
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Voxelab Aquila D1 ist ein leistungsstarker 3D-Drucker. Er ist mit Cura kompatibel, einer der beliebtesten Slicer auf dem Markt.
Um eine perfekte Druckqualität zu erreichen, reicht es jedoch nicht aus, nur Cura zu verwenden. Der Erfolg liegt in der Feinabstimmung der Einstellungen für den jeweiligen Drucker. Dieser Artikel hilft dir, diese Einstellungen zu verstehen und anzupassen, um optimale Ergebnisse mit deinem Aquila D1 zu erzielen.
Ich habe viel Zeit damit verbracht, den Voxelab Aquila D1 gründlich zu testen. Jede Einstellung wurde genauestens kalibriert, um die bestmögliche Druckqualität zu gewährleisten. Das ging nicht schnell, sondern erforderte eine Reihe von Versuchen, sorgfältige Anpassungen und viel Geduld.
In diesem Artikel werde ich diese sorgfältig ausgearbeiteten Einstellungen mit dir teilen. Ich hoffe, dass sie dir als wertvolle Anleitung dienen, um das Beste aus deinem Aquila D1 herauszuholen.
Wenn du weitere Details zur Kalibrierung dieser Einstellungen benötigst, kannst du dir diesen Artikel ansehen. Wenn du ein tieferes Verständnis suchst, solltest du meinen umfassenden 3D-Druckkurs machen. Dieser Kurs bietet umfassende Einblicke in die Beherrschung von 3D-Drucktechniken, die über die Einstellungen hinausgehen.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 205-210 °C | 240 °C | 220 °C | 240-250 °C |
| Druckbetttemperatur | 60 °C | 100 °C | 40-60 °C | 70 °C |
| Geschwindigkeit | 60 mm/s | 60 mm/s | 30 mm/s | 50 mm/s |
| Retraction | 1,5 mm bei 30 mm/s | 1,5 mm bei 30 mm/s | 0,5 mm bei 20 mm/s | 1,5 mm bei 30 mm/s |
| Kühlung | 100 % | 0% | 100 % | 50-100 % |

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
So erstellst du ein Profil für den Voxelab Aquila D1 in Cura
Um deinen Voxelab Aquila D1 als 3D-Drucker in Cura hinzuzufügen, befolge diese einfachen Schritte:
- Öffne Cura.
- Klicke auf das Menü „Einstellungen“ am oberen Rand des Bildschirms.
- Klicke in der Dropdown-Liste auf „Drucker“.
- Wähle aus den erweiterten Optionen „Drucker hinzufügen“.
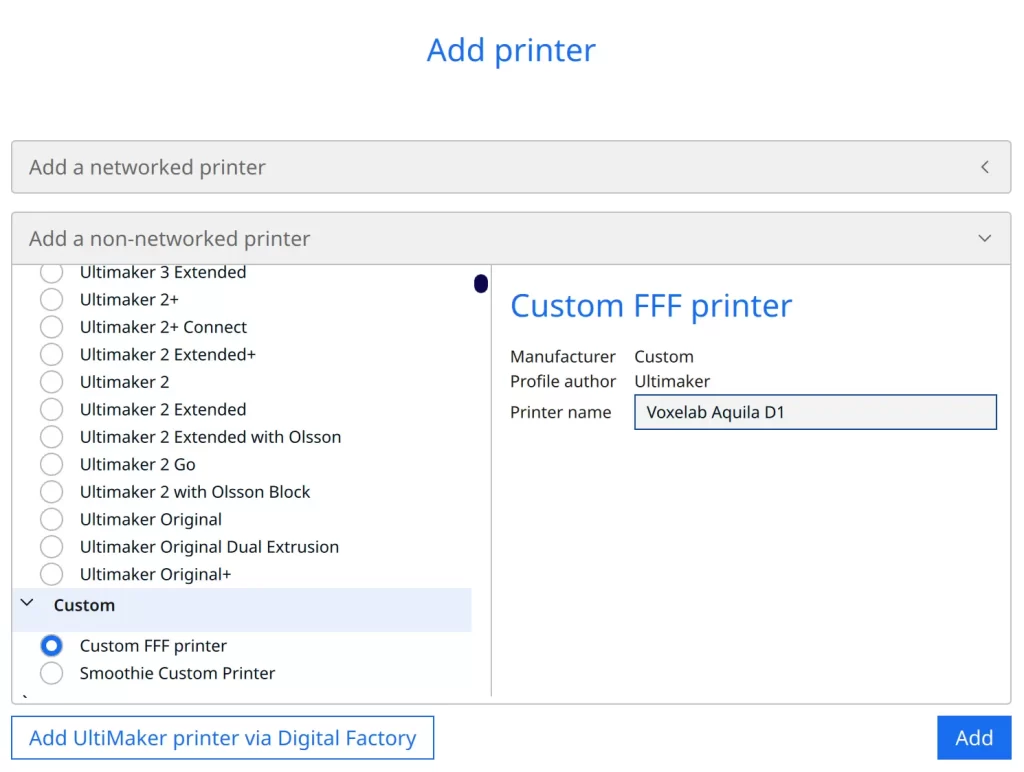
- Du siehst zwei Kategorien: „Vernetzte Drucker“ und „Nicht vernetzte Drucker“. Klicke auf „Nicht vernetzte Drucker“.
- Scrolle in den Optionen nach unten, suche nach „Custom“ und klicke darauf.
- Wähle schließlich „Custom FFF-printer“.
In Cura konfigurierst du im nächsten Schritt deine „Maschineneinstellungen“. Hier gibst du die Details deines 3D-Druckers ein. Zu diesen Parametern gehören die X-, Y- und Z-Abmessungen des Druckers, die Form des Druckbetts und die Anzahl der Extruder in deinem Drucker.
Der Screenshot unten zeigt die empfohlenen Werte für den Voxelab Aquila D1. Gib diese Werte genau ein und stelle sicher, dass sie mit den Spezifikationen deines Druckers übereinstimmen. Diese einmalige Einrichtung stellt sicher, dass dein 3D-Drucker und die Cura-Software richtig miteinander kommunizieren, was zu qualitativ hochwertigeren Drucken führt.
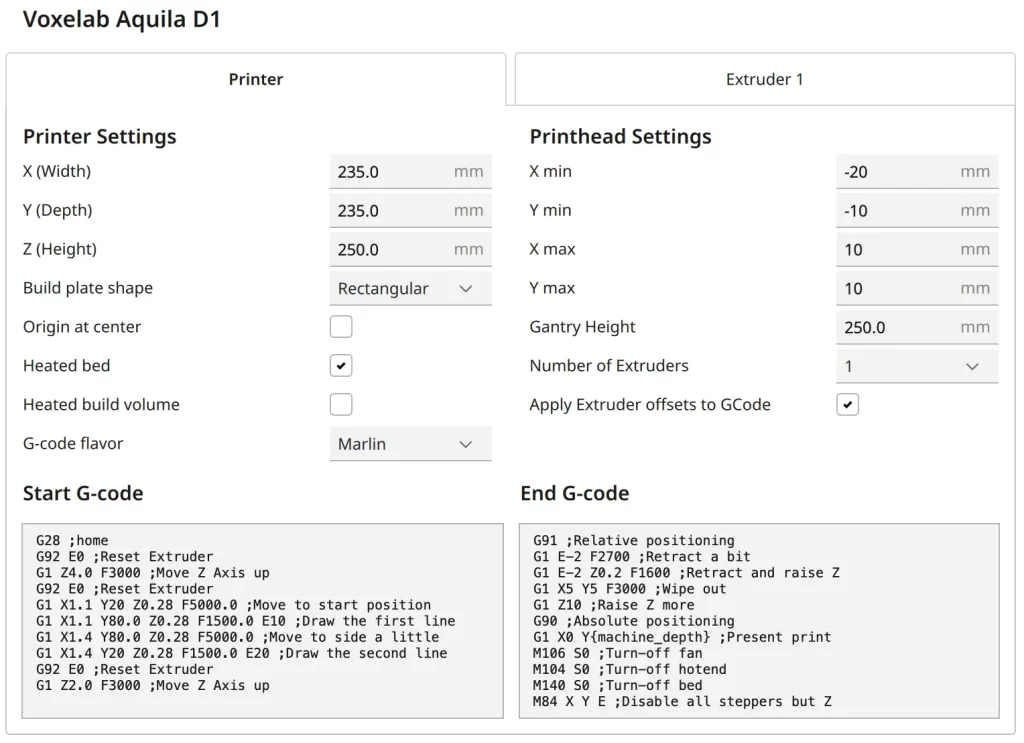
Start G-Code:
- G28 ;home
- G92 E0 ;Extruder zurücksetzen
- G1 Z4.0 F3000 ;Z-Achse nach oben bewegen
- G92 E0 ;Extruder zurücksetzen
- G1 X1.1 Y20 Z0.28 F5000.0 ;Fahre zur Startposition
- G1 X1.1 Y80.0 Z0.28 F1500.0 E10 ;Zeichne die erste Linie
- G1 X1.4 Y80.0 Z0.28 F5000.0 ;Bewege dich ein wenig zur Seite
- G1 X1.4 Y20 Z0.28 F1500.0 E20 ;Zeichne die zweite Linie
- G92 E0 ;Extruder zurücksetzen
- G1 Z2.0 F3000 ;Z-Achse nach oben verschieben
G-Code beenden:
- G91 ;Relative Positionierung
- G1 E-2 F2700 ;Ein Stück zurückfahren
- G1 E-2 Z0.2 F1600 ;Z einfahren und anheben
- G1 X5 Y5 F3000 ;Wischen
- G1 Z10 ;Z weiter anheben
- G90 ;Absolute Positionierung
- G1 X0 Y{Maschine_Tiefe} ;Aktueller Druck
- M106 S0 ;Lüfter ausschalten
- M104 S0 ;Hotend abschalten
- M140 S0 ;Bett abschalten
- M84 X Y E ;Alle Stepper außer Z ausschalten
Nachdem du das Druckerprofil erfolgreich erstellt hast, musst du im nächsten Schritt die Druckeinstellungen festlegen. Dies ist ein entscheidender Schritt, da er die Gesamtqualität, die Präzision und das Finish deines 3D-Drucks bestimmt.
Zu diesen Einstellungen gehören Parameter wie die Schichthöhe, die Druckgeschwindigkeit und die Infill-Dichte. Wenn du diese Einstellungen auf die Spezifikationen deines 3D-Modells und die Möglichkeiten deines Druckers abstimmst, ist ein erfolgreicher und effizienter Druckauftrag gewährleistet.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Voxelab Aquila D1 für PLA:
- Drucktemperatur: 205-210 °C
- Druckbetttemperatur: 60 °C
- Druckgeschwindigkeit: 60 mm/s
- Retraction: 1,5 mm bei 30 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Die Einstellungen für die Retraction sind ein wichtiger Bestandteil des 3D-Druckprozesses, insbesondere bei der Verwendung des Voxelab Aquila D1 für PLA.
Die Retractions-Einstellung ist auf 1,5 mm bei einer Geschwindigkeit von 30 mm/s abgestimmt. Diese Einstellung ist wichtig, um „Stringing“ zu verhindern – die Bildung von dünnen Kunststofffäden zwischen einzelnen Teilen deines Drucks. Stringing entsteht durch die Bewegung des Extruders zwischen verschiedenen Bereichen des Drucks, während das Filament noch extrudiert wird.
Die oben genannten Einstellungen sind ein guter Ausgangspunkt. Sie wurden so abgestimmt, dass sie ein optimales Gleichgewicht zwischen Geschwindigkeit, Temperatur und Retraction für PLA bieten und hochwertige Drucke gewährleisten.
Es ist jedoch wichtig, daran zu denken, dass es sich hierbei nicht um endgültige Werte handelt, sondern eher um eine Grundlinie, die je nach deinen spezifischen Anforderungen und den einzigartigen Eigenschaften deines 3D-Modells angepasst und optimiert werden kann.
Weiter unten in diesem Guide erkläre ich dir ausführlich, wie du diese Einstellungen kalibrierst, damit du das Beste aus deinem Voxelab Aquila D1 für den PLA-Druck herausholen kannst.
ABS-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Voxelab Aquila D1 für ABS:
- Drucktemperatur: 240 °C
- Druckbetttemperatur: 100 °C
- Druckgeschwindigkeit: 60 mm/s
- Retraction: 1,5 mm bei 30 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Es ist wichtig zu wissen, dass der Voxelab Aquila D1 Drucker nicht mit einem Gehäuse ausgestattet ist. Trotzdem ist er mit den richtigen Einstellungen in der Lage, kleine bis mittelgroße Objekte aus ABS effektiv zu drucken.
Um die Haftung des Druckbetts für ABS ohne Gehäuse zu erhöhen, ist es wichtig, die erste Schicht mit einer niedrigen Geschwindigkeit von 5-10 mm/s zu drucken. Diese langsamere Geschwindigkeit sorgt dafür, dass die erste Schicht ausreichend Zeit hat, um gut am Druckbett zu haften und die Grundlage für die weiteren Schichten zu schaffen. Wenn du dich mehr auf die erste Schicht konzentrierst, kannst du das Problem des Verziehens verringern, das mit der Komplexität und Größe des Drucks zunimmt.
Eine weitere wirksame Strategie besteht darin, die Linienbreite der ersten Schicht auf 120 % des Nozzle-Durchmessers zu erhöhen. Dadurch wird die erste Schicht dicker und kann besser auf dem Druckbett haften.
Außerdem kann es hilfreich sein, die „Brim“-Einstellung in Cura zu aktivieren. Ein Brim ist eine dünne, flache Schicht, die sich von der Basis des Modells aus erstreckt und eine zusätzliche Oberfläche und damit eine bessere Haftung am Druckbett bietet. Der Rand kann nach dem Druck leicht entfernt werden, sodass das Endprodukt ein sauberes Finish erhält.
TPU-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Voxelab Aquila D1 für TPU:
- Drucktemperatur: 220 °C
- Druckbetttemperatur: 40-60 °C
- Druckgeschwindigkeit: 30 mm/s
- Retraction: 0,5 mm bei 20 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
TPU ist für seine Flexibilität, Langlebigkeit und Belastbarkeit bekannt und wird daher häufig als Filament für den 3D-Druck verwendet. Es eignet sich perfekt für den Druck von Objekten, die sich biegen oder krümmen müssen, wie z. B. Handyhüllen, Schuhe und medizinische Geräte.
Allerdings kann der Druck mit TPU aufgrund seiner Flexibilität eine größere Herausforderung darstellen als mit anderen Materialien. Hier kommt der direkt angetriebene Extruder des Aquila D1 ins Spiel. Ein Direct Drive Extruder ist so konstruiert, dass der Weg vom Antriebsrad zur Nozzle kurz ist, sodass das Filament sich nicht so leicht verbiegen oder verziehen kann. Das macht ihn ideal für den Druck mit flexiblen Materialien wie TPU, da er eine bessere Kontrolle über das Filament bietet und die Wahrscheinlichkeit eines Verstopfens oder Verklemmens verringert.
Das Drucken mit TPU erfordert ein langsameres Tempo als starre Filamente. Es ist wichtig, dass du deine Geschwindigkeitseinstellungen an die flexible Beschaffenheit von TPU anpasst.
Die oben genannten, von mir getesteten und verifizierten Werte sind ein zuverlässiger Ausgangspunkt für den TPU-Druck. Passe sie je nach den Anforderungen deines Modells an.
PETG-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Voxelab Aquila D1 für PETG:
- Drucktemperatur: 240-250 °C
- Druckbetttemperatur: 70 °C
- Druckgeschwindigkeit: 50 mm/s
- Retraction: 1,5 mm bei 30 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG lässt sich auf dem Voxelab Aquila D1 relativ einfach drucken. Allerdings kann es zu Stringing neigen. Die Hauptursachen für Stringing sind Feuchtigkeitsaufnahme, falsche Drucktemperatur und Retraction, daher sind eine trockene Lagerung und eine genaue Kalibrierung wichtig.
Mit den oben beschriebenen Einstellungen solltest du mit dem Voxelab Aquila D1 eine gute Druckqualität erzielen. Um optimale Ergebnisse zu erzielen, ist es jedoch unerlässlich, sich auf die Kalibrierung der Temperatur- und Retraction-Einstellungen zu konzentrieren – insbesondere bei PETG.
Dieser Schritt ist entscheidend, da er das Endprodukt stark beeinflussen kann. Die Feinabstimmung dieser Parameter hilft dir, kleine Unregelmäßigkeiten zu beseitigen und die bestmögliche Druckqualität zu gewährleisten.
Die Kühleinstellung kann bei verschiedenen PETG-Marken stark variieren. Das liegt hauptsächlich an der unterschiedlichen Formulierung des Filaments, die sich darauf auswirkt, wie schnell das Material nach der Extrusion erstarrt. Daher hilft eine sorgfältige Kalibrierung der Kühleinstellung, die auf die verwendete PETG-Marke abgestimmt ist, dabei, die besten Druckergebnisse zu erzielen.
Beste Cura-Einstellungen für die Voxelab Aquila D1
Nachdem wir die spezifischen Filamenteinstellungen besprochen haben, wollen wir uns nun mit den detaillierten Einstellungen und ihrem Kalibrierungsprozess befassen.
Ein genaues Verständnis und präzise Anpassungen dieser Einstellungen sind entscheidend für eine einwandfreie Druckqualität.
Drucktemperatur
Die besten Drucktemperaturen für die Voxelab Aquila D1 in Cura:
- PLA: 205-210 °C
- ABS: 240 °C
- TPU: 220 °C
- PETG: 240-250 °C
Eine falsch eingestellte Drucktemperatur kann einen erheblichen Einfluss auf das Ergebnis deines Drucks haben. Eine zu hohe Temperatur kann zu Stringing, Verformung oder Blobbing führen, da das Filament zu flüssig ist und nicht richtig verfestigt wird. Das kann auch dazu führen, dass dein Druck eine glänzende Oberfläche hat, was nicht unbedingt erwünscht ist.
Andererseits kann eine zu niedrige Temperatur dazu führen, dass die Schichten schlecht haften, was zu einem schwachen und brüchigen Druck führt. Außerdem kann es zu einer Unterextrusion kommen, wenn das Filament nicht genug geschmolzen ist, um richtig durch die Nozzle extrudiert zu werden.
Beide Szenarien können zu misslungenen Drucken oder minderwertiger Druckqualität führen. Deshalb ist es wichtig, die richtige Drucktemperatur für dein spezielles Filament zu finden, um optimale Druckergebnisse zu erzielen.
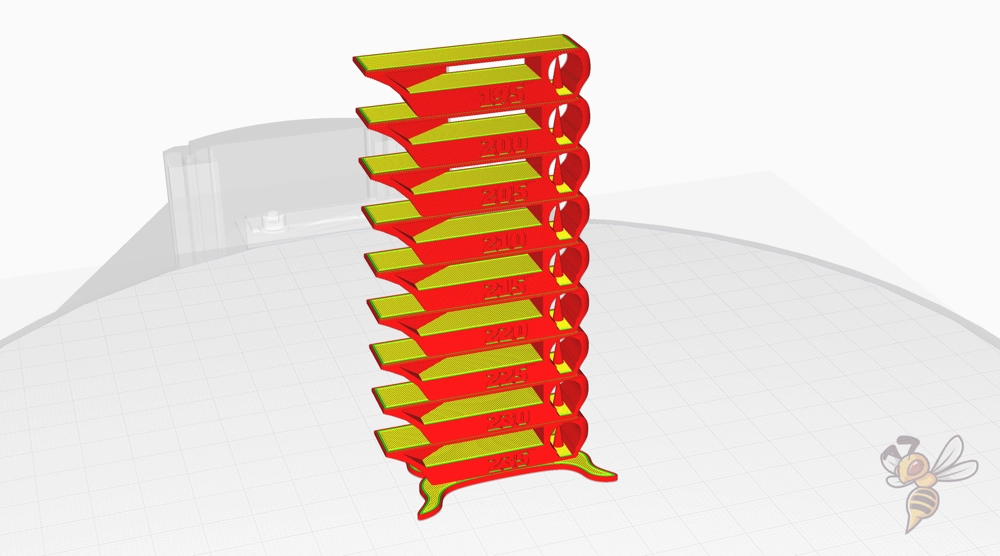
Um die Drucktemperatur eines FDM-3D-Druckers zu kalibrieren, kannst du einen Temperaturturm verwenden. Dabei handelt es sich um ein 3D-Modell, das verschiedene Temperaturen innerhalb desselben Drucks testet. Hier sind die Schritte, die du befolgen musst:
- Lade ein Temperaturturm-Modell herunter: Es gibt mehrere kostenlose Modelle im Internet. Achte darauf, dass du eines auswählst, das den Temperaturbereich für dein spezielles Filament abdeckt.
- Richte die Temperatureinstellungen in Cura ein: Richte in Cura ein Skript für den Temperaturverlauf ein, das mit den Abstufungen auf deinem Temperaturturm-Modell übereinstimmt.
- Drucke den Temperaturturm: Beginne den Druck. Während des Drucks ändert sich die Temperatur entsprechend den Einstellungen, die du in der Slicing-Software eingegeben hast.
- Bewerte die Ergebnisse: Sobald der Druck abgeschlossen ist, bewerte die Qualität auf jeder Temperaturstufe. Achte auf Probleme wie Stringing, Unterextrusion oder schlechte Schichthaftung. Die Stufe mit der besten Qualität zeigt die optimale Temperatur für dein Filament an.
Die korrekte Kalibrierung der Drucktemperatur ist entscheidend für qualitativ hochwertige Drucke. Ein Temperaturturm vereinfacht diesen Prozess, indem er es dir ermöglicht, eine Reihe von Temperaturen in einem einzigen Druckvorgang zu testen.
Druckbetttemperatur
Die besten Druckbetttemperaturen für die Voxelab Aquila D1 in Cura:
- PLA: 60 °C
- ABS: 100 °C
- TPU: 40-60 °C
- PETG: 70 °C
Um das beim 3D-Druck häufig auftretende Problem des „Elefantenfußes“ zu vermeiden, d. h. eine Ausbuchtung in den unteren Schichten eines Drucks, ist es wichtig, die richtige Balance bei der Druckbetttemperatur zu finden.
Strebe eine möglichst hohe Temperatur an, die eine optimale Haftung des Filaments ermöglicht, aber nicht so hoch ist, dass das Filament überhitzt und sich an der Basis ausdehnt. Dieses empfindliche Gleichgewicht trägt dazu bei, dass deine Drucke von unten nach oben maßhaltig sind.
Die richtige Betttemperatur zu finden, ist mit dem Voxelab Aquila D1 eigentlich ganz einfach. Dank der starken Haftung der PEI-Beschichtung haftet das Filament gut auf dem Bett. Die oben genannten Temperaturen sollten für dich gut funktionieren.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für die Voxelab Aquila D1 in Cura:
- PLA: 60 mm/s
- ABS: 60 mm/s
- TPU: 30 mm/s
- PETG: 50 mm/s
Zu hohe Druckgeschwindigkeiten können sich negativ auf deine Druckqualität auswirken. Vor allem können sie zu Problemen wie Ringing und Ghosting führen. Ringing ist ein wellenförmiges Muster, das auf der Druckoberfläche erscheint, und Ghosting ist ein schwaches, doppeltes Bild. Halte deine Druckgeschwindigkeit bei den empfohlenen Einstellungen, um diese Probleme zu vermeiden.
TPU sollte langsamer gedruckt werden, mit etwa 30 mm/s. Die einzigartigen Eigenschaften dieses flexiblen Filaments erfordern eine niedrigere Druckgeschwindigkeit, um optimale Ergebnisse zu erzielen. TPU ist weicher und biegsamer als andere Materialien wie PLA oder ABS. Das bedeutet, dass es nach dem Extrudieren mehr Zeit zum Abkühlen und Verfestigen braucht.
Wird TPU zu schnell gedruckt, kann es sich dehnen oder verformen, was zu Druckfehlern oder schlechter Druckqualität führen kann. Wenn du die Druckgeschwindigkeit verringerst, lässt du dem TPU-Filament mehr Zeit zum Abkühlen und sorgst so für einen sauberen, präzisen Druck.
Schichthöhe
Die besten Schichthöhen für den Voxelab Aquila D1 in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm und höher
Welche Schichthöhe du wählst, hängt vor allem von der Nozzle deines 3D-Druckers ab. Im Fall des Voxelab Aquila D1 ist er mit einer 0,4 mm Nozzle ausgestattet. Für dekorative Drucke, die viele Details erfordern, wird eine Schichthöhe von 0,1 mm empfohlen. Dadurch wird eine feinere Auflösung erreicht, die auch komplizierte Merkmale des Designs erfasst.
Für Standarddrucke wird normalerweise eine Schichthöhe von 0,2 mm verwendet. Sie bietet ein ausgewogenes Verhältnis zwischen Geschwindigkeit und Detailreichtum. Dies ist die übliche Wahl für funktionale Teile oder Modelle, die keine feinen Details erfordern.
Wenn es dir um Geschwindigkeit und nicht um Details geht, sind Schichthöhen von 0,3 mm und höher geeignet. Das sind grobe Drucke, die schneller fertig werden, aber die Schichtlinien sind sichtbarer, und feine Details können verloren gehen.
Denke daran, dass es zwar wichtig ist, die Schichthöhe anzupassen, aber der Nozzle-Durchmesser sollte bei 0,4 mm bleiben, da eine Änderung erhebliche Änderungen an den Druckereinstellungen erfordern kann, die die Druckqualität und Zuverlässigkeit beeinträchtigen könnten.
Flussrate
Die optimale Flussrate für den Neptune 4 bei Verwendung von Cura ist:
- Standardwert: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Es ist wichtig zu beachten, dass die Flussrate erst nach der Kalibrierung der Drucktemperatur und der Retraction eingestellt werden sollte. Die Flussrate ist zwar wichtig, funktioniert aber nur im Zusammenspiel mit diesen beiden anderen Variablen. Wenn du es versäumst, zuerst die richtige Temperatur und die richtige Retraction einzustellen, kann das zu Unregelmäßigkeiten in deinem Druck führen.
Nachdem du also die Temperatur und die Retraction eingestellt hast, kannst du die Flussrate für eine optimale Druckqualität feinjustieren.
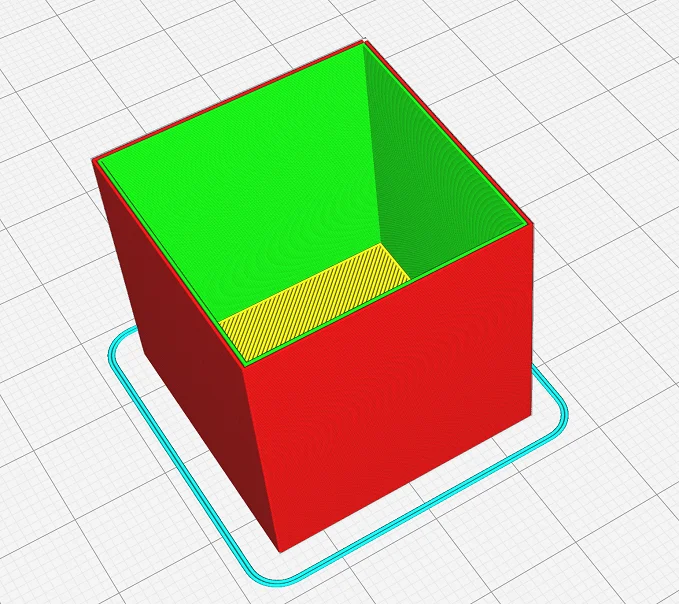
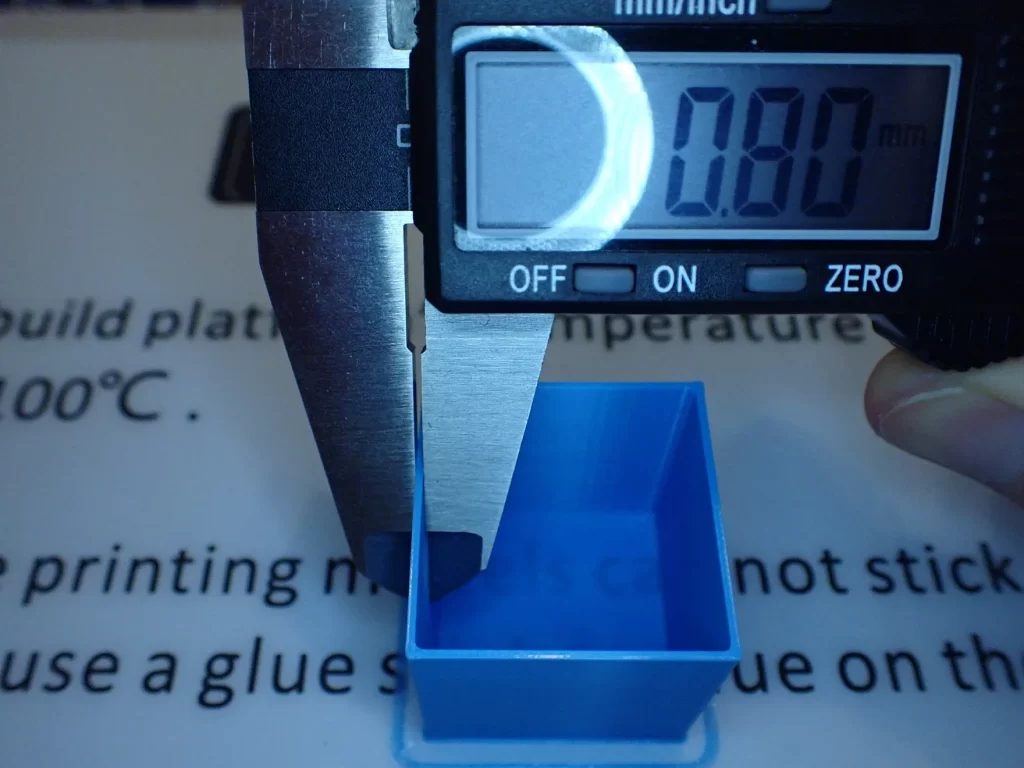
Um deine Flussrate zu kalibrieren, musst du einen einfachen, hohlen Würfel mit nur zwei Wänden drucken. Vergewissere dich, dass deine Slicer-Einstellungen diesen Anforderungen entsprechen: keine oberen oder unteren Schichten und nur zwei Außenwände.
Nachdem der Würfel gedruckt wurde, misst du mit einem digitalen Messschieber die Wandstärke. Achte darauf, dass du mehrere Messungen an verschiedenen Stellen des Würfels vornimmst, um einen Durchschnitt zu erhalten.
Sobald du die durchschnittliche Wanddicke hast, teile diesen Wert durch zwei. So erhältst du die tatsächliche, gemessene Wandstärke einer einzelnen Wand. Vergleiche diesen Wert mit der Wandstärke, die du in deinem Slicer eingestellt hast.
Wenn der gemessene Wert höher ist als der Wert im Slicer, verringere die Flussrate. Wenn er niedriger ist, erhöhe sie. Nimm kleine, schrittweise Änderungen vor, um die Genauigkeit zu erhöhen. Wiederhole diesen Vorgang so lange, bis die gemessene Wandstärke genau mit der Einstellung des Slicers übereinstimmt. Eine korrekte Kalibrierung sorgt für genaue und qualitativ hochwertige Drucke.
Retraction
Die besten Retraction-Einstellungen für die Voxelab Aquila D1 in Cura:
- PLA: 1,5 mm bei 30 mm/s
- ABS: 1,5 mm bei 30 mm/s
- TPU: 0,5 mm bei 20 mm/s
- PETG: 1,5 mm bei 30 mm/s
Eine falsche Retraction-Einstellung kann zu verschiedenen Druckproblemen führen, das häufigste ist Stringing. Stringing tritt auf, wenn dünne, haarähnliche Filamentstränge zurückbleiben, wenn sich der Extruder des Druckers über offene Stellen bewegt. Das liegt daran, dass überschüssiges Filament aus der Nozzle gezogen wird, was eine Folge falscher Retraction-Einstellungen sein kann.
Die oben angegebenen Werte für den Voxelab Aquila D1 in Cura sind ein solider Ausgangspunkt, aber sie liefern möglicherweise nicht für jede Filamentmarke perfekte Ergebnisse. Unterschiedliche Filamenttypen, Druckdesigns und sogar Umgebungsbedingungen können die optimalen Retraction-Einstellungen beeinflussen.
Daher ist eine Kalibrierung unerlässlich, um die besten Ergebnisse zu erzielen. Durch die Kalibrierung kannst du deine Retraction-Einstellungen auf die spezifischen Anforderungen deiner Drucke abstimmen und so die Qualität und Genauigkeit deines Endprodukts verbessern.
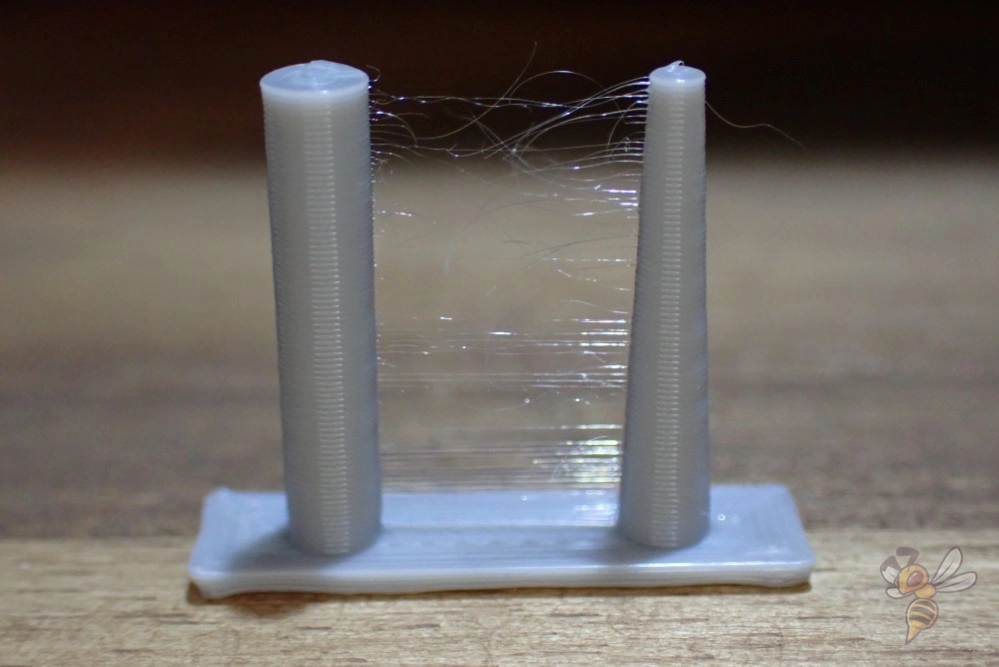
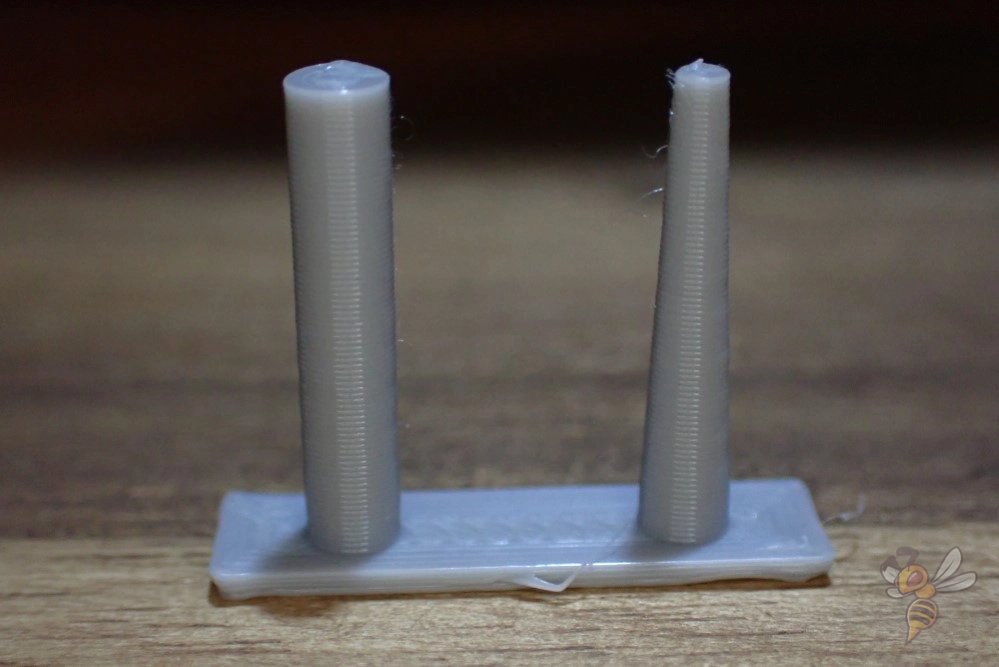
Um die Retraction zu kalibrieren, verwendest du ein einfaches Objekt mit zwei Säulen. Das Ziel ist es, die Einstellungen zu finden, die ein Fadenziehen (Stringing) zwischen den beiden Säulen verhindern. Beginne damit, eine Einstellung nach der anderen zu verändern, entweder die Retraction-Distanz oder die Geschwindigkeit.
Wenn du Stringing feststellst, erhöhe die Retraction-Distanz um 0,1 mm und drucke erneut. Wenn Stringing weiterhin besteht, passe den Abstand schrittweise an, bis du einen Abstand gefunden hast, der das Stringing beseitigt.
Sobald du die optimale Retraction-Distanz gefunden hast, kannst du die Retraction-Geschwindigkeit anpassen. Beginne mit der empfohlenen Geschwindigkeit für dein Filament.
Wenn du Stringing feststellst, erhöhe die Geschwindigkeit um 5 mm/s und drucke erneut. Wenn das Stringing anhält, passe die Geschwindigkeit schrittweise an, bis du die Geschwindigkeit gefunden hast, mit der das Stringing beseitigt wird.
Denke daran, dass die optimalen Einstellungen für die Retraction von einer Vielzahl von Faktoren abhängen. Es kann sein, dass du einige Versuche benötigst, um die perfekten Einstellungen zu finden. Dieser iterative Prozess führt jedoch letztlich zu qualitativ hochwertigeren Drucken mit weniger Stringing.
Infill
Die beste Infill-Dichte für den Voxelab Aquila D1 in Cura:
- Dekorative Objekte: 0-15%
- Standard-Objekte: 15-50%
- Stabile Objekte: 50-100%
Die angegebenen Werte für die Füllung (Infill) sind entscheidend für die Festigkeit, das Gewicht und die Druckdauer deines 3D-Drucks mit dem Voxelab Aquila D1. Für dekorative Objekte ist ein Infill von 0-15% ausreichend. Diese Gegenstände müssen keiner physischen Belastung standhalten, daher spart eine geringere Füllung Material und Zeit.
Bei Standardobjekten, die ein ausgewogenes Verhältnis zwischen Festigkeit und Materialverbrauch erfordern, wird in der Regel ein Infill von 15-50 % verwendet.
Stabile Objekte schließlich, die robust und langlebig sein müssen, benötigen eine hohe Füllung von 50-100%. In diesem Bereich wird mehr Filament verbraucht und die Druckzeit verlängert, aber die höchste Festigkeit wird erreicht.
Denke daran, dass die Einstellung des Infills eine Gratwanderung zwischen Festigkeit, Druckzeit und Materialverbrauch ist, also entscheide dich mit Bedacht für die Anforderungen deines Objekts.
Erste Schicht
Dies sind die besten Cura-Einstellungen für die erste Schicht mit dem Voxelab Aquila D1:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte erhöhen die Druckbett-Haftung)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte erhöhen die Druckbetthaftung)
- Drucktemperatur: Gleiche Temperatur wie der Rest des Objekts oder 5-10 °C höher, um die Haftung des Druckbetts zu erhöhen.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (d.h. 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbetthaftung
- Flussrate: 100-110% (höhere Werte bei schlechter Druckbett-Haftung)
- Raft/Brim/Skirt: Nicht notwendig, da die Voxelab Aquila D1 ein PEI-Druckbett hat und aufgrund des Start-G-Codes bereits eine Linie am Rand des Druckbetts extrudiert.
Wenn das Filament wärmer ist, hat es mehr Zeit, sich mit dem Druckbett zu verbinden. Jede dieser Einstellungen für die erste Schicht soll die Zeitspanne verlängern, in der das Filament zähflüssig bleibt. Diese verlängerte Viskositätszeit sorgt für eine bessere Haftung und einen erfolgreicheren Druck.
Fazit
Zusammenfassend lässt sich sagen, dass der Voxelab Aquila D1 ein toller Drucker ist, der mit den richtigen Cura-Einstellungen perfekte Drucke produzieren kann. Wenn du diese Parameter verstehst und anpasst, kannst du das Potenzial dieses Geräts voll ausschöpfen.
Ich hoffe, dieser Artikel hat dir hilfreiche Einblicke gewährt und dient dir als Leitfaden auf deiner Reise durch den 3D-Druck. Wenn du immer noch auf Schwierigkeiten stößt, erinnere dich an den oben erwähnten Kurs, der dir weitere Unterstützung bietet und dich für jede Druckherausforderung wappnet.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
