
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der 3D-Druck mit PLA-Filament kann in seltenen Fällen aufgrund schlechter Schichthaftung und Delamination schwierig sein. Dies kann dazu führen, dass die Drucke rau aussehen, und in einigen Fällen kann der Druck sogar ganz fehlschlagen.
Es gibt ein paar Dinge, die du tun kannst, um die Schichthaftung zu verbessern und die Wahrscheinlichkeit einer Delaminierung zu verringern.
Um die Schichthaftung bei PLA Filament zu verbessern muss die Drucktemperatur hoch genug sein und die Druckgeschwindigkeit darf nicht zu schnell sein. Generell verbessert sich die Schichthaftung immer wenn sich das Filament auf die ein oder andere Art und Weise langsamer abkühlt.
In diesem Artikel lernst du die besten Methoden um die Schichthaftung bei PLA zu verbessern und eine Delamination zu vermeiden.
Table of Contents:
- 1 Für PLA Brauchst du KEIN 3D Drucker Gehäuse
- 2 Erhöhe die Drucktemperatur
- 3 Reinige die Nozzle
- 4 Verringere die Druckgeschwindigkeit
- 5 Verringere die Schichtdicke
- 6 Erhöhe die Linienbreite
- 7 Erhöhe die Flussrate
- 8 Verwende Trockenes Filament
- 9 Reduziere die Infill Dichte
- 10 Erhöhe die Druckbett Temperatur
- 11 Verringere oder Deaktiviere die Kühlung für die Ersten Schichten
- 12 Verwende Kleber für das Druckbett
Für PLA Brauchst du KEIN 3D Drucker Gehäuse
PLA-Filament benötigt kein Gehäuse für den 3D-Drucker, um die Schichthaftung zu verbessern. In einigen Fällen kann ein Druckergehäuse die Schichthaftung sogar verschlechtern und Delaminationen verursachen.
Für bestimmte Filamente wie ABS ist ein 3D Drucker Gehäuse wichtig um die Umgebungstemperatur homogen zu halten. PLA kommt aber mit der normalen Raumtemperatur sehr gut zurecht.
Erhöhe die Drucktemperatur
Um eine gute Schichthaftung zu erreichen und Delamination zu vermeiden, sollte die PLA-Drucktemperatur bei etwa 200 °C liegen. Die Temperatur variiert je nach Hersteller und muss für jede Filament-Drucker-Kombination angepasst werden.
Wenn es um die Schichthaftung von PLA-Filament geht, ist die Erhöhung der Drucktemperatur oft der Schlüssel zum Erfolg. Daher ist es wichtig, die richtige Temperatur für Ihren Drucker und Ihre Filamentkombination zu finden. Eine schrittweise Erhöhung der Drucktemperatur um 5 °C löst in der Regel die meisten Haftungsprobleme.
Je höher die Drucktemperatur ist, desto heißer ist das Filament was auf die darunterliegende Oberfläche gedruckt wird. Je heißer es ist, desto länger dauert es bis es abgekühlt ist.
Je langsamer das Filament abkühlt, desto länger hat es Zeit mit der darunterliegenden Oberfläche zu verschmelzen. Wenn es zu schnell abkühlt, kommt es zu einer schlechten Haftung. Dies betrifft sowohl die Haftung auf dem Druckbett als auch die Haftung der einzelnen Schichten zueinander.
Achte aber darauf, dass eine falsche Temperatur diverse Druckfehler auslösen kann:
- Ist die Temperatur zu niedrig, kann es zu Unterextrusion und schlechter Haftung auf dem Druckbett kommen.
- Ist die Temperatur zu hoch, können auch andere Druckfehler auftreten, wie z. B. Blobs, Stringing oder sogar ein vollständiges Versagen des Drucks.
Reinige die Nozzle
Die Düse eines 3D-Druckers kann mit der Zeit durch Filament, Staub und andere Verunreinigungen verstopft werden. Dies kann dazu führen, dass das Filament ungenau extrudiert wird, was zu einer schlechten Schichthaftung oder Delamination führen kann.
Um die bestmögliche Druckqualität zu gewährleisten, ist es wichtig, die Düse regelmäßig zu reinigen. Dies kann mit einem einfachen Pfeifenreiniger oder einer Bürste geschehen. Achte darauf, dass du alle Filamentablagerungen aus der Düse entfernen, da dies zu unterschiedlichen Druckproblemen führen kann.
Wenn es um 3D-Drucker geht, ist eines der wichtigsten Teile des Geräts die Düse. Dies ist der Teil des Druckers, der die Tinte oder den Kunststoff auf die Bauplattform aufträgt. Mit der Zeit können sich die Düsen mit Ablagerungen verstopfen, so dass es für den Drucker schwierig wird, eine glatte Kunststoffschicht aufzutragen. Deshalb ist es wichtig, die Düsen sauber zu halten, um eine hohe Druckqualität zu gewährleisten.
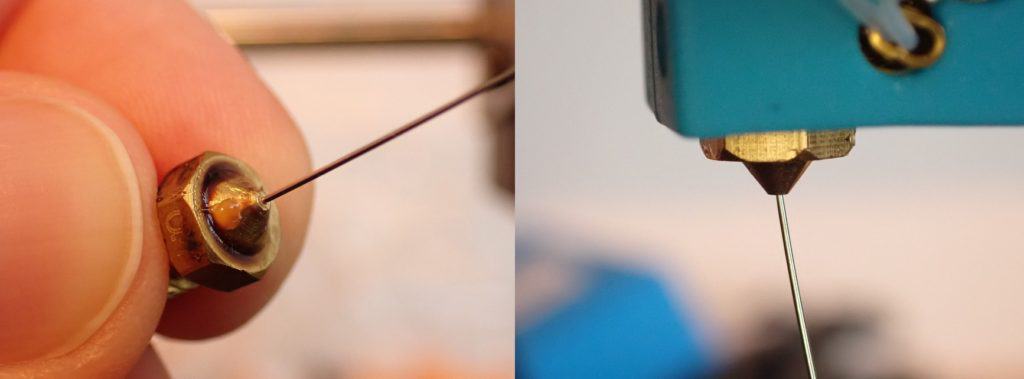
Zum Glück ist es relativ einfach, die Düsen eines 3D-Druckers zu reinigen. Eine beliebte Methode ist es, mit einem Stück gebogenen Draht vorsichtig das angesammelte Material abzukratzen. Eine andere Möglichkeit ist, ein Lösungsmittel wie Alkohol oder Aceton zu verwenden, um hartnäckige Ablagerungen zu lösen.
Hier ist eine kurze Liste über die wichtigsten Methoden um eine 3D Drucker Nozzle zu reinigen (die Reihenfolge bestimmt den Grad der Verschmutzung):
- Abwischen mit einem Tuch bei der Schmelztemperatur des Filaments (sollte regelmäßig vor dem Druck geschehen)
- Das Verwenden eines speziellen Reinigungssets für 3D Drucker Nozzles*. Diese Sets Bestehen meistens aus einer feinen Nadel und einer Drahtbürste.
- Reinigungsfilament* verwenden (am besten regelmäßig)
Verringere die Druckgeschwindigkeit

Eine weitere Möglichkeit, die Schichthaftung zu verbessern und die Wahrscheinlichkeit einer Delamination zu verringern, ist die Verlangsamung der Druckgeschwindigkeit. Dadurch hat das Filament mehr Zeit, mit der darunter liegenden Oberfläche zu verschmelzen.
Bei PLA-Filament wird allgemein angenommen, dass die Druckgeschwindigkeit niedriger sein sollte, um die Haftung der Schichten zu erhöhen und Delamination zu verhindern. Die Logik dahinter ist, dass die Schichten bei einer zu hohen Druckgeschwindigkeit nicht genug Zeit haben, um richtig aneinander zu haften, und das Endergebnis ein schwacher und fadenscheiniger Druck sein wird. Indem du die Druckgeschwindigkeit verlangsamst, gibst du dem PLA-Filament mehr Zeit, miteinander zu verschmelzen, was zu einem stärkeren und haltbareren Endprodukt führt. Wenn du also eine bessere Lagenhaftung erreichen und eine Delaminierung verhindern willst, solltest du auf Nummer sicher gehen und eine niedrigere Druckgeschwindigkeit wählen.
Im Allgemeinen funktioniert eine Druckgeschwindigkeit von 30-60 mm/s am besten für PLA-Filament. Wenn du Probleme mit der Schichthaftung bei PLA Filament hast, solltest du versuchen die Druckgeschwindigkeit in kleinen Schritten von 5 mm/s zu verringern. Prüfe danach das Ergebnis und, ob diese Lösung den Erfolg gebracht hat oder du noch etwas weiter optimieren musst.
Verringere die Schichtdicke
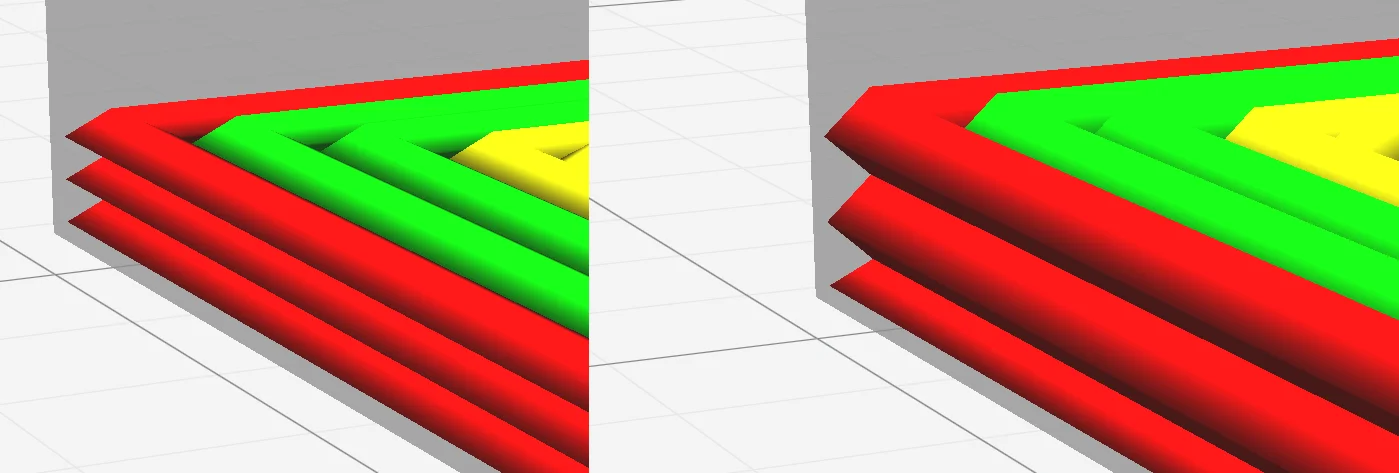
Das Drucken mit einer geringeren Schichtdicke erhöht nicht nur die Gesamtqualität des Drucks, dünnere Schichten erhöhen auch die Haftung der Schichten untereinander. Die Oberfläche zwischen den einzelnen Filamentsträngen wird ovaler, wodurch die Oberfläche der einzelnen Schichten untereinander vergrößert wird.
Delaminierung tritt auf, wenn sich die Schichten des Drucks voneinander lösen und wird in der Regel durch eine schlechte Schichthaftung verursacht. Eine Möglichkeit, die Schichthaftung zu verbessern und Delamination zu verhindern, ist die Verwendung einer dünneren Schichtdicke. Wenn du die Schichtdicke verringerst, vergrößerst du die Oberfläche, die mit der nächsten Schicht in Kontakt ist. Dadurch wird die Haftung zwischen den Schichten verbessert und eine Delaminierung verhindert.
Ein guter Ausgangspunkt ist eine Reduzierung der Schichtdicke um 25-50 %. Wenn du immer noch Probleme mit Delamination hast, kannst du versuchen, die Schichtdicke noch weiter zu reduzieren. Achte aber darauf, dass die Schichtdicke zwischen 25% und 75% des Nozzle Durchmessers beträgt. Wenn Sie unter 25 % oder über 75 % gehen, verschlechtert sich die Druckqualität.
Bei kleineren Schichtdicken sind jedoch zwei verschiedene Einflüsse im Spiel die die Schichthaftung verändern. Zum einen wirkt sich die oben erwähnte größere Oberfläche zwischen den Schichten darauf aus, aber eine dünnere Schicht kühlt schneller ab als eine dickere. Offenbar überwiegt das erstere Phänomen, denn geringere Schichtdicken führen zu einer besseren Schichthaftung und können Delaminationen vermeiden.
Erhöhe die Linienbreite
Eine größere Linienbreite führt zu einer höheren Schichthaftung, die dazu beiträgt, die Schichten zusammenzuhalten. Dies liegt daran, dass die Oberfläche zwischen den einzelnen Schichten größer wird und die einzelnen Filamentstränge ovaler werden, was die Kontaktfläche weiter vergrößert. Dadurch wird die Schichthaftung verbessert und die Wahrscheinlichkeit einer Delaminierung verringert.
Beim 3D-Druck gibt es einige Dinge, die du tun kannst, um die Gesamtqualität deiner Drucke zu verbessern und die Wahrscheinlichkeit von Fehlern wie schlechter Schichthaftung und Delamination zu verringern. Eine dieser Maßnahmen ist die Erhöhung der Linienbreite. Dies bedeutet, dass jeder Filamentstrang dicker ist, was wiederum zu einer stärkeren Verbindung zwischen den einzelnen Schichten führt.
Bei einer 0,4 mm Nozzle ist eine Linienbreite von 0,4 mm ein guter Anfang, aber du kannst mit verschiedenen Werten experimentieren, um herauszufinden wo du die besten Ergebnisse erzielst. Ein guter Ausgangspunkt ist eine Linienbreite, die zwischen 100% und 120% des Düsendurchmessers liegt. Wenn du immer noch Probleme mit der Schichthaftung hast, kannst du versuchen, die Linienbreite auf bis zu 200% des Düsendurchmessers zu erhöhen.
Ein weiterer Vorteil von breiteren Filamentsträngen ist deren größeres Volumen. Dadurch kühlt das Filament langsamer, was dazu beiträgt, Verformungen zu vermeiden und eine gute Schichthaftung zu gewährleisten.
Erhöhe die Flussrate
Eine Möglichkeit zur Verbesserung der Schichthaftung ist die Erhöhung der Durchflussrate. Wenn mehr Filament pro Zeiteinheit aus der Düse extrudiert wird, werden die Linien dicker und kühlen langsamer ab. Dies führt zu einer besseren Schichthaftung.
Wenn du die Schichthaftung in deinem 3D-Druck verbessern willst, kannst du unter anderem die Fließgeschwindigkeit erhöhen. Dadurch wird die Linienbreite größer, was wiederum dazu beiträgt, dass die Schichten besser aneinander haften. Natürlich musst du ein bisschen experimentieren, um das richtige Gleichgewicht zu finden – zu viel Fluss führt zu einem unordentlichen Druck, aber zu wenig und die Schichten haften nicht richtig. Aber wenn du den richtigen Punkt gefunden hast, kannst du mit Leichtigkeit hochwertige Drucke erstellen. Wenn du also Probleme mit deinen 3D-Drucken hast, ist es auf jeden Fall einen Versuch wert, die Fließgeschwindigkeit zu erhöhen.
Die Standard-Durchflussrate für den 3D-Druck beträgt 100 %, aber manchmal möchtest du die Durchflussrate vielleicht auf 110 % erhöhen, um die Haftung der Schichten zu verbessern. Es ist wichtig, die Durchflussrate genau zu kalibrieren, damit die von dir eingestellte Linienbreite auch tatsächlich gedruckt wird. Wenn du nicht genau kalibrierst, kann es passieren, dass die Linienbreite zu klein oder zu groß ist. Die Kalibrierung der Durchflussmenge ist relativ einfach und dauert nur ein paar Minuten. Sobald du die Durchflussrate kalibriert hast, kannst du sicher sein, dass dein 3D-Drucker die gewünschten Linienbreiten erzeugt.
Am besten ist es, wenn du die Flussrate als allererstes kalibrierst und dann die anderen Lösungen in diesem Artikel versucht anzuwenden. Eine zu hohe Flussrate kann nämlich zu unschönen Druckfehlern führen.
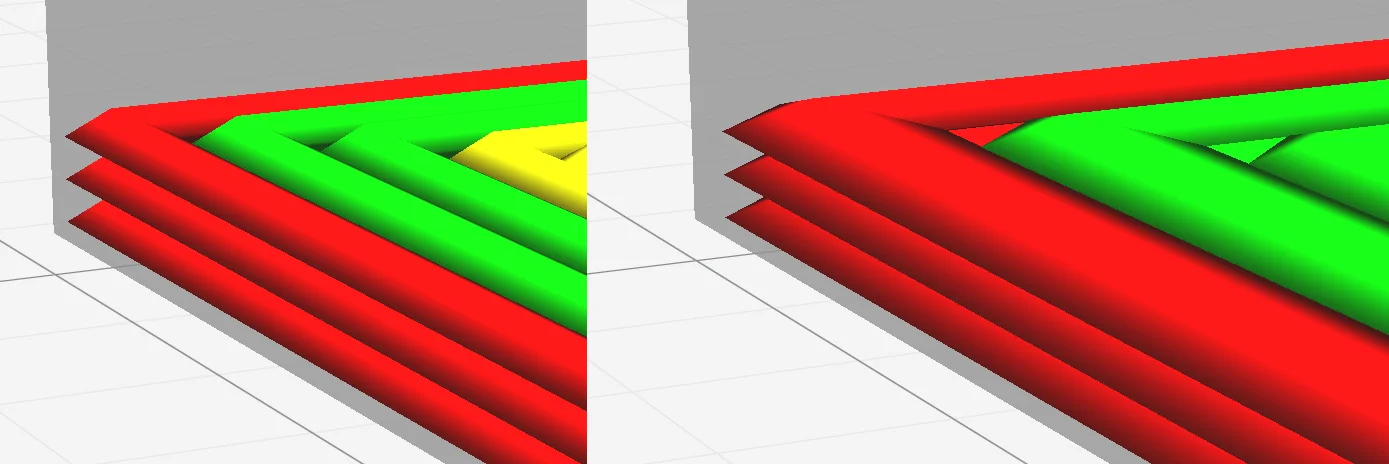
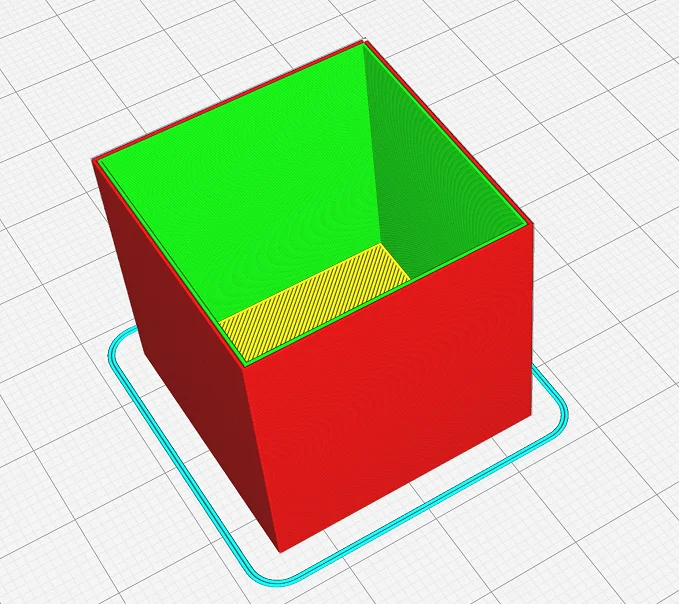
Für die Kalibrierung druckst du einen Würfel. Stelle die Anzahl der oberen Schichten auf 0, die Fülldichte auf 0% und die Wandstärke auf das Doppelte der Linienbreite. Wenn deine Linienbreite z. B. 0,4 mm beträgt, setze deine Wandstärke auf 0,8 mm. Sobald du diese Einstellungen vorgenommen hast, kannst du den Würfel drucken.
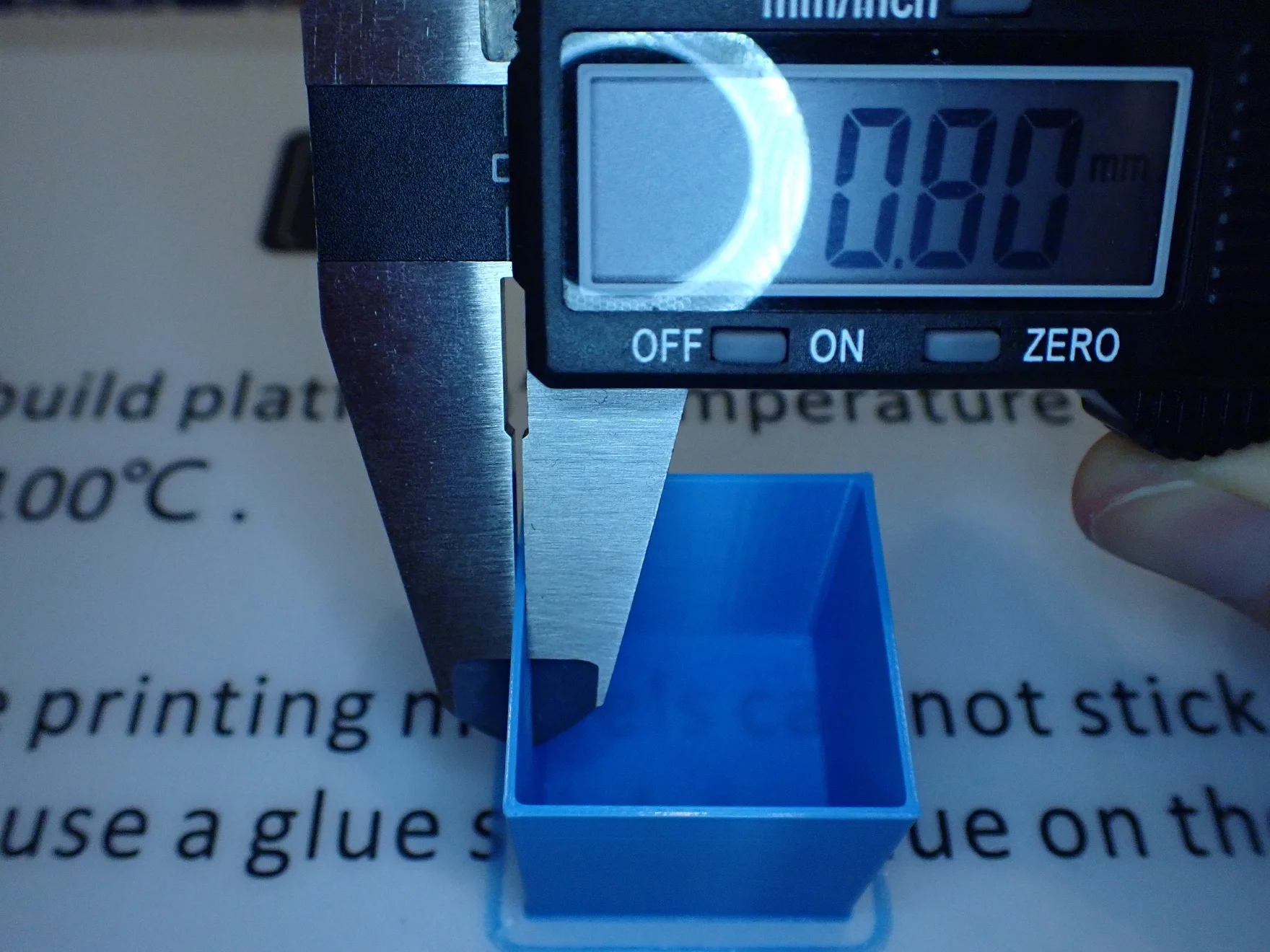
Wenn der Druckvorgang abgeschlossen ist, miss die Wandstärke mit einem Messschieber. Wenn die Wandstärke nicht doppelt so groß ist wie die eingestellte Linienbreite, musst du die Flussrate anpassen. Wenn der gemessene Wert zu hoch ist, musst du die Flussrate verringern. Ist er zu niedrig, musst du die Durchflussmenge erhöhen. Mit ein wenig experimentieren in kleinen Schritten kommst du schnell zum perfekten Wert.
Verwende Trockenes Filament

Wenn dein Filament feucht ist, lässt es sich nicht so gut drucken wie trockenes Filament. Eine gute Schichthaftung kann nur mit trockenem Filament erreicht werden. PLA solltest du so lagern, dass es trocken und luftdicht verschlossen ist.
Feuchtigkeit kann beim 3D-Druck alle möglichen Probleme verursachen, deshalb ist es wichtig, dass dein Filament trocken bleibt. Eine Möglichkeit, dies zu tun, ist die Verwendung eines Trockenmittels in deinem Filament-Lagerbehälter. Dadurch wird die in der Luft enthaltene Feuchtigkeit absorbiert und verhindert, dass sie dein Filament erreicht.
Im Gegensatz zu ABS, das wasserfest ist, wird PLA aus nachwachsenden Rohstoffen wie Maisstärke hergestellt und ist nicht so widerstandsfähig gegen Feuchtigkeit. Wenn dein Filament nass wird, nimmt es das Wasser auf und quillt auf, sodass es sich nur schwer drucken lässt. Außerdem kann das Wasser dazu führen, dass sich das PLA zersetzt und es schwach und brüchig wird. Wenn du also mit PLA arbeitest, achte darauf, dass es trocken bleibt und von Feuchtigkeitsquellen ferngehalten wird. Sonst kann es passieren, dass deine Drucke auseinanderfallen oder einfach nicht so gut aussehen, wie sie könnten.
Hier sind einige Tipps wie du dein Filament richtig lagerst:
- Bewahre das Filament an einem kühlen, trockenen Ort auf
- Vor direktem Sonnenlicht schützen
- Verwende einen Behälter oder Beutel zur Aufbewahrung des Filaments
- Lagere verschiedene Arten von Filamenten in separaten Behältern oder Beuteln
- Organisiere deinen Vorrat so, dass du älteres Filament zuerst verwendest
- Beschrifte undurchsichtige Behälter mit dem Typ und der Farbe des Filaments
Für die Aufbewahrung von PLA Filament eignen sich am besten folgende Dinge:
- Spezielle Filament Aufbewahrungsboxen*
- Zip-Lock-Beutel
- Lebensmittelbehälter aus Kunststoff mit Deckeln
- Luftdichte, durchsichtige Aufbewahrungsboxen aus Kunststoff
- Vorratsflaschen
Reduziere die Infill Dichte
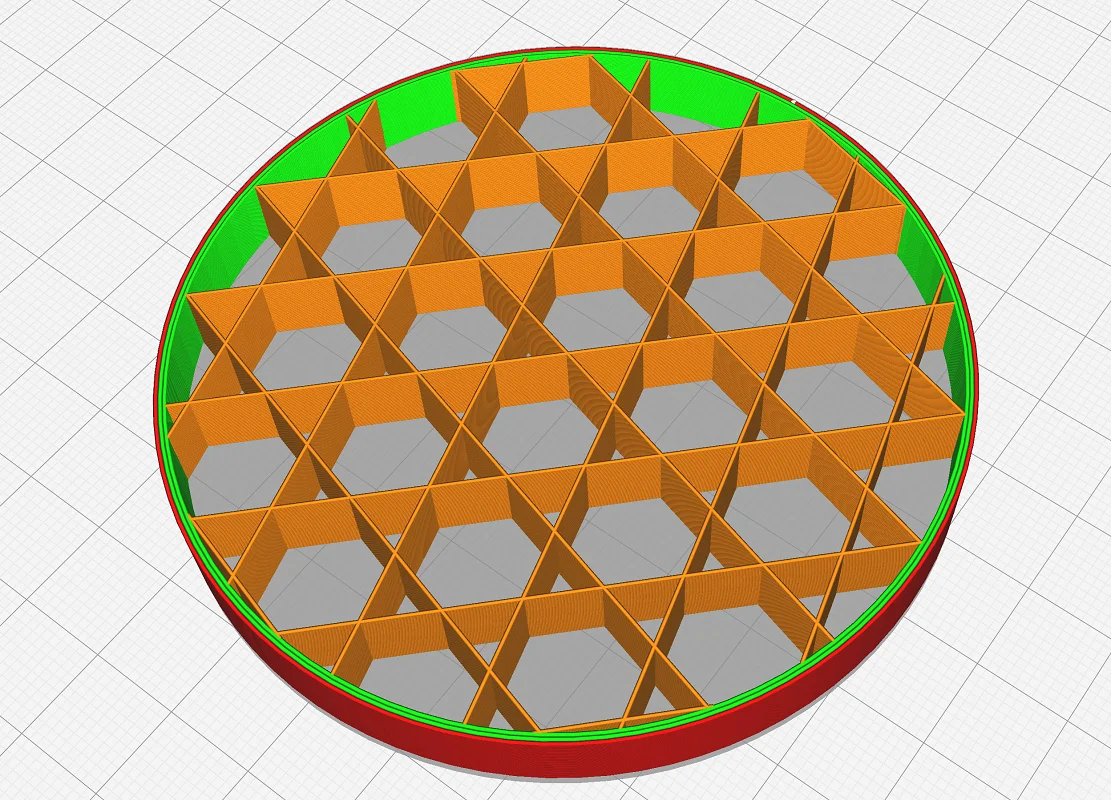
Wenn das Filament in einem 3D-Drucker abkühlt, kann es zu Spannungen kommen, die zu Delamination führen können. Je mehr Filament vorhanden ist, desto größer werden die Kräfte. Eine Verringerung der Infill-Dichte kann die Auswirkungen dieser Kräfte reduzieren.
Eine Möglichkeit, die Schichthaftung von PLA zu verbessern, besteht darin, die Fülldichte zu verringern. Beim Drucken mit PLA ist die Infill-Dichte die Menge an Kunststofffilament, die in eine bestimmte Schicht gepackt wird. Eine geringere Fülldichte bedeutet, dass in jeder Schicht weniger Kunststoff vorhanden ist, was zu einer besseren Haftung zwischen den Schichten führen kann. Das liegt daran, dass die Schichten weniger rutschen oder sich trennen können, wenn weniger Kunststoff sie zusammenhält.
Außerdem kann eine geringere Dichte der Füllung dazu beitragen, dass sich der Boden weniger verzieht und wellt. Das liegt daran, dass weniger Kunststoff ungleichmäßig abkühlt und sich beim Abkühlen zusammenzieht. Daher kann eine geringere Fülldichte ein wirksames Mittel sein, um die Schichthaftung von PLA zu verbessern.
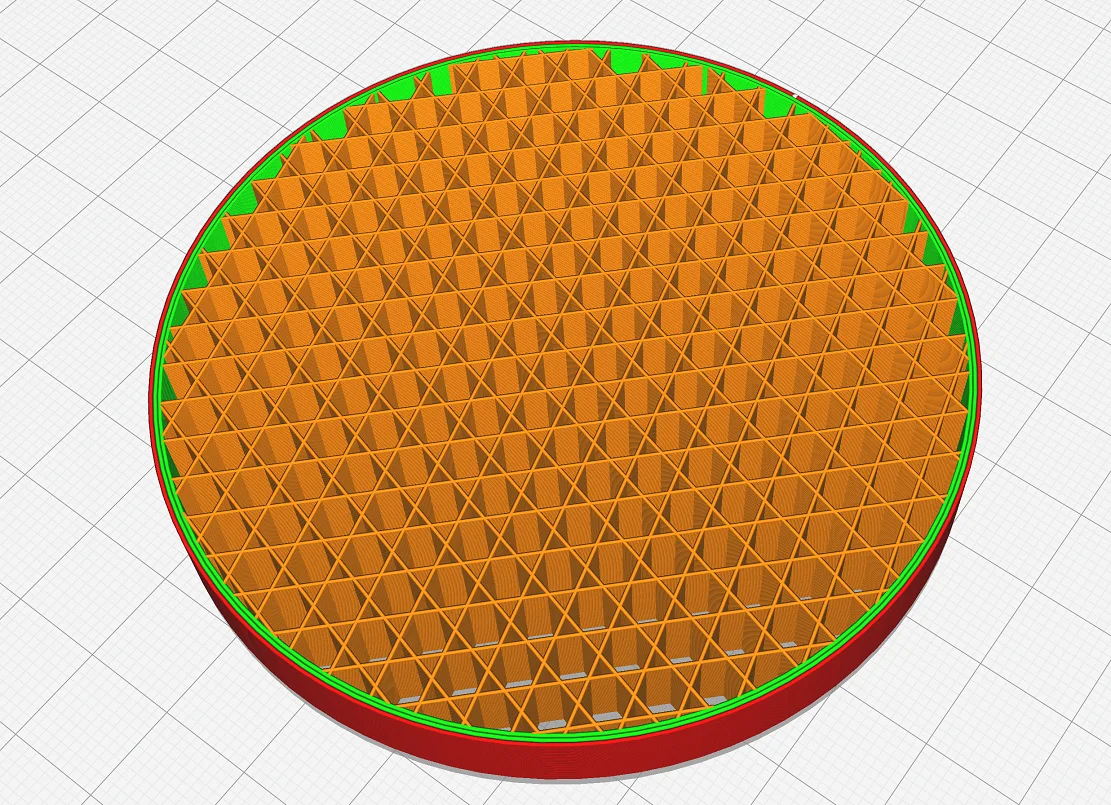
Beim 3D-Druck mit PLA gibt es ein paar Faktoren, die berücksichtigt werden müssen, um die besten Ergebnisse zu erzielen. Einer davon ist die Infill-Dichte. Die Fülldichte ist das Verhältnis von festem Material zu leerem Raum in einem Objekt. Eine geringere Fülldichte bedeutet, dass das Objekt leichter ist und weniger Filament verbraucht wird, aber es ist möglicherweise nicht so stabil.
Eine höhere Fülldichte bedeutet, dass das Objekt stärker ist, aber mehr Material verbraucht und länger zum Drucken braucht. Was ist also die beste Fülldichte für PLA? Das hängt wirklich davon ab, wofür du das Objekt brauchst. Wenn es etwas ist, das stark sein muss, wie z. B. ein Werkzeug oder ein Autoteil, dann solltest du eine höhere Dichte verwenden. Wenn du jedoch etwas druckst, das nicht so stark sein muss, wie z. B. ein Spielzeug oder ein dekoratives Objekt, dann ist eine geringere Fülldichte besser geeignet.
In diesem Artikel findest du alles was du zum richtigen Infill Muster und der passenden Dichte wissen musst: 3D Druck Infill Guide | Grundlagen, Muster und Stabilität
Erhöhe die Druckbett Temperatur
Wenn die ersten Schichten eines PLA-Drucks nicht am Druckbett haften, könnte das daran liegen, dass die Temperatur des Druckbetts zu niedrig ist. Die ideale Temperatur für das Druckbett bei einem PLA-Druck liegt bei 55-60 °C.
Hast du schon mal erlebt, dass sich dein PLA-Druck nach einem Teil des Drucks vom Bett abhebt? Das ist ärgerlich, nicht wahr? Es gibt ein paar Dinge, die du tun kannst, um dieses Problem zu lösen. Eines davon ist, die Temperatur deines Druckbetts zu erhöhen. Wenn das Filament auf eine höhere Temperatur erhitzt wird, dauert es länger, bis es abkühlt.
Dadurch hat es mehr Zeit, sich mit der darunter liegenden Oberfläche zu verbinden. Dadurch ist die Wahrscheinlichkeit geringer, dass sich der Druck mitten im Druckvorgang vom Bett löst. Wenn du Probleme damit hast, dass deine Drucke haften, versuche, die Temperatur deines Druckbetts in kleinen Schritten zu erhöhen.
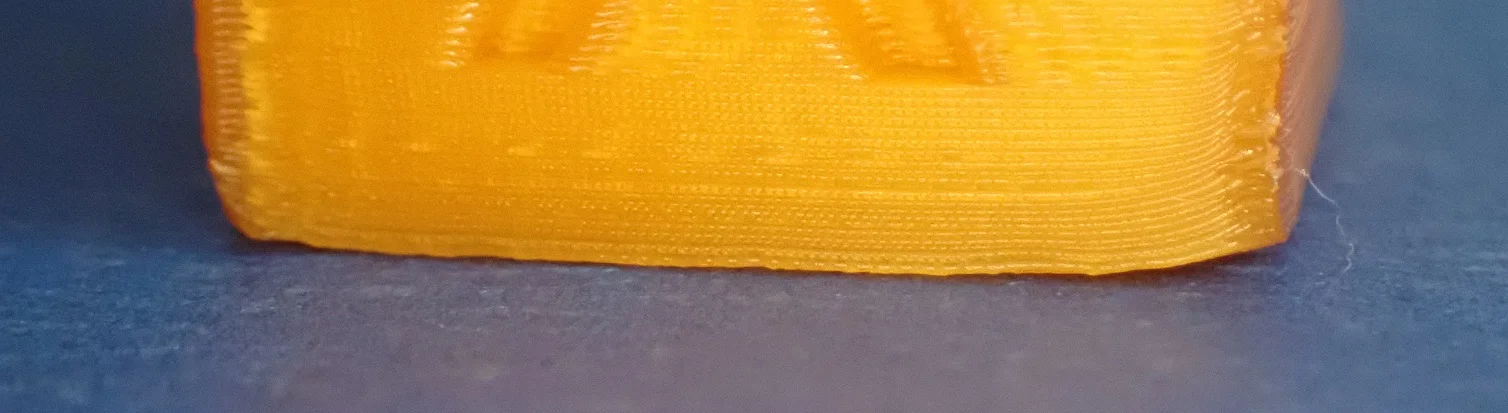
Achte jedoch darauf, die Temperatur nicht zu sehr zu erhöhen, da die unteren Schichten dann zu weich werden und unter dem Gewicht des Objekts nachgeben können. Das Ergebnis ist dann ein Elefantenfuß. Wenn du feststellst, dass sich deine Abdrücke immer noch vom Bett abheben, kannst du versuchen, sie mit einem Brim oder einem Raft zu drucken. Dies sind Hilfsdrucke die der Basis des Objekts zusätzliches Material hinzufügen, damit es besser auf dem Druckbett haftet.
Verringere oder Deaktiviere die Kühlung für die Ersten Schichten

Ein Ursache für eine schlechte Haftung von PLA auf einem Druckbett ist, wenn die Kühlrate für die ersten paar Schichten zu hoch ist. Das kann dazu führen, dass sich das PLA-Filament zu schnell zusammenzieht, was zu einer unebenen oder schlecht haftenden Oberfläche führt.
Um dieses Problem zu vermeiden, ist es wichtig, dass die Abkühlgeschwindigkeit für die ersten Schichten langsam genug ist. Das kannst du erreichen, indem du die Kühlrate für die ersten Schichten deaktivierst. Normalerweise ist dies bei modernen 3D Druckern der Standard und auch die meisten Slicer wie Cura deaktivieren die Kühlungen für die ersten Schichten.
Es können aber auch ungewollte Luftzüge dein Objekt erreichen und eine Kühlung hervorrufen. Wenn schon einmal einer deiner 3D Drucke aufgrund von Luftzügen nicht gelungen ist, weißt du, wie frustrierend das sein kann. Noch frustrierender ist es, wenn du nicht herausfinden kannst, woher der Luftzug kommt.
Ein Windschutz (Draft Shield) ist eine einfache Lösung, mit der du dieses Problem vermeiden kannst. Indem er den Luftzug vom Druckbett ablenkt, schafft ein Windschutz eine stabilere Umgebung, in der das Objekt haften kann. Das verbessert nicht nur die Qualität des Drucks, sondern verringert auch die Wahrscheinlichkeit, dass der Druck misslingt. Wenn du also nach einer Möglichkeit suchst, deine Erfolgsquote beim Drucken zu verbessern, ist ein Windschutz eine Überlegung wert.
Verwende Kleber für das Druckbett

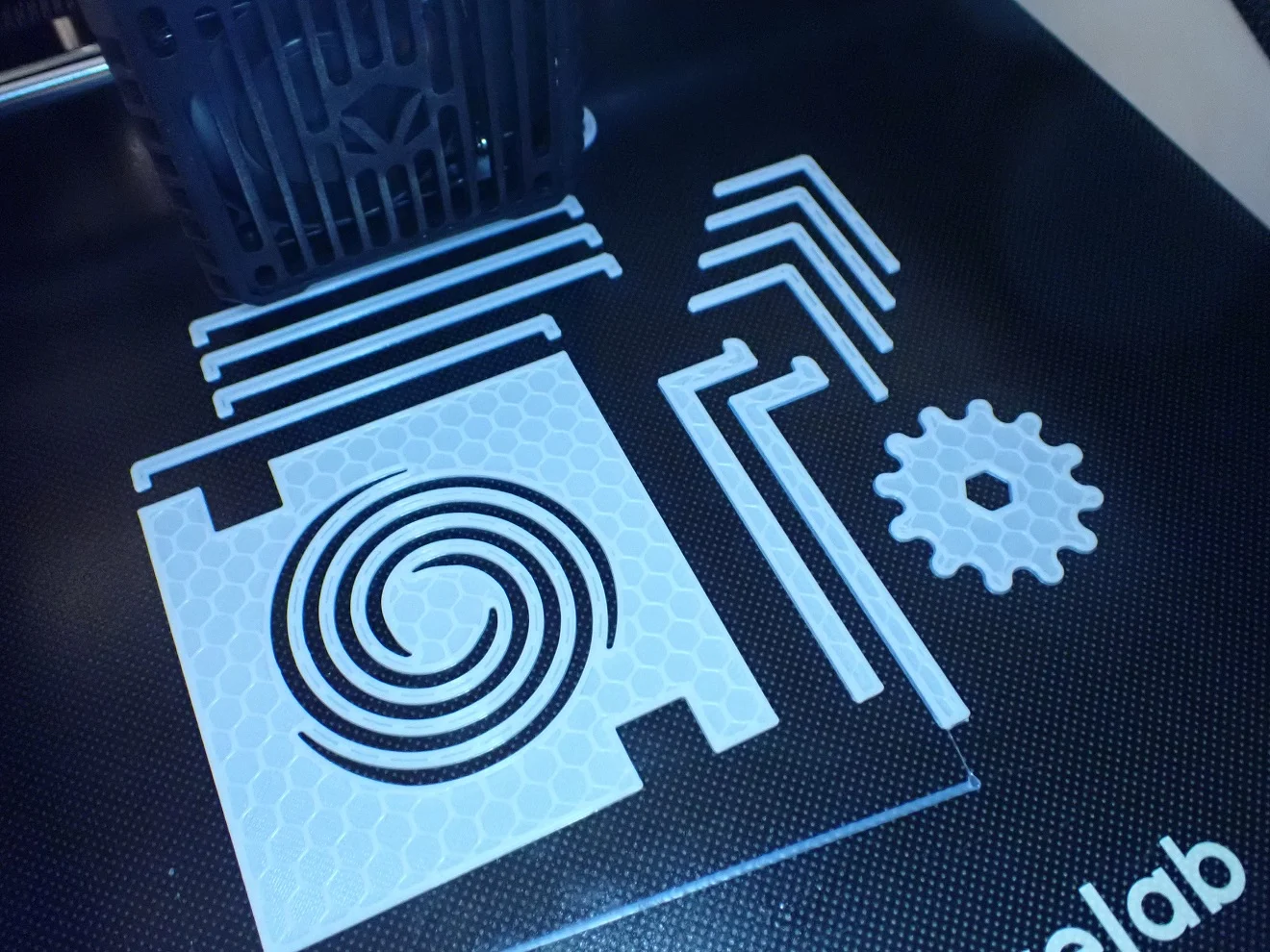
Einer der Vorteile von PLA ist, dass es eine gute Bett-Haftung hat, d.h. es haftet gut auf der Bauplatte. Dies kann durch die Verwendung von Klebstoffen wie Blue Tape oder Magigoo noch weiter verbessert werden.
Blue Tape ist eine Art Malerband, das oft im 3D-Druck verwendet wird. Es verfügt über einen starken Klebstoff, der PLA an Ort und Stelle hält und somit ideal für diese Art von Filament ist. Magigoo ist eine weitere Option, die speziell für den 3D-Druck entwickelt wurde. Es verfügt ebenfalls über einen starken Klebstoff, der die Haftung des Bettes erhöht und ist damit eine weitere gute Wahl für diejenigen, die den Druckprozess verbessern wollen.
Falls du das obere Ende des Temperaturbereichs für das Druckbett erreicht hast und kein Brim oder Raft drucken möchtest, kannst du auch Klebstoffe wie Magigoo verwenden. Magigoo ist ein spezieller Klebstoff, mit dem 3D-Drucke auf dem Druckbett haften. Er ist sowohl hitze- und lösungsmittelbeständig, so dass er sowohl für PLA- als auch für ABS-Drucke geeignet ist. Hier findest du einen ausführlichen Test zu diesem Klebstoff (ist auch mein Favorit).
Stelle zunächst sicher, dass deine Bauplatte sauber und frei von Verschmutzungen ist. Die meisten Klebstoffe haften nicht auf einer schmutzigen Oberfläche. Du kannst auch versuchen, die Bauplatte mit Schleifpapier oder einer Feile aufzurauhen – aber nur wenn sonst nichts hilft!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
