
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Artillery Sidewinder X4 Plus kann perfekte Druckergebnisse liefern. Um diese jedoch konstant zu erzielen, sind die richtigen Slicer-Einstellungen entscheidend. Ohne sie bleibt das wahre Potenzial des Druckers ungenutzt und Druckfehler bleiben eine konstante Plage.
In diesem Artikel teile ich meine optimierten Cura-Einstellungen, um dir eine starke Ausgangsbasis für exzellente Druckqualität zu bieten. Diese Einstellungen helfen dir, das Beste aus deinem Sidewinder X4 Plus herauszuholen, unabhängig vom verwendeten Material.
Beachte, dass perfekte Ergebnisse eine sorgfältige Kalibrierung voraussetzen. Für detailliertere Anleitungen zur Kalibrierung, schau dir meinen Kalibrier-Guide oder den 3D-Druck-Kurs an, um dein Wissen zu vertiefen und die Qualität deiner Drucke zu maximieren.

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
| PLA | ABS | TPU | PETG | |
| Drucktemperatur | 215 °C | 245 °C | 215 °C | 230 °C |
| Druckbett-Temperatur | 60 °C | 95 °C | 60 °C | 80 °C |
| Geschwindigkeit | 300 mm/s | 300 mm/s | 50-100 mm/s | 200 mm/s |
| Retraction | 1,5 mm mit 20 mm/s | 1,5 mm mit 20 mm/s | 1,8 mm mit 25 mm/s | 1,7 mm mit 20 mm/s |
| Kühlung | 100 % | 50 % | 100 % | 50 % |
Table of Contents:
So erstellst du ein Cura Profil für den Artillery Sidewinder X4 Plus
Ein Cura-Profil setzt sich zusammen aus Maschineneinstellungen und Druckeinstellungen. Die Maschineneinstellungen beziehen sich auf die Hardware-Spezifikationen deines 3D-Druckers, wie die Größe des Druckbetts, den Düsendurchmesser und den Typ des Extruders. Druckeinstellungen hingegen betreffen die Variablen des Druckprozesses selbst, darunter die Drucktemperatur, die Dicke der Schichten, die Geschwindigkeit des Drucks und die Unterstützungsstrukturen.
Zuerst sind die Maschineneinstellungen zu definieren, wofür ein leeres Profil als Grundlage dient.
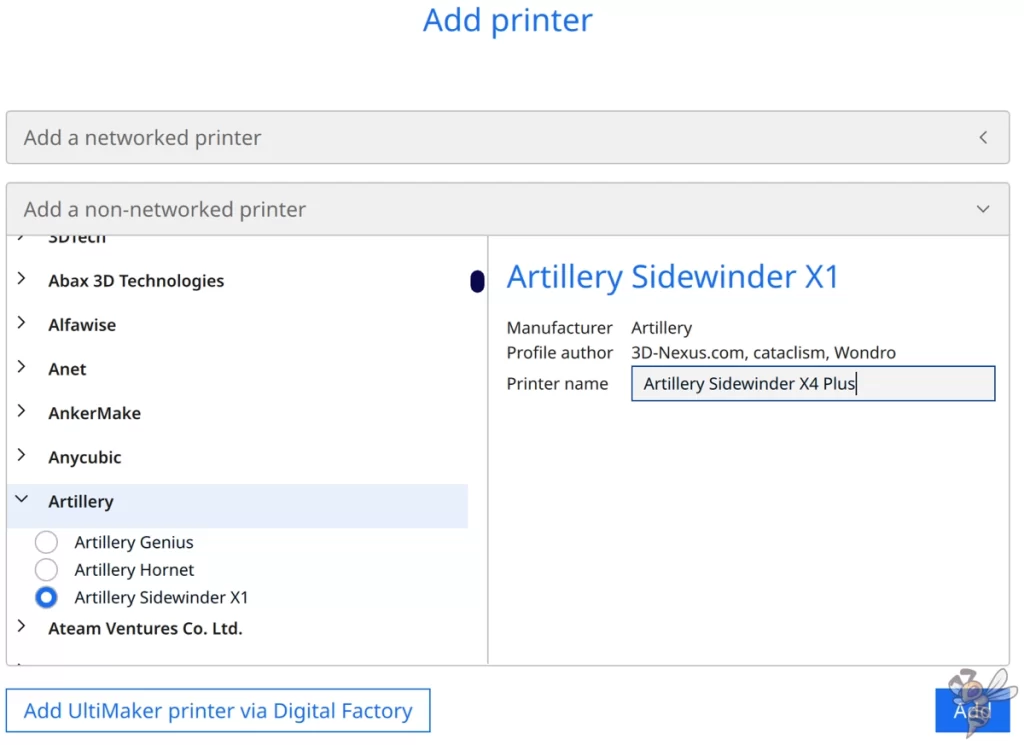
Einen 3D-Drucker fügst du in Cura hinzu, indem du auf ‚Einstellungen‘ gehst, ‚Drucker‘ auswählst und ‚Drucker hinzufügen‘ anklickst. Danach auf ‚Nicht-vernetzter Drucker‘ und ‚Custom‘ sowie ‚Custom FFF printer‘ klicken. Trage den Namen deines Druckers ein und bestätige mit ‘Hinzufügen’.
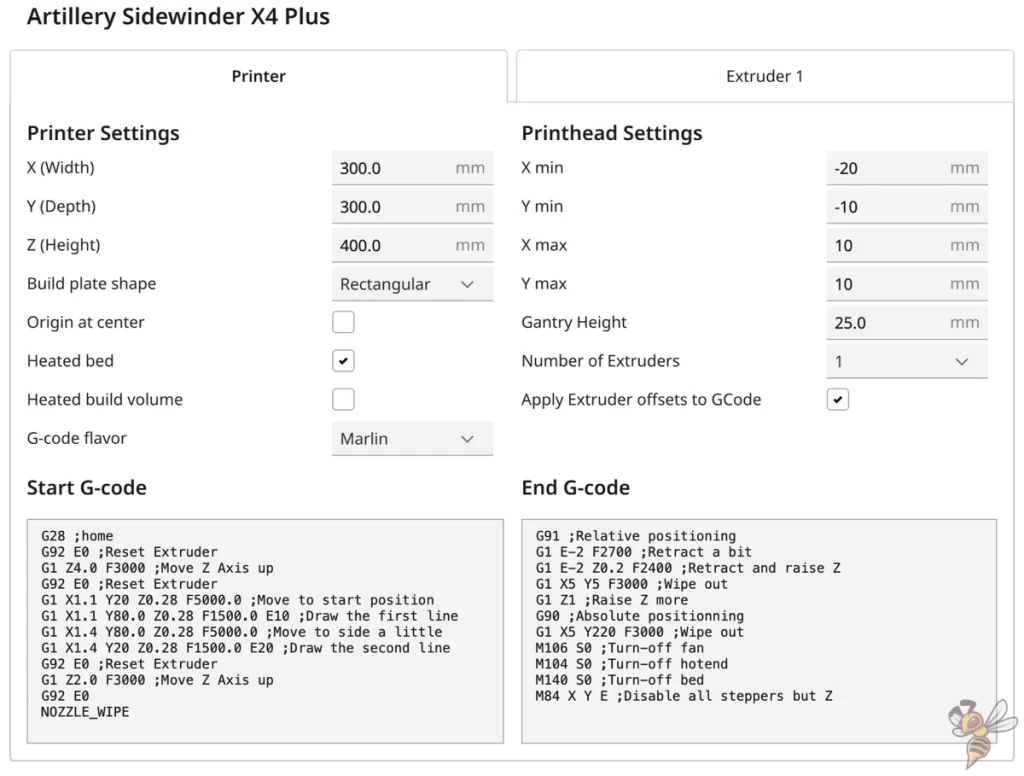
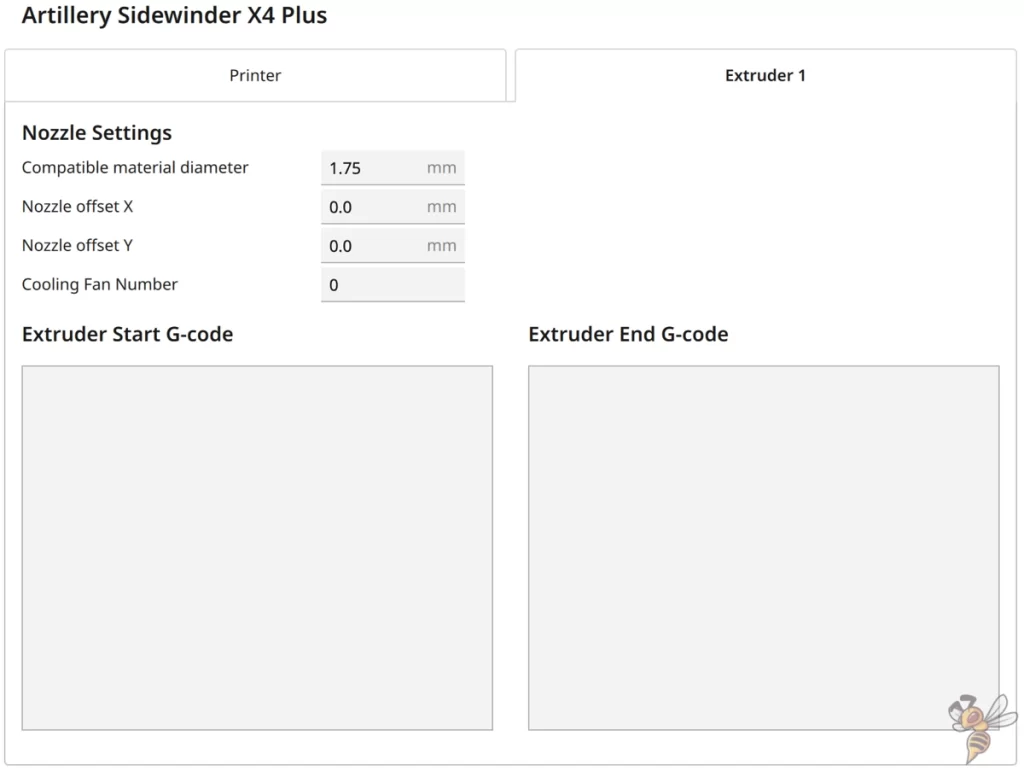
Im oben gezeigten Screenshot siehst du die Maschineneinstellungen. Um diese leichter nutzen zu können, sind die G-Code-Schnipsel im Folgenden noch einmal separat aufgeführt:
Start G-Code:
- G28 ;home
- G92 E0 ;Reset Extruder
- G1 Z4.0 F3000 ;Move Z Axis up
- G92 E0 ;Reset Extruder
- G1 X1.1 Y20 Z0.28 F5000.0 ;Move to start position
- G1 X1.1 Y80.0 Z0.28 F1500.0 E10 ;Draw the first line
- G1 X1.4 Y80.0 Z0.28 F5000.0 ;Move to side a little
- G1 X1.4 Y20 Z0.28 F1500.0 E20 ;Draw the second line
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
- G92 E0
- NOZZLE_WIPE
End G-Code:
- G91 ;Relative positioning
- G1 E-2 F2700 ;Retract a bit
- G1 E-2 Z0.2 F2400 ;Retract and raise Z
- G1 X5 Y5 F3000 ;Wipe out
- G1 Z1 ;Raise Z more
- G90 ;Absolute positionning
- G1 X5 Y220 F3000 ;Wipe out
- M106 S0 ;Turn-off fan
- M104 S0 ;Turn-off hotend
- M140 S0 ;Turn-off bed
- M84 X Y E ;Disable all steppers but Z
Nachdem du das Maschinenprofil eingerichtet hast, ist es an der Zeit, die Druckeinstellungen anzupassen. Diese sind ausschlaggebend, um die bestmögliche Druckqualität zu erreichen und müssen auf das Material und den spezifischen Einsatz abgestimmt werden.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Der Artillery Sidewinder X4 Plus kann PLA Filament mit bemerkenswerter Präzision und geringem Kalibrierungsaufwand verarbeiten. Dies macht ihn zu einem idealen 3D-Drucker für alle, die schnell und unkompliziert mit dem Drucken beginnen möchten.
Das hier sind die korrekten Cura Einstellungen für den Druck von PLA Filament mit dem Artillery Sidewinder X4 Plus:
- Drucktemperatur: 215 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 300 mm/s
- Retraction: 1,5 mm mit 20 mm/s
- Kühlung: 100 %
PLA ist aufgrund seiner einfachen Handhabung und der geringen Neigung zu Warping eines der beliebtesten Druckmaterialien. Der Artillery Sidewinder X4 Plus meistert das Drucken von PLA mit Leichtigkeit, was ihn zu einer hervorragenden Wahl für sowohl Einsteiger als auch erfahrene Anwender macht.
Zwei wesentliche Faktoren für optimale PLA-Drucke sind die Drucktemperatur und die Retraktion. Die genannten Einstellungen bieten eine solide Grundlage, wobei individuelle Anpassungen je nach PLA-Marke erforderlich sein können.
Die PEI-Druckbettoberfläche des Artillery Sidewinder X4 Plus sorgt für ausgezeichnete Haftung von PLA, was die Notwendigkeit einer umfangreichen Optimierung der Druckbett-Temperatur oder Haftungsverbesserer minimiert.
Weiter unten in diesem Artikel gehe ich darauf ein, wie du deine Einstellungen durch Kalibrierung feinjustieren kannst, um auch mit unterschiedlichen PLA-Sorten bestmögliche Ergebnisse zu erzielen.
ABS Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von ABS Filament mit dem Artillery Sidewinder X4 Plus:
- Drucktemperatur: 245 °C
- Druckbett-Temperatur: 95 °C
- Druckgeschwindigkeit: 300 mm/s
- Retraction: 1,5 mm mit 20 mm/s
- Kühlung: 50 %
ABS ist bekannt für seine Haltbarkeit und Wärmebeständigkeit, stellt jedoch aufgrund der Neigung zu Warping und Rissen während des Abkühlungsprozesses höhere Anforderungen an den Druckprozess.
Der Artillery Sidewinder X4 Plus besitzt kein Gehäuse, was beim Drucken mit ABS berücksichtigt werden muss. Ein fehlendes Gehäuse kann zu Schwierigkeiten führen, eine konstante Temperatur um das Druckobjekt herum zu halten, was besonders bei großen Drucken problematisch sein kann.
Für kleinere Objekte aus ABS kann der Sidewinder X4 Plus jedoch durchaus geeignete Ergebnisse liefern. Eine Möglichkeit, den Einflüssen kühler Luftströmungen entgegenzuwirken, ist die Verwendung eines Draft Shields, also einer Art Windschutz, der in den Druckeinstellungen aktiviert werden kann. Dies hilft, die Umgebungstemperatur um das Druckobjekt herum stabiler zu halten und die Wahrscheinlichkeit von Verwerfungen zu verringern.
TPU Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von TPU Filament mit dem Artillery Sidewinder X4 Plus:
- Drucktemperatur: 215 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 50-100 mm/s
- Retraction: 1,8 mm mit 25 mm/s
- Kühlung: 100 %
Der Artillery Sidewinder X4 Plus ist mit einem Direct Drive Extruder ausgestattet, der im Allgemeinen als vorteilhaft für den Druck mit flexiblen Filamenten wie TPU ist.
Ein Direct Drive System minimiert den Weg, den das Filament vom Extruder bis zur Nozzle zurücklegen muss, was das Risiko von Verstopfungen und Fehldrucken reduziert, die sonst bei flexiblen Filamenten häufig auftreten können.
Für den Druck mit TPU auf dem Sidewinder X4 Plus ist besonders die Einstellung der Druckgeschwindigkeit von Bedeutung. TPU reagiert empfindlich auf zu schnelle Bewegungen, da es aufgrund seiner Flexibilität zum Verheddern im Extruder führen kann. Eine langsamere Druckgeschwindigkeit hilft, die Qualität des Druckes zu verbessern und die Genauigkeit des Objekts zu erhöhen.
Zusammen mit einer fein abgestimmten Retraction, die das Ziehen am Material während Nicht-Druckbewegungen minimiert, kann der Sidewinder X4 Plus effektiv für den Druck mit TPU eingesetzt werden, was ihn zu einem vielseitigen Werkzeug in der Handhabung verschiedenster Filamentarten macht.
PETG Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PETG Filament mit dem Artillery Sidewinder X4 Plus:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 80 °C
- Druckgeschwindigkeit: 200 mm/s
- Retraction: 1,7 mm mit 20 mm/s
- Kühlung: 50 %
PETG vereint gewissermaßen die besten Eigenschaften von PLA und ABS, indem es sowohl eine gute Druckbarkeit als auch eine hohe Stärke und Temperaturbeständigkeit bietet.
Allerdings ist PETG auch bekannt dafür, stark zum Stringing zu neigen, was bedeutet, dass feine Fäden zwischen den Druckteilen entstehen können. Dieses Verhalten macht eine sorgfältige Kalibrierung der Retraction-Einstellungen unerlässlich, um die Bildung dieser Fäden zu minimieren.
Eine weitere wichtige Anmerkung beim Druck mit PETG ist die Lagerung des Filaments. PETG ist hygroskopisch, d.h., es zieht Feuchtigkeit aus der Umgebung an, was zu Problemen beim Druck führen kann. Es ist daher ratsam, PETG in einem trockenen Zustand zu lagern, um die besten Druckergebnisse zu erzielen.
Mit den oben genannten Einstellungen und einer angepassten Retraction kannst du mit dem Artillery Sidewinder X4 Plus hochwertige PETG-Drucke erzielen, die sowohl stark als auch zuverlässig sind.
Die besten Cura Einstellungen für den Artillery Sidewinder X4 Plus
Um die besten Druckergebnisse mit deinem Artillery Sidewinder X4 Plus zu erzielen, ist es entscheidend, die richtigen Einstellungen in Cura zu wählen.
Drucktemperatur
Die besten Drucktemperaturen für den Artillery Sidewinder X4 Plus in Cura:
- PLA: 215 °C
- ABS: 245 °C
- TPU: 215 °C
- PETG: 230 °C
Die Drucktemperatur spielt eine entscheidende Rolle für die Qualität deines 3D-Drucks. Eine nicht optimal eingestellte Drucktemperatur kann zu Problemen wie schlechter Schichtadhäsion, Stringing oder unzureichender Detailgenauigkeit führen. Daher ist es wichtig, die Drucktemperatur für jedes Filament individuell zu kalibrieren. Eine effektive Methode hierfür ist der Druck eines Temperatur-Turms.
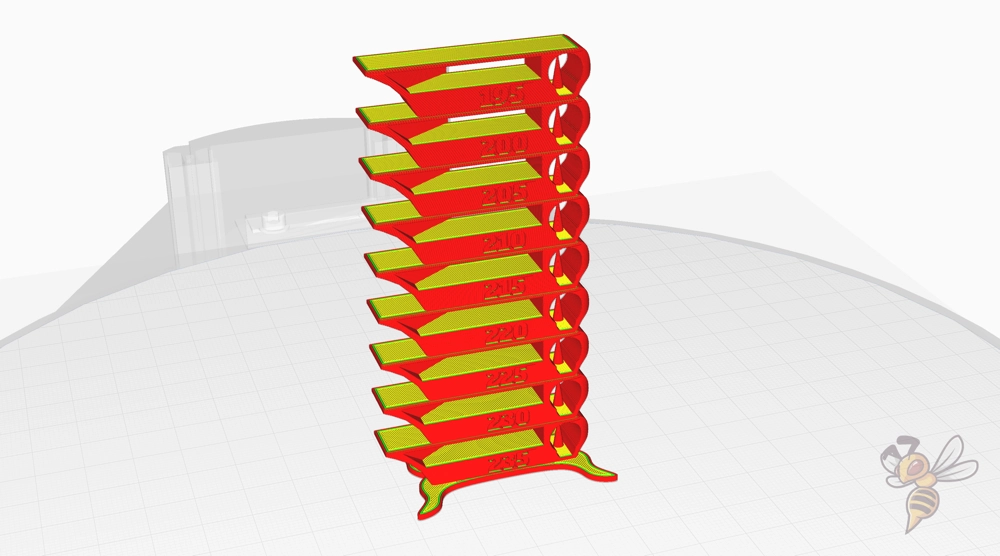
Ein Temperatur-Turm ist ein speziell entworfenes 3D-Modell, das in verschiedenen Höhen mit unterschiedlichen Temperaturen gedruckt wird. Dies ermöglicht es dir, die Auswirkungen der Temperaturänderungen auf die Druckqualität direkt zu beobachten und die optimale Drucktemperatur für dein spezifisches Filament zu bestimmen.
Durch die Anpassung der Drucktemperatur basierend auf den Ergebnissen des Temperatur-Turms kannst du die Druckqualität deines Artillery Sidewinder X4 Plus signifikant verbessern.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Artillery Sidewinder X4 Plus in Cura:
- PLA: 60 °C
- ABS: 95 °C
- TPU: 60 °C
- PETG: 80 °C
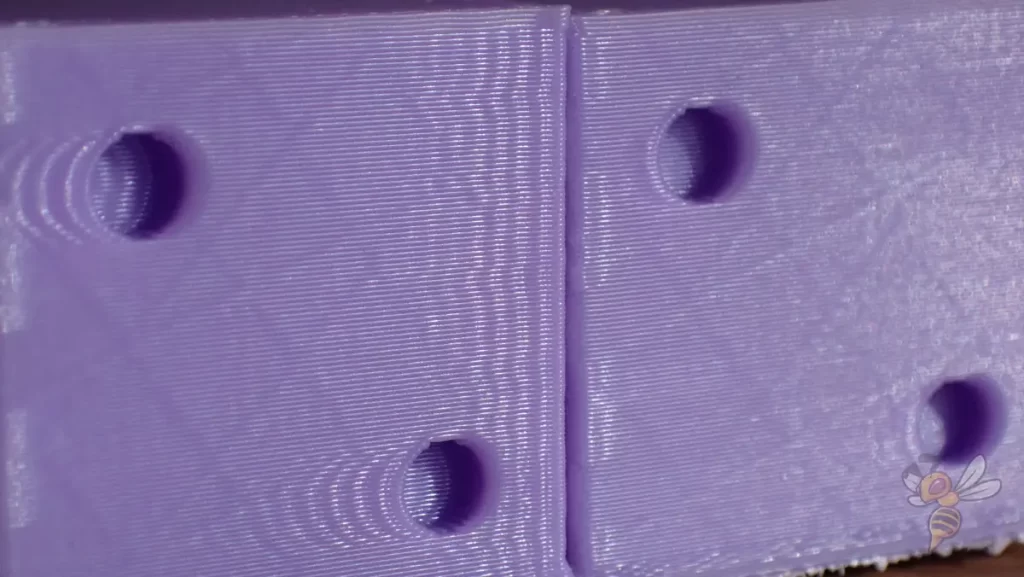
Zu hohe Temperaturen können zum Problem des „Elefantenfußes“ führen, bei dem die unteren Schichten des Drucks sich ausdehnen und der Druck an der Basis breiter wird als beabsichtigt. Dies beeinträchtigt nicht nur die Ästhetik des gedruckten Objekts, sondern kann auch die Passgenauigkeit bei Bauteilen, die zusammengefügt werden sollen, negativ beeinflussen.
Durch die Einstellung der optimalen Druckbett-Temperatur für das verwendete Filament kann dieses Problem minimiert oder ganz vermieden werden, was zu einem präzisen und zuverlässigen Druckergebnis führt.
Meiner Erfahrung nach ist es nicht allzu schwer mit dem X4 Plus die richtige Druckbett-Temperatur zu finden. Das PEI Druckbett ist ungewöhnlich rau und bietet bei den meisten Filamenten eher eine zu hohe Haftung als eine zu niedrige.
Druckgeschwindigkeit
Die besten Druckgeschwindigkeiten für den Artillery Sidewinder X4 Plus in Cura:
- PLA: 300 mm/s
- ABS: 300 mm/s
- TPU: 50-100 mm/s
- PETG: 200 mm/s
Die Druckgeschwindigkeit ist ein kritischer Faktor für die Qualität des 3D-Drucks und die Gesamtdauer des Druckprozesses. Eine zu hohe Geschwindigkeit kann zu Problemen wie ungenügenden Details, schlechter Schichtadhäsion und dem Phänomen des Ringings führen, bei dem Vibrationen des Druckers sichtbare Wellen oder Ringe auf der Oberfläche des Druckobjekts erzeugen.
Um die optimale Druckgeschwindigkeit für den Artillery Sidewinder X4 Plus zu finden, ist es empfehlenswert, die Druckgeschwindigkeit zu kalibrieren. Ein effektiver Weg, dies zu tun, ist der Einsatz eines Ringing Tests. Bei diesem Test wird ein Objekt mit bestimmten Geschwindigkeiten gedruckt, um zu sehen, bei welcher Geschwindigkeit die Qualität des Drucks beginnt, sich zu verschlechtern.
Diese Kalibrierung hilft, die maximale Geschwindigkeit zu ermitteln, bei der noch hochwertige Drucke erzielt werden können, ohne die oben genannten Probleme zu verursachen. Indem man die Druckgeschwindigkeit auf ein optimales Niveau einstellt, kann man eine Balance zwischen Druckgeschwindigkeit und -qualität erreichen, was besonders wichtig ist, wenn man auf höchstmögliche Effizienz und Qualität aus ist.
Schichthöhe
Das sind die besten Schichthöhen für den Artillery Sidewinder X4 Plus in Cura:
- Dekorative Objekte: 0,12 mm
- Standard: 0,24 mm
- Grobe, schnelle Drucke: 0,36 mm
Die Schichthöhe beeinflusst Qualität, Druckzeit und Stärke im 3D-Druck wesentlich. Feinere Schichten wie 0,12 mm verbessern Details und Oberfläche für Dekoratives, verlängern jedoch die Druckzeit. Eine Schichthöhe von 0,24 mm ist ein ausgewogener Mittelweg für alltägliche Drucke, während 0,36 mm für schnelle, weniger detaillierte Drucke optimal ist.
Flussrate
- Standard: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Bevor Sie die Flussrate anpassen, ist es wichtig, dass die Drucktemperatur und Retraction korrekt kalibriert sind. Eine korrekte Flussrate ist entscheidend für die Qualität des Druckergebnisses.
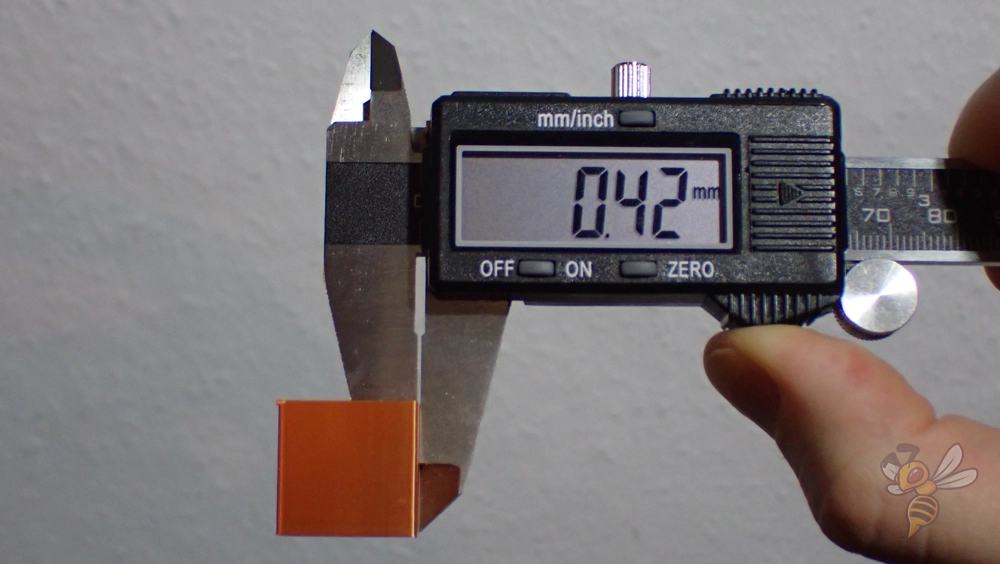
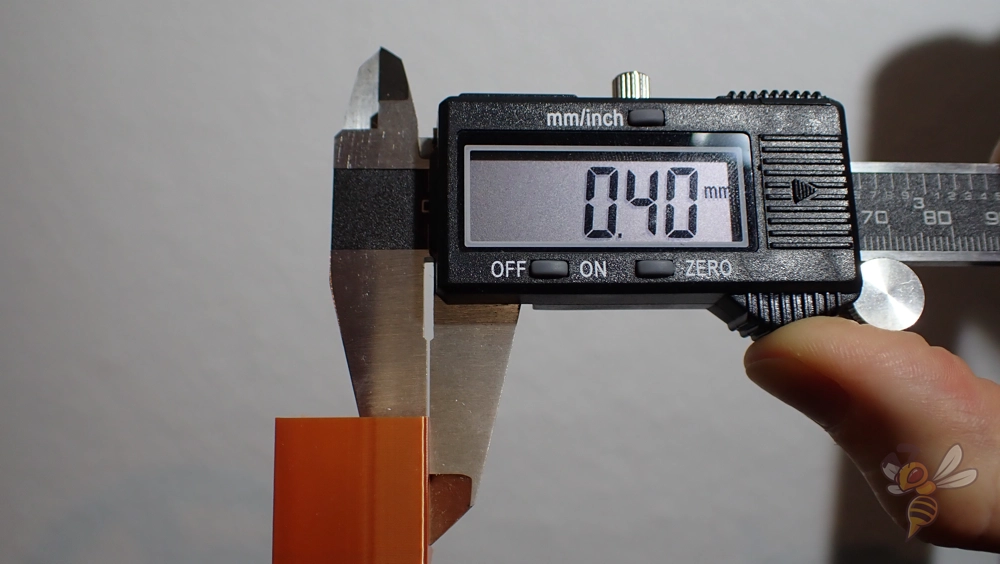
Zur Kalibrierung der Flussrate eignet sich ein Testdruck eines Würfels ohne Infill oder obere Schichten. Die Wandstärke des Würfels dient dabei als Indikator für die korrekte Einstellung der Flussrate. Überprüfe nach dem Druck, ob die Wandstärke den Erwartungen entspricht, und passe die Flussrate entsprechend an.
Retraction
- PLA: 1,5 mm mit 20 mm/s
- ABS: 1,5 mm mit 20 mm/s
- TPU: 1,8 mm mit 25 mm/s
- PETG: 1,7 mm mit 20 mm/s
Retraction ist ein entscheidender Faktor für die Qualität des 3D-Drucks, da sie das Stringing (Fadenziehen) reduziert. Es ist wichtig, sowohl die Distanz als auch die Geschwindigkeit der Retraction für jeden Filamenttyp individuell zu kalibrieren.
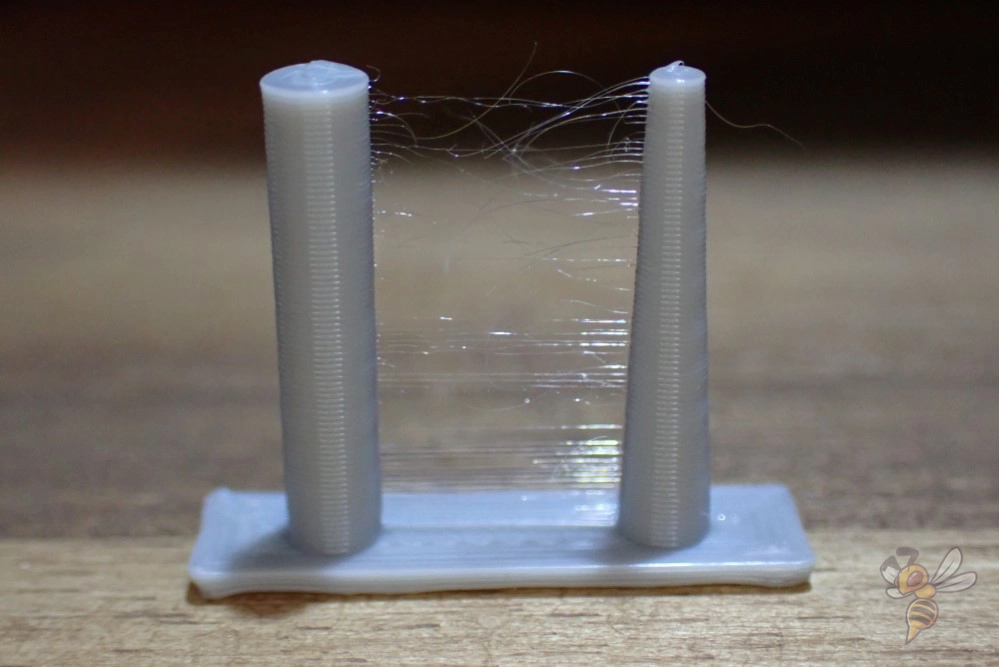
Um die Retraction richtig zu kalibrieren, beginne mit einem Standardwert und drucke dann Testobjekte mit verschiedenen Einstellungen. Achte darauf, wie gut das Material zwischen den Druckbereichen zurückgezogen wird, um Stringing zu vermeiden.
Passe die Einstellungen basierend auf den Testergebnissen an, um die optimale Kombination aus Retraction-Distanz und -Geschwindigkeit für das spezifische Material zu finden.
Infill
- Dekorative Objekte: 0-15%
- Standard Objekte: 15-50%
- Stabile Objekte: 50-100%
Infill-Dichte ist ein universelles Konzept im 3D-Druck, das unabhängig vom spezifischen Druckermodell angewendet wird. Die oben genannten Werte bieten eine gute Richtlinie, um die Balance zwischen Materialverbrauch, Druckzeit und mechanischer Festigkeit zu finden. Für dekorative Objekte, bei denen es mehr um das Aussehen als um die Festigkeit geht, reicht eine geringe Infill-Dichte von 0 bis 15%. Das spart Material und verkürzt die Druckzeit. Bei alltäglichen Gebrauchsgegenständen, die eine moderate Festigkeit erfordern, liegt die ideale Infill-Dichte zwischen 15 und 50%. Hier erzielst du eine gute Balance zwischen Druckfestigkeit und Ressourceneffizienz.
Für Objekte, die hohen Belastungen ausgesetzt sind oder eine besonders hohe Stabilität benötigen, empfiehlt sich eine Infill-Dichte von 50 bis 100%. Obwohl dies den Materialverbrauch und die Druckzeit erhöht, maximiert es die Festigkeit und Langlebigkeit des gedruckten Objekts. Diese Werte erlauben es dir, den 3D-Druckprozess präzise auf das Endziel des gedruckten Objekts abzustimmen, unabhängig davon, ob du einen Artillery Sidewinder X4 Plus oder ein anderes Druckermodell verwendest.
Erste Schicht
Dies sind die besten Cura Einstellungen für die erste Schicht mit dem Artillery Sidewinder X4 Plus:
- Schichthöhe: 100%
- Linienbreite: 100%
- Drucktemperatur: So wie der Rest.
- Druckgeschwindigkeit: 10 mm/s
- Raft/Brim/Skirt: Skirt.
Die erste Schicht ist entscheidend für den Erfolg deines 3D-Drucks. Eine langsamere Druckgeschwindigkeit von nur 10 mm/s für die erste Schicht ist die wirksamste Methode, um eine exzellente Haftung am Druckbett zu gewährleisten. Diese reduzierte Geschwindigkeit gibt dem Filament mehr Zeit, um heiß zu bleiben und sich effektiver mit dem Druckbett zu verbinden.
Ein guter Kontakt zwischen erster Schicht und Druckbett ist das A und O für den Rest des Druckprozesses. Die hier genannten Einstellungen helfen dabei, die Grundlage für einen stabilen und qualitativ hochwertigen Druck zu legen, indem sie sicherstellen, dass die erste Schicht stark und gleichmäßig haftet.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
