
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der TwoTrees SK-1 ist auch mit Cura kompatibel und kann mit den richtigen Cura-Einstellungen perfekte Ergebnisse liefern.
In diesem Artikel teile ich meine persönlich optimierten Cura Einstellungen für den TwoTrees SK-1. Diese Einstellungen bieten dir eine solide Basis für eine hohe Druckqualität. Ich habe diese Einstellungen sorgfältig getestet und kalibriert, um sicherzustellen, dass du von Anfang an gute Druckergebnisse erzielen kannst.
Perfekte Druckergebnisse benötigen aber immer eine individuelle Kalibrierung für das jeweilige Filament. Jedes Material hat seine eigenen Besonderheiten, und die optimale Abstimmung deines Druckers darauf ist entscheidend. Für detaillierte Anweisungen zur Kalibrierung und weiterführende Tipps empfehle ich dir, einen Blick in meinen umfassenden Kalibrier-Guide zu werfen oder meinen 3D-Druck-Kurs zu machen. Dort findest du wertvolles Wissen und praktische Schritte, um das Beste aus deinem SK-1 herauszuholen.

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
So erstellst du ein Cura Profil für den TwoTrees SK-1
Ein Cura-Profil setzt sich aus Maschinen- und Druckeinstellungen zusammen. Die Maschineneinstellungen legen die Grundlagen deines 3D-Druckers fest, zum Beispiel seine Größe und technischen Fähigkeiten. Die Druckeinstellungen hingegen spezifizieren die Bedingungen für den Druckprozess selbst, wie Temperatur und Geschwindigkeit.
Bevor du mit dem Drucken beginnst, ist es wichtig, die Maschineneinstellungen in Cura zu definieren. Starte mit einem leeren Profil und füge die passenden Werte ein (siehe Screenshots).
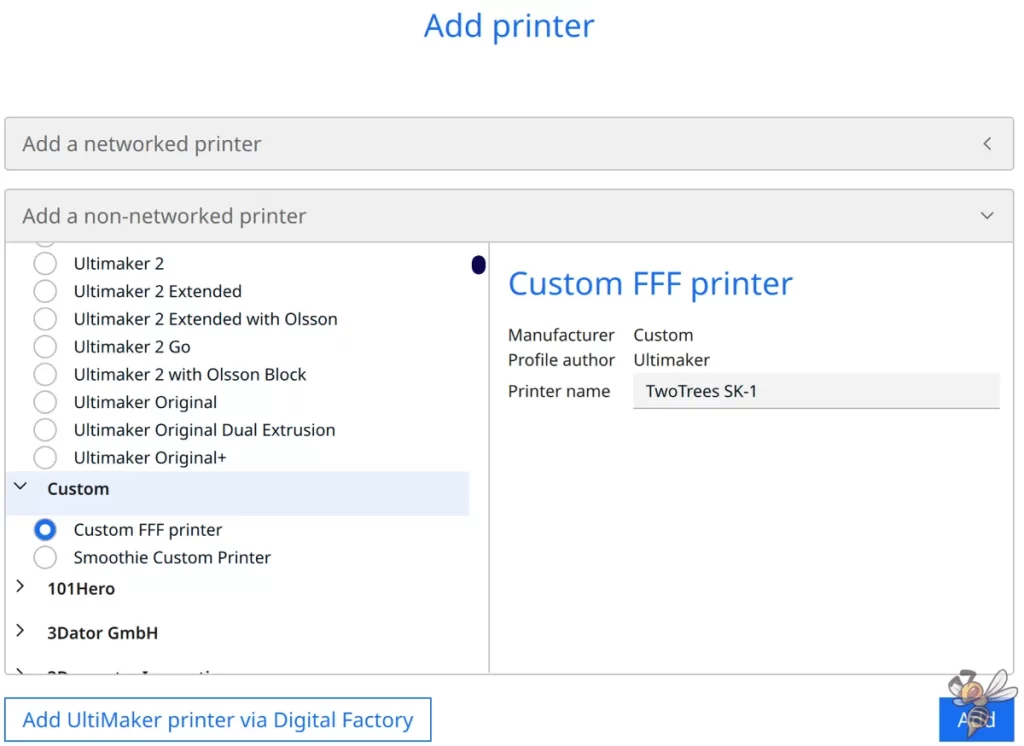
Für das Hinzufügen deines 3D-Druckers in Cura navigiere zu ‚Einstellungen‘, dann zu ‚Drucker‘ und wähle ‚Drucker hinzufügen‘. Anschließend klickst du auf ‚Nicht-vernetzter Drucker‘, wählst ‚Custom‘ aus und gehst auf ‚Custom FFF printer‘. Trage den Namen deines Druckers ein und bestätige mit ‘Hinzufügen’.
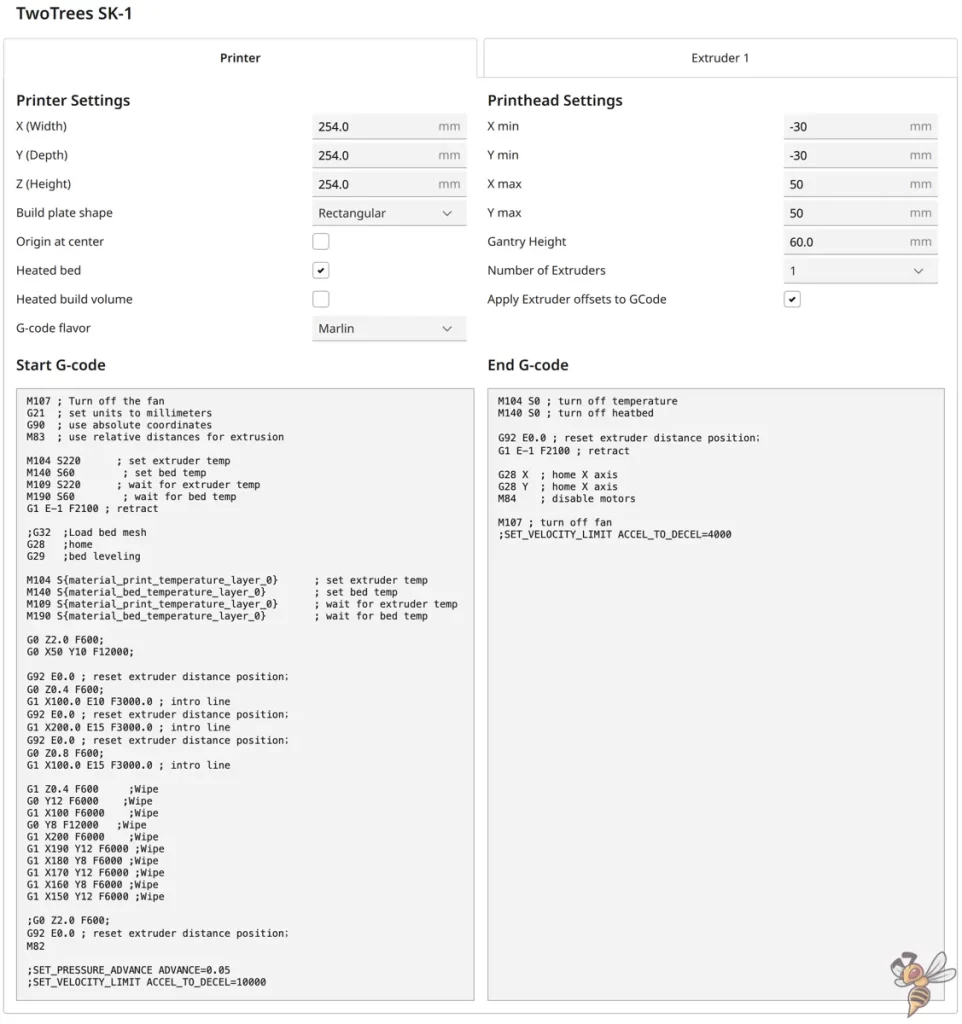
In den oben gezeigten Maschineneinstellungen sind die grundlegenden Parameter deines Druckers festgelegt. Im Folgenden werden die G-Code-Schnipsel nochmals detailliert aufgeführt, sodass du sie einfach kopieren kannst:
- Start G-Code:
- M107 ; Turn off the fan
- G21 ; set units to millimeters
- G90 ; use absolute coordinates
- M83 ; use relative distances for extrusion
- M104 S220 ; set extruder temp
- M140 S60 ; set bed temp
- M109 S220 ; wait for extruder temp
- M190 S60 ; wait for bed temp
- G1 E-1 F2100 ; retract
- ;G32 ;Load bed mesh
- G28 ;home
- G29 ;bed leveling
- M104 S{material_print_temperature_layer_0} ; set extruder temp
- M140 S{material_bed_temperature_layer_0} ; set bed temp
- M109 S{material_print_temperature_layer_0} ; wait for extruder temp
- M190 S{material_bed_temperature_layer_0} ; wait for bed temp
- G0 Z2.0 F600;
- G0 X50 Y10 F12000;
- G92 E0.0 ; reset extruder distance position;
- G0 Z0.4 F600;
- G1 X100.0 E10 F3000.0 ; intro line
- G92 E0.0 ; reset extruder distance position;
- G1 X200.0 E15 F3000.0 ; intro line
- G92 E0.0 ; reset extruder distance position;
- G0 Z0.8 F600;
- G1 X100.0 E15 F3000.0 ; intro line
- G1 Z0.4 F600 ;Wipe
- G0 Y12 F6000 ;Wipe
- G1 X100 F6000 ;Wipe
- G0 Y8 F12000 ;Wipe
- G1 X200 F6000 ;Wipe
- G1 X190 Y12 F6000 ;Wipe
- G1 X180 Y8 F6000 ;Wipe
- G1 X170 Y12 F6000 ;Wipe
- G1 X160 Y8 F6000 ;Wipe
- G1 X150 Y12 F6000 ;Wipe
- ;G0 Z2.0 F600;
- G92 E0.0 ; reset extruder distance position;
- M82
- ;SET_PRESSURE_ADVANCE ADVANCE=0.05
- ;SET_VELOCITY_LIMIT ACCEL_TO_DECEL=10000
- End G-Code:
- M104 S0 ; turn off temperature
- M140 S0 ; turn off heatbed
- G92 E0.0 ; reset extruder distance position;
- G1 E-1 F2100 ; retract
- G28 X ; home X axis
- G28 Y ; home X axis
- M84 ; disable motors
- M107 ; turn off fan
- ;SET_VELOCITY_LIMIT ACCEL_TO_DECEL=4000
Nachdem du das Profil für deinen Drucker in Cura erstellt hast, geht es darum, die Druckeinstellungen anzupassen. Diese Einstellungen betreffen den Druckvorgang selbst und beinhalten wichtige Aspekte wie die Einstellungen für Temperatur, Geschwindigkeit und Retraction.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PLA Filament mit dem TwoTrees SK-1:
- Drucktemperatur: 220 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 300 mm/s
- Retraction: 0,8 mm bei 50 mm/s
- Kühlung: 100 %
Der TwoTrees SK-1 kann PLA Filament mit minimaler Kalibrierung nahezu perfekt verarbeiten. Dank seiner präzisen Bauweise und den qualitativ hochwertigen Extruder liefert er bei PLA-Filamenten ausgezeichnete Ergebnisse.
PLA ist bekannt für seine unkomplizierte Handhabung beim 3D-Druck. Die optimale Einstellung von Drucktemperatur und Retraction ist dabei aber besonders wichtig, um die besten Ergebnisse zu erzielen.
Es ist jedoch zu beachten, dass die oben angegebenen Werte nicht für jede PLA-Sorte perfekt sein werden. Jedes Material kann leicht unterschiedliche Anforderungen haben, und eine geringfügige Anpassung kann notwendig sein. Weiter unten in diesem Artikel werde ich detaillierter auf die Kalibrierung eingehen, um dir zu helfen, das Beste aus jeder PLA-Sorte herauszuholen.
ABS Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von ABS Filament mit dem TwoTrees SK-1:
- Drucktemperatur: 250 °C
- Druckbett-Temperatur: 100 °C
- Druckgeschwindigkeit: 200 mm/s
- Retraction: 0,8 mm bei 50 mm/s
- Kühlung: 50 %
ABS Filament ist ein Material, das für seine Widerstandsfähigkeit und Hitzebeständigkeit bekannt ist. Der TwoTrees SK-1 verfügt jedoch nicht über ein geschlossenes Gehäuse, was beim Drucken von ABS zu Schwierigkeiten führen kann. ABS neigt nämlich dazu, sich bei Temperaturschwankungen oder Zugluft zu verziehen (Warping) oder Risse zu bilden.
Für kleinere Objekte kann der SK-1 jedoch durchaus effektiv ABS verarbeiten. Eine nützliche Technik, um das Verziehen zu minimieren, ist die Verwendung eines Draft Shields in Cura. Dieser erstellt eine Art Barriere um das Objekt, die dabei hilft, die Temperatur konstant zu halten und den Luftzug zu reduzieren. Dennoch solltest du beachten, dass größere oder komplexere ABS-Drucke ohne ein geschlossenes Gehäuse schwieriger zu handhaben sind.
TPU Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von TPU Filament mit dem TwoTrees SK-1:
- Drucktemperatur: 220 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 50-100 mm/s
- Retraction: 1,6 mm bei 50 mm/s
- Kühlung: 100 %
Der TwoTrees SK-1 ist mit einem Direct Drive Extruder ausgestattet, was ihn besonders geeignet für den Druck von flexiblen Filamenten wie TPU macht. Der direkte Antrieb sorgt für eine präzise und konsistente Zuführung des Filaments, was bei flexiblen Materialien sehr wichtig ist.
TPU erfordert einige spezifische Einstellungen, um optimale Ergebnisse zu erzielen. Besonders wichtig ist hierbei die Geschwindigkeit. TPU sollte langsamer gedruckt werden, um eine hohe Druckqualität zu gewährleisten und Probleme wie Verklemmungen oder ungleichmäßigen Filamentfluss zu vermeiden.
Die Retraction-Einstellung ist ebenfalls entscheidend, da eine zu hohe Retraction bei flexiblem Material zu Problemen führen kann. Ist die Retraction aber nur leicht zu niedrig eingestellt, entsteht sehr schnell TPU Stringing.
PETG Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PETG Filament mit dem TwoTrees SK-1:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 80 °C
- Druckgeschwindigkeit: 150 mm/s
- Retraction: 1,2 mm bei 50 mm/s
- Kühlung: 50 %
PETG ist ein interessantes Filament, da es Eigenschaften von PLA und ABS kombiniert. Es bietet die einfache Druckbarkeit von PLA und die Stärke und Wärmebeständigkeit von ABS. Ein häufiges Problem bei PETG ist Stringing.
Um das Stringing zu reduzieren, ist es wichtig, die Retraction-Einstellungen sorgfältig zu kalibrieren. Eine gute Retraction-Einstellung hilft, unerwünschte Fäden zu vermeiden, ohne dass der Extruder verstopft.
Ein weiterer wichtiger Punkt beim Druck mit PETG ist die Lagerung des Filaments. PETG zieht Feuchtigkeit an, was die Druckqualität beeinträchtigen kann. Es sollte daher trocken gelagert werden, um optimale Ergebnisse zu erzielen.
Mit den richtigen Einstellungen und einer guten Lagerung kann der TwoTrees SK-1 ausgezeichnete Ergebnisse mit PETG liefern.
Die besten Cura Einstellungen für den TwoTrees SK-1
In diesem Abschnitt findest du die optimalen Cura Einstellungen für verschiedene Filamente, die mit dem TwoTrees SK-1 verwendet werden können. Diese Einstellungen bieten dir eine hervorragende Ausgangsbasis, um qualitativ hochwertige Drucke zu erzielen.
Drucktemperatur
Die besten Drucktemperaturen für den TwoTrees SK-1 in Cura:
- PLA: 220 °C
- ABS: 250 °C
- TPU: 220 °C
- PETG: 230 °C
Die Drucktemperatur ist einer der Schlüsselfaktoren für erfolgreiche 3D-Drucke. Es ist empfehlenswert, die Drucktemperatur für jedes Filament und jeden Drucker zu kalibrieren, da geringe Unterschiede einen großen Einfluss auf die Qualität des Endprodukts haben können.
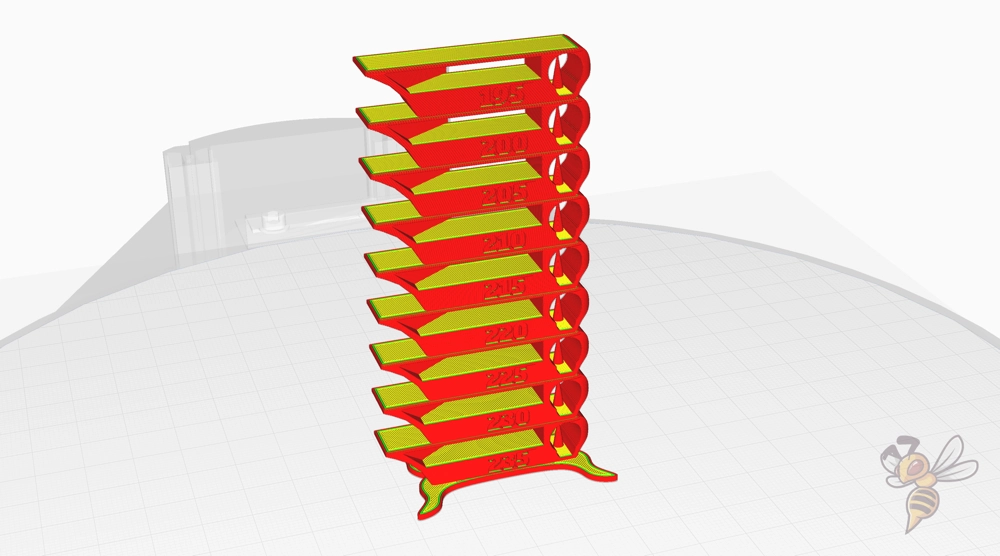
Ein nützliches Tool zur Kalibrierung der Drucktemperatur ist der sogenannte Temperatur-Turm. Dabei handelt es sich um einen Drucktest, der aus einem Turm besteht, bei dem jede Ebene bei einer anderen Temperatur gedruckt wird.
So kannst du visuell beurteilen, bei welcher Temperatur dein Drucker und das verwendete Filament die besten Ergebnisse liefern. Dies hilft dir, die perfekte Drucktemperatur für unterschiedliche Materialien präzise einzustellen.
Wie du einen solchen Temperatur-Turm richtig verwendest und ein passendes Skript in Cura dafür schreiben kannst, findest du in dem Kalibrier-Guide, den ich am Anfang des Artikels verlinkt habe.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den TwoTrees SK-1 in Cura:
- PLA: 60 °C
- ABS: 100 °C
- TPU: 60 °C
- PETG: 80 °C
Die richtige Einstellung der Druckbett-Temperatur ist entscheidend für die Haftung des ersten Layers auf dem Druckbett. Eine gut abgestimmte Druckbett-Temperatur hilft, Druckfehler wie das Verziehen oder Ablösen der ersten Schichten zu vermeiden. Besonders wichtig ist dies bei Materialien wie ABS, die zu stärkerem Verziehen neigen.
Ein häufiges Problem bei einer falschen Druckbett-Temperatur ist der sogenannte Elefantenfuß. Hierbei verformen sich die unteren Schichten des Druckobjekts aufgrund einer zu hohen Druckbett-Temperatur, da sie sich stärker ausdehnen als die oberen.
Das Druckbett des SK-1 hat für mich bei den oben angegebenen Temperaturen eine einwandfreie Haftung geliefert. Solltest du dennoch Probleme haben, ist hier der richtige Artikel für dich: 3D Druck haftet nicht am Bett: Alle Lösungen im Praxistest
Druckgeschwindigkeit
Die besten Druckgeschwindigkeiten für den TwoTrees SK-1 in Cura:
- PLA: 300 mm/s
- ABS: 200 mm/s
- TPU: 50-100 mm/s
- PETG: 150 mm/s
Zu hohe Geschwindigkeiten können zu Problemen wie ungleichmäßigen Schichten und wiederkehrenden Schwingungen führen, während eine zu langsame Geschwindigkeit den Druckprozess unnötig in die Länge zieht.
Ein wichtiger Aspekt bei der Einstellung der Druckgeschwindigkeit ist die Vermeidung von Ringing. Ringing sind jene Schwingungsmuster, die an den Kanten von Druckobjekten sichtbar werden, insbesondere nach scharfen Richtungswechseln. Diese entstehen, wenn die Druckgeschwindigkeit zu hoch für die Stabilität des Druckers ist.
Um die optimale Druckgeschwindigkeit zu finden, empfehle ich die Durchführung eines Ringing Tests. Dabei wird ein spezielles Testobjekt gedruckt, das hilft, die Geschwindigkeit zu ermitteln, bei der dein Drucker die besten Ergebnisse liefert, ohne Ringing-Effekte zu produzieren.
Schichthöhe
Das sind die besten Schichthöhen für den TwoTrees SK-1 in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Die Wahl der richtigen Schichthöhe ist entscheidend für die Balance zwischen Druckqualität und -geschwindigkeit. Eine geringere Schichthöhe, wie 0,1 mm, eignet sich hervorragend für dekorative Objekte, bei denen es auf feine Details und eine glatte Oberfläche ankommt. Diese Einstellung erfordert jedoch mehr Zeit für den Druck.
Eine Schichthöhe von 0,2 mm gilt als guter Standard für eine Vielzahl von Druckprojekten. Sie bietet eine gute Kombination aus Druckqualität und -geschwindigkeit, was sie zur idealen Wahl für allgemeine Druckaufgaben macht.
Für grobe, schnelle Drucke, bei denen es weniger auf Details ankommt, ist eine Schichthöhe von 0,3 mm eine effektive Wahl. Diese Einstellung ermöglicht schnellere Drucke, was bei großen Objekten oder wenn Zeit ein wichtiger Faktor ist, nützlich sein kann. Es ist jedoch zu beachten, dass bei einer solchen Schichthöhe feine Details verloren gehen können.
Flussrate
Das sind die besten Flussraten für den TwoTrees SK-1 in Cura:
- Standard: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Die Anpassung der Flussrate sollte erst in Betracht gezogen werden, nachdem die Drucktemperatur und die Retraction sorgfältig kalibriert wurden. Diese Faktoren haben einen direkten Einfluss auf die Druckqualität und sollten vor weiteren Anpassungen optimiert werden.
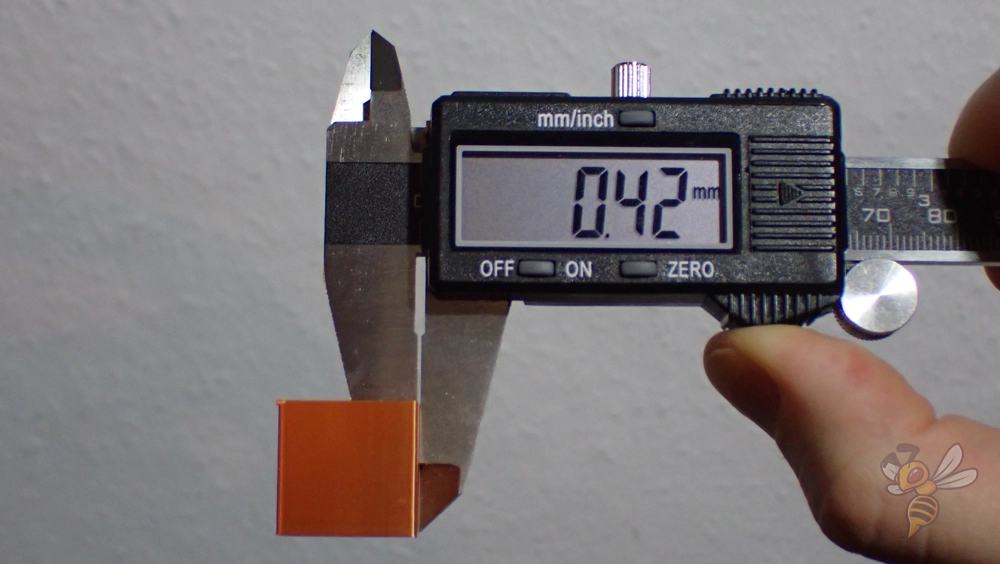
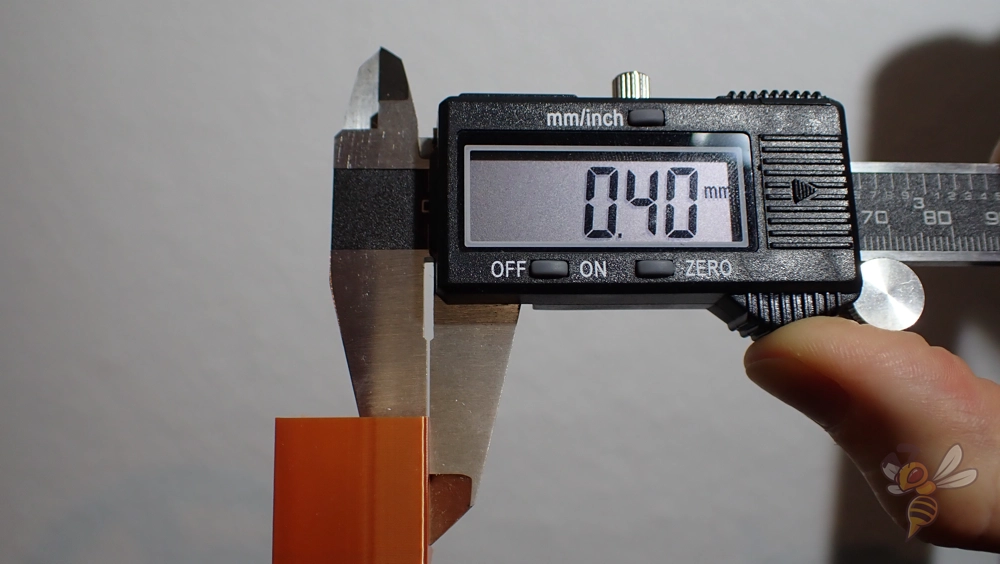
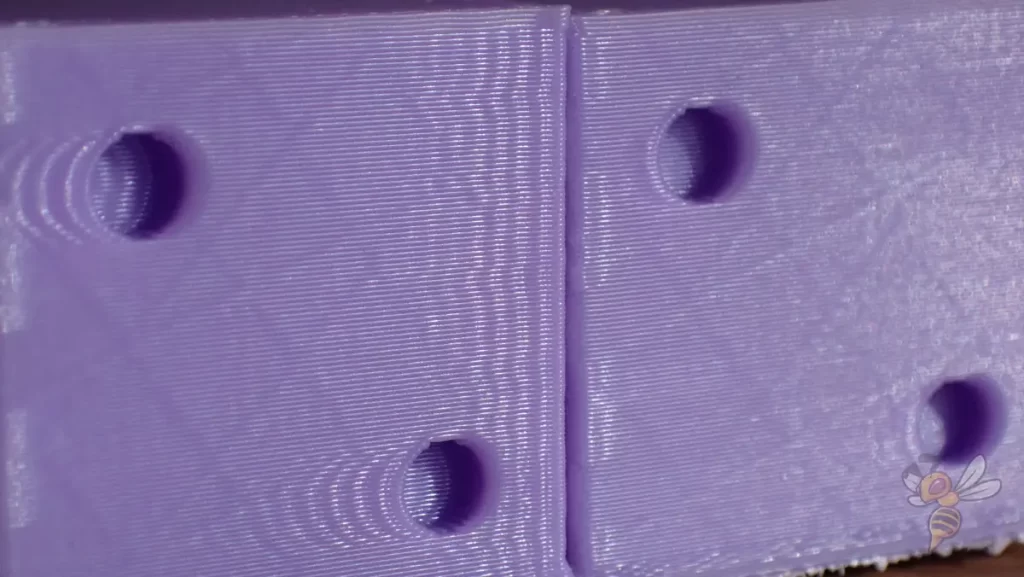
Zur Kalibrierung der Flussrate empfehle ich, einen Kalibrierungswürfel ohne Infill oder obere Schichten zu drucken. Dieser Ansatz ermöglicht es, die Wandstärke als Indikator für die Genauigkeit der Flussrate zu verwenden.
Wenn die Wände des Würfels die erwartete Dicke aufweisen, die in deinem Slicer-Programm festgelegt wurde, ist deine Flussrate korrekt eingestellt. Bei Abweichungen nach oben oder unten musst du die Flussrate entsprechend anpassen, um Über- oder Unter-Extrusion zu vermeiden.
Diese Methode hilft dir, eine präzise Flussrate für deinen TwoTrees SK-1 einzustellen und somit die Qualität deiner Drucke zu optimieren.
Retraction
Die besten Retraction Einstellungen für den TwoTrees SK-1 in Cura:
- PLA: 0,8 mm bei 50 mm/s
- ABS: 0,8 mm bei 50 mm/s
- TPU: 1,6 mm bei 50 mm/s
- PETG: 1,2 mm bei 50 mm/s
Die Retraction ist ein entscheidender Aspekt beim 3D-Druck, um Stringing und andere Probleme zu vermeiden. Es ist wichtig, sowohl die Retraction-Distanz als auch die Geschwindigkeit für jede Filamentsorte individuell zu kalibrieren.
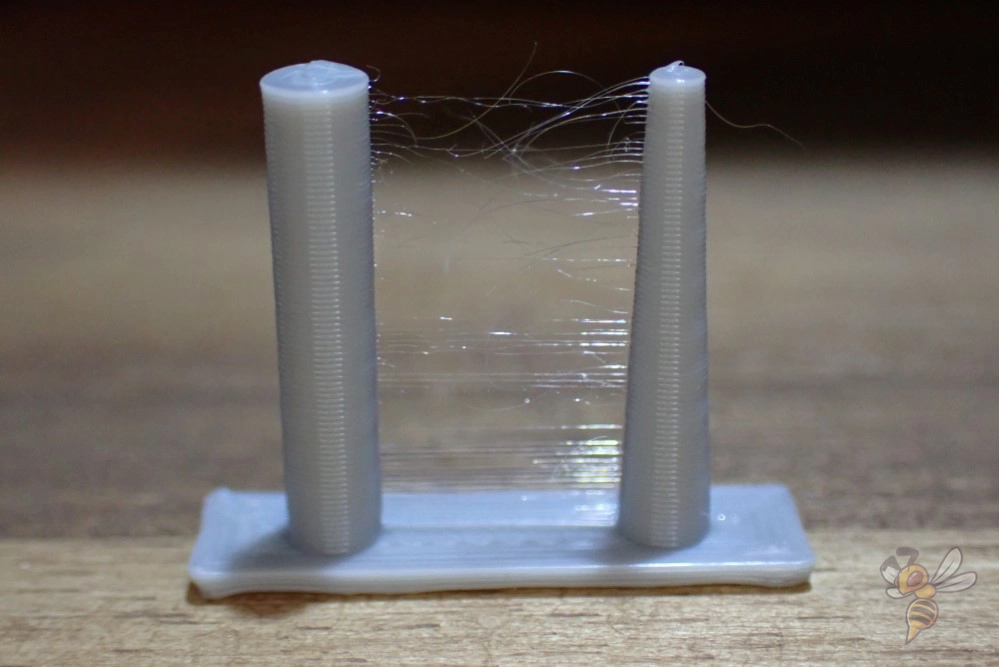
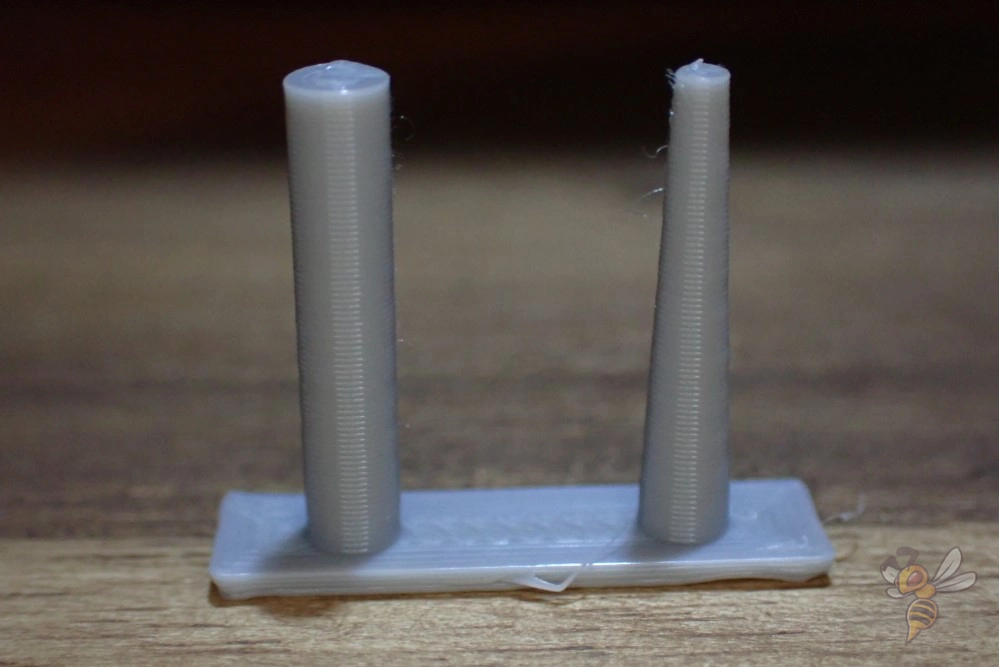
Die Kalibrierung der Retraction kann durch Drucken spezieller Testobjekte erfolgen, bei denen unterschiedliche Retraction-Einstellungen ausprobiert werden. Diese Objekte bestehen typischerweise aus kleinen Türmen oder Spalten, die nah beieinander platziert sind.
Durch die Beobachtung der Stringing-Menge zwischen diesen Türmen kann die optimale Retraction-Distanz und -Geschwindigkeit für den jeweiligen Filamenttyp bestimmt werden. Das Ziel ist es, eine Balance zu finden, bei der das Stringing minimiert wird, ohne dass es zu Problemen wie dem Verstopfen des Hotends oder einer schlechten Schichtbindung kommt.
Infill
Die beste Infill-Dichte für den TwoTrees SK-1 in Cura:
- Dekorative Objekte: 0-15%
- Standard Objekte: 15-50%
- Stabile Objekte: 50-100%
Die Infill-Dichte ist ein wichtiger Faktor, der die Festigkeit, das Gewicht und den Materialverbrauch deiner 3D-Drucke beeinflusst. Diese Werte sind weitgehend druckerunabhängig, da sie mehr von der Art des zu druckenden Objekts und den spezifischen Anforderungen des jeweiligen Projekts abhängen.
Erste Schicht
Dies sind die besten Cura Einstellungen für die erste Schicht mit dem TwoTrees SK-1:
- Schichthöhe: 100%
- Linienbreite: 100%
- Drucktemperatur: So wie der Rest.
- Druckgeschwindigkeit: 10 mm/s
- Raft/Brim/Skirt: Skirt.
Eine langsamere Druckgeschwindigkeit für die erste Schicht ist essentiell, um eine starke Haftung am Druckbett zu gewährleisten. Dies ist wohl eine der wirksamsten Methoden, um sicherzustellen, dass dein Druckobjekt während des gesamten Druckvorgangs fest auf dem Druckbett bleibt.
Indem du die Geschwindigkeit reduzierst, gibst du dem Filament mehr Zeit, um sich gleichmäßig auszulegen und fest mit der Oberfläche des Druckbetts zu verbinden.
Ein weiterer wichtiger Aspekt ist die Temperatur des Filaments. Je länger das Filament heiß bleibt, desto besser ist die Haftung am Druckbett. Eine höhere Temperatur ermöglicht es dem Filament, sich effektiver mit dem Druckbett zu verbinden, was besonders bei schwieriger zu haftenden Materialien wie ABS hilfreich sein kann.
Diese Kombination aus langsamer Geschwindigkeit und angepasster Temperatur sorgt dafür, dass die erste Schicht stark haftet und eine solide Basis für den Rest des Druckvorgangs bildet.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
