 Pro die bei mir zu perfekten Ergebnissen geführt haben. Ich zeige dir auch wie du das Profil richtig anlegst und wie du die wichtigsten Druckeinstellungen kalibrierst.
Vorab ist hier eine Tabelle, um alle Einstellungen auf einen Blick zu sehen:
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 195-200 °C | 240 °C | 215 °C | 225 °C |
| Druckbett Temperatur | 60 °C | 80 °C | 60 °C | 70 °C |
| Druckgeschwindigkeit | 50 mm/s | 50 mm/s | 40 mm/s | 50 mm/s |
| Retraction (Einzug) | 0,8 mm bei 25 mm/s | 0,8 mm bei 25 mm/s | 1,0 mm bei 25 mm/s | 0,8 mm bei 25 mm/s |
| Kühlung | 100% | 0% + geschlossene Haube | 100% | 100% |
Ein Profil für den Sermoon V1 Pro in Cura Erstellen
Ein 3D-Druckerprofil in Cura ist ein Satz von Druckeinstellungen, die auf einen bestimmten 3D-Drucker und ein bestimmtes Filament zugeschnitten sind. Der Zweck eines 3D-Druckerprofils ist es, dem Benutzer einen Ausgangspunkt für seine Drucke zu geben, damit er nicht jedes Mal, wenn er etwas drucken will, Zeit damit verbringen muss, alle Einstellungen zu kalibrieren.
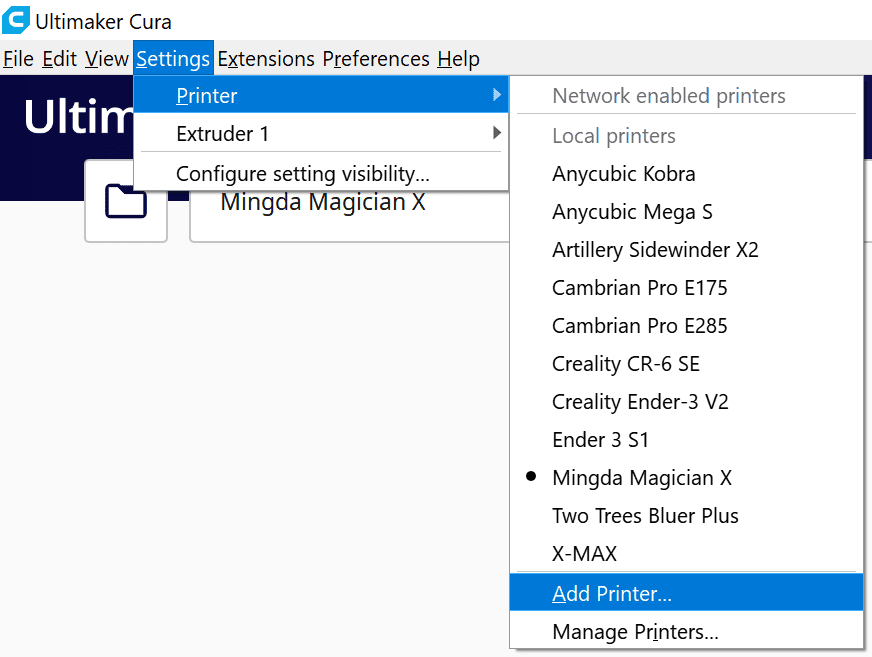
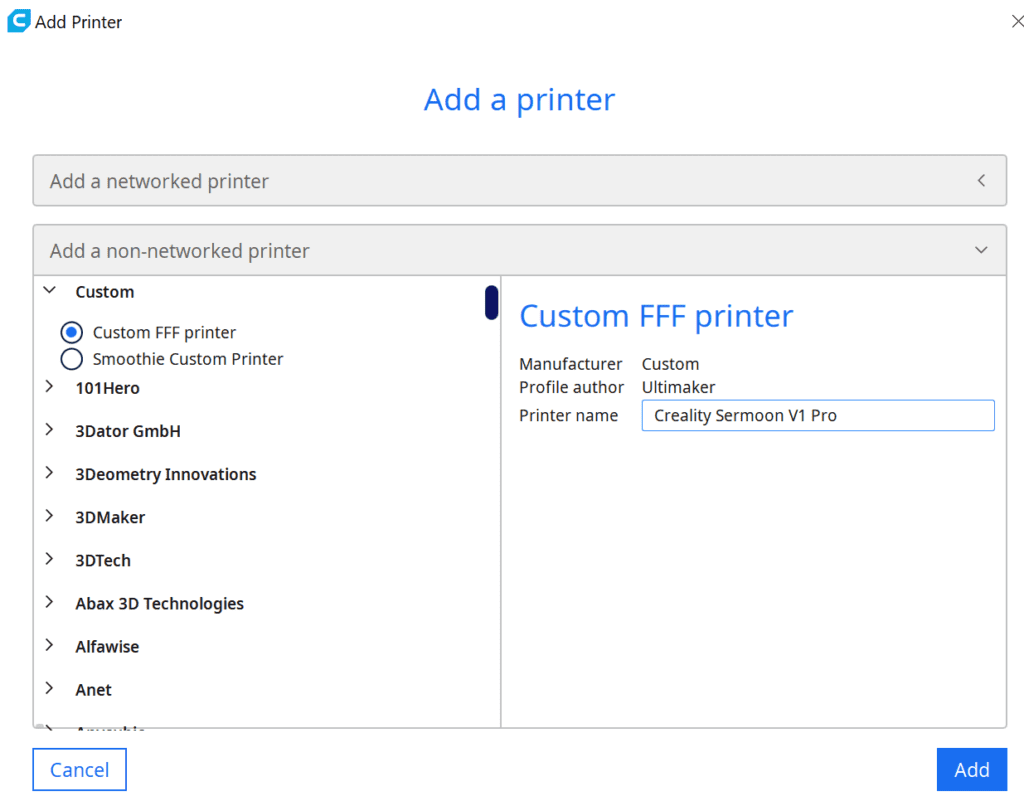
Um einen 3D-Drucker in Cura hinzuzufügen bzw. eine neues Profil für ihn anzulegen, gehst du auf „Einstellungen“ -> „Drucker“ -> „Drucker hinzufügen“. Es öffnet sich ein neues Fenster bei dem du im Drop-Down Menü „Custom FFF printer“ auswählst, den Namen „Creality Sermoon V1 Pro“ eingibst und auf „Hinzufügen“ klickst.
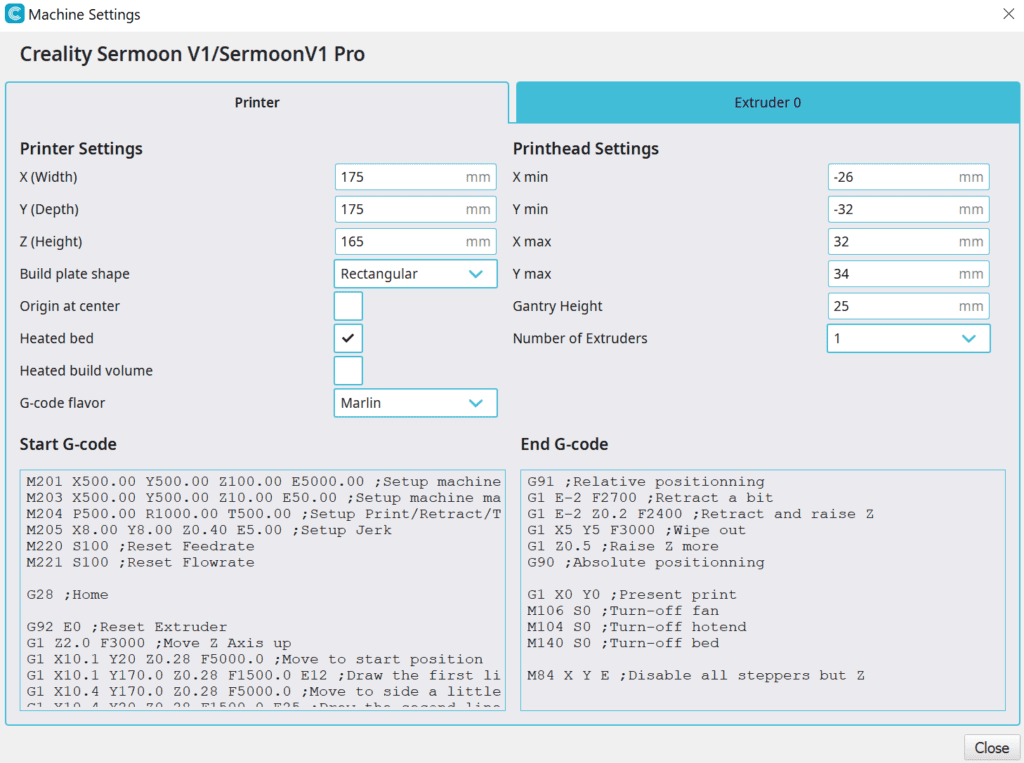
Es öffnen sich die Maschinenparameter mit den Druckereinstellungen. Hier gibst du folgende Werte an, um die Dimensionen und andere Hardware Eigenschaften zu definieren:
- Druckereinstellungen:
- X (Breite) = 175 mm
- Y (Tiefe) = 175 mm
- Z (Höhe) = 165 mm
- Druckbettform = Rectangular
- Ausgang in Mitte = Nein
- Heizbares Druckbett = Ja
- Druckraum aufgeheizt = Nein
- G-Code-Variante = Marlin
- Druckkopfeinstellungen:
- X min = -26 mm
- Y min = -32 mm
- X max = 32 mm
- Y max = 34 mm
- Anzahl Extruder = 1
- Höhe des Portals = 25 mm
- Extruder-Versatzwerte auf G-Code anwenden = Ja
- Start G-Code = Auf Standardwerten lassen
- Ende G-Code = Auf Standardwerten lassen
- Düseneinstellungen:
- Düsengröße = 0,4 mm
- Kompatibler Materialdurchmesser = 1,75 mm
- X-Versatz Düse = 0,0 mm
- Y-Versatz Düse = 0,0 mm
- Kühllüfter-Nr = 0
- G-Code Extruder-Start = Auf Standardwerten lassen
- G-Code Extruder-Ende = Auf Standardwerten lassen
Cura wird dann mehrere Druckeinstellungen (Profile) anlegen. Diese haben hauptsächlich unterschiedliche Schichthöhen. Der nächste Schritt besteht darin diese Einstellungen auf das jeweilige Filament und den 3D Drucker abzustimmen, da sie nur Standardwerte enthalten. Für einen guten Start sind aber nur wenige Einstellungen wichtig.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
Beim Drucken mit PLA gibt es ein paar Dinge zu beachten. PLA druckt am besten bei einer Temperatur zwischen 190 und 220 °C. Diese große Temperaturspanne wird durch den Drucker und das verwendete Filament weiter eingeschränkt.
Der Creality Sprite Extruder im Sermoon V1 Pro ist großartig für den Druck mit PLA. Er ist außerdem sehr effektiv, wodurch die Drucktemperaturen für jedes Filament meistens am unteren Ende der empfohlenen Temperaturspanne liegen.
Noch ein Tipp: Etwas was viele nicht beachten ist, dass du das gedruckte Objekt mindestens eine halbe Stunde lang abkühlen solltest (je nach Größe), bevor du es aus dem Drucker nimmst. Dann ist es viel einfacher das fertige Objekt vom Druckbett zu lösen und es besteht keine Gefahr, dass du versehentlich das Objekt verziehst.
Das hier sind die richtigen Cura Einstellungen für den Sermoon V1 Pro für PLA:
- Drucktemperatur: 195-200 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 0,8 mm bei 25 mm/s
- Kühlung: 100%
- Erste Schicht: 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Anmerkung: Die Retraction teilt sich immer auf in die Distanz die das Filament in die Nozzle zurückgezogen wird und die Geschwindigkeit mit der dies getan wird.
ABS Einstellungen auf einen Blick
Beim Drucken mit ABS gibt es ein paar Dinge zu beachten, um die besten Ergebnisse zu erzielen. Die Temperatur ist entscheidend – bei einer falschen oder inhomogenen Temperatur verzieht sich das ABS.
Ein 3D-Druckergehäuse ist beim 3D-Druck mit ABS nützlich, weil es hilft, eine gleichmäßige Temperatur zu halten. Wenn die Temperatur schwankt, kann sich das ABS verziehen.
Daher ist der Sermoon V1 Pro auch mit einem geschlossenen Gehäuse ausgestattet. Wenn du das Gehäuse während des Druck mit ABS schließt, bleibt die Umgebungstemperatur homogen. Dadurch wird sichergestellt, dass sich das ABS während des Drucks nicht verziehen oder Risse bilden kann.
Sehr wichtig ist auch, dass du die Gehäuse Lüftung und die Teile Lüftung während des Drucks deaktivierst. Sonst entstehen kalte Luftzüge – genau das, was du bei ABS vermeiden möchtest. Außerdem ist es ratsam das Gehäuse vor dem Druck auf eine gewisse Temperatur vorzuheizen indem du das Druckbett auf 80 °C für ungefähr 10 Minuten aufheizen lässt.
Das hier sind die richtigen Cura Einstellungen für den Sermoon V1 Pro für ABS:
- Drucktemperatur: 240 °C
- Druckbett Temperatur: 80 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 0,8 mm bei 25 mm/s
- Kühlung: 0% + geschlossenes Gehäuse
- Erste Schicht: 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
TPU Einstellungen auf einen Blick
Bowden-Extruder verwenden einen PTFE-Schlauch, um das Filament vom Extrudermotor bis zum heißen Ende zu befördern. Dies ermöglicht schnellere Druckgeschwindigkeiten und ein geringeres Gewicht des Druckkopfs, da sich der Großteil des Gewichts des Extruders an der Basis befindet.
Bei Extrudern mit Direktantrieb (wie beim Sprite Extruder des Sermoon V1 Pro) ist das Antriebsrad für das Filament direkt im Druckkopf befestigt. Dies ermöglicht eine präzisere Kontrolle über das Filament, macht den Druckkopf aber normalerweise schwerer, da das gesamte Gewicht des Extruders im Druckkopf liegt.
Dank des leichtgewichtigen Sprite Extruders ist dieser Nachteil aber beim Sermoon V1 Pro nicht gegeben. Der komplette Druckkopf wiegt teilweise weniger als so manche Bowden Extruder. Dadurch hast du beide Vorteile auf einmal.
Der größte Vorteil der hohen Kontrolle über das Filament bei einem Direct Drive Extruder ist, dass du damit flexible Filamente sehr gut drucken kannst. Bei Bowden Extrudern können sich flexible Filamente in dem Schlauch verheddern oder nachgeben, was zu einem unpräzisen Druck führt. Daher eignet sich der Sermoon V1 Pro perfekt für flexible Filamente wie TPU.
Das hier sind die richtigen Cura Einstellungen für den Sermoon V1 Pro für TPU:
- Drucktemperatur: 215 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 40 mm/s
- Einzug (Retraction): 1 mm bei 25 mm/s
- Kühlung: 100%
- Erste Schicht: 0% Kühlung, 150% Extrusionsbreite, 150% Schichthöhe
Noch ein Tipp: Die Druckbett Haftung von TPU auf dem Druckbett des Sermoon V1 Pro ist extrem gut. Wenn du den Druck komplett abkühlen lässt und dann versuchst das Objekt vom Druckbett zu lösen, wirst du wahrscheinlich Schwierigkeiten bekommen. Da TPU flexibel ist, bringt dir das biegbare Druckbett auch nichts beim Entnehmen des Objekts. Am besten ist es, wenn du das Druckbett auf 75 °C aufheizt und dann das Objekt entfernst.
PETG Einstellungen auf einen Blick
PETG lässt sich am besten bei etwa 220-250 Grad Celsius drucken. Wie bei den anderen Filamenten auch, befindet sich die ideale Temperatur für PETG beim Sermoon V1 Pro jedoch am unteren Ende dieser Spanne, bei etwa 225 °C.
PETG ist ein Filament, das beim 3D-Druck dazu neigt, Fäden zu ziehen, d.h. es können sich dünne Stränge zwischen den gedruckten Schichten bilden (= Stringing). Daher ist es hier besonders wichtig auf die richtigen Einstellungen für die Retraction zu achten. Später in diesem Artikel erfährst du wie du die Retraction richtig kalibrierst. Für den Start sind die unten angegebenen Werte für den Sermoon V1 Pro ein sehr guter Ausgangspunkt.
Da PETG allgemein so stark zu Stringing neigt eignet sich dieses Filament besonders für solche Objekte bei denen es wenig Details gibt, um zu wenig Retraction Bewegungen wie möglich vollführen zu müssen. Daher ist es ideal geeignet für nicht-dekorative Objekte bei denen etwas Stringing hier und da nicht weiter schlimm ist.
Das hier sind die richtigen Cura Einstellungen für den Sermoon V1 Pro für PETG :
- Drucktemperatur: 225 °C
- Druckbett Temperatur: 70 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 0,8 mm bei 25 mm/s
- Kühlung: 100%
- Erste Schicht: 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Sermoon V1 Pro Profil aus dem Creality Slicer in Cura Importieren
Der Creality Slicer ist genauso wie Cura ein Softwareprogramm, mit dem 3D-Modelle für den Druck in Schichten zerlegt werden können. Im Prinzip ist der Creality Slicer ein Cura Klon und teilt sich neben der ähnlichen Benutzeroberfläche auch die meisten der Einstellungen.
Trotzdem gibt einige Unterschiede zwischen Creality Slicer und Cura. Cura bietet mehr Anpassungsmöglichkeiten und hat neuere Updates, während Creality Slicer benutzerfreundlicher ist und früher Druckerprofile hat.
Auch für den Sermoon V1 Pro gibt es ein vorgefertigtes Standardprofil das du ganz einfach nach Cura übertragen kannst. Du findest das Profil genauso wie bei Cura und kannst die einzelnen Einstellungen einfach kopieren und in ein neu erstelltes “Custom FFF Printer” Profil in Cura einfügen.
Beste Cura Einstellungen für den Creality Sermoon V1 Pro
Nachdem du nun schon die besten Einstellungen für die einzelnen Filamente gesehen hast, gehen wir nun auf die einzelnen Druckeinstellungen im Detail ein. Es ist nämlich oft so, dass sich die Einstellungen auch zwischen zwei 3D Druckern desselben Typs unterscheiden können. Damit du sie richtig anpassen kannst, ist es wichtig die einzelnen Einstellungen zu verstehen.
Drucktemperatur
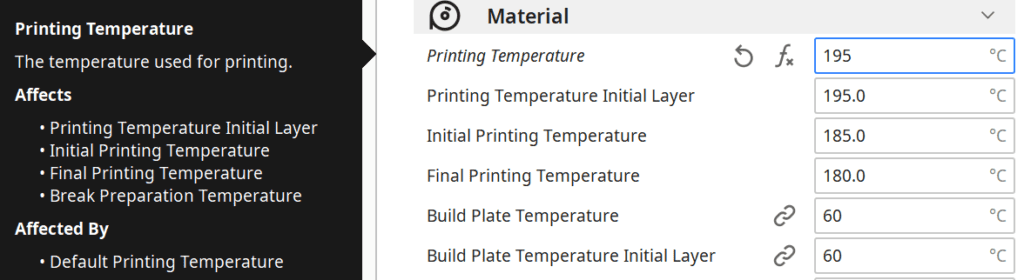
Der Extruder des Sermoon V1 Pro kann Temperaturen von bis zu 250 °C erreichen und ist damit perfekt für eine Vielzahl von Filamenten geeignet. Egal, ob du PLA, ABS oder etwas ganz anderes verwendest, der Sermoon V1 Pro wird damit fertig.
Der Sprite Extruder heizt das Filament schnell auf und ist sehr effektiv. Dadurch liegen die empfohlenen Drucktemperaturen meistens im unteren Bereich der von den Filament Herstellern empfohlenen Temperaturbereiche.
Bei PLA ist die kälteste Temperatur, bei der ich noch gute Ergebnisse erzielt habe, 190°C, die heißeste 200 °C. Bei ABS ist 240 °C eine gute Allround-Temperatur. Wenn du Probleme mit Verformungen hast, kannst du versuchen, die Temperatur zu leicht zu erhöhen. Die anderen Filamente ergaben bei den unten angegebenen Temperaturen auf Anhieb gute Ergebnisse!
Die besten Drucktemperaturen für den Sermoon V1 Pro in Cura:
- PLA: 195-200 °C
- ABS: 240 °C
- TPU: 215 °C
- PETG: 225 °C
Druckbett Temperatur
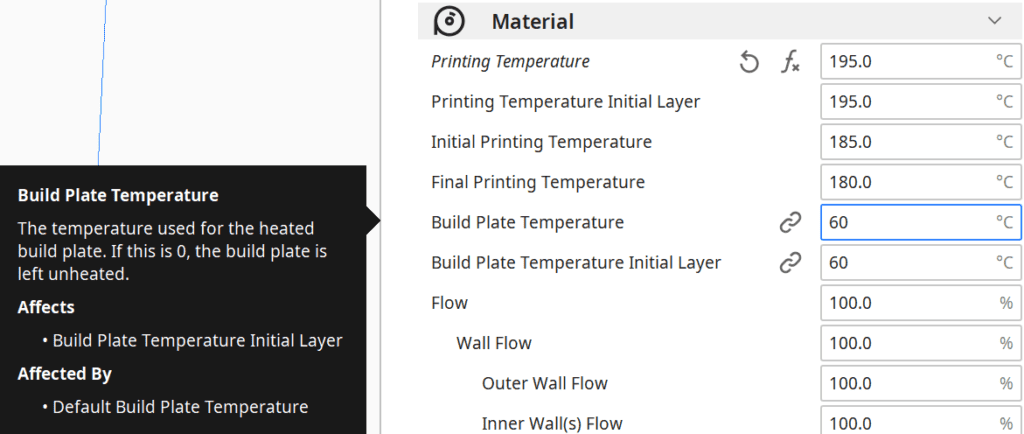
Wenn die Druckbett Temperatur nicht richtig eingestellt ist, kann es sein, dass das Filament nicht am Druckbett haftet. Wenn das Filament nicht am Druckbett haftet, kann es dazu führen, dass sich der Druck teilweise löst oder sich sogar ganz vom Druckbett löst.
Das Druckbett des Sermoon V1 Pro kann Temperaturen von bis zu 80 °C erreichen. Mit dieser Temperaturspanne kannst du alle gängigen Standard Filamente drucken. Da die Haftung bei diesem Druckbett extrem gut ist, hast du bei der Temperatureinstellung viel Spielraum. Manchmal, wie bei TPU zum Beispiel, kann die Haftung auf diesem Druckbett sogar zu hoch sein.
Normalerweise komme ich bei den meisten 3D Druckern nicht ohne Magigoo aus -besonders bei filigranen ersten Schichten. Beim Sermoon V1 Pro musste ich die Haftung tatsächlich jedoch kein einziges Mal künstlich erhöhen.
Die besten Druckbett Temperaturen für den Sermoon V1 Pro in Cura:
- PLA: 60 °C
- ABS: 80 °C
- TPU: 60 °C
- PETG: 70 °C
Druckgeschwindigkeit
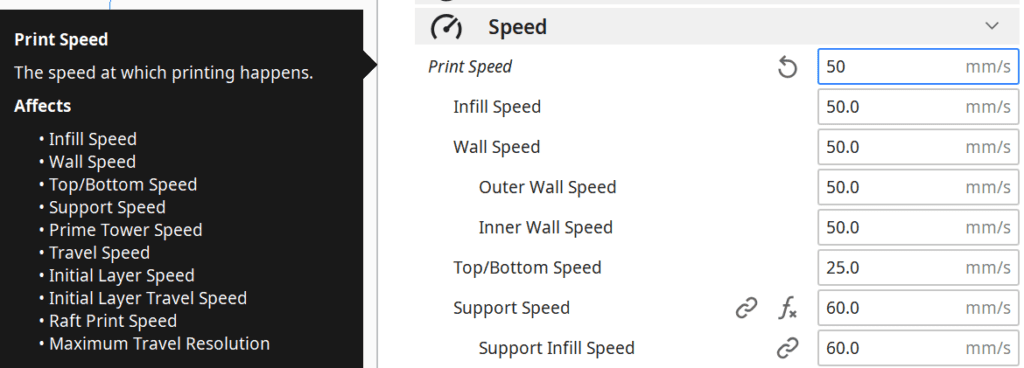
Eine falsch eingestellte Druckgeschwindigkeit kann dem Endergebnis des 3D-Drucks großen Schaden zufügen. Wenn die Geschwindigkeit zu schnell eingestellt ist, hat der Drucker nicht genug Zeit, den Kunststoff richtig zu verschmelzen, was zu einem schwachen und instabilen Druck führt. Wenn die Geschwindigkeit zu langsam eingestellt ist, verschwendet der Drucker Zeit.
Die Einstellung „Druckgeschwindigkeit“ in Cura steuert die Vorschubgeschwindigkeit des Filaments beim Drucken. Die Standardeinstellung ist 50 mm/s, aber du kannst sie erhöhen, damit deine Drucke schneller werden. Dabei verringert sich jedoch die Qualität.
Beim Sermoon V1 Pro haben sich 50 mm/s bewährt – ein guter Kompromiss aus Geschwindigkeit und Qualität. Nur bei TPU sollte die Geschwindigkeit etwas reduziert werden, damit das flexible Filament genug Zeit hat auf die Bewegungen zu reagieren.
Die beste Druckgeschwindigkeit für den Sermoon V1 Pro in Cura:
- PLA: 50 mm/s
- ABS: 50 mm/s
- TPU: 40 mm/s
- PETG: 50 mm/s
Schichtdicke
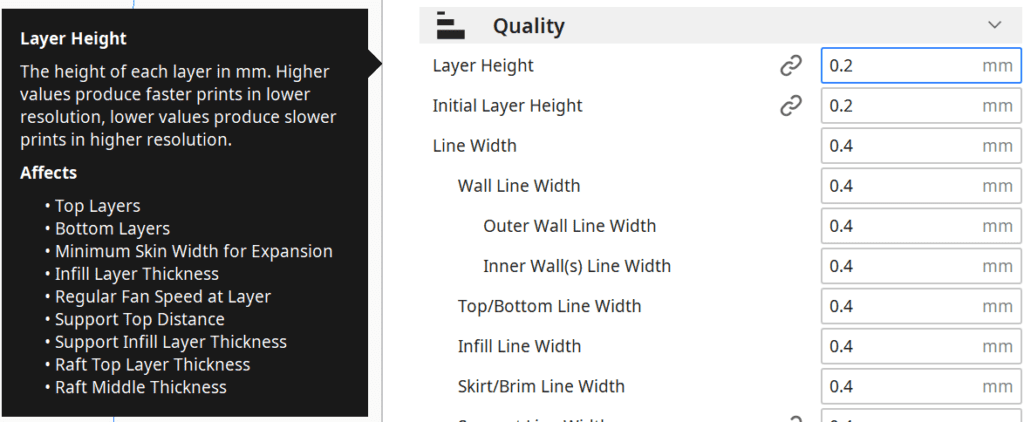
Die Schichthöhe ist eine der wichtigsten Einstellungen, wenn es um den 3D-Druck geht. Sie bestimmt, wie dick die einzelnen Schichten deines Drucks sein werden. Dickere Schichten ergeben einen groben und schnellen Druck. Dünnere Schichten ergeben eine glattere Oberfläche, der Druck dauert aber dafür länger.
Der Sermoon V1 Pro kann Schichten drucken, die zwischen 0,1 mm und 0,4 mm dick sind. Ich habe mit ihm aber auch schon erfolgreich mit einer Schichtdicke von 0,06 mm gedruckt.
Im Allgemeinen eignen sich Schichthöhen von 0,15 mm oder dünner gut für den 3D-Druck von dekorativen Objekten. Die Schichtdicke ist ein wichtiger Faktor beim 3D-Druck, da sie sich auf die Qualität und Stärke des fertigen Produkts auswirkt. Für Objekte die am Ende stabil werden sollen, sind Schichtdicken von 0,2 oder dicker ratsam.
Die besten Schichtdicken für den Sermoon V1 Pro in Cura:
- Dekorative Objekte: 0,08-0,12 mm
- Standard: 0,16-0,20 mm
- Grobe, schnelle Drucke: 0,24-0,28 mm
Flussrate
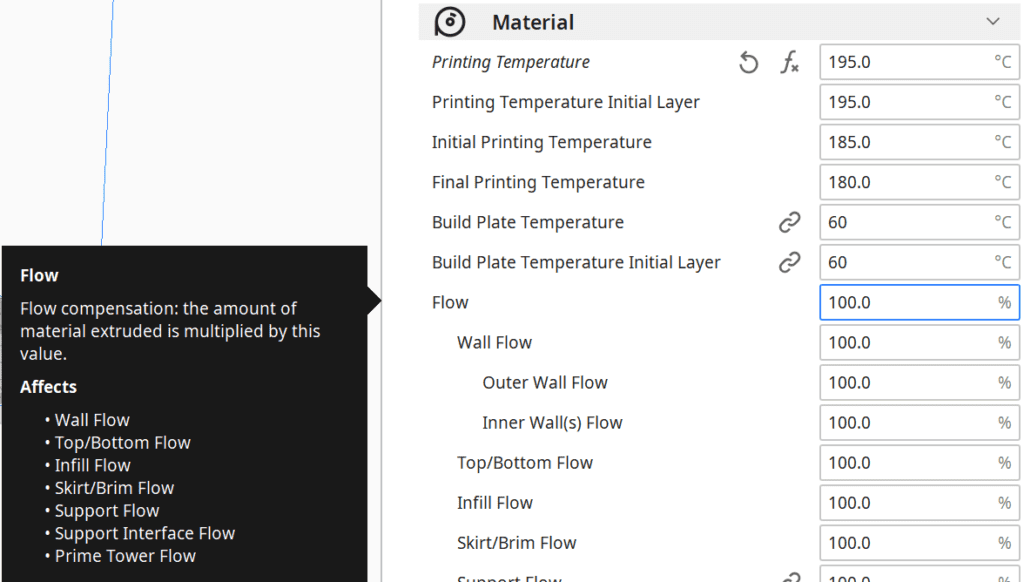
Eine falsch eingestellte Flussrate beim 3D-Druck kann die Form des gedruckten Objekts verzerren und andere Probleme beim Druck verursachen. Wenn die Flussrate zu hoch eingestellt ist, wird das Filament zu schnell extrudiert und kann Blasen im Druck verursachen. Dies kann auch dazu führen, dass das Filament durchhängt oder herunterfällt.
Besonders für Objekte bei denen die dimensionalen Genauigkeiten wichtig sind, ist eine falsche Flussrate unvorteilhaft. Die falsch eingestellt Flussrate führt dazu, dass eine Linie dicker oder dünner ist als du sie eingestellt hast.
Eine höhere Flussrate kann aber auch zu einer besseren Druckbett Haftung führen. Die Linien werden breiter und können eine bessere Verbindung mit dem Druckbett eingeben. Solltest du also eine schlechte Druckbett Haftung haben, was ich beim Sermoon V1 Pro jedoch bezweifle, kannst du versuchen die Flussrate für die erste Schicht zu erhöhen.
Die beste Flussrate für den Sermoon V1 Pro in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Einzug (Retraction)

Eine falsch eingestellte Retraction kann dem 3D-Druckergebnis großen Schaden zufügen – der häufigste Fehler dabei ist Stringing. Wenn der Einzugsabstand oder die Einzugsgeschwindigkeit falsch eingestellt ist, können diverse Fehler entstehen.
Die Retraction wird verwendet, um das Filament in die Extruderdüse zurückzuziehen, wenn es nicht verwendet wird, also zwischen zwei Druckbewegungen. Dadurch wird verhindert, dass das Filament aus der Düse austritt und Fäden auf dem Druck entstehen.
Beim Sprite Extruder des Sermoon V1 Pro brauchst du nur relativ geringe Strecken für die Retraction eingeben. Wenn die Strecke zu groß wird könnte es sein, dass Löcher oder Risse entstehen. Auch ist die Geschwindigkeit relativ zu anderen Extrudern sehr klein.
Da besonders die Retraction stark vom jeweiligen Extruder abhängig ist und diese sich auch von Modell zu Modell etwas unterscheiden können, ist es sehr wichtig diesen Wert zu kalibrieren. Wie du dies tust, erfährst du weiter unten im Artikel.
Die besten Einstellungen für den Einzug (Retraction) für den Sermoon V1 Pro in Cura:
- PLA: 0,8 mm bei 25 mm/s
- ABS: 0,8 mm bei 25 mm/s
- TPU: 1 mm bei 25 mm/s
- PETG: 0,8 mm bei 25 mm/s
Infill
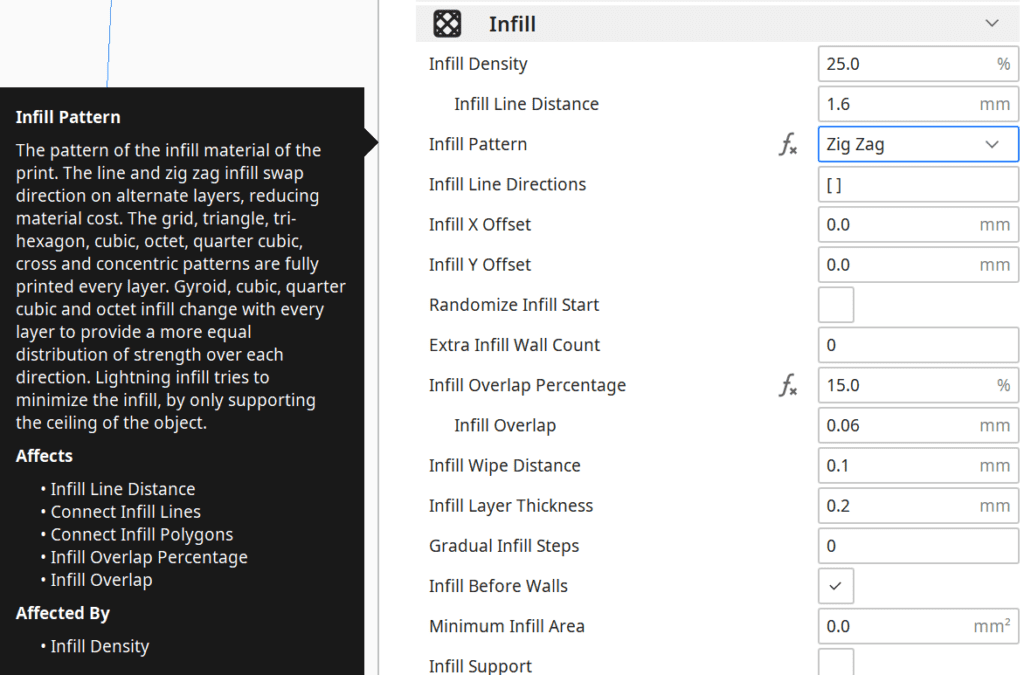
Wenn der Infill-Prozentsatz zu niedrig eingestellt ist, wird das Objekt schwach und bricht wahrscheinlicher. Wenn die Dichte zu hoch eingestellt ist, wird das Objekt schwer und braucht lange zum Drucken. Die richtige Balance ist also wichtig um ein Objekt zu drucken das stabil genug für den Anwendungszweck ist, aber nicht zu viel Zeit und Filament beim Drucken verbraucht.
Es gibt zwei Möglichkeiten, die Festigkeit und das Gewicht eines mit einem 3D-Drucker gedruckten Objekts zu steuern: Füllmuster und Fülldichte. Das Infill-Muster bestimmt, wie das Innere des Objekts mit Filament gefüllt wird. Es gibt verschiedene Muster, die verwendet werden können:
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Wenn es darum geht, die richtige Fülldichte für den 3D-Druck zu wählen, gibt es einige Dinge zu beachten. Der erste ist der Verwendungszweck des Objekts. Wenn das Objekt stark und haltbar sein muss, wird eine höhere Fülldichte empfohlen. Wenn das Objekt jedoch leicht oder dekorativ ist, kann eine geringere Fülldichte sinnvoll sein.
Die beste Infill Dichte für den Sermoon V1 Pro in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Erste Schicht
Die erste Schicht eines 3D-Drucks ist entscheidend für das Gesamtergebnis des Drucks. Wenn die erste Schicht nicht richtig aufgebaut ist, wird der gesamte Druck wahrscheinlich nicht erfolgreich sein. Besonders die Druckbett Haftung ist entscheidend. Daher gibt es ein paar Einstellungen die je nach Druckbett Haftung angepasst werden können.
Ich gehe nicht davon aus, dass du Probleme mit der Druckbett Haftung beim Sermoon V1 Pro haben wirst da das Druckbett eine nahezu perfekte Druckbett Haftung aufweist. Falls du jedoch trotzdem Probleme haben solltest, kannst du erst versuchen die unten angegebenen Einstellungen auszuprobieren, die alle darauf abzielen die Zeit die das Filament zum Abkühlen hat vergrößern. Je länger das Filament auf dem Druckbett heiß und flüssig bleibt, desto besser kann es eine Verbindung dazu aufbauen.
Falls du dann immer noch Probleme mit der Druckbett Haftung hast, kann ich dir sehr Magigoo empfehlen. Dies ist mein Go-To Kleber für den 3D Druck für alle Filament Arten.
Das sind die besten Cura Einstellungen für die erste Schicht beim Sermoon V1 Pro:
- Schichtdicke: 100-200% der normalen Schichtdicke (höhere Werte, um Druckbett Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s)
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett Haftung)
Cura Einstellungen Kalibrieren für den Sermoon V1 Pro
Die Kalibrierung eines 3D-Druckers ist wichtig, weil sie sicherstellt, dass der Drucker korrekt und konsistent druckt. Wenn der Drucker nicht kalibriert ist, kann er Drucke produzieren, die ungenau sind oder Unstimmigkeiten in den Abmessungen aufweisen. Das kann zu Problemen mit dem Endprodukt führen und für die Nutzer/innen frustrierend sein.
Es gibt ein paar wichtige Einstellungen, die kalibriert werden müssen, um mit einem 3D-Drucker genaue Drucke zu erstellen: die Drucktemperatur, die Flussrate und der Einzug (= Retraction). Jede dieser Einstellungen wirkt sich auf die Qualität und Genauigkeit des Drucks aus. Wenn sie nicht richtig kalibriert sind, können die Drucke ungenau sein oder ungleiche Abmessungen haben.
Auch wenn du in diesem Artikel sehr gute Startwerte für diese Einstellungen findest, solltest du sie kalibrieren, da sie sich auch unter verschiedenen Druckern des gleichen Typs leicht unterscheiden können.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Drucktemperatur Kalibrieren
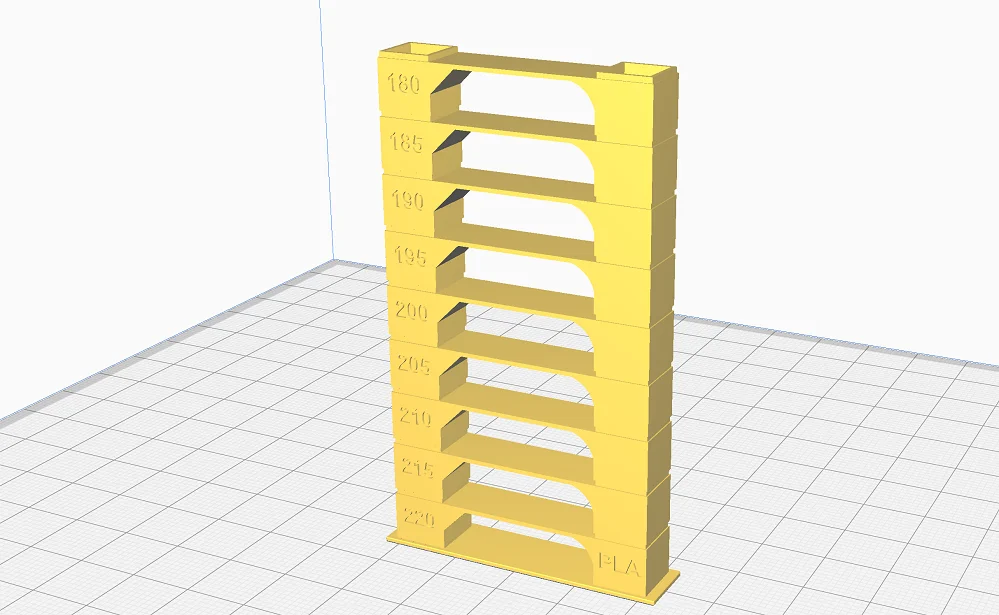

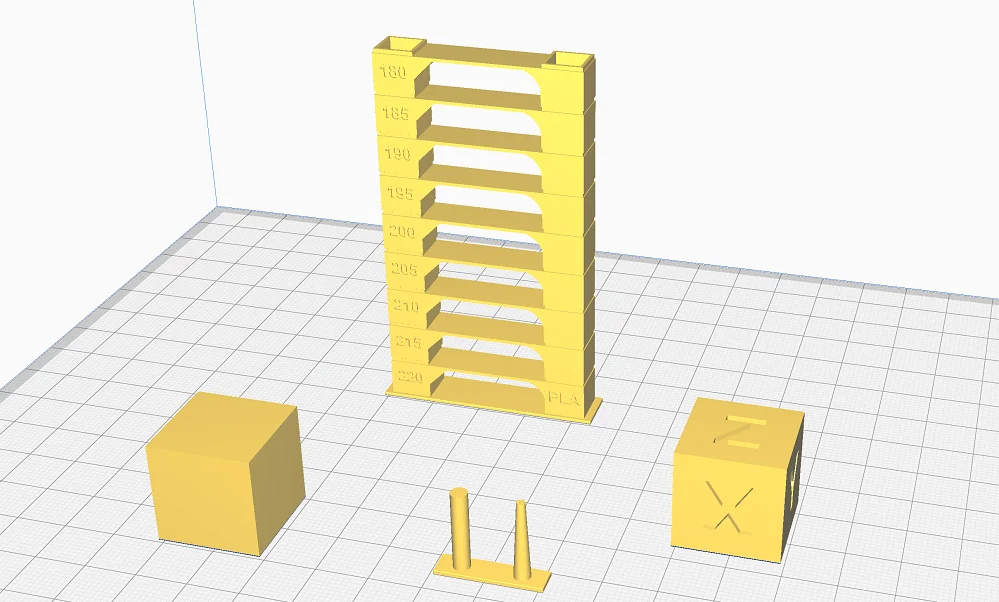
Für die Kalibrierung verwende ich am liebsten das Calibration Shapes Plugin in Cura. Du kannst dir aber auch passende Kalibrierobjekte auf Portalen wie Thingiverse herunterladen.
Für die Drucktemperatur eignet sich ein Temperatur Turm am besten. Dieser Turm wird mit verschiedenen Temperaturen so gedruckt, dass du am Ende die richtige Temperatur anhand der Etagen ablesen kannst. Du kannst die richtige Temperatur also nach nur einem Druck finden.
Flussrate Kalibrieren
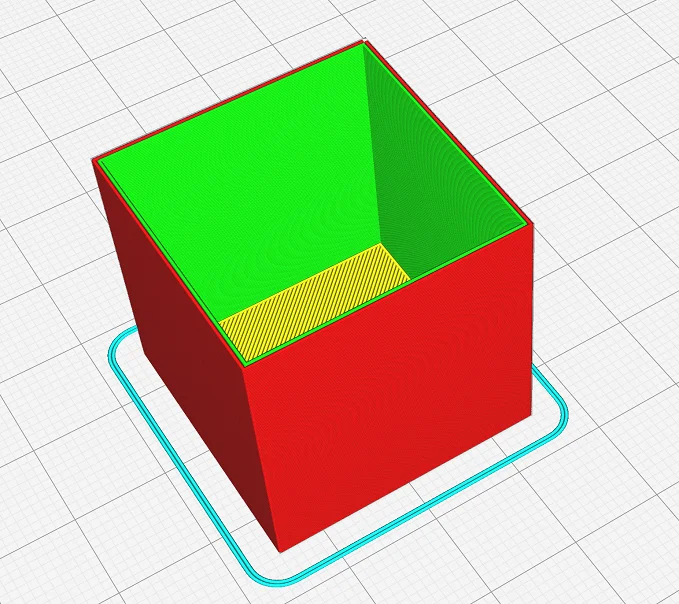
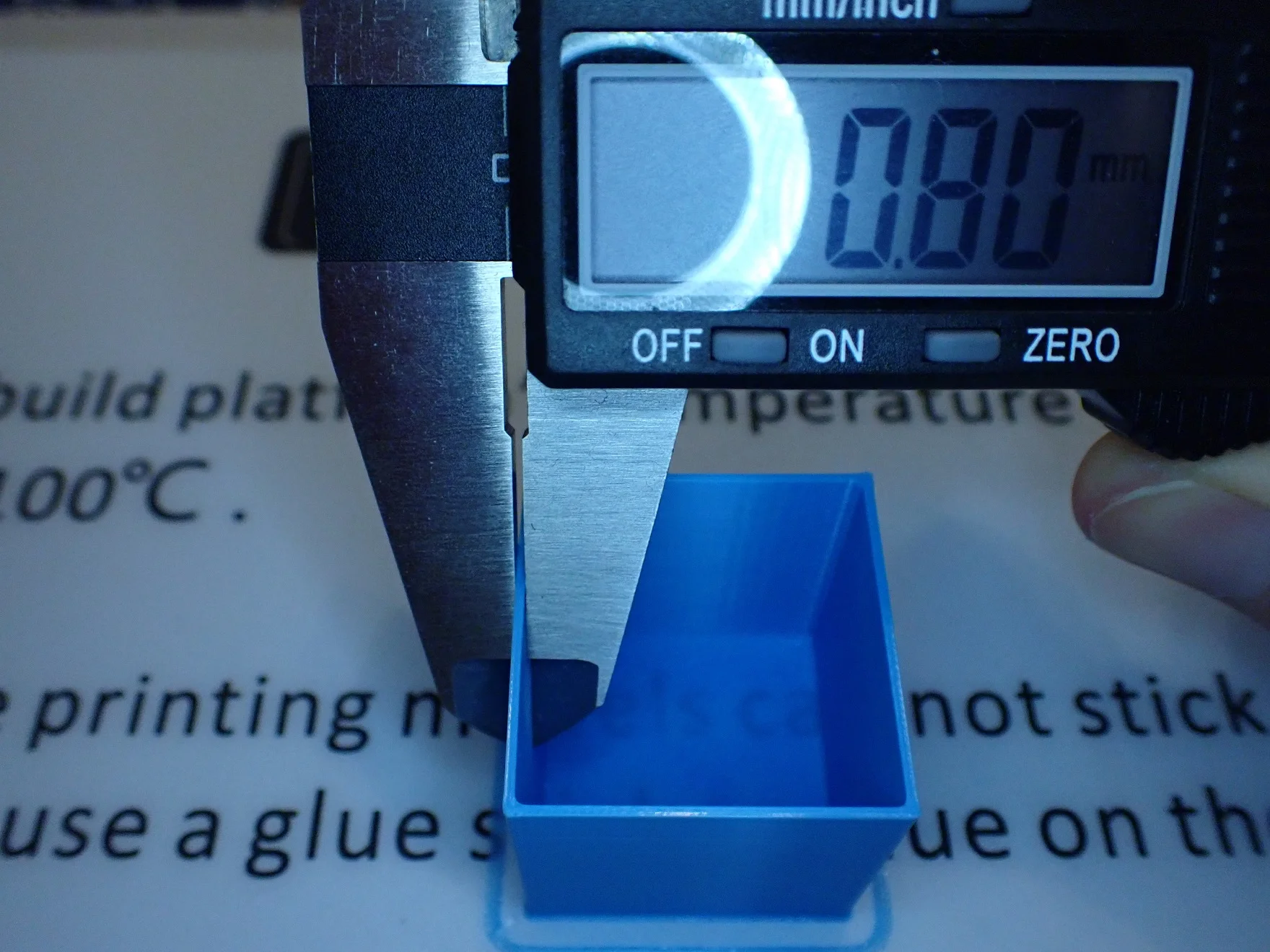
Das Objekt mit dem du die Flussrate kalibrieren kannst ist noch einfacher zu drucken als der Temperatur Turm. Es ist im Prinzip nur ein Kalibrierwürfel ohne Deckel und ohne Infill. Stelle in den Druckeinstellungen eine bestimmte Anzahl an Wänden ein, damit du die Wandstärke nach dem Druck messen kannst.
Wenn die Wandstärke höher ist als der theoretische Wert aus dem Slicer, ist die Flussrate zu hoch, das gegenteilige gilt wenn du eine zu geringe Wandstärke misst. Passe die Flussrate dann jeweils leicht an, ich rate dir zu 1%-Schritten, drucke den Würfel erneut und überprüfe das Ergebnis ein weiteres Mal.
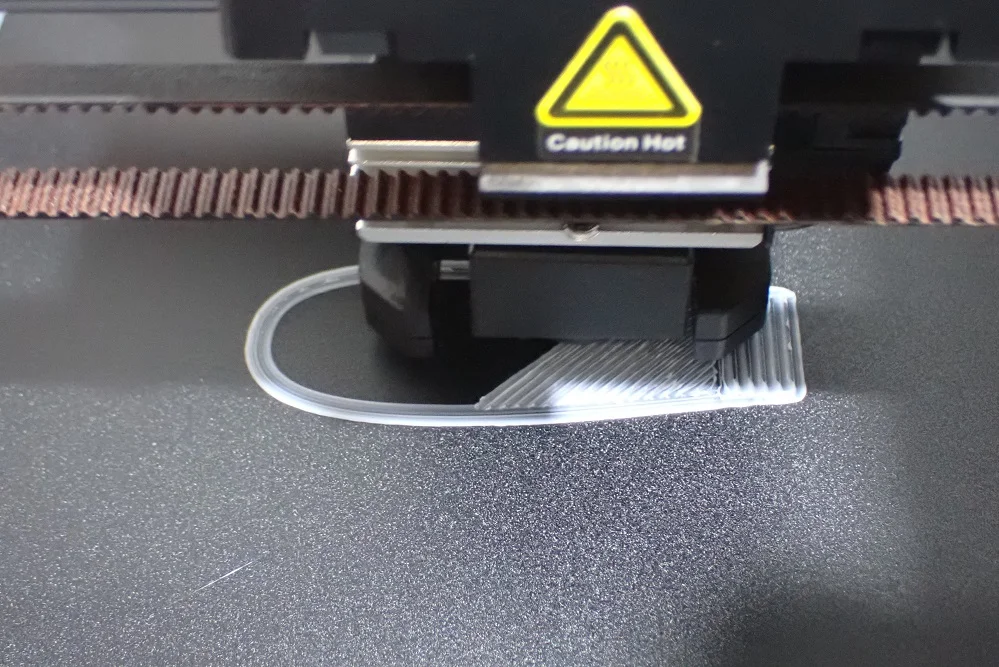
Einzug Kalibrieren
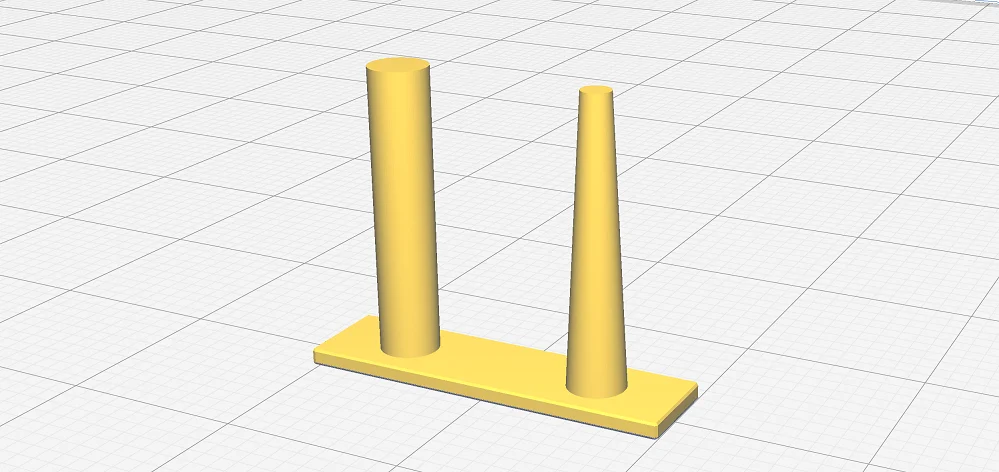
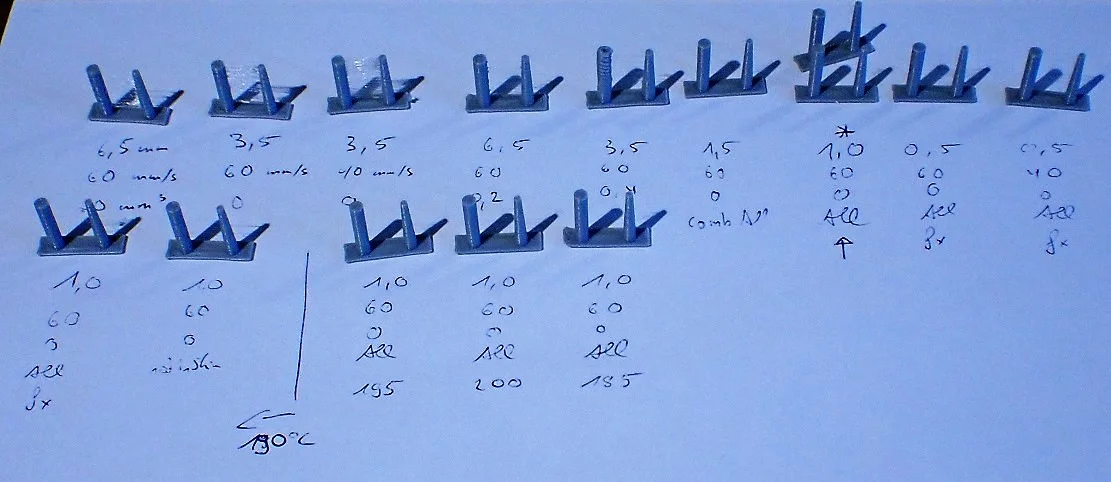
Das Objekt im Calibration Shapes Plugin in Cura mit dem die du die Retraction kalibrieren kannst, besteht im Prinzip nur aus zwei kleinen Säulen die innerhalb von wenigen Minuten gedruckt sind.
Ist die Retraction nicht korrekt eingestellt, wirst du dies offensichtlich sehen, da sich die charakteristischen Fäden zwischen den beiden Säulen gebildet haben. Passe die Retraction Distanz und die Geschwindigkeit in kleinen Schritten an, bist du kein Stringing mehr erkennen kannst.
Fazit
Mit den Cura Einstellungen für den Creality Sermoon V1 Pro in diesem Artikel hast du einen sehr guten Startpunkt für perfekte 3D Drucke.
Nachdem du dazu noch die Drucktemperatur, die Flussrate und die Retraction kalibriert hast, solltest du in der Lage sein, mit deinem 3D-Drucker genaue Drucke zu erstellen. Jede dieser Einstellungen wirkt sich auf die Qualität und Genauigkeit des Drucks aus, deshalb ist es wichtig, diese 3 Werte zu kalibrieren.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
