
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Die richtigen Cura Einstellungen für den Sovol SV06 zu finden, ist manchmal nicht ganz so einfach. Wie bei vielen anderen 3D-Druckern auch gibt es in Cura kein geeignetes Standardprofil dazu.
Um gute Ergebnisse mit PLA mit dem Sovol SV06 zu erzielen, sollte in den Cura Einstellungen eine Drucktemperatur von etwa 200 °C, eine Druckbetttemperatur von 60 °C, eine Druckgeschwindigkeit von 50 mm/s und eine Retraction von 0,5 mm bei 40 mm/s eingestellt werden.
Welche Einstellungen du bei anderen Filamenten benötigst und was du bei den einzelnen Einstellungen in Cura beachten solltest, erfährst du in diesem Artikel. Vorher gibt es aber noch eine kleine Übersichtstabelle.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 195-205 °C | 235-240 °C | 210-220 °C | 225-245 °C |
| Druckbetttemperatur | 60 °C | 90 °C | 60 °C | 65-75 °C |
| Druckgeschwindigkeit | 50 mm/s | 45 mm/s | 30 mm/s | 50 mm/s |
| Retraction | 0.5 mm bei 40 mm/s | 0.5 mm bei 35 mm/s | 0.5-1 mm bei 40 mm/s | 0.4-0.8 mm bei 40-50 mm/s |
| Kühlung | 100 % | 0% + enclosure | 100 % | 50-100 % |

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
Ein Profil für den Sovol SV06 in Cura Erstellen
Das “Cura Profil” setzt sich im Prinzip aus den Maschineneinstellungen und den Druckeinstellungen zusammen. Die Maschineneinstellungen beschreiben die Hardware des Druckers und definieren etwas G-Code, der vor und nach dem Druck ausgeführt werden soll. Die Druckeinstellungen bestimmen, wie das Filament gedruckt werden soll, also bei welcher Temperatur oder mit welcher Geschwindigkeit.
Das Definieren der Maschineneinstellungen muss nur einmal beim Hinzufügen des Druckers passieren. Jedoch müssen die Druckeinstellungen fein auf das jeweilige Filament und die Druckdatei abgestimmt sein.
In diesem Artikel zeige ich dir sowohl die richtigen Maschineneinstellungen für den Sovol SV06, als auch passende Druckeinstellungen, die gute Startpunkte für die jeweiligen Filamente darstellen. Am Ende erfährst du noch, wie du die Einstellungen kalibrierst, um perfekte Ergebnisse zu erzielen.
Das hier sind die einzelnen Schritte, um ein neues Profil in Cura für den Sovol SV06 zu erstellen:
- Klicke auf “Einstellungen” in der Menüleiste von Cura.
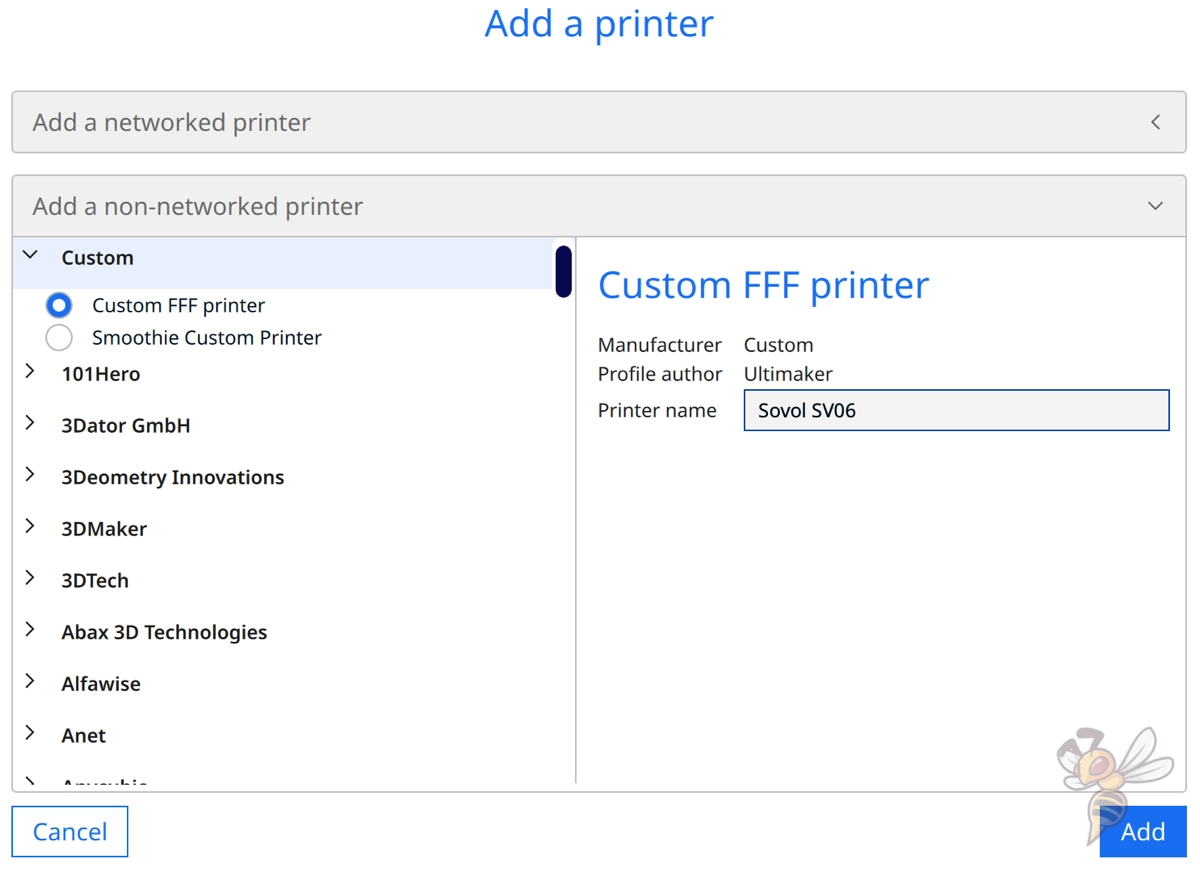
- Gehe auf “Drucker” und “Drucker hinzufügen”.
- Wähle “Custom FFF printer” aus, nenne ihn “Sovol SV06” und drücke “Hinzufügen”.
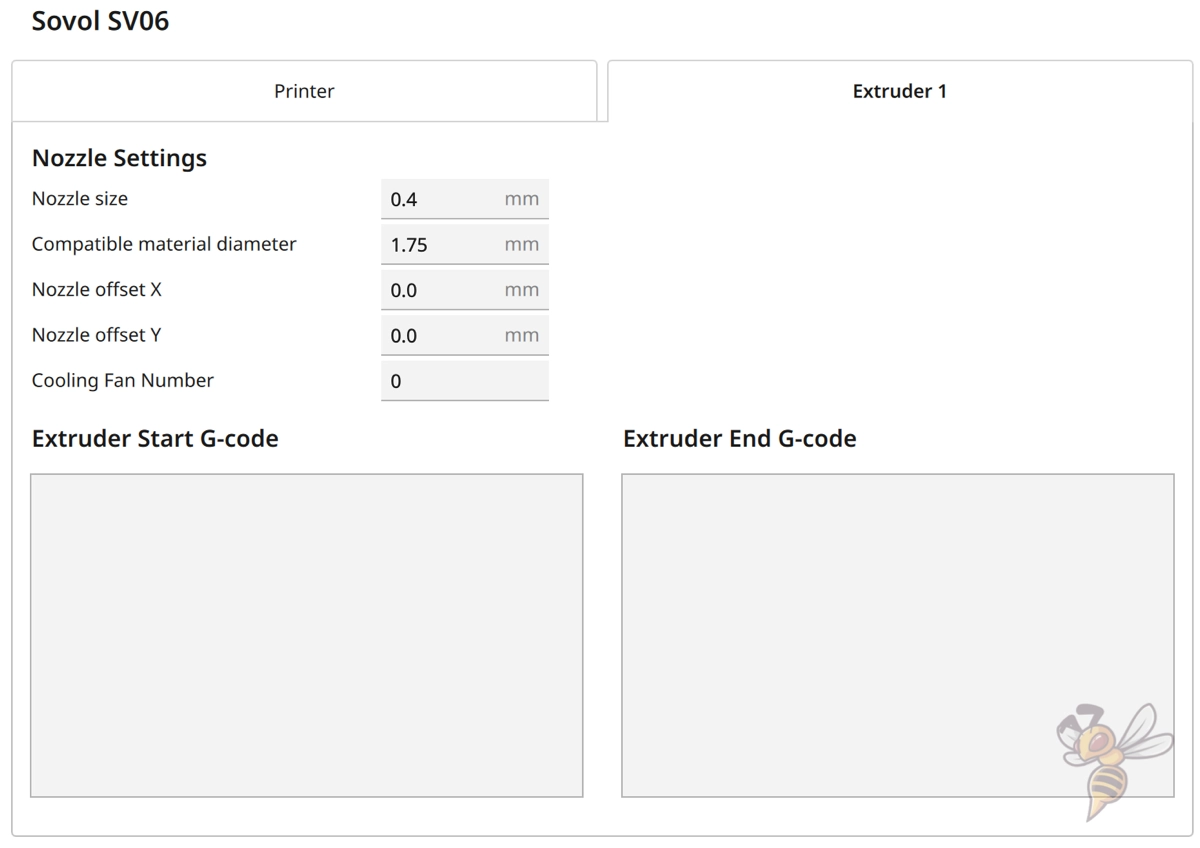
- Passe die Maschineneinstellungen gemäß den Angaben in den Screenshots und den G-code Schnipseln an.
- Danach kannst du das Fenster schließen und die Druckeinstellungen anpassen.
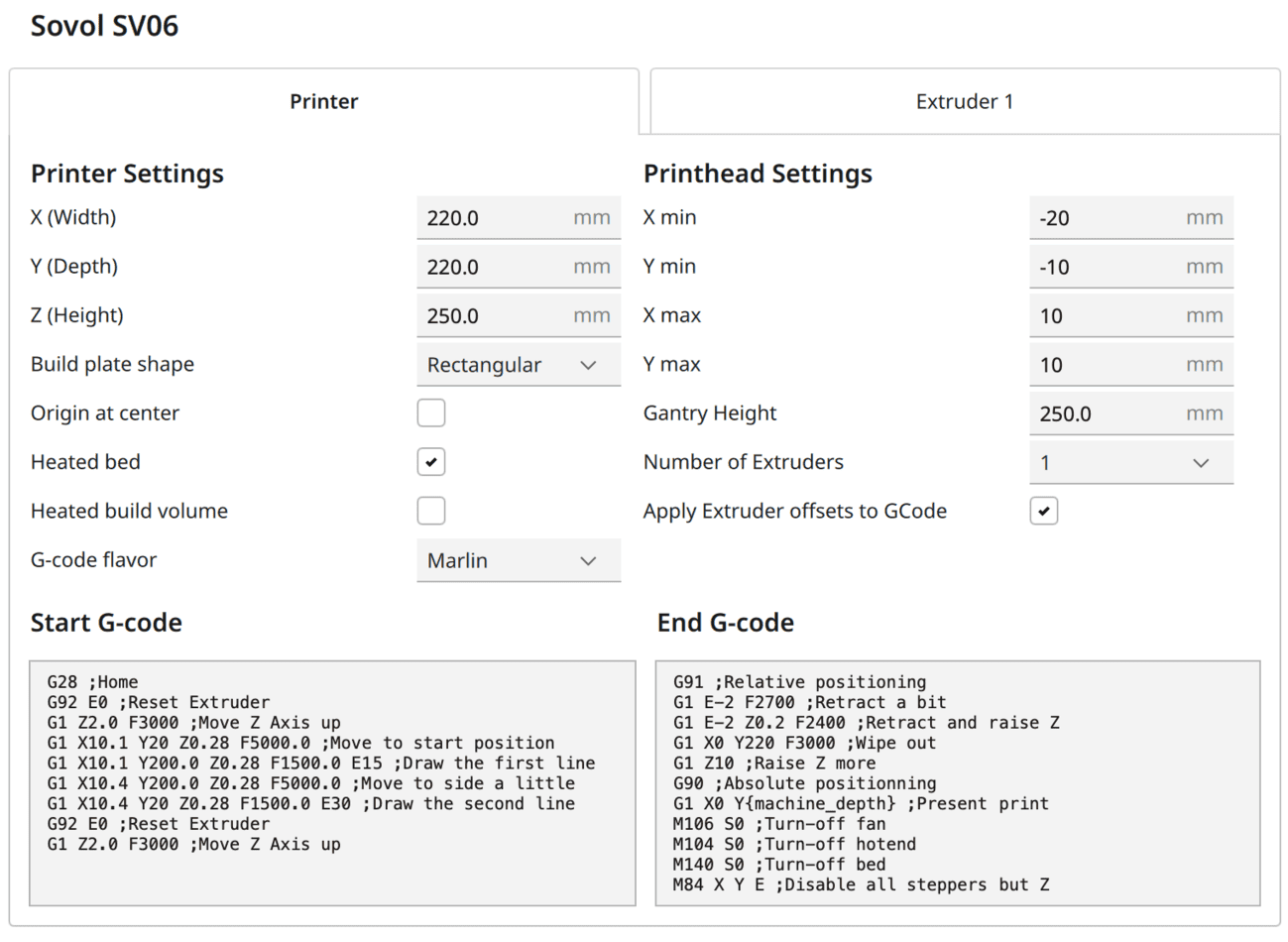
Hier sind die G-code Schnipsel für die Maschineneinstellungen des Sovol SV06:
Start G-code:
- G28 ;Home
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
- G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
- G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
- G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
- G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
End G-code:
- G91 ;Relative positioning
- G1 E-2 F2700 ;Retract a bit
- G1 E-2 Z0.2 F2400 ;Retract and raise Z
- G1 X0 Y220 F3000 ;Wipe out
- G1 Z10 ;Raise Z more
- G90 ;Absolute positioning
- G1 X0 Y{machine_depth} ;Present print
- M106 S0 ;Turn-off fan
- M104 S0 ;Turn-off hotend
- M140 S0 ;Turn-off bed
- M84 X Y E ;Disable all steppers but Z
Nun kannst du anfangen, die Druckeinstellungen auf dein jeweiliges Filament anzupassen.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Sovol SV06 für PLA:
- Drucktemperatur: 195-205 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 0,5 mm bei 40 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PLA lässt sich von allen Filamenten am einfachsten drucken. Besonders beim SV06 müssen nur ein paar Dinge beachtet werden, um mit diesem Filament gute Ergebnisse zu erzielen.
Da das Druckbett mit PEI beschichtet ist, brauchst du dir nur wenig Gedanken um die Druckbetthaftung zu machen. Solange du das Druckbett korrekt nivelliert hast und der Z-Offset nicht zu groß ist, haftet PLA perfekt mit Druckbett Temperaturen um die 60 °C.
Das Einzige was du beim SV06 bei PLA beachten musst, ist die Retraction. Die oben angegeben Werte sind ein guter Start für die meisten PLA Filamente. Mit diesen Einstellungen hatte ich bei verschiedenen PLA Sorten gute Ergebnisse.
Wenn du die Ergebnisse perfektionieren möchtest, solltest du die Retraction auf jeden Fall kalibrieren. Wie das funktioniert, erfährst du weiter unten in diesem Artikel.
ABS Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Sovol SV06 für ABS:
- Drucktemperatur: 235-240 °C
- Druckbett Temperatur: 90 °C
- Druckgeschwindigkeit: 45 mm/s
- Einzug (Retraction): 0,5 mm bei 35 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Wenn du stabile Objekte drucken möchtest, die mechanische Kräfte gut standhalten können, ist ABS wahrscheinlich interessant für dich. ABS ist widerstandsfähiger als PLA und wird deshalb gerne für solche Anwendungen verwendet.
Das Problem bei ABS ist jedoch, dass es beim Abkühlen relativ stark schrumpft. Besonders bei großen Objekten kann dies zu Problemen wie Warping führen.
Kleinere Objekte aus ABS lassen sich mit dem SV06 problemlos drucken. Bei größeren Objekten würde ich dir zu einem Gehäuse raten. Das hier von Creality sollte perfekt für den SV06 passen.
Mit so einem Zelt bleibt die Umgebungstemperatur des Objekts während des Drucks homogen und warm genug, dass es sich nicht verzieht. Sobald der Druck abgeschlossen ist und das Druckbett abkühlt, kühlt sich das Innere im Zelt und damit auch das Objekt langsam bis auf Raumtemperatur ab. So kann es nicht zu Warping kommen.
TPU Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Sovol SV06 für TPU:
- Drucktemperatur: 210-220 °C
- Druckbett Temperatur: 60 °C
- Druckgeschwindigkeit: 30 mm/s
- Einzug (Retraction): 0,5-1 mm bei 40 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Dank des Direct Drive Extruders ist es dem Sovol SV06 möglich, auch flexible Filamente in verlässlich guter Qualität zu drucken. Die Distanz zwischen dem Extruder und der Nozzle ist so klein, dass das flexible Filament die Extrusionsbewegungen nicht so stark ausgleichen kann wie bei einem Bowden-Extruder. Daher ist die Extrusionsgenauigkeit bei flexiblen Filamenten bei Direct Drive Extruder wesentlich besser.
Trotzdem müssen die Geschwindigkeiten der Druckbewegungen und der Retraction fein auf das jeweilige Filament abgestimmt werden. Die oben angegebenen Werte haben bei meinem TPU Filament einwandfrei funktioniert. Da TPU Filament aber in vielen verschiedenen Sorten kommt, ist es wichtig besonders die Retraction ganz genau zu kalibrieren.
Wenn du den z-Offset richtig eingestellt hast und eine sehr langsame Druckgeschwindigkeit für die erste Schicht einstellst, solltest du keine Probleme mit der Druckbetthaftung haben. Falls doch, würde sich Magigoo als Klebstoff anbieten.
PETG Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den Sovol SV06 für PETG:
- Drucktemperatur: 225-245 °C
- Druckbett Temperatur: 65-75 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 0,4-0,8 mm bei 40–50 mm/s
- Kühlung: 50–100 %
- Erste Schicht: 5–10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Dadurch, dass der SV06 ein Vollmetall Hotend besitzt, kannst du auch bei den hohen Temperaturen von PETG regelmäßig drucken, ohne dabei ständig Verschleißteile wie eine PTFE Heatbreak austauschen zu müssen.
PETG ist für viele Anwendungen ideal geeignet. Es lässt sich einfacher drucken als ABS, jedoch schwieriger als PLA. Dafür ist es aber auch stabiler als PLA und kann auch perfekt für Außenanwendungen eingesetzt werden. Das Problem bei PETG ist jedoch, dass es extrem zu Stringing neigt.
Stringing wird von vielen Druckeinstellungen beeinflusst. Neben der Drucktemperatur und der Kühlung hat dabei die Retraction die größte Auswirkung auf das Stringing Verhalten bei PETG.
Außerdem ist es bei PETG notwendig es vor zu viel Luftfeuchtigkeit zu schützen. Feuchtes PETG Filament ist kaum fehlerfrei druckbar. Ansonsten kannst du in diesen Artikel hineinschauen, wenn du Probleme mit Stringing bei PETG hast.
Beste Cura Einstellungen für den Sovol SV06
Drucktemperatur
Die besten Drucktemperaturen für den Sovol SV06 in Cura:
- PLA: 195-205 °C
- ABS: 235-240 °C
- TPU: 210-220 °C
- PETG: 225-245 °C
Eine falsch eingestellte Drucktemperatur kann starke Auswirkungen auf das Druckergebnis haben. Das Hotend des SV06 arbeitet sehr genau, womit es nicht allzu schwer ist von den oben angegebenen Werten die optimale Temperatur für das jeweilige Filament zu finden.
Der Extruder des SV06 kann regelmäßig 260 °C erreichen. Damit kannst du alle Standardfilamente problemlos drucken. Wenn du auch exotischere Filamente drucken möchtest, die noch höhere Temperaturen benötigen, kannst du die Temperatur auch auf bis zu 300 °C erhöhen.
Druckbett Temperatur
Die besten Druckbetttemperaturen für den Sovol SV06 in Cura:
- PLA: 60 °C
- ABS: 90 °C
- TPU: 60 °C
- PETG: 65-75 °C
Das Druckbett des SV06 erreicht 100 °C. Damit kannst du für alle Standardfilamente und die meisten exotischen Filamente eine gute Druckbetthaftung herstellen.
Es ist zwar unwahrscheinlich, dass du mit dem PEI Druckbett Probleme mit der Druckbetthaftung bekommen wirst, jedoch kannst du durch eine leichte Erhöhung der Druckbetttemperatur die Haftung des Objekts erhöhen. Durch die höhere Temperatur verteilt sich das heiße Filament besser auf dem Druckbett und fließt in die kleinen Vertiefungen der PEI-Beschichtung.
Du darfst die Druckbetttemperatur dabei aber nicht zu stark erhöhen, da das Filament sonst zu den Seiten weg fließt und einen Elefantenfuß erzeugt.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Sovol SV06 in Cura:
- PLA: 50 mm/s
- ABS: 45 mm/s
- TPU: 30 mm/s
- PETG: 50 mm/s
Der Sovol SV06 erreicht Druckgeschwindigkeiten von bis zu 80 mm/s. Durch das Gewicht des Direct Drive Extruders ist die maximale Druckgeschwindigkeit etwas geringer als bei vergleichbaren 3D-Druckern mit Bowden Extrudern. Trotzdem sind die empfohlenen Druckgeschwindigkeiten von ca. 50 mm/s relativ normal.
Wenn die Druckqualität für dich nur eine zweitrangige Rolle spielt, kannst du die Druckgeschwindigkeit natürlich auch bis 80 mm/s einstellen. Bei diesen hohen Geschwindigkeiten treten jedoch Druckfehler wie Ringing oder Ghosting häufiger auf, da es bei den schnellen Bewegungen zu leichten Vibrationen kommt. Diese Vibrationen des Druckkopfs hinterlassen Artefakte auf der Oberfläche des Drucks.
Für eine bessere Druckqualität ist es also immer ratsam, die Druckgeschwindigkeit zu reduzieren.
Schichthöhe
Die besten Schichthöhen für den Sovol SV06 in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Die Schichthöhe sollte sich immer zwischen 25% und 75% des Nozzle Durchmessers bewegen. Da der SV06 mit einem 0,4 mm Nozzle kommt, wären das also 0,1 bis 0,3 mm.
Für dekorative Objekte würde sich eine Schichthöhe von 0,1 mm anbieten, da die Schichten dann feiner werden und die Oberfläche glatter. Falls du nur schnelle Prototypen drucken möchtest, würde sich eher eine Schichtdicke von 0,3 mm anbieten, da du dir so viel Zeit sparst.
Flussrate
Die beste Flussrate für den Sovol SV06 in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Mit der Flussrate kannst du bestimmte Druckfehler ausgleichen. Wenn du Druckfehler beobachtest, die von einer Über-Extrusion hervorgerufen werden, kannst du die Flussrate verringern, damit weniger Material pro Zeiteinheit extrudiert wird.
Wenn du dagegen Unter-Extrusion vorfindest wie Löcher oder Risse, kannst du die Flussrate auch erhöhen, damit mehr Filament extrudiert wird.
Manchmal wird die Flussrate auch dazu eingesetzt, um die Druckbetthaftung für die erste Schicht zu erhöhen. Du kannst die Flussrate auch nur für die erste Schicht anpassen, jedoch besteht dabei die große Gefahr einen Elefantenfuß hervorzurufen. Bevor du dich tust, gibt es noch ein paar andere Schritte, mit denen du die Druckbetthaftung erhöhen kannst.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den Sovol SV06 in Cura:
- PLA: 0,5 mm bei 40 mm/s
- ABS: 0,5 mm bei 35 mm/s
- TPU: 0,5-1 mm bei 40 mm/s
- PETG: 0,4-0,8 mm bei 40–50 mm/s
Die Retraction ist oft eine Quelle von Frustration für viele 3D-Druck Enthusiasten. Wenn die Retraction nicht ein richtig eingestellt ist, kann es zu einer großen Anzahl von Druckfehlern kommen. Dazu zählen zum Beispiel Stringing, Blobs, oder eine starke Z-Naht.
Die Einstellungen für die Retraction setzten sich hauptsächlich aus der Retraction Distanz und der Geschwindigkeit zusammen.
Die oben angegebenen Werte haben für meinen SV06 einwandfrei bei den jeweiligen Filament Arten funktioniert. Bei den Filamenten, bei denen die Retraction besonders wichtig ist, wie TPU und PETG, wirst du jedoch etwas herumexperimentieren müssen, bis du den richtigen Wert für dein Filament gefunden hast (siehe Retraction Kalibrierung weiter unten).
Infill
Die beste Infill Dichte für den Sovol SV06 in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Bei den Einstellungen für die Struktur im Inneren des Objekts sind die Werte nur von der Anwendung des Objekts abhängig und nicht vom verwendeten 3D-Drucker.
Du kannst die Stabilität des gedruckten Objekts durch den Infill anpassen. Dabei spielen hauptsächlich die Dichte und das Muster des Infills eine Rolle. Je höher die Dichte, desto stabiler wird das Objekt. Es gibt aber auch ein paar Muster, die besonders stabil sind.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim Sovol SV06:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte, um Druckbett Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbetthaftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbetthaftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbetthaftung)
Wenn du beim SV06 den Z-Offset nicht zu groß und die Druckgeschwindigkeit auf 5 bis 10 mm/s einstellst, wirst du bei den meisten Filamenten eine ausgezeichnete Druckbetthaftung erreichen.
Falls nicht, kannst du sie mit den oben angegebenen Tipps für Cura oder mit Klebstoffen oder Hilfskonstruktionen wie einem Raft verbessern.
Cura Einstellungen Kalibrieren für den Sovol SV06
Die in diesem Artikel empfohlenen Werte haben perfekt für meinen SV06 und meine Filamente funktioniert. Die Wahrscheinlichkeit, dass die Einstellungen auch bei dir zu guten Ergebnissen führen ist zwar recht hoch, aber wahrscheinlich musst du sie noch kalibrieren, um perfekte Ergebnisse zu erzielen.
Dabei solltest du hauptsächlich die Retraction, die Drucktemperatur und die Flussrate kalibrieren. Diese drei Einstellungen haben einen sehr großen Einfluss auf die Druckqualität.
Ungünstig ist jedoch manchmal, dass sie sich teilweise gegenseitig beeinflussen. Es kann also sein, dass du die Einstellungen jeweils häufiger nacheinander kalibrieren musst, um die perfekten Werte zu finden.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Drucktemperatur Kalibrieren

Die richtige Drucktemperatur verringert die Chance auf Druckfehler erheblich. Selbst ein Unterschied von 5 °C kann oft die Qualität signifikant beeinflussen. Es ist daher wichtig, die Drucktemperatur auf das jeweils verwendete Filament zu kalibrieren. Die in diesem Artikel angegebenen Werte sind zwar sehr gute Richtwerte, jedoch wirst du nicht mit allen Filamenten bei diesen Temperaturen gute Ergebnisse bekommen.
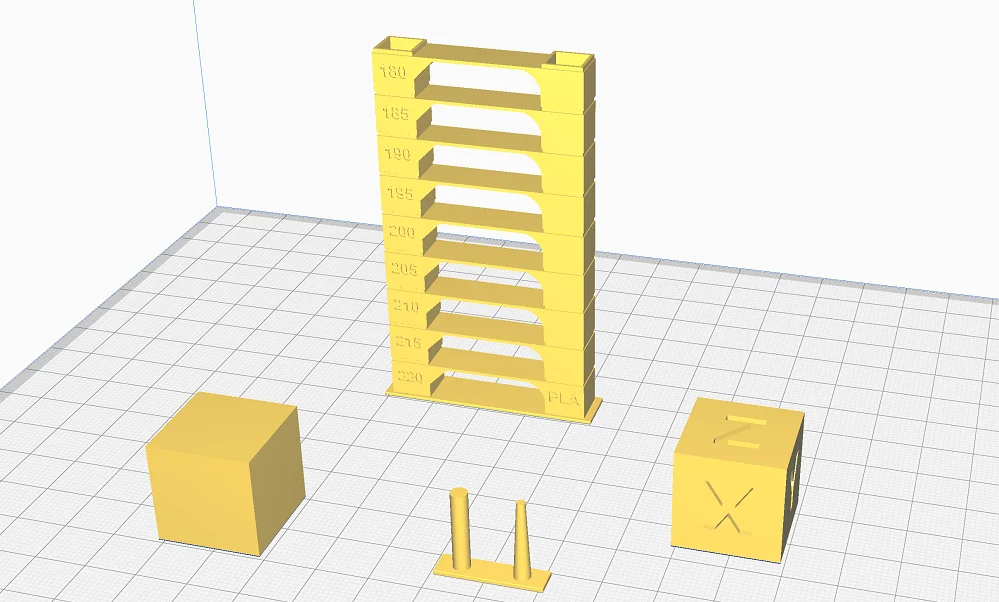
Ein guter Weg, die Drucktemperatur zu kalibrieren, ist ein sogenannter Temperaturturm. Diese Objekte findest du auf Portalen wie Thingiverse oder im Calibration Shapes Plugin von Cura.
Ein Temperaturturm muss im Idealfall nur einmal gedruckt werden. Er besteht aus vielen Ebenen, die bei unterschiedlichen Temperaturen gedruckt werden. So kannst du am Ende direkt sehen, bei welcher Drucktemperatur das Filament am besten gedruckt wurde.
Flussrate Kalibrieren
Die Flussrate ist in den meisten Fällen genau 100%. Auch die meisten Druckfehler lassen sich ohne eine Anpassung der Flussrate beseitigen. Manchmal können starke Extrusionsfehler jedoch nur durch eine Kalibrierung der Flussrate eliminiert werden.
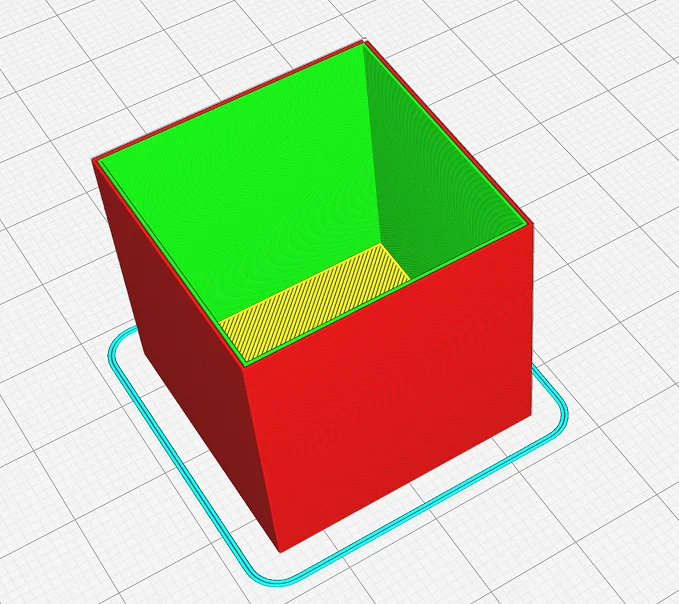
Um die Flussrate zu kalibrieren, vergleichst du die in Cura eingestellte Wandstärke mit der tatsächlich gedruckten Wandstärke.
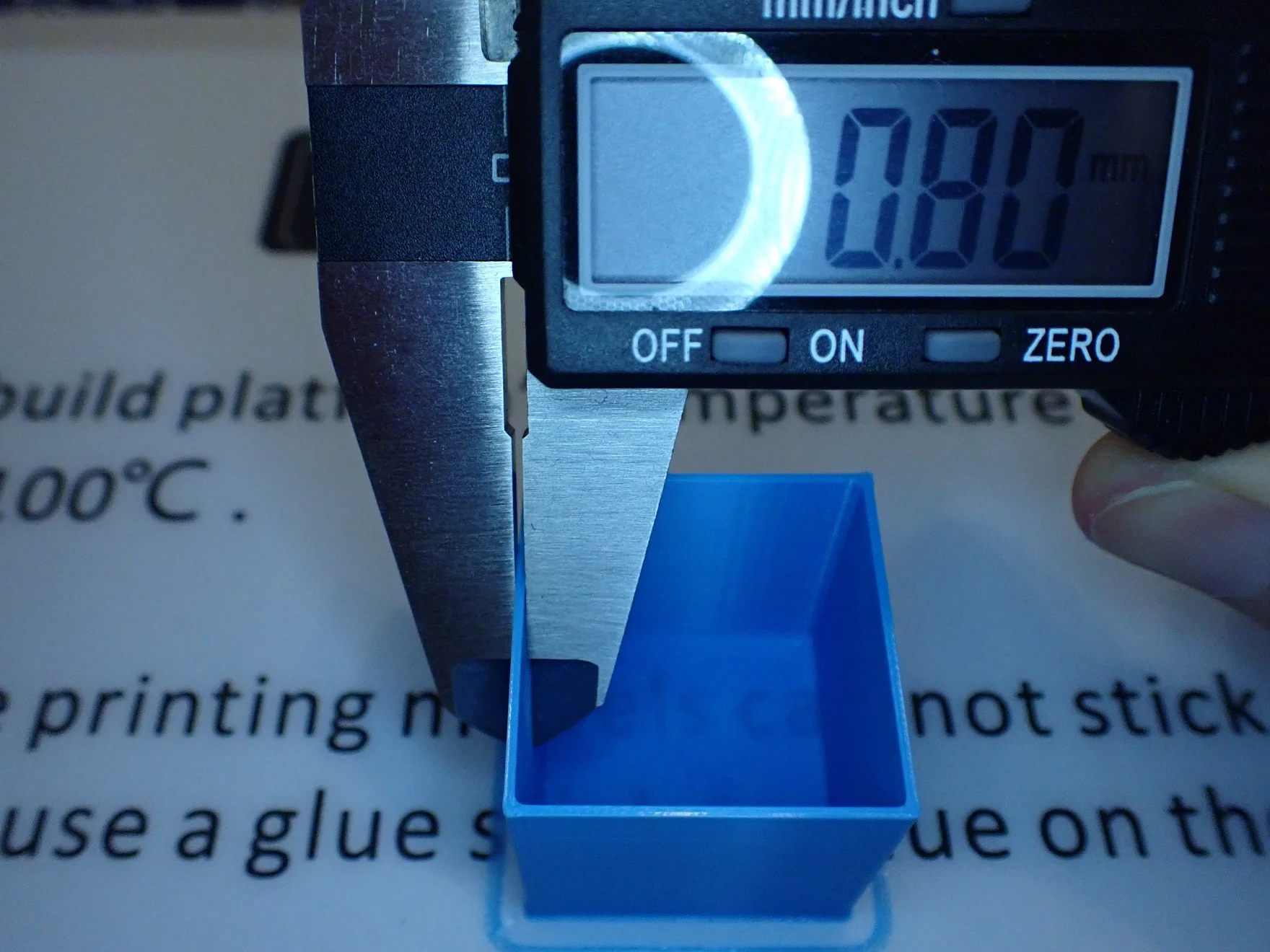
Meiner Meinung ist es dafür am einfachsten einen hohlen Würfel ohne obere Schichten zu drucken. Nach dem Druck kannst du die Wandstärke dann ganz einfach messen.
Der Messwert ist das Produkt aus der Anzahl der Wandlinien und der Linienbreite. Du musst den Wert also durch die Anzahl der Wandlinien teilen, um ihn mit der eingestellten Wandstärke zu vergleichen. Wenn die tatsächliche Wandstärke größer als der Wert im Slicer ist, musst du die Flussrate reduzieren und andersherum.
Einzug Kalibrieren
Die Kalibrierung der Retraction kann viele Druckfehler beheben – wie das häufig auftretende Stringing zum Beispiel. Um die Retraction zu kalibrieren, benötigst du ein geeignetes Objekt, das sich schnell drucken lässt.
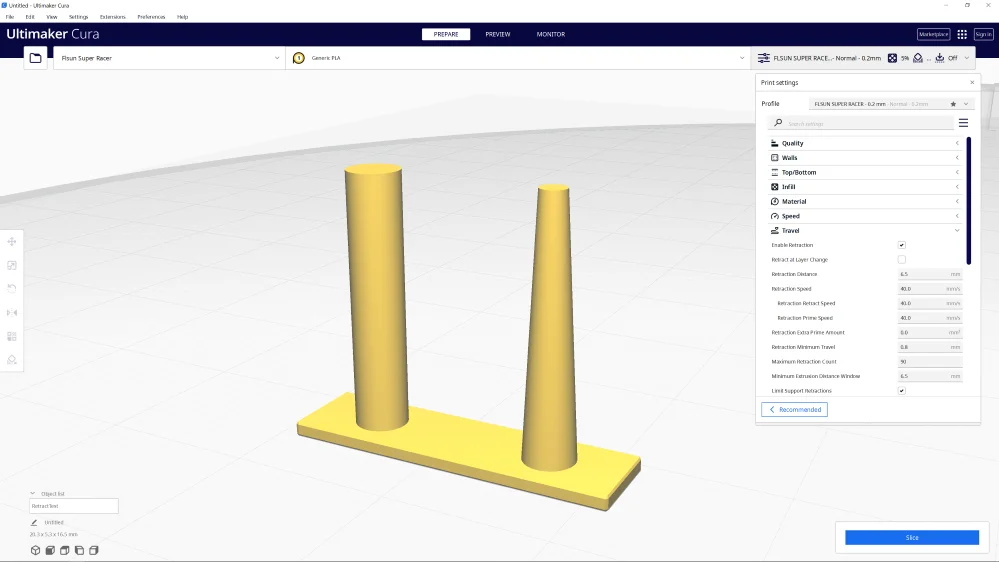
Im Calibration Shapes Plugin von Cura ist ein Objekt dafür enthalten, das nur aus zwei Säulen besteht, die nebeneinander gedruckt werden.
Bei der Kalibrierung der Retraction passt du die Retraction Distanz und die Geschwindigkeit so lange in kleinen Schritten an, bis zwischen diesen beiden Säulen keine oder kaum noch Fäden zu sehen sind.
Es gibt aber noch eine ganze Reihe von anderen Retraction Einstellungen, mit denen du experimentieren kannst bis du die optimalen Werte gefunden hast. Der Combing Mode ist beim SV06 standardmäßig deaktiviert, kann aber bei manchen Filamenten genau die Lösung sein, um die Retraction zu optimieren.
Fazit
Ich hoffe, dass du mit den Cura Einstellungen für den Sovol SV06 und den Tipps in diesem Artikel gute Ergebnisse erzielen wirst. Denk daran, dass perfekte Ergebnisse immer etwas Experimentieren erfordern.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
